Effect of Heat Input on Formability, Microstructure, and Properties of Al–7Si–0.6Mg Alloys Deposited by CMT-WAAM Process

Abstract
:Featured Application
Abstract
1. Introduction
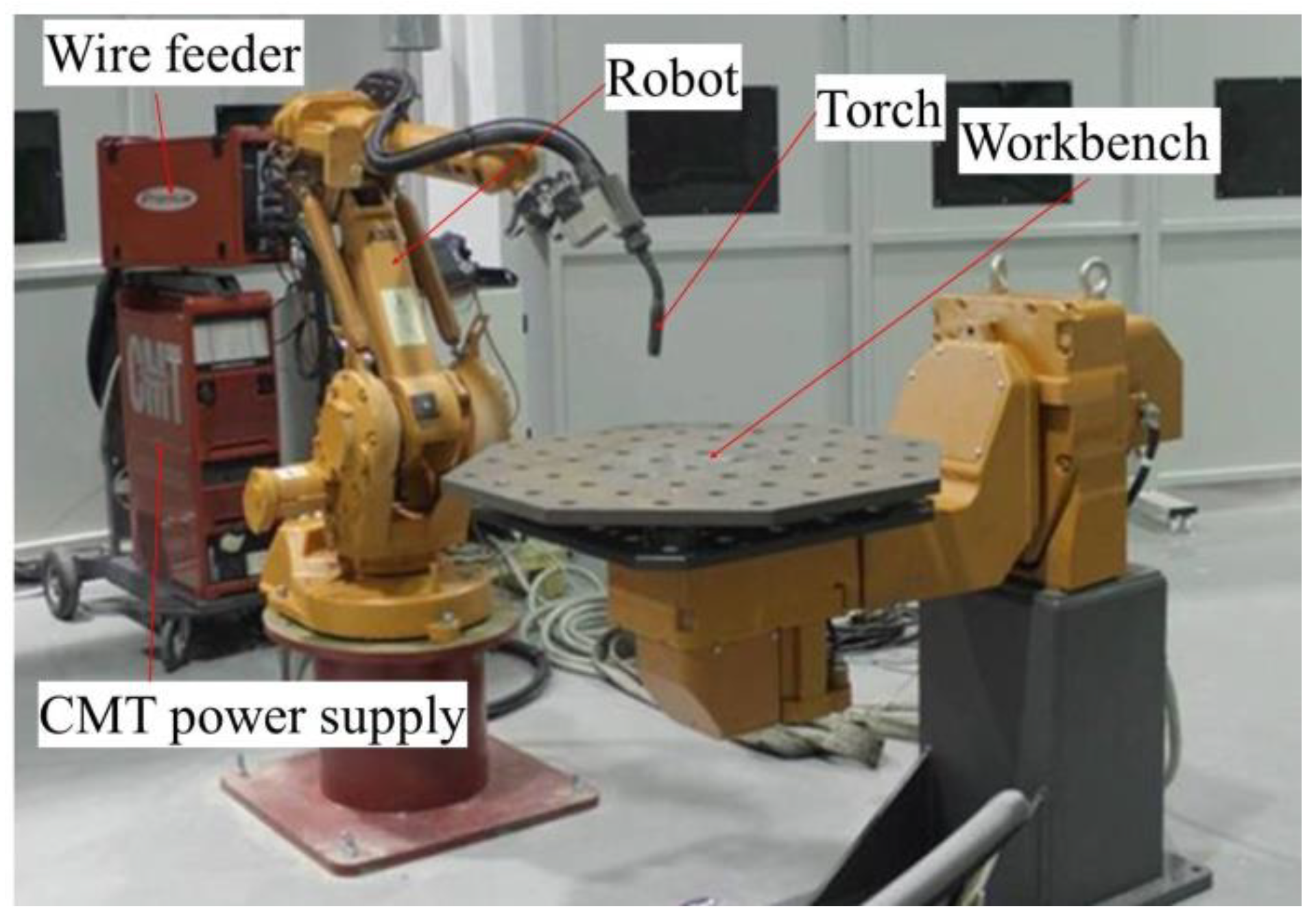
2. Materials and Methods
3. Results
3.1. Burning Loss of Elements
3.2. Effect of Heat Input on Forming
3.3. Microstructure and Properties
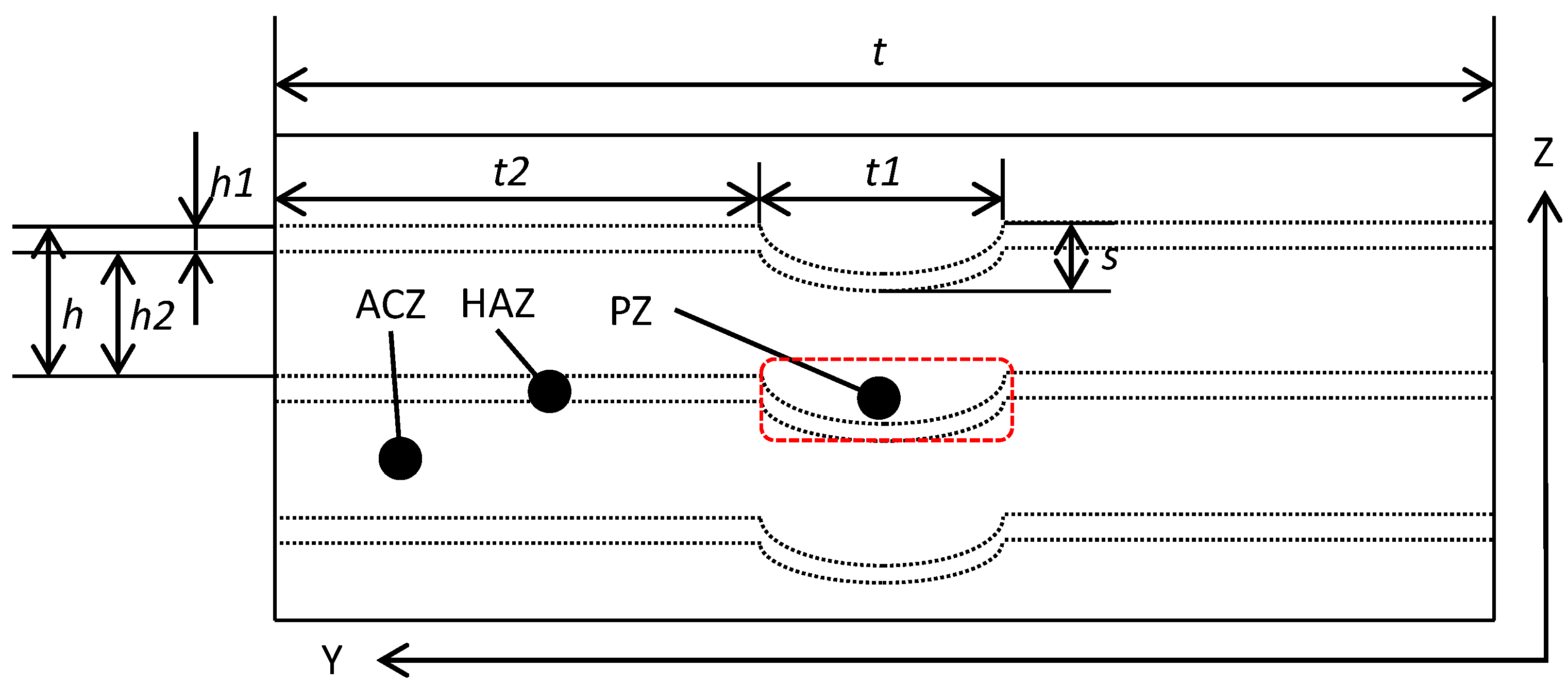
3.3.1. Macrostructure
3.3.2. Microstructure
3.3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti–6Al–4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef] [Green Version]
- Rao, J.H.; Zhang, Y.; Fang, X.; Chen, Y.; Wu, X.; Davies, C.H.J. The origins for tensile properties of selective laser melted aluminium alloy A357. Addit. Manuf. 2017, 17, 113–122. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Srikanth, T.; Surendran, S.; Balaganesan, G.; Manjunath, G.L. Response of CMT Welded Aluminum AA5086-H111 to AA6061-T6 Plate with AA4043 Filler for Ballistic. Procedia Eng. 2017, 194, 522–528. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, L.; Li, H.; Li, C.; Huang, K.; Lu, B. Microstructure Evolution and Mechanical Behavior of 2219 Aluminum Alloys Additively Fabricated by the Cold Metal Transfer Process. Materials 2018, 11, 812. [Google Scholar] [CrossRef] [Green Version]
- Qi, Z.; Qi, B.; Cong, B.; Sun, H.; Zhao, G.; Ding, J. Microstructure and mechanical properties of wire + arc additively manufactured 2024 aluminum alloy components: As-deposited and post heat-treated. J. Manuf. Process. 2019, 40, 27–36. [Google Scholar] [CrossRef] [Green Version]
- Ortega, A.G.; Luis, C.G.; Mehdi, S.; Moussaoui, K.; Segonds, S.; Rouquette, S.; Deschaux-Beaume, F. Characterisation of 4043 aluminium alloy deposits obtained by wire and arc additive manufacturing using a Cold Metal Transfer process. Sci. Technol. Weld. Join. 2019, 24, 538–547. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Bai, J.; Ding, J.; Williams, S.; Wang, L.; Liu, K. Design and cracking susceptibility of additively manufactured Al-Cu-Mg alloys with tandem wires and pulsed arc. J. Mater. Process. Technol. 2018, 262, 210–220. [Google Scholar] [CrossRef]
- Qi, Z.; Cong, B.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. Microstructure and mechanical properties of double-wire + arc additively manufactured Al-Cu-Mg alloys. J. Mater. Process. Technol. 2018, 255, 347–353. [Google Scholar] [CrossRef]
- Ryan, E.M.; Sabin, T.J.; Watts, J.F.; Whiting, M.J. The influence of build parameters and wire batch on porosity of wire and arc additive manufactured aluminium alloy 2319. J. Mater. Process. Technol. 2018, 262, 577–584. [Google Scholar] [CrossRef]
- Cong, B.; Qi, Z.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. A Comparative Study of Additively Manufactured Thin Wall and Block Structure with Al-6.3%Cu Alloy Using Cold Metal Transfer Process. Appl. Sci. 2017, 7, 275. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3% Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Gu, J.; Wang, X.; Bai, J.; Ding, J.; Williams, S.; Zhai, Y.; Liu, K. Deformation microstructures and strengthening mechanisms for the wire+ arc additively manufactured Al-Mg4.5Mn alloy with inter-layer rolling. Mater. Sci. Eng. A 2018, 712, 292–301. [Google Scholar] [CrossRef]
- Wang, Q.G.; Davidson, C.J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys. J. Mater. Sci. 2001, 36, 739–750. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Er addition to Al-Si-Mg-based casting alloy: Effects on microstructure, room and high temperature mechanical properties. J. Alloy. Compd. 2017, 708, 1234–1244. [Google Scholar] [CrossRef]
- Lin, Y.C.; Luo, S.C.; Huang, J.; Yin, L.X.; Jiang, X.Y. Effects of solution treatment on microstructures and micro-hardness of a Sr-modified Al-Si-Mg alloy. Mater. Sci. Eng. A 2018, 725, 530–540. [Google Scholar] [CrossRef]
- Li, C.; Gu, H.; Wang, W.; Zhai, Y.; Ming, Z.; Wang, S.; Ren, L.; Wang, Z. Investigation on microstructure and properties of aluminum alloy (ZL114A) by wire arc additive manufacturing (WAAM). Rare Met. Mater. Eng. 2019, 48, 2917–2922. [Google Scholar]
- Lu, J. “Ningbo Zhizao” helps satellite soar to the sky. Ningbo Daily, 7 October 2018; p. H5. [Google Scholar]
- Horgar, A.; Fostervoll, H.; Nyhus, B.; Ren, X.; Eriksson, M.; Akselsenab, O.M. Additive manufacturing using WAAM with AA5183 wire. J. Mater. Process. Technol. 2018, 259, 68–74. [Google Scholar] [CrossRef]
- Wang, S.; Gu, H.; Wang, W.; Li, C.; Ren, L.; Wang, Z.; Zhai, Y.; Ma, P. Microstructure and Mechanical Properties of aluminum alloy (ZL205A) wall produced by wire arc additive manufacturing method. Rare Metal. Mater. Eng. 2019, 48, 2910–2916. [Google Scholar]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Bai, J.; Zhai, Y.; Ma, P. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Pépe, N.; Egerland, S.; Colegrove, P.A.; Yapp, D.; Leonhartsberger, A.; Scotti, A. Measuring the process efficiency of controlled gas metal arc welding processes. Sci. Technol. Weld. J. 2011, 6, 412–417. [Google Scholar] [CrossRef] [Green Version]
- Gu, J. Study on Microstructure and Mechanical Properties of Additive Manufactured Al-Cu-(Mg) Alloys with the CMT Process. Ph.D. Thesis, Northeastern University, Shenyang, China, 2014; pp. 44–45. [Google Scholar]
- Li, C.; Gu, H.; Wang, W.; Wang, S.; Ren, L.; Zhai, Y.; Wang, Z.; Ming, Z. Effects of Fe Content on Microstructure and Properties of Al-7Si-0.6Mg alloy by Wire Arc Additive Manufacturing (WAAM). Rare Metal Mater. Eng. 2019. Accepted. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Ti | Sr | Fe | |
|---|---|---|---|---|---|
| ER4220 | 7.02 | 0.65 | 0.110 | 0.028 | 0.113 |
| 6061-O | 0.62 | 1.03 | —— | —— | 0.132 |
| No. | Wire Feeding Speed (m/min) | Welding Speed (mm/s) | Current | Voltage | HI (J/mm) |
|---|---|---|---|---|---|
| 1# | 5 | 48.0 | 195 | 22.5 | 73.13 |
| 3# | 5.5 | 35.9 | 215 | 23.0 | 110.19 |
| 4# | 6 | 35.9 | 236 | 23.5 | 123.59 |
| 6# | 5.5 | 24.3 | 215 | 23.0 | 162.80 |
| 7# | 5.5 | 19.8 | 215 | 23.0 | 199.80 |
| 8# | 6 | 19.8 | 236 | 23.5 | 224.08 |
| 9# | 5 | 15.6 | 195 | 22.5 | 225.00 |
| 10# | 5.5 | 15.6 | 215 | 23.0 | 253.59 |
| 11# | 6 | 15.6 | 236 | 23.5 | 284.41 |
| 12# | 5 | 10.4 | 195 | 22.5 | 337.50 |
| 13# | 5.5 | 10.4 | 215 | 23.0 | 380.38 |
| 14# | 5 | 8.2 | 195 | 22.5 | 428.05 |
| 15# | 6.5 | 24.3 | 255 | 24.0 | - |
| 17# | 5.5 | 8.4 | 215 | 23.0 | 470.95 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Gu, H.; Wang, W.; Wang, S.; Ren, L.; Wang, Z.; Ming, Z.; Zhai, Y. Effect of Heat Input on Formability, Microstructure, and Properties of Al–7Si–0.6Mg Alloys Deposited by CMT-WAAM Process. Appl. Sci. 2020, 10, 70. https://doi.org/10.3390/app10010070
Li C, Gu H, Wang W, Wang S, Ren L, Wang Z, Ming Z, Zhai Y. Effect of Heat Input on Formability, Microstructure, and Properties of Al–7Si–0.6Mg Alloys Deposited by CMT-WAAM Process. Applied Sciences. 2020; 10(1):70. https://doi.org/10.3390/app10010070
Chicago/Turabian StyleLi, Chengde, Huimin Gu, Wei Wang, Shuai Wang, Lingling Ren, Zhenbiao Wang, Zhu Ming, and Yuchun Zhai. 2020. "Effect of Heat Input on Formability, Microstructure, and Properties of Al–7Si–0.6Mg Alloys Deposited by CMT-WAAM Process" Applied Sciences 10, no. 1: 70. https://doi.org/10.3390/app10010070