Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler

Centre for Fine Print Research, University of the West of England, Bristol BS3 2JT, UK
Arts 2019, 8(1), 9; https://doi.org/10.3390/arts8010009
Submission received: 30 November 2018
/
Revised: 21 December 2018
/
Accepted: 3 January 2019
/
Published: 9 January 2019
(This article belongs to the Collection Contemporary Glass Art: Materiality and Digital Technologies)
Abstract
:This paper describes research concerning the creation of a novel sheet glass forming system based on the Reconfigurable Pin Tooling (RPT) principle. The paper will initially outline some of the theoretical and technical background for the research. These contexts particularly concern tools and innovation environments as well as a brief overview of the history of the RPT concept. A description of the development of the tooling systems through practice-based research is then provided followed by coverage of creative explorations with this new glass-forming method. Based on the results of the research, the author argues that digital fabrication technologies can provide the key toolsets for individual creative practitioners to successfully innovate through their own toolmaking projects. This argument is evidenced by artefacts (glass bowls) produced by the author using the RPT systems developed during the research; these glass bowls have been widely exhibited and received both critical as well as commercial acclaim. The article concludes with observations from this research and reflections on the findings.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
This research was carried out as part of a wider doctoral study investigating independent innovation through the use of digital fabrication technologies with additional explorations of the use of Reconfigurable Pin Tooling (RPT) in the furniture sector. The overall aim of this research is to investigate how digital fabrication tools can aid individual practitioners to construct their own tools and thus contribute innovation within their particular sector and also more widely. The following text will outline the theoretical and contextual background for study by providing historical contexts and parallels, contemporary observations as well as specific technical description of the RPT concept.
1.1. Historical Parallels
Several scholars (Pursell 1994; Smith 2005) have commented on the strong potential that independent practitioners have for providing significant contributions to innovation scenarios in various cycles of technological developments. However, the environment for independent practitioners to engage in innovation has varied significantly over time. Several authors (Leadbeater and Miller 2004, p. 51; Von Hippel 2005, p. 21; McLuhan and Fiore 1967) highlight the significant role that independent innovators played in the first industrial revolution. However, Freeman and Soete (1997) outline how this source of invention and innovation gradually shifted from individual, craft-trained practitioners to emerge as specialised activity based on more scientific knowledge. Freeman and Soete describe how innovation increasingly became the domain of corporations and organised in specific R&D departments during the twentieth century and argue that the move to separate innovation and R&D from practitioners involved in production activities was a result of the emergence of inflexible mass-production systems. However, Smith (2005) describes how innovation in some cases could be seen as increasingly returning to the domain of individuals and smaller companies (2005, p. 97). Such opportunities for individuals to participate in innovation appears to be dependent on the diffusion of particular technologies and the tools available. Von Hippel (2005) argues for a greater democratisation of the innovation process and especially advocates innovation by the users of products and services. Von Hippel highlights the diminishing cost of high-quality innovation tools, such as powerful Computer Aided Design (CAD) programs, as critical in facilitating design developments and for the creation of accurate parts and resulting high-quality prototypes—thus key enabling aspects for individuals and users to contribute to the innovation process (Von Hippel 2005, p. 13). This issue of innovators’ access to tools to facilitate the creation of parts of high accuracy for prototypes in an invention process can also be referenced in previous cycles of industrial develoment. It is generally acknowledged that the emergence of machine tools, such as the metal lathe, was a fundamental element in enabling the rapid growth of innovation during the first industrial revolution. Samuel Smiles (1863) highlights how innovators of this period were initially challenged by the low-quality prototypes of new inventions, which were mainly created by hand skills before high-quality machine tools emerged to fuel the rapid innovation growth of this period.
The current innovation environment, with a high level of diffusion of digital fabrication technologies such as low-cost 3D printers and sophisticated CAD tools, which is reference by Von Hipple, could also be seen as having close parallels with the development of personal computer technologies. A particular significant shift in the developments of these technologies has been connected with expanding the access to early computer technologies from groups of technical specialists to becoming much more widely avialble to innovators and entrepreneurs in Silicon Valley in the mid-1970s (Cringely 1996; Smith 2005). The development of the Personal Computer industry that followed as a result of this diffusion enabled an ever-increasing access to cheap and powerful computer tools, which in turn enabled other individual entrepreneurs to innovate. The resulting rapid growth in digitally driven creative output and innovation was particularly evident in the media sector and the development of desktop publishing with the emergence of entirely new professions and business sectors, especially evidenced by the rapid growth of Internet-based services in the 1990s (Freeman and Louçã 2002).
1.2. Contemporary Situation and Context
The historical examples outlined above could be seen to reflect the situation for independent practitioners in the current innovation environment—with a number of developments and initiatives providing fertile innovation conditions. Opportunities for individual innovators to access digital fabrication tools have over the last decade been helped by initiatives such as the FabLab movement. Developed by Neil Gershenfeld as a pioneering initiative at MIT (Gershenfeld 2005), this concept enables the public with access to basic digital fabrication technologies in a community workshop. At least 1500 FabLabs now exist worldwide, providing independent innovators with access to innovation tools as well as a community of peer support (FabLab Io 2018).
Arguably the most influential initiative to impact on expanding the use of digital fabrication tools has been the RepRap project, which was initiated in 2004 by Dr. Adrian Bowyer from University of Bath (Jones et al. 2011). Taking inspiration from John von Neumann’s work, the initial intention for this project was to explore the concept of machine self-reproduction. As a response to this research question, the team at the University of Bath developed a 3D printer concept capable of producing a significant proportion of the components needed to make a copy of itself (Jones et al. 2011). Critically for the success of the RepRap project all plans and software were made freely available under an open source GPL license–enabling anyone to build their own RepRap machine at a very low cost (Bowyer 2011). One of the main outcomes of the project has been the emergence of derivative (non-open source) designs known as ‘RepStraps’ (Jones et al. 2011). There are now numerous commercial companies producing cheap but still very capable versions of RepStraps, enabling a widespread access to 3D printing technology. While 3D printing was not employed in the construction of the glass RPT systems, the RepRap project is important to highlight as a part of the overall context for this project. The RepRap concept has emerged as a key enabling tool for independent practitioners in the current innovation environment, and the RepRap project served as a significant source of inspiration for the author to explore toolmaking as a key research theme.
Another significant aspect which has contributed to the expansion of the opportunity for individuals to innovate through the use of digital fabrication has been the growth of the commercial digital fabrication bureau sector. Such services are now widely available and enable individual inventors and innovators to make highly accurate prototypes and components through the use of industrial-grade digital fabrication equipment at low cost, without having to invest in their own fabrication tools. In contrast to the RepRap project, the growing environment of digital fabrication bureaus was a direct and important enabling aspect for the development of the RPT glass systems. The author made extensive use of local laser-cutting services and the designs of the RPT systems were in many ways developed specifically for the fabrication capacities of such firms. The growth of such digital fabrication bureaus, especially on a local level, can be seen as the basis for new business models, moving from centralised mass-production to more flexible, distributed fabrication (van Abel et al. 2011; Gershenfeld 2005). The decline of the classic mass-production models has been described as early as the 1970s, with this mode of production being replaced by more flexible production concepts (Piore and Sabel 1984). These models are often referred to as ‘Post-Fordist’ and include the notion of ‘flexible specialisation’ (Amin 1994; Kumar 1995). Kumar (1995) outlines how this concept originates from observations of the manufacturing sector in Northern Italy during the 1970s and 1980s and is often described as ‘the third Italy’. The central concept for the economic growth of this area was based on small companies typically with 5–50 employees specializing in highly skilled niche production. Such companies would frequently work collaboratively with other small companies in order to supply a client with a complete service or product. The result of this interaction was industrial districts of highly networked but still specialised subcontractors. It could be argued that the increase in digital fabrication bureaus enables the notion of flexible specialization to have renewed relevance—particularly as the source of advanced yet readably affordable digital fabrication tools to aid independent practitioners to undertake innovation projects.
A key aspect in terms of using digital fabrication technologies (either via affordable personal tools, such as RepStraps, or in the shape of high-grade bureaus equipment) is the task of creating Computer Aided Design (CAD) files, which such equipment can work from. While some bureau companies also provide in-house CAD design services, files are also frequently created by customers themselves and submitted as complete fabrication blueprints. As highlighted by Von Hippel (2005), the availability of powerful CAD programs to create such files is now widespread at a very affordable price. There are also numerous design and modelling packages available as free, open source, such as FreeCad, Meshmixer, Blender, and Open SCAD. While the Rhino 3D CAD program which the author used extensively for this project is neither open source nor free, it is still relatively cheap. Furthermore, the powerful parametric Rhino software extension, Grasshopper, which was used extensively throughout this project, was at the time of the development of the project available as a free download and is now a fully integrated part of the Rhino software. In short, just like the digital fabrication tools the software tools for the design aspect of the innovation process are now readily available, affordable and frequently also entirely free.
1.3. Technical Context: Reconfigurable Pin Tooling
The concept of Reconfigurable Pin Tooling (RPT) provided the core technical foundation for developing the glass-shaping system which is the focus for this research. The RPT concept is based on a principle which can best be described as ‘a bed of nails’, and perhaps best known from a popular 1980s toy sold under brand names such as ‘PinArt or PinPression’. The American artist, Ward Flemming, is credited as the creator of this toy (Fleming 1985); however, the concept of using an array of pins to create three-dimensional forms has been explored by inventors and authors for at least 150 years, with one of the fist patents by Cochrane (1863). The concept has been repeatedly been explored as a flexible tooling method, where a single moulding apparatus could be set (and reset) to produce an infinite variety of shapes. This kind of fabrication concept has also been described as ‘universal’ or ‘ideal’ tooling (Munro and Walczyk 2007). Despite the attractive properties of such a tool, the technical challenges associated with the fabrication and use of RPT have meant that only a few operational systems have been constructed with very limited commercial impact (Munro and Walczyk 2007, pp. 551–52). The challenges of creating a functional RPT system is likely to stem from conflicting demands of a number of aspects of the concept. Such aspects include pin actuation, robustness, surface resolution, locking mechanism, and the complexity of manufacture. Given the nature of the concept, resolving one of these aspects may have a detrimental effect on another aspect, and therein lies the main challenge in establishing a viable RPT system.
2. Materials and Methods
2.1. Prepratary Exploration of the RPT Concept
Prior to the development of the circular glass RPT tooling systems (which is the core focus of this paper) the author had undertaken early experiments of forming glass via a basic RPT concept, which is referenced in these papers: (Jorgensen 2010a, 2010b). These preliminary investigations equipped the author with a core proof-of-concept for the use of this approach as a glass-forming method. These experiments were not aimed to establish a new glass-forming approach, but instead, the focus was to explore the RPT concept as way to develop a system which could translate digitally designed forms to a physical material. Sheet glass was selected merely as a useful medium to use in the explorations with this concept via the particular glass-slumping technique. The slumping process enabled the use of a single-sided moulding process by utilizing gravity to draw a glass sheet against the pin tool surface as the sheet glass softened under the influence of the heat in the kiln. While sheet glass and the slumping technique were primely chosen from a practical perspective in this exploration, the aesthetic qualities of the results of this investigation provided the author with an incentive to pursue the creation of RPT tools specifically for glass shaping as the core focus for the tool-making investigation–as described later in this paper. The RPT system which was created and used in these pre-study investigations was constructed entirely in marine-grade stainless steel (SAE 316). Standard mild steel suffers damage (primarily corrosion) when exposed to the glass-slumping temperatures of 650–750 °C. However, marine-grade stainless steel is largely resilient to the temperatures in this range and a complete RPT system can be placed within the kiln envelope to carry out the glass-slumping process.
2.2. Development of the Round Glass RPT System
The initial experiments had established a reasonable proof of concept of using the RPT method in combination with the glass-slumping process, but in-depth studies of the creative possibilities with this approach were yet to be carried out, leaving significant research opportunities for extending possibilities with this concept.
The author’s initial exploration with the RPT principle was carried out using a tooling system created in a square format (see Figure 1). In the context of the history of RPT, this format is very common. In order to contribute with original research beyond this format and explore new creative possibilities in the following investigations with glass forming via RPT concept, the author decided to concentrate on developing glass-slumping RPT systems that were based on circular format. The author has not been able to identify other RPT projects which have focused on this particular format and thus considers this approach to be entirely novel. In order to facilitate easy design iterations with the circular RPT format, a parametric modelling tool was developed using Rhino’s visual scripting module, Grasshopper. Visual scripting enables designers without computer coding skills to develop powerful software scripts with relatively little prior training. Grasshopper is typically used to automate CAD modelling operation within the Rhino 3D software, but can also be used to perform a wide range of other complex tasks, such as evolutionary calculations to find optimised design solutions—or to facilitate connection to external input devices, such as the Microsoft Kinect or the Leap Motion. Visual scripting environments are also integrated in other CAD programs (apart from Rhino 3D. A visual scripting facility is integrated in the open source program, Blender, and visual scripting is also available as standalone programming environments, such as Pure Data and MaxMSP. The Grasshopper scripting environment was a crucial tool to enable the author to create the complex geometry of the RPT matrix plate and to enable iterative experimentations with the design of the pin matrix. The Grasshopper script (also known as a definition), developed by the author, was created with extensive capabilities providing the author with the opportunity to continually adjust a wide range of individual design aspects of the matrix plate including the pin patterns, pin density, and overall size of the device (see Figure 2). Such design iterations were facilitated primarily through an interface of numeric sliders, which enabled aspects of the construction to be altered while automatically updating other elements accordingly. Using this visual scripting tool, the author designed an initial version of a circular RPT device with a 35 cm diameter for the first series of investigations of the RPT concept with this format and application.
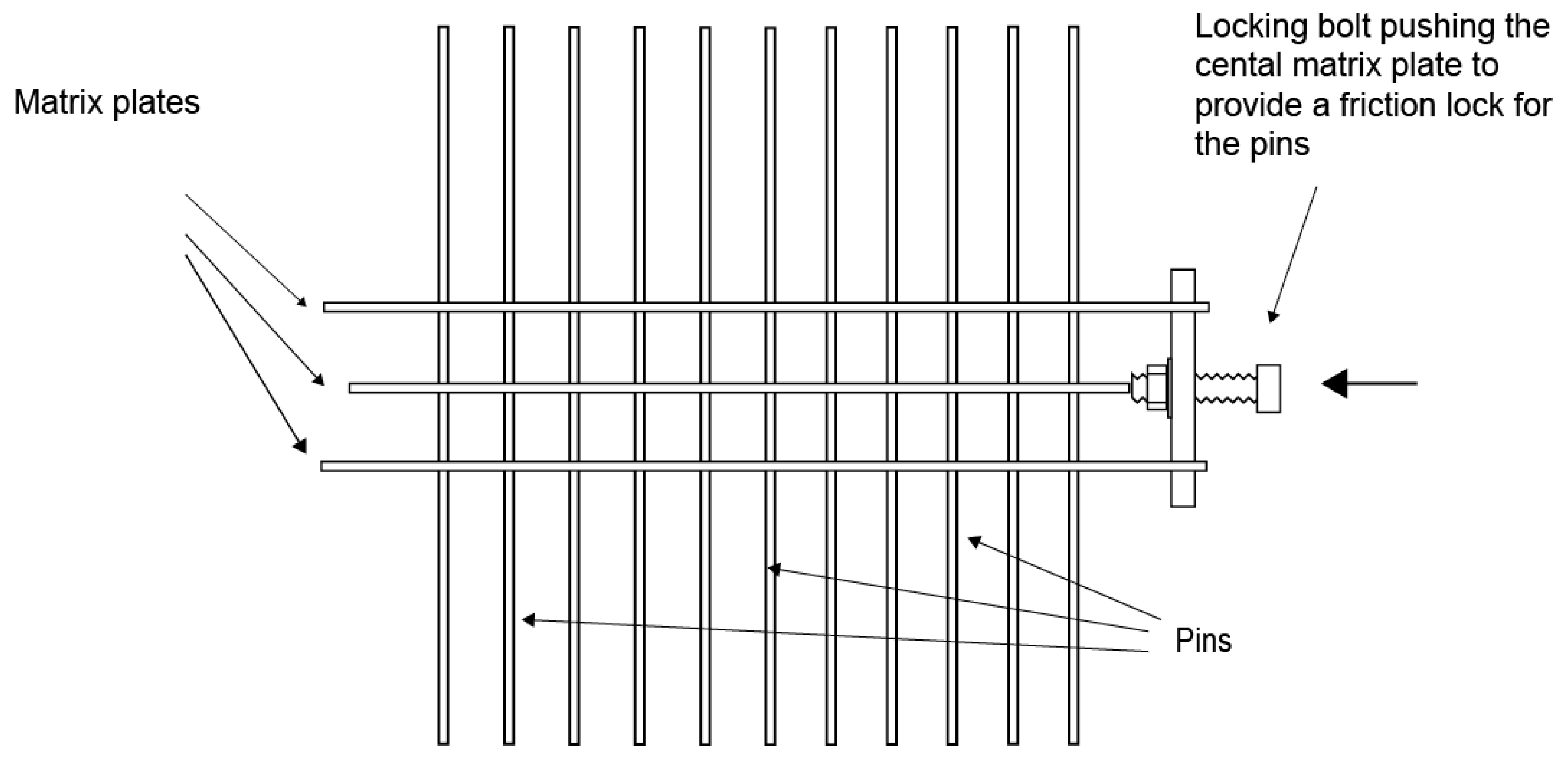
Previous experiences with the use of the RPT concept for glass shaping were used to inform the design of the circular RPT device. Knowledge from this investigation proved particularly useful, as a number of issues had already been identified which needed addressing in the further developments of the concept. A key issue that was identified in the preparatory explorations with the square format RPT system was the locking mechanism for the pins (see Figure 3). The initial system was dependent on high levels of accuracy in the construction to ensure that all the pins were held in position via a friction lock principle. If the pins were not entirely straight, or the matrix plate holes were marginally misaligned, individual pins would fail to be securely locked. This problem was compounded by the development of minor distortions in the pins emerging as a result of repeated exposure to the kiln firings.
In response to the issue of establishing a reliable pin locking mechanism, an integral spring element was explored as a potential solution. This spring concept was implemented as perforated semicircles located in close proximity to each of the pin holes in the central matrix plate (see Figure 4).
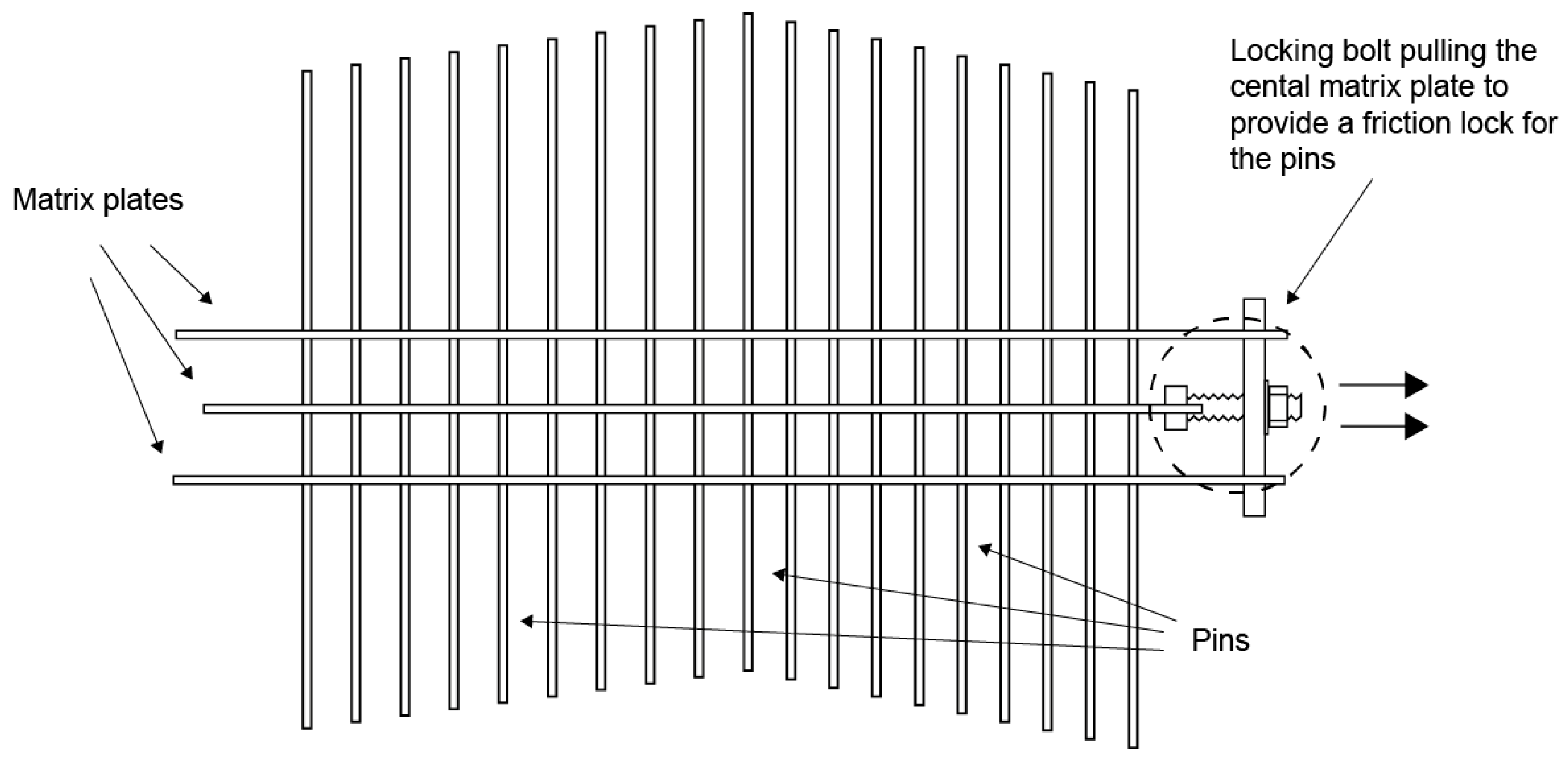
The effectiveness of this response to the pin locking issue was then assessed through a series of tests, which quickly indicated that the proposed spring effect of the perforated semicircles was largely ineffectual. These tests also exposed other operational problems with the system, specifically the approach to the construction of the system for applying pressure to the central matrix plate in order to lock the pins. The part of the matrix plate where the bolts engaged to apply lateral pressure was particularly prone to distortion and it was evident that the overall design of this key element of the friction locking system had to be significantly enhanced to enable adequate pressure to secure the pins, so these could be held securely in their position during the glass firing cycle. This issue was addressed in the construction design of a second circular RPT device (which also had a larger diameter of 50 cm). The locking issue were tackled through an entirely new design for the fixing points. This design consisted of a series of stacked plates to create solid blocks. These blocks were designed to accommodate a locking bolt that would enable the application of substantial lateral pressure to enable a secure friction lock of the pins. This approach contrasted the one used in the first system, as the locking pressure would be applied through a pulling, rather than a pushing action, of the middle matrix plate. This meant that far higher levels of pressure could be applied in the process of locking the pins (see Figure 5).
The core elements for both RPT devices were fabricated through the use of laser cutting using the bureau services of a local firm. The devices were specifically designed to be fabricated through this method, as this process presented an affordable way for the author to attain customised and also high-precession construction parts.
One aspect of the RPT systems which was not fabricated via laser cutting was the pin holes in the matrix plates. This aspect of the tooling system was deliberately left to be implemented via Computer Numerical Controlled (CNC) milling in order to achieve the highest possible level of precision as the pin locking would be highly depended on the accuracy of this aspect. To achieve a high level of alignment of the holes in the matrix plates, all three plates were machined in one operation—with the plates stacked and bolted securely together while the holes were being drilling with a CNC milling machine (see Figure 6). However, this part of the tool-making process required the creation of additional supporting elements such as a customised jig, to enable the matrix plates to be held securely to the bed of the milling machine. The hole-making operation process was particularly challenging due to the hardness of the marine-grade stainless steel, with a high number of cobalt drilling bits expended in initial attempts before the task was finally achieved through the use of a specialist carbide milling bit.
Following the drilling of the pin holes, the remaining construction of the RPT system largely concerned simple assembly tasks–joining the custom-made elements through the use of standard parts such as nuts and bolts (see Figure 7). Such parts (also in marine-grade stainless steel) were all sourced from local suppliers. In relation to this aspect, it is relevant to highlight that easy access to source such parts was made possible by the presence of a sizable marine industry in the author’s local area. The local infrastructure where such parts can be sourced with ease and speed is considered by the author to have significantly aided the construction process of the RPT devices.
A final key element to be added to complete the system was the pins. These were made from 4 mm marine-grade stainless steel round bars which were cut and ground into lengths of 300 mm. Supporting jigs were also constructed to aid this particular aspect of the construction process.
3. Results
Creative Explorations with the Tooling Systems
Initial explorations with the first square glass RPT system produced results which indicated a good potential for utilising the particular aesthetic characteristics of semi-molten sheet glass as an integral part of the output from RPT production concept (see Figure 8). These initial tests provided the author with a good knowledge of the various levels of fluidity the sheet glass would have in relation to particular temperatures. However, these initial tests were all carried out with a full matrix of pins in the square RPT system.
Through the author’s exploration with the use of the round RPT systems, it was found that the creation of glass bowls could be done by strategically positioning a limited number of pins rather than using pins in all of the matrix holes. The fluidity in the semi-molten sheet glass would result in the glass draping naturally between the pins. This method could best be termed as a selected pin positioning approach, and the author considers this approach to be a novel development in terms of using the RPT concept with glass forming in particular—and perhaps also in the context of RPT in general. This method for creating glass bowls was primarily driven by aesthetic preferences by the author. In particular, the author sought to creatively exploit the natural fluidity of the semi-molten glass as a key aspect of the aesthetics of the pieces. The author also considered the draping of the glass to be more attractive when viewed in reverse and, consequently, an approach was developed to use the RPT system to create glass bowls upside-down. This approach also enabled the author to use three pins to create tripod feet for the bowls to stand securely on (see Figure 9).
Although the author’s development of the selected pin positioning approach was predominately driven by aesthetic preferences, the use of this method also had practical benefits. In particular, this approach meant that lesser demands would be made on the pin locking mechanism.
The number of pins employed in creative experiments using the selected pin positioning approach ranged from 60 to as little as 7. However, through iterative explorations an ideal number of pins (in relation to aesthetic consideration) for various sizes of bowls was established. As an example, for the largest glass bowls (with diameters of up to 620 mm), it was found that 16–26 pins created the most attractive pieces (including three pins used to form the tripod feet).
An extensive artistic exploration was carried out to fully exploit the creative opportunities with this particular approach with the system. These explorations included the use of different sheet glass thicknesses, colours, and the aesthetic expressions of the pieces in general. Through these investigations, some particular advantageous features of the system were established. These features primarily relate to the specific characteristics of the RPT principle. Key to this principle is the notion of a highly flexible and reconfigurable fabrication tool. In this regard, the glass RPT system indeed enabled the author to freely explore the aesthetic possibilities and iterate the shapes according to the the results, and adjusting the pin positions according to such feedback. The flexibility of the RPT tool also enabled the author with the capacity to create a wide range of pieces in terms of the sizes from a single tool. Finally, unlike most other moulding tools, the system presented the opportunity of continuously varying the output from the system. The shape of a bowl could very easily be changed by repositioning just one or two pins. In the commercial craft and applied art sector, in which the pieces are currently sold, this particular aspect is a significant selling point.
The pieces from the initial series of creative exploration with the round RPT systems were collectively tilted: Pin Bowls (see Figure 10). In order to disseminate the results from the research, pieces were exhibited at a number of high-profile venues, such as Moscow’s Pushkin Museum, Milwaukee Art Museum and The Saatchi Gallery, London. Pieces were also exhibited and sold by two of the UK’s leading applied art galleries, Vessel Gallery and Petronilla Sliver Gallery. Numerous pieces have been sold through these galleries, and acquired by both private collectors as well as public institutions, such as the UK’s Crafts Council national collection.
Following the initial creative explorations, a second stage of artistic explorations was undertaken with the RPT system. In this series of explorations, a different forming approach was taken. Instead of exploring the free-flowing draping aesthetics of the Pin Bowls, the author wanted to test the system with contrasting aesthetics through the creation of a series of pieces with much more formal geometric expressions. Also contrasting the initial creative explorations, the author sought to explore the system’s capacity for producing pieces in the opposite orientation from the Pin Bowl series. In these creative investigations, the author utilised the underlaying circular geometry of the array pattern of the pin holes in the RPT system’s matrix plates (see Figure 11). By placing the pins in various combinations of concentric circles and using an aperture slumping approach (Cummings 2001), a series of bowls with an entirely different type of aesthetic was achieved. This investigation resulted in the creation of the Orbit series of pieces (see Figure 12). The material characteristic of the molten sheet glass continued to be a central part in the development of this series of pieces. Just as the Pin Bowls concept, a key element in the creative utilisation of the RPT system was the visual evidence of the production method, with the indentations of the pins used as an integral part of the aesthetics of the pieces.
4. Discussion
4.1. Innovation Environment
One of the key objectives of this research was to investigate the notion that access to digital design and fabrication tools is increasingly having an impact on expanding the opportunities for independent innovators. Central parts of the tool development scenario of this project provide evidence for this question. The stainless steel, with its heat-resistant properties, is the most appropriate material to use for creating tools for kiln forming glass, is also very difficult medium to machine and without access to high-grade digital fabrication tools it would be entirely unrealistic for the author to have been able to develop the glass RPT concept. While the typical creative practitioner is unlikely to personally own high-grade CNC equipment capable of machining specialist materials, such as marine-grade stainless steel, this type of equipment can now readily be accessed through numerous digital fabrication bureaus. For the creation of the glass RPT system, the use of a high-grade CNC milling machine was also necessary. While the author did utilise free access to university equipment in this case, an external company could also quite easily have provided such a service. Overall, the local environment of suppliers and subcontractors was found to be very important in delivering innovation through this project. The construction of the RPT systems was entirely carried out using local firms, including the CNC laser-cutting services for the customised part as well the use of stockholders for all the standard stainless steel parts (such as nut and bolts). While the environmental aspects for innovation have repeatedly been highlighted in this paper in relation to the tool-making process, these aspects should also be highlighted in additional aspects. Other aspects in relation to the innovation environment include the supply of moulding mediums, which in the case of this project concerned sheet glass (float glass). In this regard, the author found that such glass was in practical terms only possible to source from local suppliers, with internet-based suppliers being far more expensive with additional shipping cost and extended delivery times. An further positive aspect in terms of the local supplier environment is the opportunity to personally interact with suppliers and contacts, which the author found to be a source of valuable knowledge, including industry insights that would have been difficult to retrieve from other sources, such as the Internet. Overall, the author argues that the network of suppliers and supporting services could, in relation to this project, be characterised as a flexible specialisation situation.
4.2. Innovation Enabling Software Tools
Through the observations from the research, the author contends that powerful digital design software tools are among some of the most significant enabling tools for independent practitioners to innovate in the context of the contemporary fabrication environment. A particularly important aspect in this respect is that digital design tools can facilitate very fast design and prototyping iterations. Another key aspect in regard to digital design tools is the increasing ease-of-use such tools presents. A good example of this is the graphical interface of visual scripting tools, such as Rhino 3D’s Grasshopper module. The author believes that increased usability of CAD tools and powerful scripting environments mean that the independent innovator (or creative practitioner) can engage in aspects of developmental work which previously may have required a number of technical specialists. In summary, this investigation confirmed an assumption by the author that access to affordable, powerful, and easy-to-use digital design tools is one of the key facilitating factors for independent practitioners to innovate in new tool-making scenarios in the context of contemporary fabrication.
4.3. Supporting Toolmaking
The concept of toolmaking remained a core theme in this investigation. Throughout the project, the author developed (and used) many new tools—both in the physical and digital realm. The overall goal was to create complete RTP tooling systems for glass forming, but in order to construct these systems the author frequently had to create additional supporting tools and jigs. Examples of tool creation for purely supporting roles in the development process (some of which have already been mentioned in this paper) include: specially constructed clamps to accurately grind the pins to an equal length, jigs to secure the matrix plates during the CNC hole-drilling process and various jigs to enable the setting of the pins. These examples all relate to physical toolmaking; however, the notion of supporting tool creation also extended into the digital design aspects of the project. In this regard the main toolmaking environment was the Rhino 3D CAD program. The author used this program extensively throughout the project, not only as a core tool, but also as an environment to create supporting, virtual tools and scripts. Frequently within a design iteration of the glass RPT tools, Rhino was used to create a variety of 2D and 3D forms, which would act as customised virtual jigs or cutting tools in combination with Rhino’s stock modelling tools—such as the Boolean operations. Therefore, the creation of CAD designs would frequently also be the result of a sequence of virtual tools created for particular modelling operations within the software, and as such this process could be seen as a toolmaking operation developed solely as a part of development sequence of establishing a complete design. An even more explicit example of toolmaking in this realm was the creation of the Grasshopper scripts for the designs of the RPT system’s matrix plates. These parametric software definitions were effectively virtual reconfigurable tools for the creation of physical reconfigurable tools.
4.4. The Importance of Material Knowledge
Alongside the reflections on the findings in regards to the environmental innovation and specific tools involved in this investigation of toolmaking, it is also relevant to reflect on the importance of another key aspect in this study; this aspect concerns the fabrication medium, sheet glass, which the RPT tools created in this study were intended to manipulate. The characteristic of this particular medium played a critical part in the practical elements of this study. While it could be argued that the characteristics of all mediums are relevant in most (perhaps nearly all) tooling and moulding processes, the required material characteristics of the moulding medium in this study are specific rather than general and only the particular properties of semi-molten sheet glass at a specific temperature would work with this tooling system. In order to successfully develop the tooling systems and fully exploit the creative potential of the RPT tools, the author had to gain extensive experience with float glass as a manufacturing medium and make adaptions to the RPT systems in response to the developing material knowledge of this particular medium. Equally, it is also relevant to note that as well as being one of the key contributing factors to the functionality of the system and aesthetic of the pieces (see Figure 13), the material characteristics of semi-molten sheet glass also had constraining effects on the creation of the pieces, with certain pin positions causing uncontrollable warping—or creating unattractive scratch marks in the glass pieces caused by pin slippage. As a result of undertaking this project, the author increasingly considers the importance that intimate material knowledge has in innovation scenarios involving the creation of physical artefacts. Considering the current situation in digital fabrication, it is the author’s view that projects frequently overlook the material characteristics of the fabrication medium as one of the key elements for innovation in a tool creation scenario.
Funding
This research received no external funding.
Conflicts of Interest
The author declares no conflict of interest.
References
- van Abel, Bas, Lucas Evers, Roel Klaassen, and Peter Troxler. 2011. Open Design Now: Why Design Cannot Remain Exclusive. Amsterdam: BIS Publishers. [Google Scholar]
- Amin, A. 1994. Post-Fordism: A Reader. Oxford: Wiley-Blackwell. [Google Scholar]
- Bowyer, Adrian. 2011. RepRapGPLLicence—RepRapWiki. Available online: http://reprap.org/wiki/RepRapGPLLicence (accessed on 26 July 2011).
- Cochrane, John. 1863. Improvement in Presses for Bending Metallic Plates. U.S. Patent 39,886, September. [Google Scholar]
- Cringely, Robert, X. 1996. Accidental Empires: How the Boys of Silicon Valley Make Their Millions, Battle Foreign Competition and Still Can’t Get a Date. 2nd Revised edition. London: Penguin Books Ltd. [Google Scholar]
- Cummings, Keith. 2001. Techniques of Kiln-Formed Glass. London: A & C Black. [Google Scholar]
- FabLab Io. 2018. Welcome|FabLabs. Available online: https://www.fablabs.io/ (accessed on 24 November 2018).
- Fleming, Ward. 1985. Pin Screen. Patent number: 4,536,980, August. [Google Scholar]
- Freeman, Christopher, and Francisco Louçã. 2002. As Time Goes by: From the Industrial Revolutions to the Information Revolution. Oxford: Oxford University Press. [Google Scholar]
- Freeman, Christopher, and Luc Soete. 1997. The Economics of Industrial Innovation. London: Routledge. [Google Scholar]
- Gershenfeld, Niel. 2005. Fab: The Coming Revolution on Your Desktop—From Personal Computers to Personal Fabrication. New York: Basic Books. [Google Scholar]
- Jones, Rhys, Patrick Haufe, Edward Sells, Pejman Iravani, Vik Olliver, Chirs Palmer, and Adrian Bowyer. 2011. RepRap—The Replicating Rapid Prototyper. Robotica 29: 177–91. [Google Scholar] [CrossRef]
- Jorgensen, Tavs. 2010a. The Digital Multi Tool. Brussel: International Committee of Design and Design Studies (ICDHS). [Google Scholar]
- Jorgensen, Tavs. 2010b. Universal Tooling for Kiln Forming Sheet Glass. Wolverhampton: University of Wolverhampton. [Google Scholar]
- Kumar, Krishan. 1995. From Post-Industrial to Post-Modern Society: New Theories of the Contemporary World. Hoboken: Blackwell Publishing. [Google Scholar]
- Leadbeater, Charles, and Paul Miller. 2004. The Pro-Am Revolution. London: Demos. [Google Scholar]
- McLuhan, Marshall, and Quentin Fiore. 1967. The Medium is the Massage: An Inventory of Effects. London: Penguin Classics. [Google Scholar]
- Munro, Chris, and Daniel F. Walczyk. 2007. Reconfigurable pin-type tooling: A survey of prior art and reduction to practice. Journal of Manufacturing Science and Engineering 129: 551–65. [Google Scholar] [CrossRef]
- Piore, Michael J., and Charles F. Sabel. 1984. The Second Industrial Divide: Possibilities for Prosperity. Reprint. New York: Basic Books. [Google Scholar]
- Pursell, Carroll. W. 1994. White Heat. California: University of California Press. [Google Scholar]
- Smith, David. 2005. Exploring Innovation. Maidenhead: McGraw-Hill Higher Education. [Google Scholar]
- Von Hippel, Eric. 2005. Democratizing Innovation. Cambridge: The MIT Press. [Google Scholar]
Figure 1.
Initial explorations by the author of using Reconfigurable Pin Tooling (RPT) in combination with the glass-slumping technique, (photos: Jorgensen, T. 2010).
Figure 1.
Initial explorations by the author of using Reconfigurable Pin Tooling (RPT) in combination with the glass-slumping technique, (photos: Jorgensen, T. 2010).

Figure 2.
The Grasshopper definition created to aid the development of the files for the matrix plates for the round glass RPT systems. The matrix plate design, illustrated in the image to the right, is defined by the Grasshopper script on the left, (images by Jorgensen, T. 2011).
Figure 2.
The Grasshopper definition created to aid the development of the files for the matrix plates for the round glass RPT systems. The matrix plate design, illustrated in the image to the right, is defined by the Grasshopper script on the left, (images by Jorgensen, T. 2011).

Figure 3.
Early RPT friction lock principle used by the author in the initial experiments with the square format pin tool, (illustration: Jorgensen, T. 2011).
Figure 3.
Early RPT friction lock principle used by the author in the initial experiments with the square format pin tool, (illustration: Jorgensen, T. 2011).

Figure 4.
Attempt to address issues with the initial pin friction locking approach. This was attempted to be resolved as integral spring elements implemented as semicircular cuts around the holes in the central pin matrix plate, (photos: Jorgensen, T. 2012).
Figure 4.
Attempt to address issues with the initial pin friction locking approach. This was attempted to be resolved as integral spring elements implemented as semicircular cuts around the holes in the central pin matrix plate, (photos: Jorgensen, T. 2012).

Figure 5.
The improved pin locking mechanism used in the second design iteration of the round glass RPT device (illustration by Jorgensen, T. 2011).
Figure 5.
The improved pin locking mechanism used in the second design iteration of the round glass RPT device (illustration by Jorgensen, T. 2011).

Figure 6.
The RPT matrix plate pin hole drilling process employing a CNC milling machine for the task, (photos: Jorgensen, T. 2012).
Figure 6.
The RPT matrix plate pin hole drilling process employing a CNC milling machine for the task, (photos: Jorgensen, T. 2012).

Figure 7.
Construction of the improved pin locking mechanism, created using sections of laser-cut shapes layered and bolted together to create a rigid fixing point for the pressure bolts to operate from, (photos: Jorgensen, T. 2012).
Figure 7.
Construction of the improved pin locking mechanism, created using sections of laser-cut shapes layered and bolted together to create a rigid fixing point for the pressure bolts to operate from, (photos: Jorgensen, T. 2012).

Figure 8.
Early experiments using a full matrix of pins. This produced glass pieces with multiple indentations resulting from the pin tool, (photo: Jorgensen, T. 2010).
Figure 8.
Early experiments using a full matrix of pins. This produced glass pieces with multiple indentations resulting from the pin tool, (photo: Jorgensen, T. 2010).

Figure 9.
RPT system with a bowl formed upside down on the pins, (photo: Jorgensen, T. 2013).

Figure 10.
Bronze-coloured Pin Bowl, illustrating tripod feet, (photo: Jorgensen, T. 2013).

Figure 11.
The second stage of the creative explorations of the glass RPT system, utilising the RPT system’s underlaying circular array geometry to create bowls using sets of pins positioned in concentric circles, (photo: Jorgensen, T. 2013).
Figure 11.
The second stage of the creative explorations of the glass RPT system, utilising the RPT system’s underlaying circular array geometry to create bowls using sets of pins positioned in concentric circles, (photo: Jorgensen, T. 2013).

Figure 12.
Blue Orbit Bowl (by the author, part of the second stage of the creative explorations with the glass RPT system, (photo: Jorgensen, T. 2013).
Figure 12.
Blue Orbit Bowl (by the author, part of the second stage of the creative explorations with the glass RPT system, (photo: Jorgensen, T. 2013).

Figure 13.
Clear Pin Bowl (2013) by the author, (photo: Jorgensen, T. 2013).

© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jorgensen, T. Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler. Arts 2019, 8, 9. https://doi.org/10.3390/arts8010009
AMA Style
Jorgensen T. Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler. Arts. 2019; 8(1):9. https://doi.org/10.3390/arts8010009
Chicago/Turabian StyleJorgensen, Tavs. 2019. "Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler" Arts 8, no. 1: 9. https://doi.org/10.3390/arts8010009
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.