Influence of Chromium Content on the Microstructure and Mechanical Properties of Thermomechanically Hot-Rolled Low-Carbon Bainitic Steels Containing Niobium

 , , , and
, , , and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. CCT Diagrams
2.3. Microstructure Characterization
2.4. Mechanical Properties Characterization
3. Results and Discussion
3.1. CCT and DCCT Diagrams
3.2. Influence of Cr Content on the CCT and DCCT Diagrams and Hardness
3.3. Microstructure of the Hot Rolled and Direct-Quenched Steel Plates
3.4. Mechanical Properties
3.5. Fractography
4. Conclusions
- In the case of non-strained austenite, the microstructure consists mainly of bainitic ferrite at high CRs, a mixture of bainitic ferrite with granular bainite at intermediate CRs, and polygonal ferrite with granular bainite at the lowest CRs. Increasing the Cr content and CRs refined the microstructure significantly. In addition, increasing the Cr content led to an increase in the hardenability, i.e., a decrease in transformation temperatures, as well as the promotion of bainite at the expense of the high-temperature transformation products like polygonal ferrite and granular bainite.
- In the low-Cr steel, deformation of austenite below its recrystallization temperature has a large effect on the final microstructural constituents, changing the microstructure completely to ferrite at all the investigated CRs and causing a large drop in hardness relative to the non-deformed case. However, this effect decreased with increasing the Cr content.
- To get a fully bainitic microstructure in the case of deformed austenite, the Cr content should be in the range of 2.5 wt.%–4 wt.%, and the CR should be higher than 20 °C/s.
- In the case of the 12 mm thick hot-rolled and direct-quenched steel plates, the microstructure consisted mainly of different types of bainite, i.e., bainitic ferrite, granular bainite, and coalesced bainite. A significant amount of polygonal ferrite only appears at the lowest Cr level, i.e., 1 wt.%. Increasing the Cr content led to an increase in the hardness owing to an enhanced hardenability.
- The targeted 700 MPa yield strength with good ductility and toughness were achieved in the hot-rolled and direct-quenched plates with Cr content in the range of 2.5 wt.%–4 wt.%, but not achieved with the lowest Cr content (1 wt.%) due to the presence of a significant fraction of polygonal ferrite, which increased the impact toughness and elongation at the expense of the yield strength.
Author Contributions
Funding
Conflicts of Interest
References
- Xie, H.; Du, L.-X.; Hu, J.; Misra, R.D.K. Microstructure and Mechanical Properties of a Novel 1000MPa Grade TMCP Low Carbon Microalloyed Steel with Combination of High Strength and Excellent Toughness. Mater. Sci. Eng. A 2014, 612, 123–130. [Google Scholar] [CrossRef]
- Bandyopadhyay, P.S.; Ghosh, S.K.; Kundu, S.; Chatterjee, S. Evolution of Microstructure and Mechanical Properties of Thermomechanically Processed Ultrahigh-Strength Steel. Metall. Mater. Trans. A 2011, 42, 2742–2752. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Zhou, M.; Yuan, Q. Effect of Mo Content on Microstructure and Property of Low-Carbon Bainitic Steels. Metals 2016, 6, 173. [Google Scholar] [CrossRef] [Green Version]
- Krauss, G.; Thompson, S.W. Ferritic Microstructures in Continuously Cooled Low- and Ultralow-carbon Steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]
- Lan, H.; Du, L.; Zhou, N.; Liu, X. Effect of Austempering Route on Microstructural Characterization of Nanobainitic Steel. Acta Metall. Sin. Engl. Lett. 2014, 27, 19–26. [Google Scholar] [CrossRef]
- Yang, X.L.; Xu, Y.B.; Tan, X.D.; Yu, Y.M.; Wu, D. Microstructures and Mechanical Properties of High Strength Low Carbon Bainitic Steel. Mater. Sci. Forum 2015, 817, 257–262. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of Novel High Strength Bainitic Steels: Part 1. Mater. Sci. Technol. 2001, 17, 512–516. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of Novel High Strength Bainitic Steels: Part 2. Mater. Sci. Technol. 2001, 17, 517–522. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very Strong Bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; Chao, J.; de Andrés, C.G. Theoretical Design and Advanced Microstructure in Super High Strength Steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef] [Green Version]
- Hasan, H.S.; Peet, M.J.; Avettand-Fènoël, M.-N.; Bhadeshia, H.K.D.H. Effect of Tempering upon the Tensile Properties of a Nanostructured Bainitic Steel. Mater. Sci. Eng. A 2014, 615, 340–347. [Google Scholar] [CrossRef] [Green Version]
- Yao, Z.; Xu, G.; Hu, H.; Yuan, Q.; Tian, J.; Zhou, M. Effect of Ni and Cr Addition on Transformation and Properties of Low-Carbon Bainitic Steels. Trans. Indian Inst. Met. 2019, 72, 1167–1174. [Google Scholar] [CrossRef]
- Zhou, M.; Xu, G.; Tian, J.; Hu, H.; Yuan, Q. Bainitic Transformation and Properties of Low Carbon Carbide-Free Bainitic Steels with Cr Addition. Metals 2017, 7, 263. [Google Scholar] [CrossRef]
- Tian, J.; Xu, G.; Zhou, M.; Hu, H.; Wan, X. The Effects of Cr and Al Addition on Transformation and Properties in Low-Carbon Bainitic Steels. Metals 2017, 7, 40. [Google Scholar] [CrossRef]
- Kong, L.; Liu, Y.; Liu, J.; Song, Y.; Li, S.; Zhang, R.; Li, T.; Liang, Y. The Influence of Chromium on the Pearlite-Austenite Transformation Kinetics of the Fe–Cr–C Ternary Steels. J. Alloys Compd. 2015, 648, 494–499. [Google Scholar] [CrossRef]
- Zhang, G.-H.; Chae, J.-Y.; Kim, K.-H.; Suh, D.W. Effects of Mn, Si and Cr addition on the Dissolution and Coarsening of Pearlitic Cementite during Intercritical Austenitization in Fe-1mass%C alloy. Mater. Charact. 2013, 81, 56–67. [Google Scholar] [CrossRef]
- Siwecki, T.; Eliasson, J.; Lagneborg, R.; Hutchinson, B. Vanadium Microalloyed Bainitic Hot Strip Steels. ISIJ Int. 2010, 50, 760–767. [Google Scholar] [CrossRef] [Green Version]
- Opiela, M.; Zalecki, W.; Grajcar, A. Influence of Plastic Deformation on CCT-Diagrams of New-Developed Microalloyed Steel. J. Achiev. Mater. Manuf. Eng. 2012, 51, 78–89. [Google Scholar]
- Zhao, M.-C.; Yang, K.; Xiao, F.-R.; Shan, Y.-Y. Continuous Cooling Transformation of Undeformed and Deformed Low Carbon Pipeline Steels. Mater. Sci. Eng. A 2003, 355, 126–136. [Google Scholar] [CrossRef]
- The High-Strength Structural Steel at 700 MPa. Available online: https://www.ssab.com/products/brands/strenx/products/strenx-700-mc (accessed on 2 September 2019).
- Bhadeshia, H.K.D.H. Local Brittle Zones and the Role of Niobium. Mater. Sci. Forum 2014, 783–786, 2129–2135. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.; Lee, H. Effect of Cr Content on Microstructure and Mechanical Properties of Low Carbon Steel Welds. Int. J. Electrochem. Sci. 2015, 10, 8028–8040. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Code | C | Si | Mn | Cr | Nb |
|---|---|---|---|---|---|
| Steel I (1 Cr) | 0.041 | 0.211 | 1.02 | 1.0 | 0.065 |
| Steel II (2.5 Cr) | 0.041 | 0.168 | 0.95 | 2.5 | 0.066 |
| Steel III (4 Cr) | 0.036 | 0.154 | 0.92 | 4.0 | 0.064 |
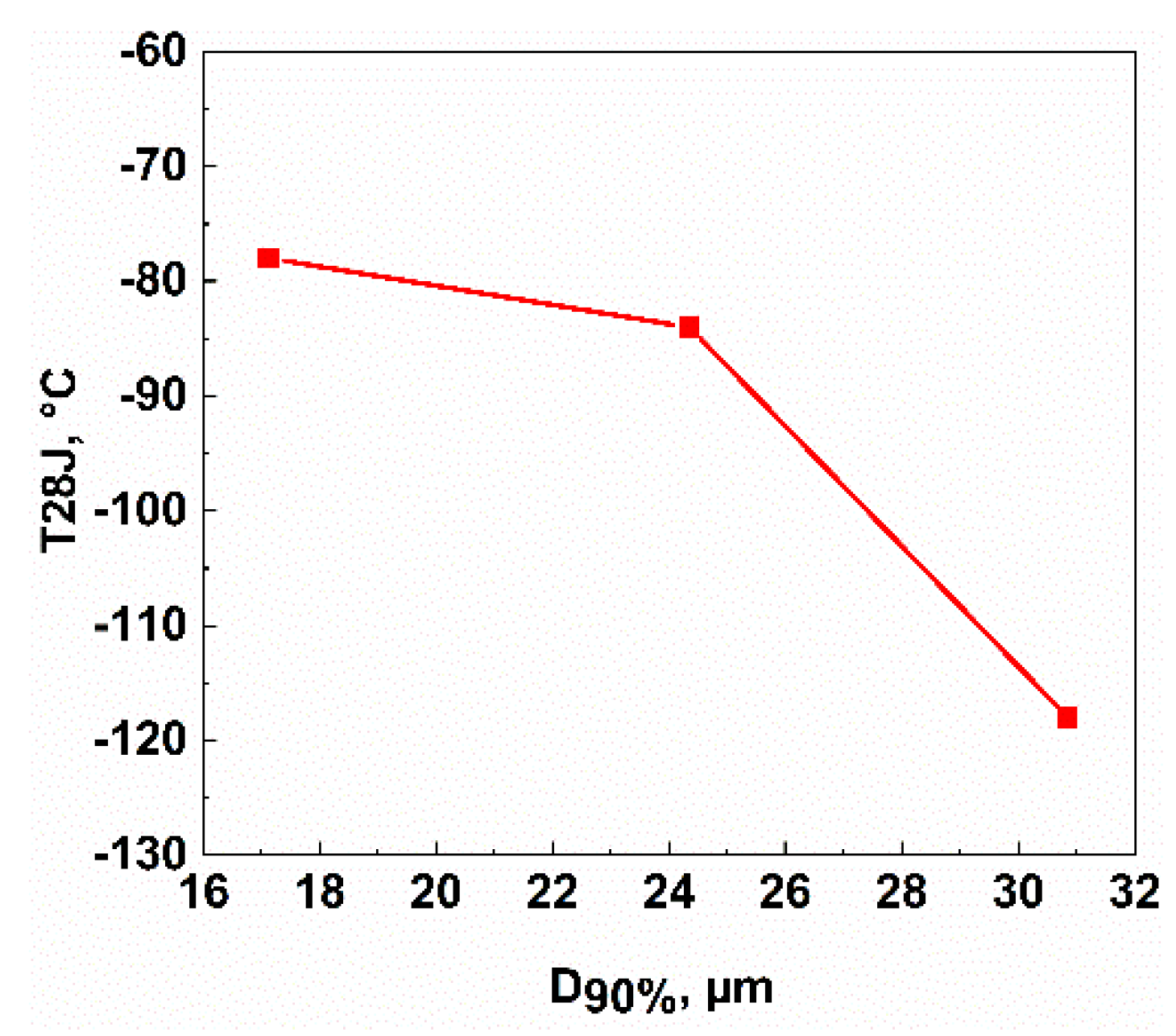
| Steel Code | YS 1, MPa | UTS 1, MPa | El 1, % | Hardness 2, HV | T28J (°C) | USE J/cm2 | YS/UTS | UTS*El (MPa *%) |
|---|---|---|---|---|---|---|---|---|
| Steel I (1 Cr) | 560 ± 7 | 756 ± 2 | 17 ± 0 | 252 ± 6 | −118 | 318 | 0.74 | 13034 |
| Steel II (2.5 Cr) | 699 ± 3 | 909 ± 4 | 14 ± 0 | 292 ± 7 | −84 | 270 | 0.77 | 12852 |
| Steel III (4 Cr) | 780 ± 9 | 982 ± 8 | 12 ± 0 | 312 ± 7 | −78 | 265 | 0.79 | 12238 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.; Nyo, T.; Kaijalainen, A.; Hannula, J.; Porter, D.; Kömi, J. Influence of Chromium Content on the Microstructure and Mechanical Properties of Thermomechanically Hot-Rolled Low-Carbon Bainitic Steels Containing Niobium. Appl. Sci. 2020, 10, 344. https://doi.org/10.3390/app10010344
Ali M, Nyo T, Kaijalainen A, Hannula J, Porter D, Kömi J. Influence of Chromium Content on the Microstructure and Mechanical Properties of Thermomechanically Hot-Rolled Low-Carbon Bainitic Steels Containing Niobium. Applied Sciences. 2020; 10(1):344. https://doi.org/10.3390/app10010344
Chicago/Turabian StyleAli, Mohammed, Tun Nyo, Antti Kaijalainen, Jaakko Hannula, David Porter, and Jukka Kömi. 2020. "Influence of Chromium Content on the Microstructure and Mechanical Properties of Thermomechanically Hot-Rolled Low-Carbon Bainitic Steels Containing Niobium" Applied Sciences 10, no. 1: 344. https://doi.org/10.3390/app10010344