Effects of Different Roller Profiles on the Microstructure and Peel Strength of the Ultrasonic Welding Joints of Nonwoven Fabrics

 ,
, 
Abstract
:1. Introduction
2. Experimental Design and Materials
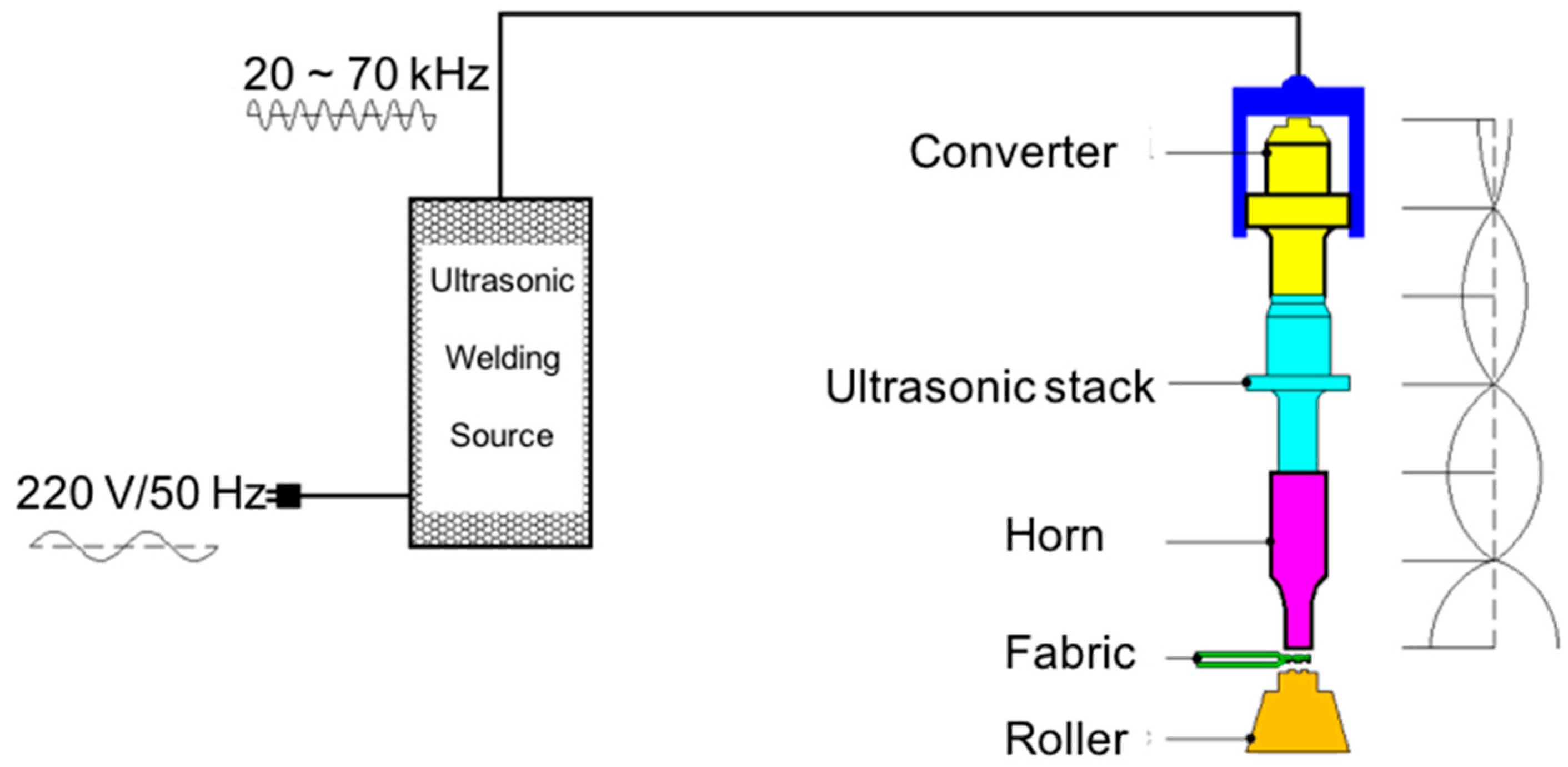
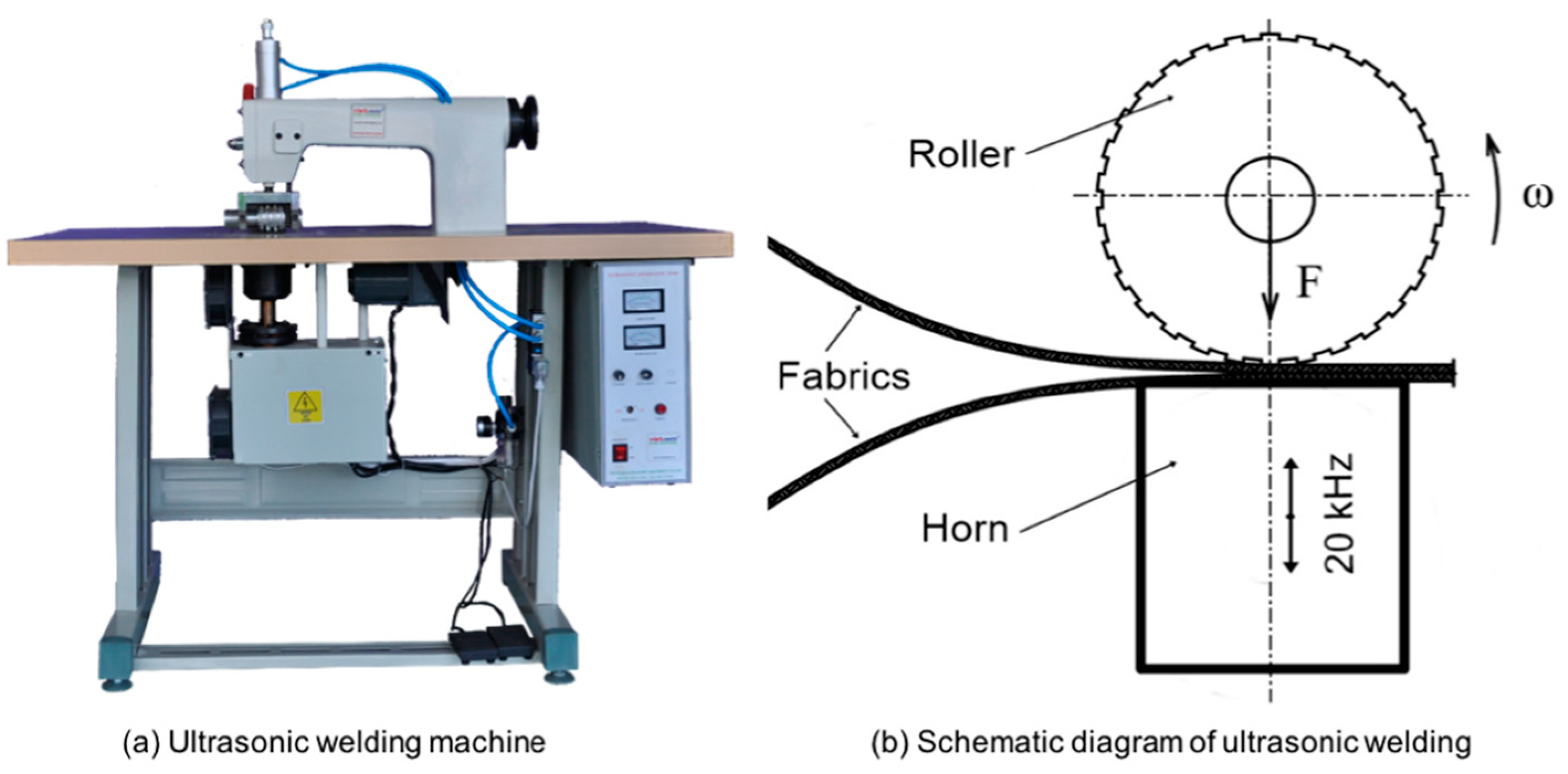
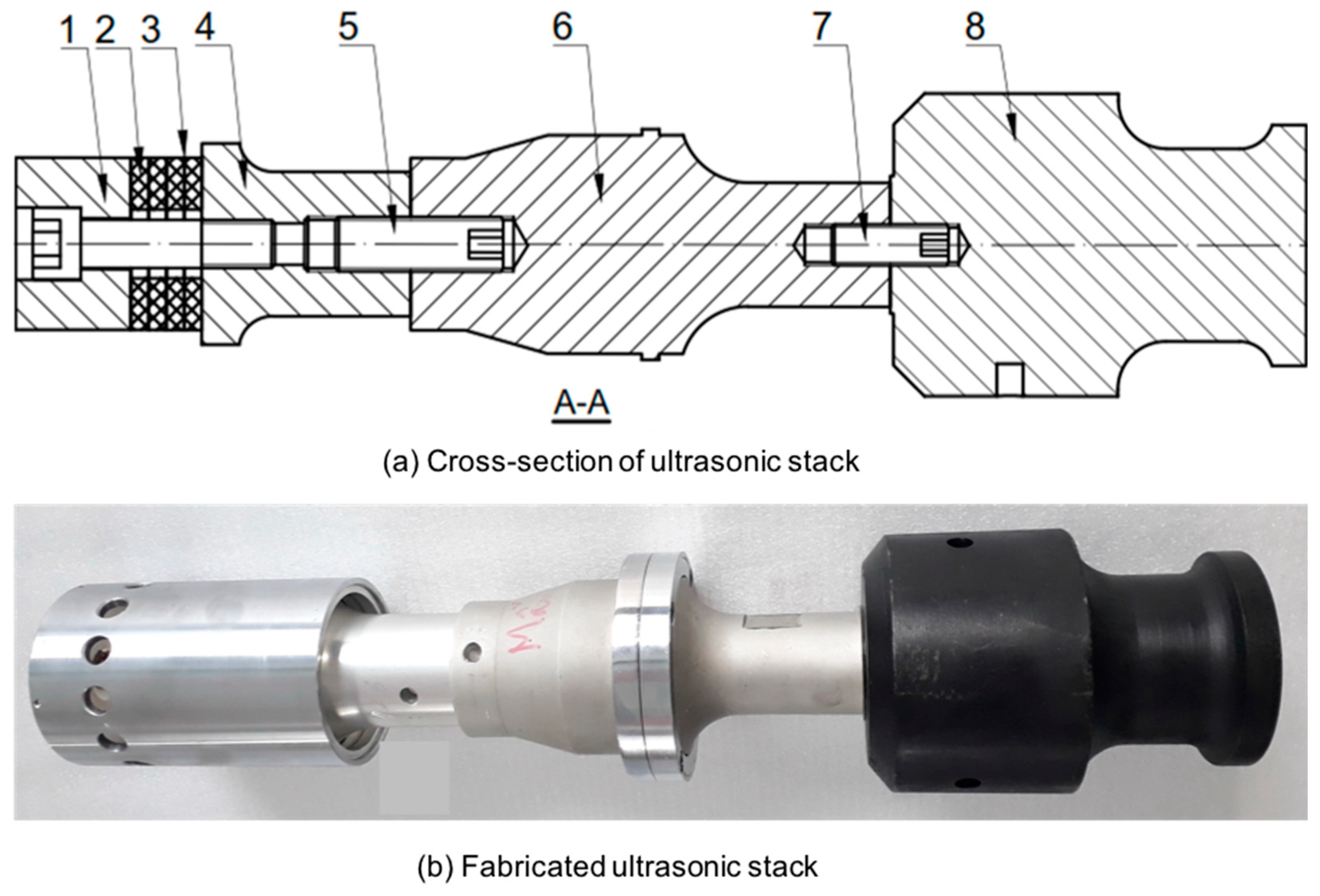
2.1. Common Welding Apparatus and Base Material
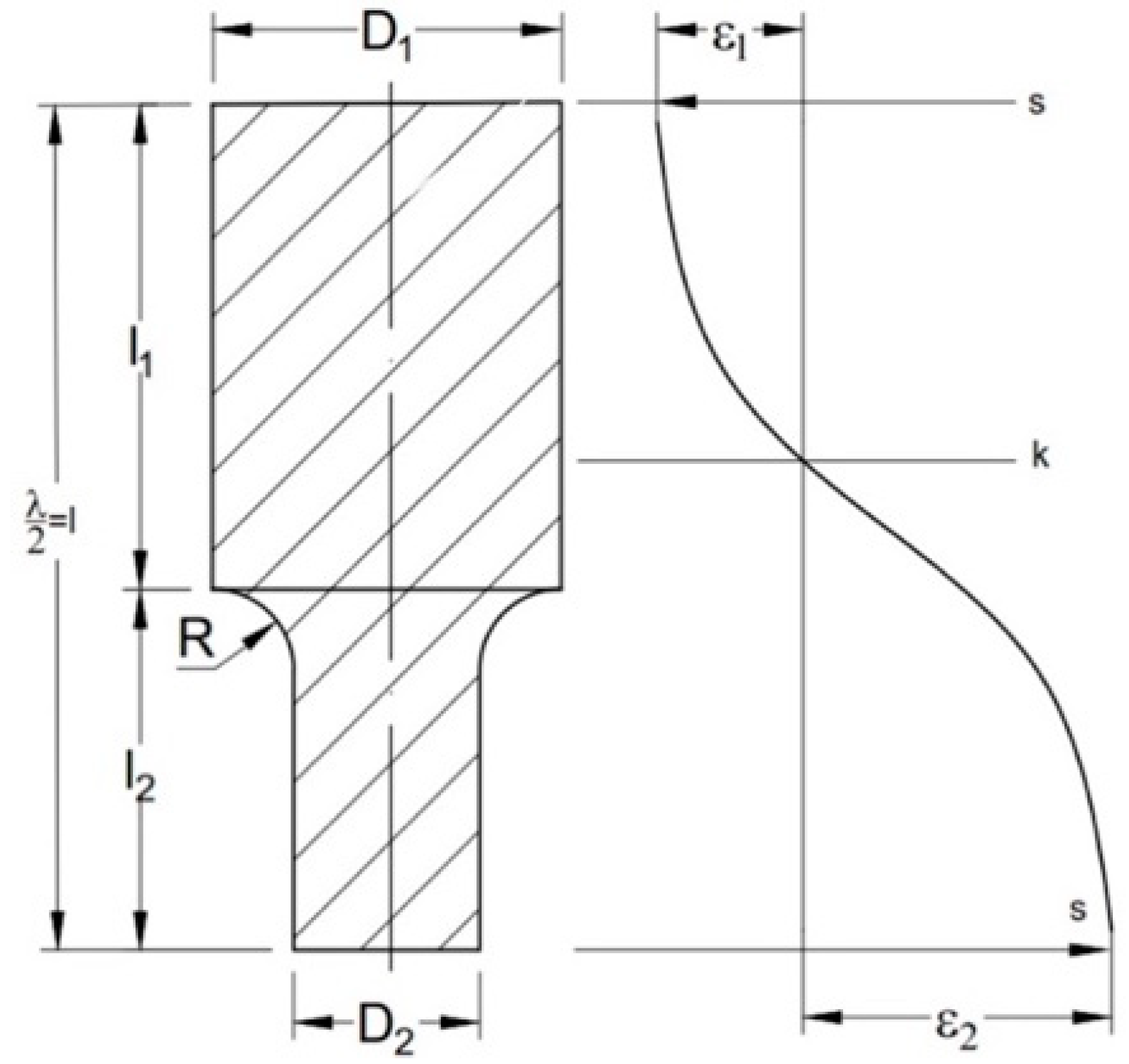
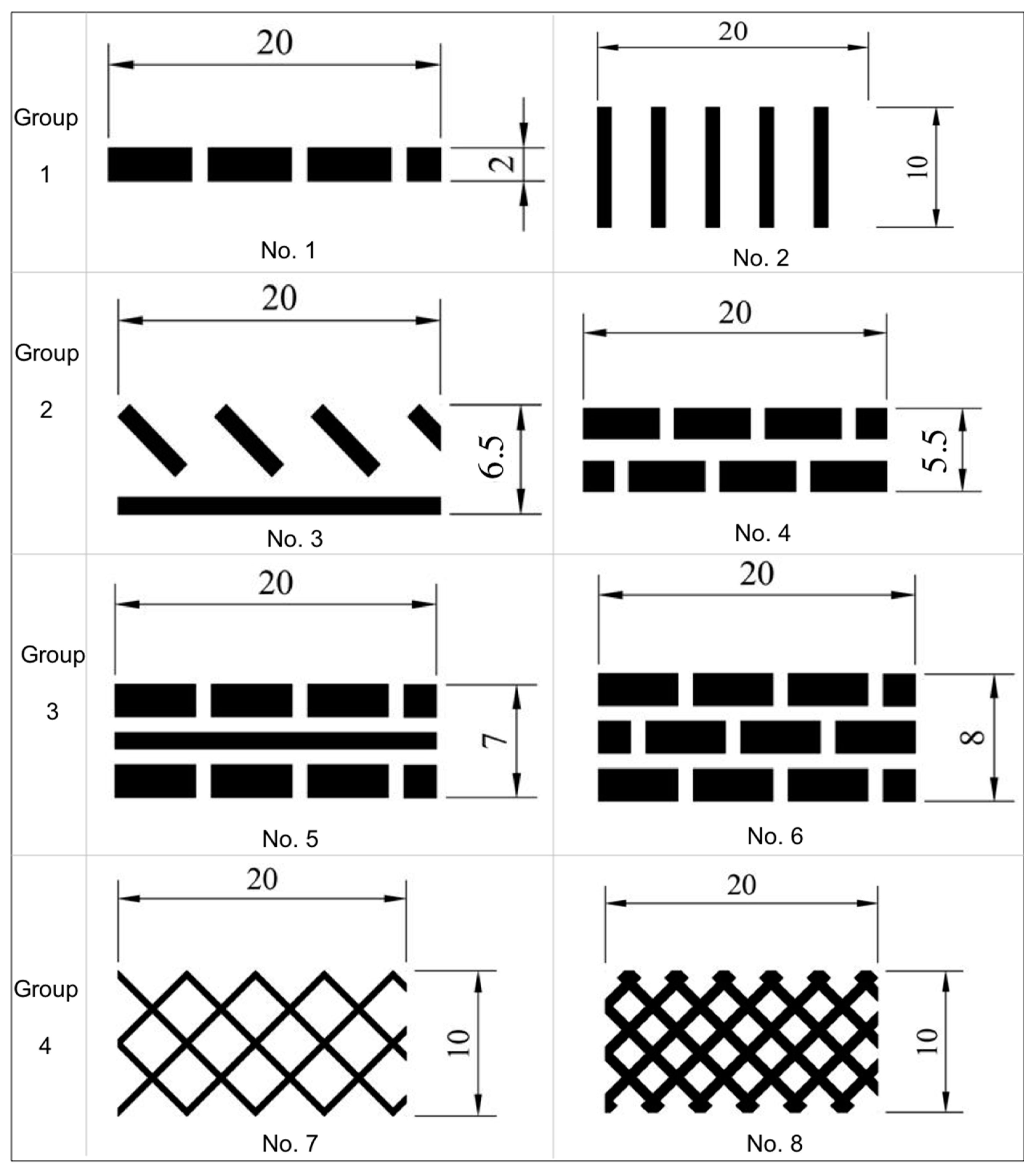
2.2. Roller Design
3. Experimental Results and Discussion
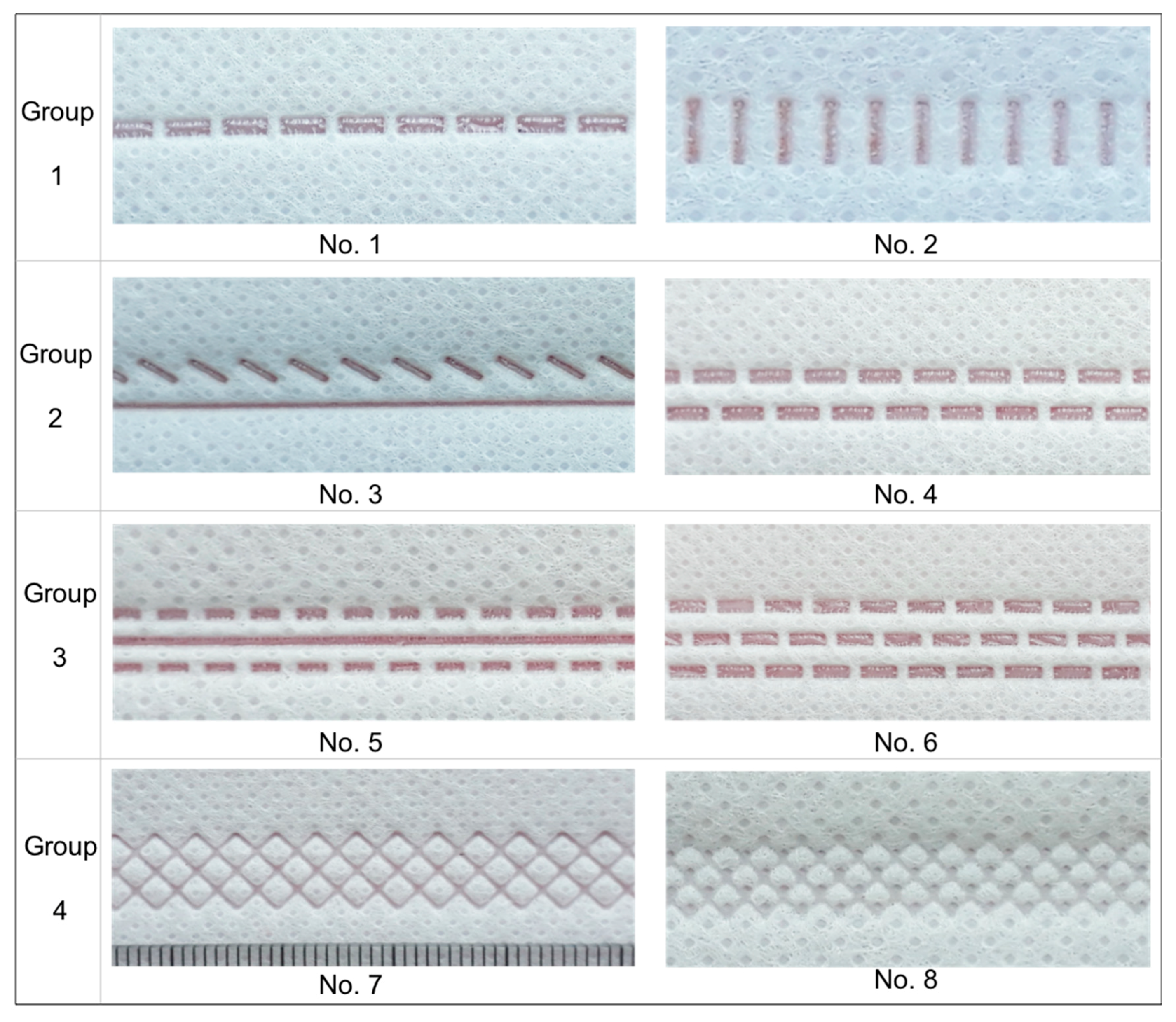
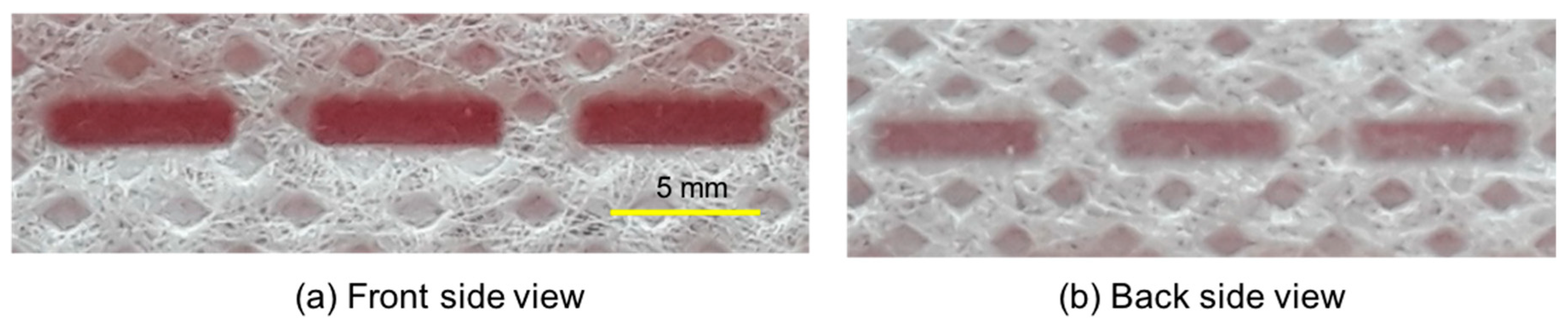
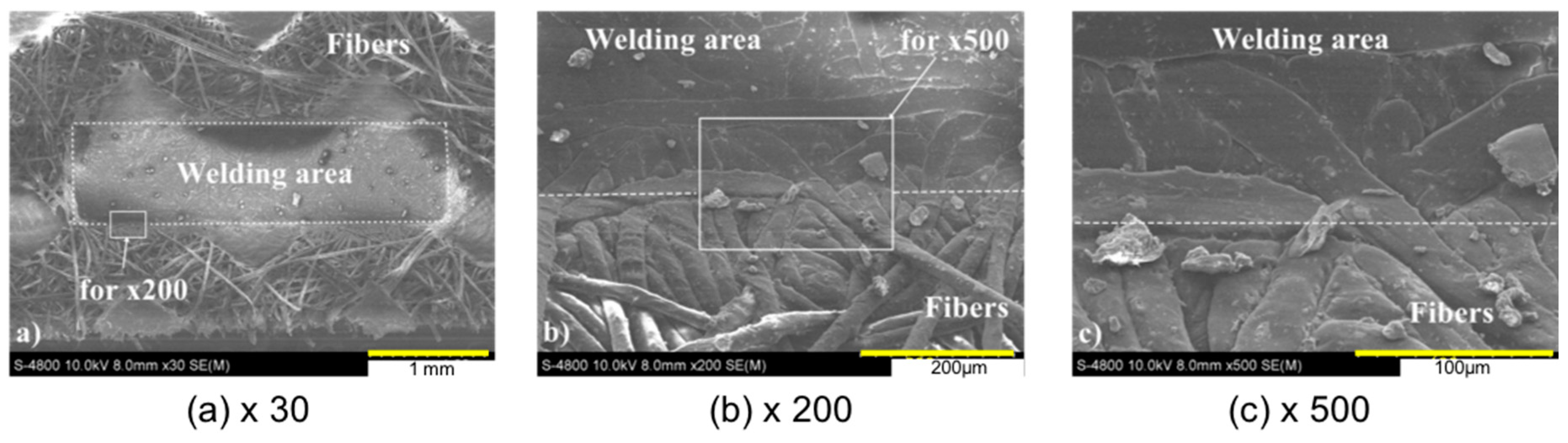
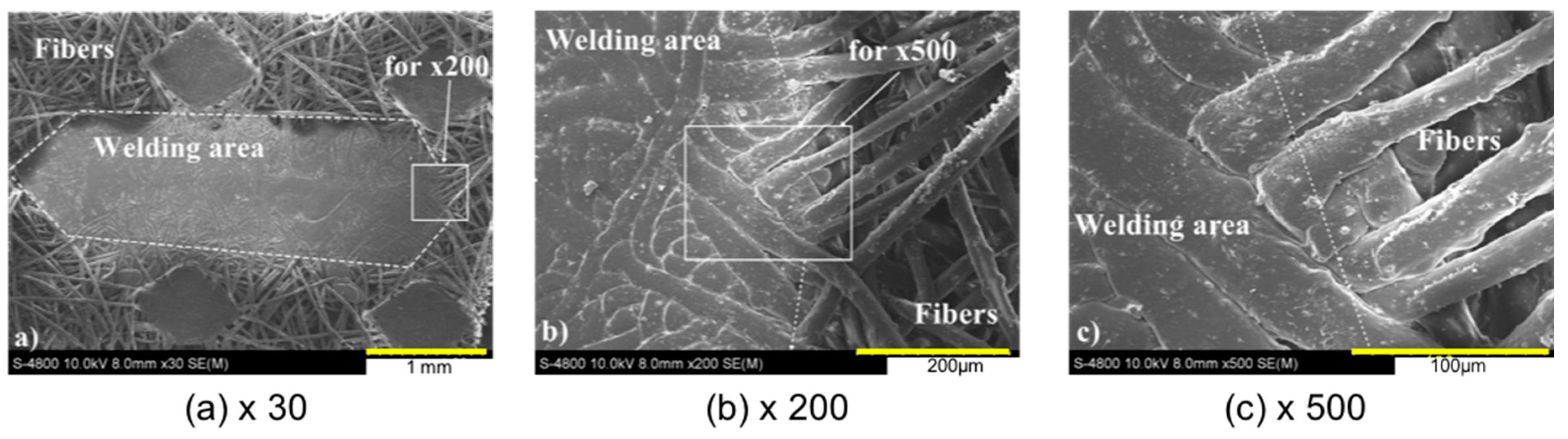
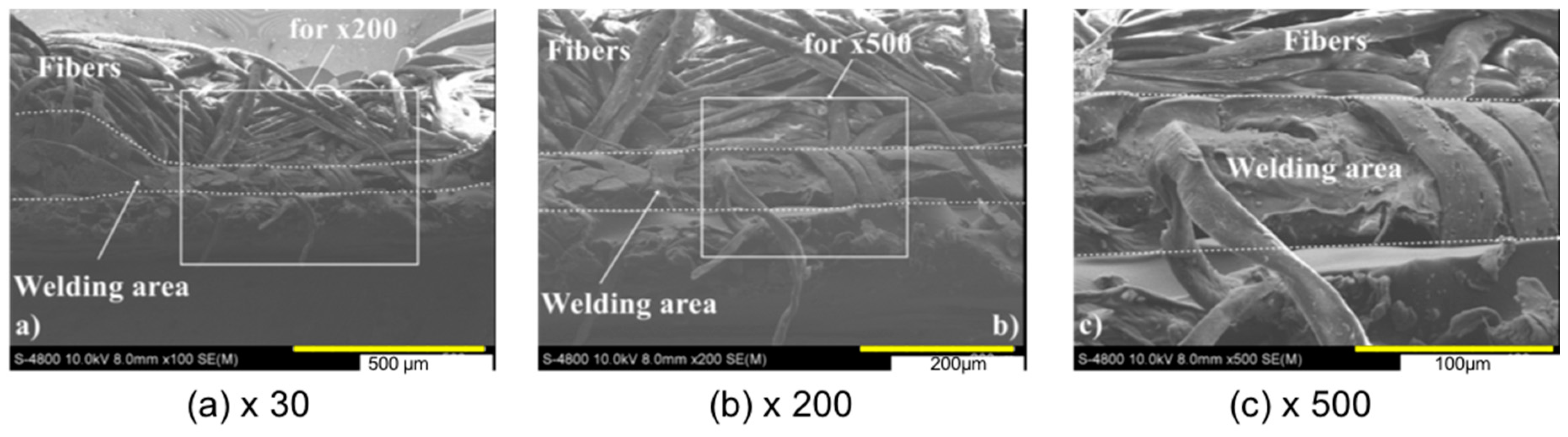
3.1. SEM Images of the Welding Joints
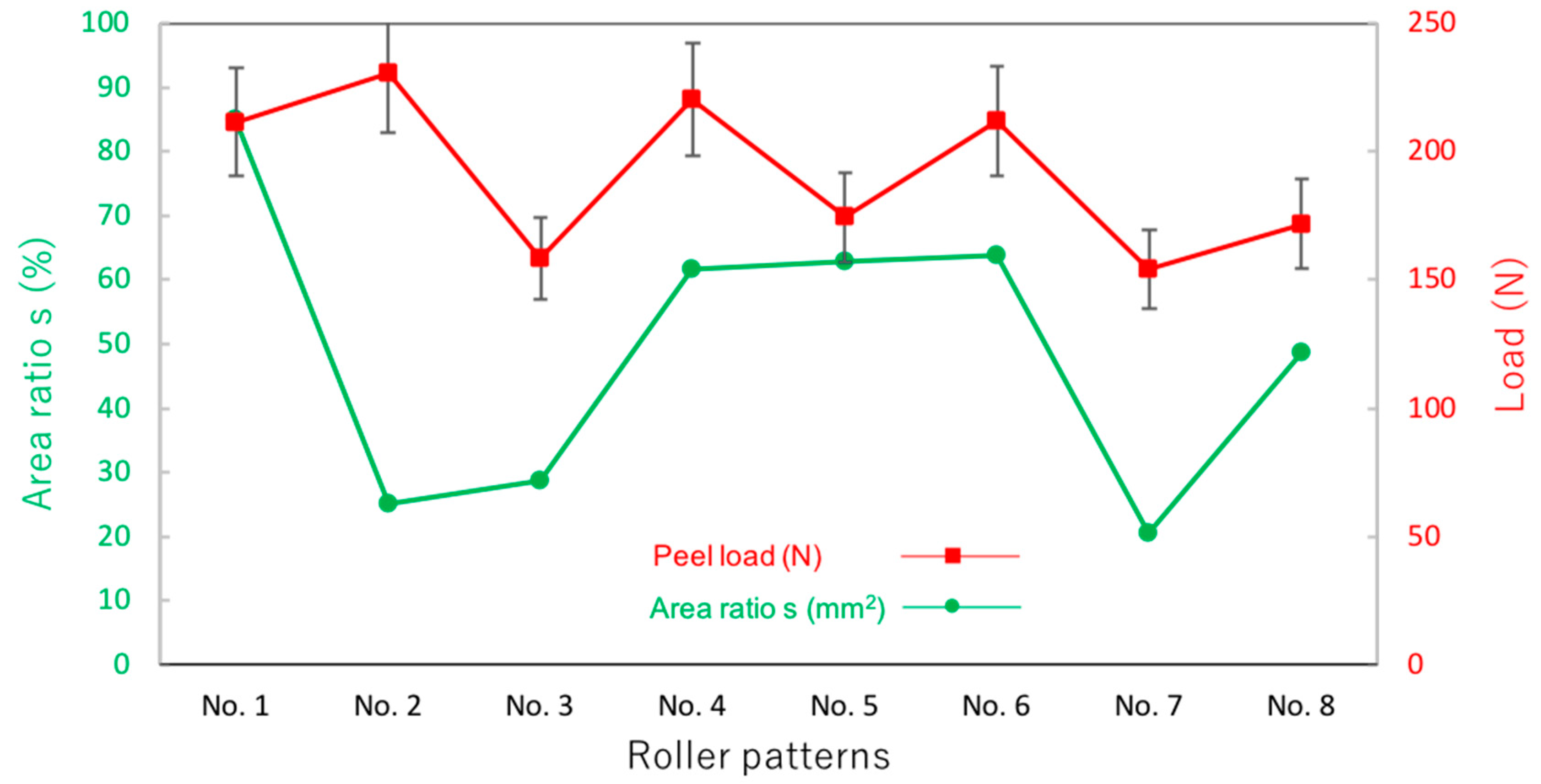
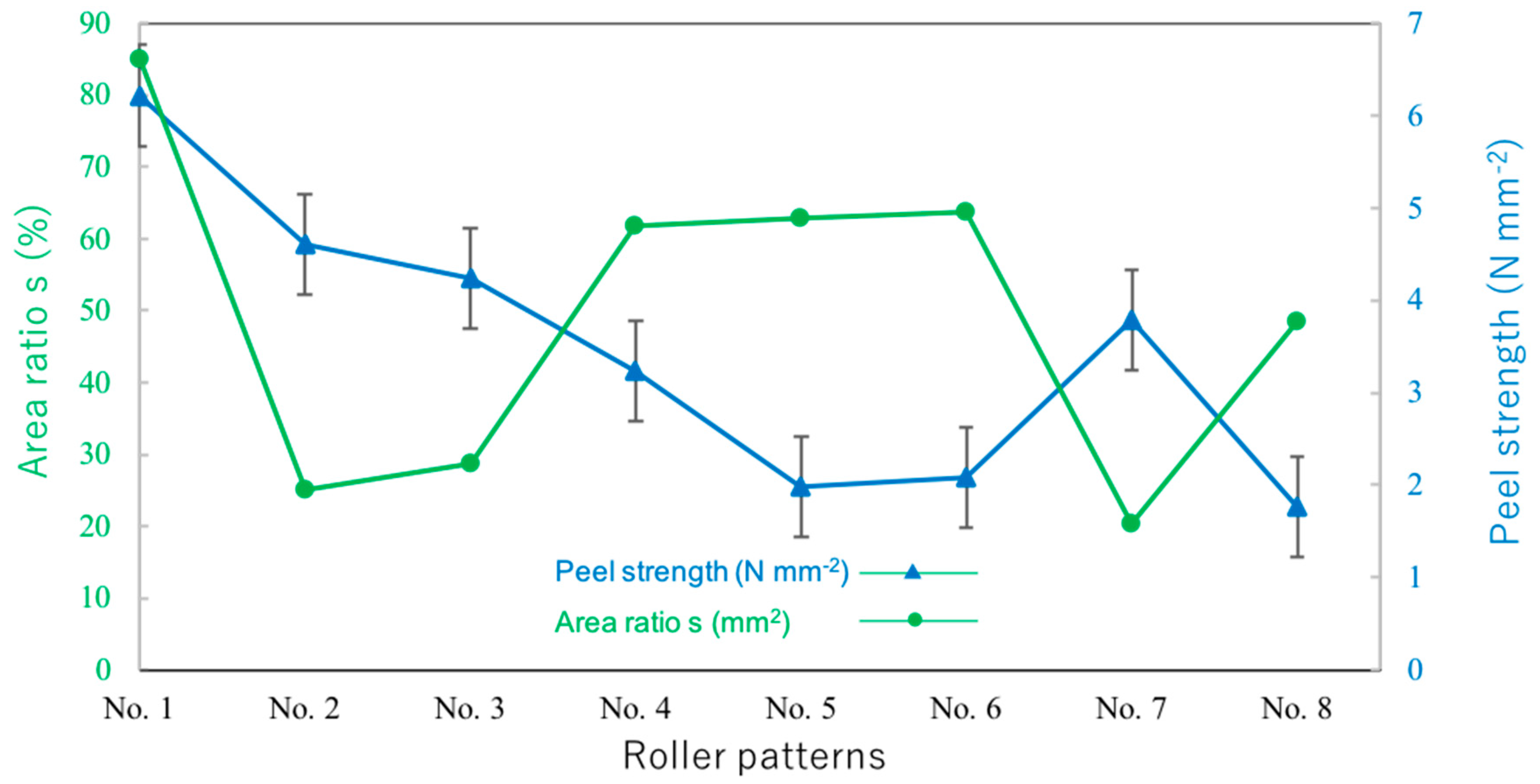
3.2. Peel Strength of the Welding Joints
4. Conclusions
- (1)
- No welding defects were seen in the SEM images of the front side, the backside, or a cross-section of the welding joints.
- (2)
- The peel load distribution was opposed to the strength distribution in all cases of the fabricated roller profiles.
- (3)
- The area ratio (s) was highest in the case of No. 2 (approximately 89%) and lowest in the case of No. 7 (approximately 27%).
- (4)
- The maximal load (approximately 230.39 N) occurred in the case of No. 2, while the minimal value (approximately 154.31 N) occurred in the case of No. 7.
- (5)
- The maximal peel strength of 6.2 N mm−2 occurred in the case of No. 1, and the lowest tensile strength of 1.8 N mm−2 occurred in the case of No. 8.
- (6)
- Both the load and the peel strength were proportional to the welding area and the area ratio.
- (7)
- In the case of No. 2, even though the load was the highest (approximately 230.39 N), the peel strength was lower than that of No. 1.
Author Contributions
Funding
Conflicts of Interest
References
- Hosun, L. A review of spun bond process. J. Tex. App. Technol. Man. 2010, 6, 1–13. [Google Scholar]
- Rammohan, N.; Gajanan, S.B. Effect of Processing Conditions on the Structure and Properties of Polypropylene Spunbond Fabrics. J. App. Poly. Sci. 2005, 98, 2355–2364. [Google Scholar]
- Mahmut, K. Analysis of Ultrasonic Seam Tensile Properties of Thermal Bonded Nonwoven Fabrics. J. Eng. Fib. Fab. 2014, 9, 2014. [Google Scholar]
- Subhash, C.; Gajanan, S.B.; Joseph, E.S.; Sanjiv, M. Structure and properties of polypropylene fibers during thermal bonding. Thermo. Acta 2001, 367, 155–160. [Google Scholar]
- Gajanan, S.B.; Praveen, K.J.; Joseph, E.S. Thermal bonding of polypropylene nonwovens: Effect of bonding variables on the structure and properties of the fabrics. J. App. Poly. Sci. 2004, 92, 3593–3600. [Google Scholar]
- Nataliya, F.; Svetlana, V.; Behnam, P. Strength Optimization of Thermally Bonded Spunbond Nonwovens. J. Eng. Fib. Fab. 2007, 2, 38–48. [Google Scholar]
- Warner, S.B. Thermal Bonding of Polypropylene Fibers. Tex. Res. J. 1989, 59, 151–159. [Google Scholar] [CrossRef]
- Adams, R.D.; Comyn, J.; Wake, W.C. Structural adhesive joints in engineering-Ultrasonic welding of plastics and polymeric composities. Spring Sci. Busi. Media 1997, 12, 296–312. [Google Scholar]
- Skander, L.; Steven, B.W. Adhesive Point-Bonded Spunbond Fabrics. Tex. Res. J. 2005, 75, 63–72. [Google Scholar]
- Zhentao, M.; Bhuvenesh, C.G. Studies on the Process of ultrasonic bonding of nonwovens: Part 1—Theoretical Analysis. Int. Nonwo. J. 2001, 2, 38–47. [Google Scholar]
- Mahmut, K.; Suleyman, I.M. Analysing effect of the factors on ultrasonic seam tensile properties of nonwoven fabrics by Nested Anova Design. Inter. J. Cloth. Sci. Technol. 2015, 27, 803–817. [Google Scholar]
- Weihua, S.; Trevor, L. Mechanisms of ultrasonic joining of textile materials. Int. J. Cloth. Sci. Technol. 2000, 12, 331–350. [Google Scholar]
- Edita, V.; Zeljka, J. Investigation of the strength of ultrasonically welded sails. Int. J. Cloth. Sci. Technol. 2007, 19, 204–214. [Google Scholar]
- Subhas, G.; Renuka, R. Ultrasonic sealing of polyester and spectra fabrics using thermo plastic properties. J. App. Poly. Sci. 2009, 113, 1082–1089. [Google Scholar]
- Jones, I. Ultrasonic and dielectric welding of textiles Joining Textiles, Principles and Applications; Wood. Pub. Seri. Tex.: Cambridge, UK, 2013; pp. 374–397. [Google Scholar]
- Lucas, M.; Smith, A.C. Redesign of Ultrasonic Block Horns for Improved Vibration Performance. J. Vib. Acous. 1997, 119, 410–414. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Quang, T.L.; Tran, C.L.; Nguyen, H.L. Investigation the Amplitude Uniformity on the Surface of the Wide-Blade Ultrasonic Plastic Welding Horn. IOP. Conf. Ser. Maters. Sci. Eng. 2017, 241, 012023. [Google Scholar] [CrossRef] [Green Version]
- Rani, M.R.; Prakasan, K.; Rudramoorthy, R.; Rudramoorthy, R. Studies on thermo-elastic heating of horns used in ultrasonic plastic welding. Ultrasonics 2015, 55, 123–132. [Google Scholar] [CrossRef] [PubMed]
- Floyd, K.; Ozsanlav, V. Application of Ultrasonics in the Nonwoven Industry. EDANA's 1988 Nordic Nonw. Sym. 1988, 13, 120. [Google Scholar]
- Manal, A.S.; Mona, M.N. A comparative study of assembling methods of nonwoven bags traditional sewing and welding seam. Int. J. Gene. Eng. Technol. 2016, 5, 7–22. [Google Scholar]
- Shi, W.; Little, T. Ultrasonic Joining of Textile Materials. Inter. J. Cloth. Sci. Technol. 2000, 12, 331–350. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kgm3) | Elongation at Break (%) | Tenacity (cN/tex) | Fiber Crimp (cm) | Shinkage (%) | Yield Strain (%) | Softening Point (°C) | Melting Point (°C) |
|---|---|---|---|---|---|---|---|
| 1140 | 160 | 19 | 14 | 1.16 | 20 | 140–150 | 160–175 |
| Calendar Temperature (°C) | Calendar Speed | Pressure |
|---|---|---|
| 145 | 18~25 gm−3 at 200 m min−1 30 = 50 gm−3 at 140 m min−1 | 80 |
| Component | C | Si | Mn | Mo | Cr | Fe |
|---|---|---|---|---|---|---|
| % | 1.4–1.6 | 0.17–0.37 | 0.5–0.8 | 0.9 | 8–11 | Bal. |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| S0 (mm2) | 34 | 50 | 37.3 | 68 | 88 | 102 | 40.7 | 97.1 |
| S1 (mm2) | 40 | 200 | 130 | 110 | 140 | 160 | 200 | 200 |
| s = S0/S1 (%) | 85.0 | 25.0 | 28.7 | 61.8 | 62.9 | 63.8 | 20.4 | 48.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.-h.; Thanh, L.Q.; Loc, N.H.; Huu, M.N.; Nguyen Van, A. Effects of Different Roller Profiles on the Microstructure and Peel Strength of the Ultrasonic Welding Joints of Nonwoven Fabrics. Appl. Sci. 2020, 10, 4101. https://doi.org/10.3390/app10124101
Nguyen T-h, Thanh LQ, Loc NH, Huu MN, Nguyen Van A. Effects of Different Roller Profiles on the Microstructure and Peel Strength of the Ultrasonic Welding Joints of Nonwoven Fabrics. Applied Sciences. 2020; 10(12):4101. https://doi.org/10.3390/app10124101
Chicago/Turabian StyleNguyen, Thanh-hai, Le Quang Thanh, Nguyen Huu Loc, Manh Ngo Huu, and Anh Nguyen Van. 2020. "Effects of Different Roller Profiles on the Microstructure and Peel Strength of the Ultrasonic Welding Joints of Nonwoven Fabrics" Applied Sciences 10, no. 12: 4101. https://doi.org/10.3390/app10124101