Properties of the Surface Layer After Trochoidal Milling and Brushing: Experimental Study and Artificial Neural Network Simulation


Abstract
:
1. Introduction: State of the Art
1.1. Surface Roughness in Milling
1.2. Brushing Characteristics
1.3. Surfaces Roughness Modelling and Prediction
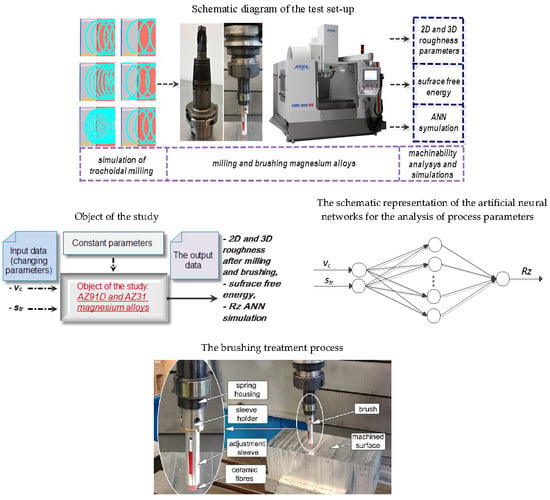
2. Materials and Methods
- At the end face of the specimen: Rz, Rku, Rsk, RSm, Ra; and
- At the lateral face of the specimen: Rz, RSm, Rku, Rsk.
3. Results
3.1. Surface Roughness after Trochoidal Milling
3.1.1. The Effect of Trochoidal Step, str
(a) The End Face of the Specimen
(b) The Lateral Face of the Specimen
3.1.2. Effect of the Cutting Speed, vc
(a) The End Face of the Specimen
(b) The Lateral Face of the Specimen
3.2. Surface Roughness after Brushing
3.2.1. Effect of the Trochoidal Step on the Surface Roughness
3.2.2. The Effect of the Cutting Speed
3.3. 3D Area Roughness
3.4. Surface Free Energy (SFE) after Milling
3.5. Numerical Modelling of Rz Surface Roughness Parameters with Artificial Neural Networks after Trochoidal Milling and Brushing
3.6. Statistical Analysis
4. Conclusions
- Lower values of roughness parameters after milling were obtained at the end face of the specimen (e.g., for AZ31 and str = 30%: end face Rz = 9.22 µm, lateral face Rz = 14 µm).
- The changes in the analyzed roughness parameters were different in response to vc and str.
- For both alloys, similar values of the analyzed roughness parameters were achieved (e.g., for vc = 400 m/min, Rz: AZ31 was 8.66 µm and AZ91D was 9.15 µm). The discrepancies could only be considered at the statistical level; however, they are technologically irrelevant.
- Although the change in the tested milling input parameters (vc/str) induced a change in the investigated surface roughness parameters, it is, however, difficult to observe a distinctive trend.
- In relation to milling, brushing treatment reduces the roughness parameters of the tested Mg alloy specimens by several times. Following brushing, an approximately 5.6-fold decrease in the roughness (Ra parameter) was observed for the AZ31 alloy and about 3.9-fold for the AZ91D alloy, compared to the initial machining, i.e., milling with a variable trochoidal step.
- The largest increase in the value of the surface free energy (16%) was observed for the AZ91D alloy during the change of the str parameter. The increase in the SFE directly impacts the increase in the polar component of the SFE, which for the AZ91D alloy was 96%.
- Considering the simulation results of the roughness parameters and their correlation with the actual cutting data, the error was shown not to exceed the acceptable level of 15% (10% for milling and 15% for milling and brushing). ANNs exhibit good potential for the simulation of accurate data for the preliminary determination of milling parameters.
- The ANNs succeeded in representing the non-linear dependence between machining and roughness parameters. This may prove their fitness for the analysis of milling without the need for implementing time-, labor-, and cost-consuming machining.
- ANN simulation may be the cornerstone of modelling tools for the analysis of phenomena in machining. If effectively implemented, it can aid the decision-making process by producing precise cutting data that ensures the required surface roughness. A set of parameters (vc and str) fed into the system as input for computation is transformed into surface roughness parameter values (Rz) for the tested machining parameters (milling, brushing) of the tested Mg alloys, AZ31 and AZ91D.
- The statistical analysis of Ra confirms that in the milling and brushing variant, the change in str is reflected in the statistically significant change in the values of Ra. The observed variance of means, however, appears to indicate a favorable effect of a higher trochoidal step on the surface finish (for str = 5% was 1.91 µm and str = 30% was 1.63 µm). A reverse effect was shown in the milling and brushing of AZ31 alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Matuszak, J.; Kłonica, M.; Zagórski, I. Measurements of Forces and Selected Surface Layer Properties of AW-7075 Aluminum Alloy Used in the Aviation Industry after Abrasive Machining. Materials 2019, 12, 3707. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Matuszak, J.; Kłonica, M.; Zagórski, I. Effect of Brushing Conditions on Axial Forces in Ceramic Brush Surface Treatment. In Proceedings of the 2019 IEEE 5th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Torino, Italy, 19–21 June 2019; IEEE: Torino, Italy, 2019; pp. 644–648. [Google Scholar] [CrossRef]
- Kłonica, M.; Kuczmaszewski, J.; Samborski, S. Effect of a notch on impact resistance of the epidian 57/Z1 epoxy material after “Thermal Shock”. Solid State Phenom. 2016, 240, 161–167. [Google Scholar] [CrossRef]
- Grzesik, W. Surface Topography and Utilitarian Characteristics of Machine Parts. Mechanik 2015, 8–9, 587–593. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Vilhena, L.M.; Podgornik, B.; Vižintin, J. Surface Topography Modelling for Reduced Friction. Stroj. Vestn. J. Mech. Eng. 2011, 57, 674–680. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters Ssk and Sku to Control Friction—A Method for Designing Surface Texturing. Tribol. Trans. 2017, 60, 260–266. [Google Scholar] [CrossRef]
- Matuszak, J.; Zaleski, K. Analysis of deburring effectiveness and surface layer properties around edges of workpieces made of 7075 aluminium alloy. Aircr. Eng. Aerosp. Technol. 2018, 90, 515–523. [Google Scholar] [CrossRef]
- Gziut, O.; Kuczmaszewski, J.; Zagórski, I. Surface quality assessment following high performance cutting of AZ91HP magnesium alloy. Manag. Prod. Eng. Rev. 2015, 6, 4–9. [Google Scholar] [CrossRef]
- Kłonica, M.; Kuczmaszewski, J. Badania porównawcze stanu energetycznego warstwy wierzchniej stopu AZ91HP po obróbce ściernej i frezowaniu. Mechanik 2015, 8–9, 212–216. [Google Scholar]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8. [Google Scholar] [CrossRef] [Green Version]
- Ruslan, M.S.; Othman, K.; Ghani, J.A.; Kassim, M.S.; Haron, C.H.C. Surface roughness of magnesium alloy AZ91D in high speed milling. J. Teknol. 2016, 78, 115–119. [Google Scholar] [CrossRef] [Green Version]
- Muralidharan, S.; Karthikeyan, N.; Kumar, A.B.; Aatthisugan, I. A study on machinability characteristic in end milling of magnesium composite. Int. J. Mech. Eng. Technol. 2017, 8, 455–462. [Google Scholar]
- Sathyamoorthy, V.; Deepan, S.; Sathya Prasanth, S.P.; Prabhu, L. Optimization of Machining Parameters for Surface Roughness in End Milling of Magnesium AM60 Alloy. Indian J. Sci. Technol. 2017, 10, 1–7. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Twardowski, P.; Pelic, M.; Maruda, R.W.; Barrans, S.; Krolczyk, G.M. Precision surface characterization for finish cylindrical milling with dynamic tool displacements model. Precis. Eng. 2016, 46, 158–165. [Google Scholar] [CrossRef]
- Zaleski, K.; Skoczylas, A. Effect of vibration shot peening parameters upon shapes of bearing curves of alloy steel surface. Adv. Sci. Technol. Res. J. 2015, 9, 20–26. [Google Scholar] [CrossRef] [Green Version]
- Zagórski, I.; Kłonica, M.; Kulisz, M.; Łoza, K. Effect of the AWJM Method on the Machined Surface Layer of AZ91D Magnesium Alloy and Simulation of Roughness Parameters Using Neural Networks. Materials 2018, 11, 2111. [Google Scholar] [CrossRef] [Green Version]
- Santhakumar, J.; Iqbal, M.U. Parametric Optimization of Trochoidal Step on Surface Roughness and Dish Angle in End Milling of AISID3 Steel Using Precise Measurements. Materials 2019, 12, 1335. [Google Scholar] [CrossRef] [Green Version]
- Celaya, A.; Bo, P.; González, H.; Bartoň, M.; Lopez de Lacalle, L.N. Highly accurate 5-axis flank CNC machining with conical tools. Int. J. Adv. Manuf. Technol. 2018, 97, 1605–1615. [Google Scholar] [CrossRef] [Green Version]
- Zagórski, I.; Kulisz, M.; Kłonica, M.; Matuszak, J. Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials 2019, 12, 2070. [Google Scholar] [CrossRef] [Green Version]
- Pleta, A.; Niaki, F.A.; Mears, L. A comparative study on the cutting force coefficient identification between trochoidal and slot milling. Procedia Manuf. 2018, 26, 570–579. [Google Scholar] [CrossRef]
- Rauch, M.; Duc, E.; Hascoet, J.Y. Improving trochoidal tool paths generation and implementation using process constraints modelling. Int. J. Mach. Tool. Manuf. 2009, 49, 375–383. [Google Scholar] [CrossRef]
- Gao, Y.; Ko, J.H.; Lee, H.P. 3D Eulerian Finite Element Modelling of End Milling. Procedia CIRP 2018, 77, 159–162. [Google Scholar] [CrossRef]
- Kitahara, H.; Yada, T.; Tsushida, M.; Ando, S. Microstructure and Evaluation of Wire-brushed Mg Sheets. Procedia Eng. 2011, 10, 2737–2742. [Google Scholar] [CrossRef] [Green Version]
- Kitahara, H.; Yada, T.; Hashiguchi, F.; Tsushida, M.; Ando, S. Mg alloy sheets with a nanocrystalline surface layer fabricated by wire-brushing. Surf. Coat. Technol. 2014, 243, 28–33. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.; Sun, W.; Jiang, J.; Jiang, J.; Yang, D.; Guo, G. Improved corrosion resistance in simulated concrete pore solution of surface nanocrystallized rebar fabricated by wire-brushing. Corros. Sci. 2014, 82, 437–441. [Google Scholar] [CrossRef]
- Fredj, N.B.; Nasr, M.B.; Rhouma, A.B.; Braham, C.; Sidhom, H. Fatigue Life Improvements of the AISI 304 Stainless Steel Ground Surfaces by Wire Brushing. J. Mater. Eng. Perform. 2004, 13, 564–574. [Google Scholar] [CrossRef]
- Gillström, P.; Jarl, M. Mechanical descaling of wire rod using reverse bending and brushing. J. Mater. Process. Technol. 2006, 172, 332–340. [Google Scholar] [CrossRef]
- Shia, C.Y.; Stango, R.J. Analysis of a Compliant Honing Tool for Brushing Cylindrical Surfaces. J. Manuf. Sci. Eng. 1997, 119, 441–444. [Google Scholar] [CrossRef]
- Zhou, Y.; Tian, Y.; Jing, X.; Wang, F.; Liu, Y. Surface topography modeling and roughness extraction in helical milling operation. Int. J. Adv. Manuf. Technol. 2018, 95, 4561. [Google Scholar] [CrossRef]
- Urbikain, G.; de Lacalle, L.N.L. Modelling of surface roughness in inclined milling operations with circle-segment end mills. Simul. Model. Pract. Theory 2018, 84, 161–176. [Google Scholar] [CrossRef]
- Miko, E.; Nowakowski, E. Models for prediction of Ra roughness parameters of milled surfaces. Mechanik 2015, 8–9, 82–90. [Google Scholar]
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimization of machining parameters to minimize surface roughness using integrated ANN-GA approach. Proc. CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Kaviarasan, V.; Venkatesan, R.; Natarajan, E. Prediction of surface quality and optimization of process parameters in drilling of Delrin using neural network. Prog. Rubber Plast. Recycl. Technol. 2019, 35, 149–169. [Google Scholar] [CrossRef]
- Zerti, A.; Yallese, M.A.; Zerti, O.; Nouioua, M.; Khettabi, R. Prediction of machining performance using RSM and ANN models in hard turning of martensitic stainless steel AISI 420. Proc. Inst. Mech. Eng. C 2019, 233, 4439–4462. [Google Scholar] [CrossRef]
- Acayaba, G.M.A.; Escalona, P.M.D. Prediction of surface roughness in low speed turning of AISI316 austenitic stainless steel. CIRP J. Manuf. Sci. Technol. 2015, 11, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Al-Ahmari, A.M.A. Prediction and optimisation models for turning operations. Int. J. Prod. Res. 2008, 46, 4061–4081. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; Soliman, M.S.; El Rayes, M.M. ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials 2018, 11, 808. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kłonica, M.; Kuczmaszewski, J. Determining the value of surface free energy on the basis of the contact angle. Adv. Sci. Technol. Res. J. 2017, 11, 66–74. [Google Scholar] [CrossRef] [Green Version]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| vc /str | Magnesium Alloys | |
|---|---|---|
| AZ31 | AZ91D | |
| 600 [m/min] |  |  |
| 1000 [m/min] |  |  |
| 10% |  |  |
| 20% |  |  |
| vc /str | Magnesium Alloys | |
|---|---|---|
| AZ31 | AZ91D | |
| 600 [m/min] |  |  |
| 1000 [m/min] |  |  |
| 10 % |  |  |
| 20 % |  |  |
| Network No. | Network Name | Quality (Training, %) | Quality (Validation, %) | Error (Training) | Error (Validation) | Activation (Hidden) | Activation (Output) |
|---|---|---|---|---|---|---|---|
| AZ31 alloy | |||||||
| 1 | MLP 2-9-1 | 91.44 | 89.39 | 0.528 | 0.532 | Logistics | Sinus |
| 2 | RBF 2-8-1 | 96.31 | 99.98 | 0.233 | 0.729 | Gaussian | Linear |
| 3 | MLP 2-8-1 | 98.97 | 99.96 | 0.002 | 0.647 | Logistics | Linear |
| AZ91D alloy | |||||||
| 4 | MLP 2-6-1 | 96.96 | 99.65 | 0.031 | 0.042 | Tanh | Exponential |
| 5 | MLP 2-8-1 | 97.95 | 99.37 | 0.032 | 0.072 | Tanh | Exponential |
| 6 | MLP 2-8-1 | 98.99 | 99.53 | 0.011 | 0.012 | Tanh | Logistic |
| Network No. | Network Name | Quality (Training, %) | Quality (Validation, %) | Error (Training) | Error (Validation) | Activation (Hidden) | Activation (Output) |
|---|---|---|---|---|---|---|---|
| AZ31 alloy | |||||||
| 1 | RBF 2-8-1 | 93.96 | 99.99 | 0.008 | 0.024 | Gaussian | Linear |
| 2 | RBF 2-5-1 | 92.20 | 99.98 | 0.011 | 0.025 | Gaussian | Linear |
| 3 | RBF 2-6-1 | 92.36 | 99.98 | 0.011 | 0.032 | Gaussian | Linear |
| AZ91D alloy | |||||||
| 4 | MLP 2-5-1 | 95.01 | 99.22 | 0.016 | 0.027 | Tanh | Logistic |
| 5 | MLP 2-3-1 | 91.37 | 97.68 | 0.026 | 0.005 | Tanh | Sinus |
| 6 | MLP 2-4-1 | 95.01 | 99.97 | 0.016 | 0.027 | Logistic | Logistic |
| Hypothesis of Equal Variances | Hypothesis of Equal Means | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Par. | str [%] | σ2 | Statistics F Value | Critical Value F | Conclusion | Statistics F Value | Critical Value C | Statisticst Value | Critical Value t | Conclusion | |
| AZ31 | |||||||||||
| End face | |||||||||||
| Ra | 5 | 1.91 | 0.0114 | 2.4609 | 6.3883 | Equal | - | - | –4.379 | 2.776 | Unequal |
| 30 | 1.63 | 0.0046 | |||||||||
| Rz | 5 30 | 8.82 9.22 | 0.0899 0.2394 | 0.3757 | 6.3883 | Equal | - | - | 1.394 | 2.776 | Equal |
| Hypothesis of Equal Variances | Hypothesis of Equal Means | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Par. | str [%] | σ2 | Statistics F Value | Critical Value F | Conclusion | Statistics F Value | Critical Value C | Statisticst Value | Critical Value t | Conclusion | |
| AZ31 | |||||||||||
| End face | |||||||||||
| Ra | 5 | 0.27 | 0.0002 | 0.9394 | 6.3883 | Equal | - | - | 3.011 | 2.776 | Unequal |
| 30 | 0.30 | 0.0002 | |||||||||
| Rz | 5 30 | 2.32 2.51 | 0.0234 0.1238 | 0.1889 | 6.3883 | Equal | - | - | 0.980 | 2.776 | Equal |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulisz, M.; Zagórski, I.; Matuszak, J.; Kłonica, M. Properties of the Surface Layer After Trochoidal Milling and Brushing: Experimental Study and Artificial Neural Network Simulation. Appl. Sci. 2020, 10, 75. https://doi.org/10.3390/app10010075
Kulisz M, Zagórski I, Matuszak J, Kłonica M. Properties of the Surface Layer After Trochoidal Milling and Brushing: Experimental Study and Artificial Neural Network Simulation. Applied Sciences. 2020; 10(1):75. https://doi.org/10.3390/app10010075
Chicago/Turabian StyleKulisz, Monika, Ireneusz Zagórski, Jakub Matuszak, and Mariusz Kłonica. 2020. "Properties of the Surface Layer After Trochoidal Milling and Brushing: Experimental Study and Artificial Neural Network Simulation" Applied Sciences 10, no. 1: 75. https://doi.org/10.3390/app10010075