Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication


Department of Infrastructure Engineering, The University of Melbourne, Melbourne 3010, Australia
Buildings 2019, 9(5), 125; https://doi.org/10.3390/buildings9050125
Submission received: 3 April 2019
/
Revised: 1 May 2019
/
Accepted: 13 May 2019
/
Published: 16 May 2019
(This article belongs to the Special Issue Sustainable Development of Buildings: Design, Construction, Quality Inspection, Operation Management)
Abstract
:The manufacturing processes involved in the prefabrication of timber-based panelised walls is presented and explored in this study, through current industry practice and the latest automated technological solutions. A weighted Multi Criteria Analysis (MCA) was constructed as a preliminary mechanism for assessment of current practices in conducting manufacturing processes compared to leading automated solutions. The developed method can be used to evaluate any timber-based wall panel manufacturing assembly line and to suggest recommended automation-based improvements on a process level in order to achieve prefabricated manufacturing objectives specific to local conditions and requirements. This has been demonstrated and verified through a case study with an industry partner. The resultant recommendations obtained close the knowledge gaps in the market and academia in uncovering recommended areas for investment and development to advance assembly lines at certain key processes in the production of timber-based walls for panelised construction.
1. Introduction
1.1. Background
Currently, many companies utilise and adopt conventional manual-based construction techniques for timber-based prefabricated manufacturing [1]. However, timber-based prefabricated panels are an increasingly utilised system in the construction industry and with it, the automated technologies which support them are currently being strongly developed and adopted in replacement of conventional methods [2,3,4,5,6,7,8,9,10]. The manufacturing of prefabricated timber panel walls is an increasingly developing field, where a combination of automated and manual processes are utilised to assemble an efficient production line [11,12]. Recently, there has been an increasing trend in the construction of timber structures [13]. Due to this, it is essential that manufacturing processes are able to withstand the increase in demand whilst still satisfying the relevant standards and expected quality assurances. The fully-complete prefabricated timber panelised wall systems industry is significantly behind the level of automation in other industries, particularly in comparison to the automotive industry [14]. Thus, significantly more work is required in the understanding and development of automated technologies for the timber industry at a building scale [15]. The construction of timber-based fully prefabricated panelised walls includes a variety of different segments assembled through numerous stations along a production line [16,17,18,19,20]. Each station is responsible for a specific function and role such as cutting and sawing, gluing and pressing or façade installation [21]. The respective manufacturing plants are large in nature and located off site, close to transportation routes and have easy access for movement of materials into the factory and finished products out to the site [13,22]. The assembly lines of many facilities involve, or are even based upon, carefully controlled manual labour-based tasks. Since many processes in manufacturing of panelised walls is repetitive, machines are well-equipped to efficiently and accurately process a high capacity of materials [23]. Therefore, this can potentially increase the production capacity, reduce production time and increase the accuracy and quality throughout the assembly line [24,25]. Furthermore, in the accuracy of conventional cutting and sawing of the timber panels, there is a higher chance of human error, as tedious tasks such as measuring and cutting a piece of wood exactly is comparatively unreliable when conducted by humans. Automated machines refer to computer-aided design software, which specifies the exact dimensions to cut and assemble the materials. Because of this, a seamless and controllable process, without any interruptions, can be formed and customised without the risk of human error in manufacturing [26,27]. In addition to this, advanced automated machines can, not only reduce the amount of labour needed, but also the training required as workers can oversee machines rather than operate them [20,24,28]. As a result, this may decrease the reliance of construction companies on skilled labour and provide a solution to the current shortage in construction workers in the manufacturing field [29,30].
Companies involved in the full prefabrication of timber-based walls have a variety of inclusions for assembly which have the potential to be automated, the main parts of which include the sheathing, studs, glazing, doors and openings, services, insulation, building wrap and the façade [31,32]. In recent years the processes involved in each station and required outcomes are increasingly being met through automated solutions [33]. The primary hinderance to this adoption of automated technologies for this context is missing knowledge of the range of possibilities [3,34]. This study addresses this by identifying recommended areas for automation investment and development to advance assembly lines for certain key processes in the production of timber-based walls for panelised construction.
1.2. Assembly Line Processes
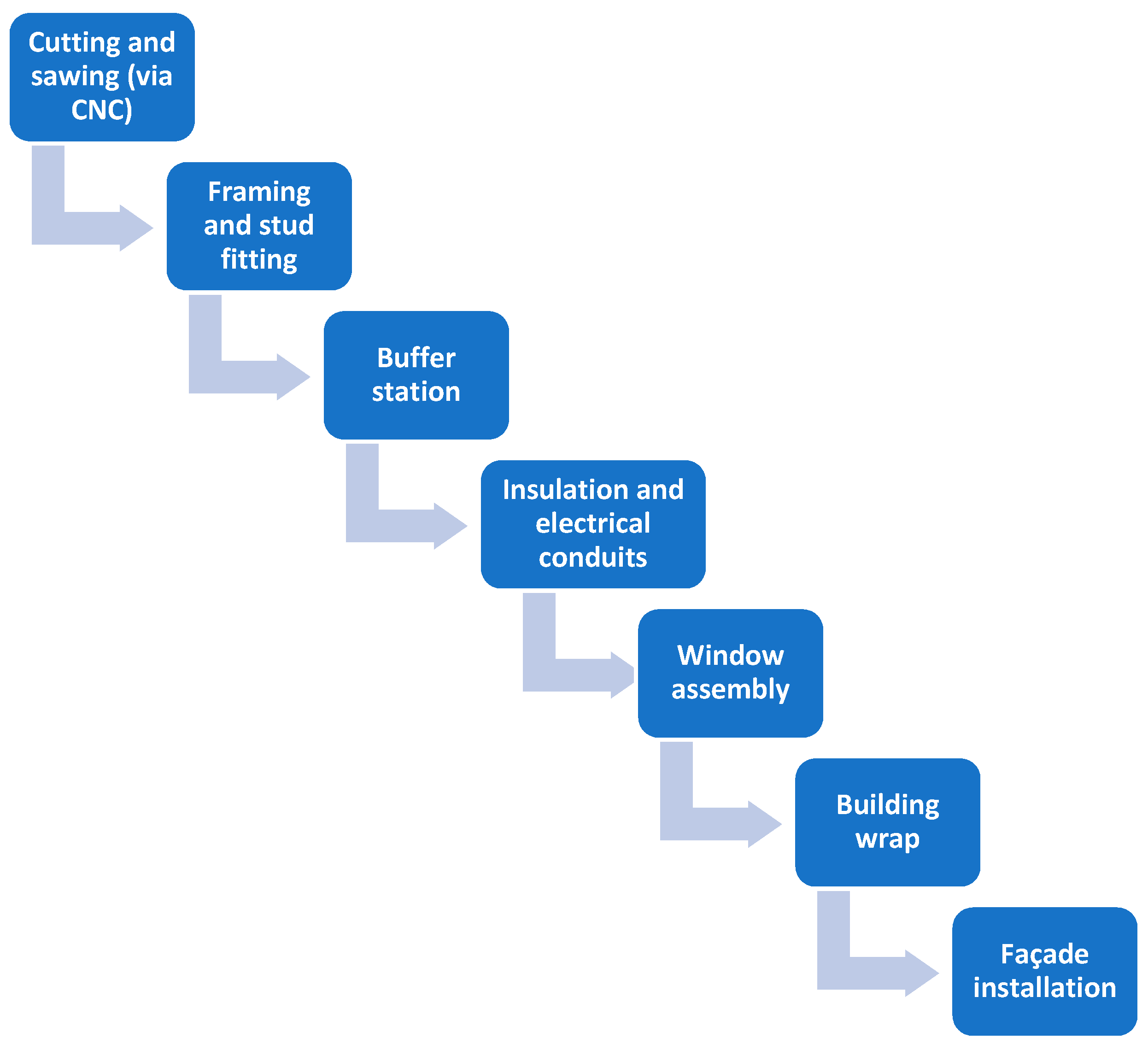
An example of a set of stations which together make a linear assembly line is presented in Figure 1. Typically, one of the first stations that is integrated in the production line is the sawing and cutting station, which is essentially designed to cut timber panels into specific shapes and sizes that will be utilised to construct the wall [31,35,36,37]. These machines are Computer Numerical Controlled (CNC) and are able to process large amounts of timber a day working on a 4 or 5 axis saw unit and multiple tools to easily cut and process the panels straight from the specified design [26,38].
The framing and stud station then constructs the basic structural system of the timber panel, aligning the timber edges to the specific design and attaching them all together using manual or automated technology [39,40]. In addition, insulation can be added into the timber panels to provide thermal insulation. A new automated system by Weinmann, named blowTec, installs insulation with a blow-in plate attached to an automated multifunctional bridge. Another insulation installation method includes the Val-U-Therm, where the insulation material is injected into a closed timber panel and expands within it [41]. A multifunctional bridge is an alternative to having many different stations conducting processes and adding elements to timber panels. This machine is fully automatic and can be fitted with different processes to add multiple features into the panel in one station, such as cutting, nailing, stapling and gluing.
To better ensure the timber panels are weatherproof, a building wrap, also known as a membrane, is applied at the interface between the structural system and the façade as a secondary measure to stop any outside rain from entering, but which also allows for vapour transfer to help prevent condensation [42]. The wrap is usually a membrane or perforated material that is nailed onto the timber frame [42]. Companies such as CCG Ltd, Island exterior fabrications and Baufritz are currently some of the known providers and users of advanced panel wrap technology [43,44,45].
A buffer station was originally purposed as a transportation platform that would move elements of the panel from one station to another, particularly when one process is vulnerable to delays, which the buffer station would absorb. However, to fully maximise the potential of a buffer table, an assembly line can utilise this station for work checks such as quality assurance or alignment markings. Furthermore, a buffer station will need to be in sync with the assembly line layout and therefore may have to be able to transport the products in a three-directional movement—lengthways, width ways and vertically [46].
Turning stations are essential in a timber panel assembly line to facilitate work and quality assurance checks on both sides of the timber panel. A common manual process of hooking the panel to an overhead gantry crane and lifting may be economical when this is already existing in a factory, however less time efficient for new, purpose-specific and automated solutions. Systems such as the Randek butterfly turning table BS40 are now widely used in advanced assembly lines; it has two tables that elevate at an angle allowing the panel to be flipped accurately and safely [47]. An alternative is the Vacustand VS-180E, supplied by a vacuum technology handling specialist named Fezer, which can turn a panel in 20 seconds by forming a vacuum on the panel, providing suction to hold the panel [48].
An intelligent storage system for both raw materials as well as finished products is essential for the manufacturer to improve efficiency and remain competitive. They optimise the material management by reducing wasted scraps and minimising redundant search time. Horizontal storage techniques are widely used in many companies where the timber panels are stored horizontally, according to their purpose. As a result, they can be easily identified and transported onto the assembly for further work when needed [49]. HOMAG, Hundegger and CSR provide horizontal storage systems. Vertical storage systems, conversely, stack timber panels on the face allowing panel elements to be easily shifted to the storage and retrieved for return to the manufacturing process [50]. Weinmann WLV/WLW storage technology is a leader in this field and includes a swivelling top guide on overhead crane cross rails for automatic element positioning and pick up, loading carriage and standing wall trolley on roller conveyers [51].
2. Methodology and Method
2.1. Methodology
A Multi Criteria Analysis (MCA) has been developed where processes, whether manual, semi-automated or fully automated are graded and weighted. A partnering timber-based panelised prefabricated construction company has been used as a case study to demonstrate the MCA. The framework of the multi-criteria problem involves: a set of alternatives for each given process, generation of a grading criteria to evaluate each option, weighting of the criteria according to the interest of stakeholders, and rating of each option against the base case manual scenario with neutral zero score. The final result of the MCA is obtained through multiplication of the rating scores and assigned weights, which is presented in the form of a summary table.
2.2. Method
In order to form an advanced assembly line with the appropriate inclusion of the latest automation technologies for making prefabricated panels, a general set of critical grading criteria for all manufacturing processes was selected. The generalisation of criteria allows the assessment tool to be more widely used by the participants in timber-based panelised prefabrication. Each option is assessed on the set criteria, with appropriate justifications being made. The results are then compared to the alternatives on a process to process basis. Although the criteria are the same for each process, the weighting assigned to each criterion may be different from one process to another, which gives the MCA flexibility. Thus, purpose-specific solutions can be given which vary among different manufacturers, given that they may have conflicting strategies, focus and interest. Finally, a case study has been chosen for discussion and application of the MCA. In the case study, the current options for the industry partner for each manufacturing process is assessed against the grading criteria. Tailored weightings for each process that represents specific interest of the company is to be adopted to produce a solution that efficiently upgrades the assembly line through automation technologies to produce prefabricated panels cheaper, faster and/or with higher quality.
2.2.1. Grading Criteria
The grading criteria developed for the MCA is presented in Table 1 and is applied to each relevant and ideal automated system along with the current system.
The description behind each grading criteria is as follows:
Investment cost—Investment cost is defined as how affordable the initial purchase cost of the required machinery is for the system. Investment cost is the initial and major part of entire capital cost which is vital and important for companies investing in prefabricated manufacturing systems.
Productivity—Productivity represents the speed of output of a prefabricated panelised system. Productiveness would increase the overall efficiency of a prefabricated panelised system and utilise the capacity to an optimum level. Productiveness also affects the cost per panel which results in competitiveness in the market.
Labour requirement—The number of workers required to operate the process is scored by the criterion of labour requirement. As one of the major parts of the on-going cost, reducing the labour requirement is a direct method of achieving higher cost efficiency.
Space efficiency—Space efficiency is the space required by unit production, which dictates the size and of the occupied area of prefabricated panelised production line. Unlike the conventional method of operating on site, prefabricated panelised systems require a larger area for the greater quantity of materials stored and machines used. This involves optimising space utilisation in reducing the space requirement.
Cross compatibility—Cross-compatibility describes the process’ ability to work in conjunction with the production line. This is important in managing the correspondence of the entire system. The productivity of the production line would be significantly impacted if uncoordinated and non-compatible activity occurs among processes.
Health and safety—Health and safety is the factor that represents the occupational health, safety, and welfare of workers. A stable working environment that is safe and healthy for workers is crucial as it may also increase productivity and quality of work when employees are working under comfortable conditions. More so, health and safety requirements are significant in meeting legal and moral obligations.
2.2.2. Weighting
For the MCA the weighting components are designed for users to fill in to ensure that this method can be used diversely for different companies. This gives flexibility to encompass stakeholders’ interests. For example, some companies are willing to have more initial investment for maximised efficiency because of large demands; while for companies with less demand, the expensive investment cost will result in very long payback period which may be unacceptable. The weighting is given out of 10, with the more weight being the more emphasis to that criteria.
2.2.3. Scoring System
A scoring system is essential when evaluating an existing prefabrication production line to an unaided manual labour base case to give relative suggestions for automation-based improvements in its efficiency and operational capacity. Each process for panelised prefabrication will be assessed by using a generalised guideline. As shown in Table 2, scores are broken into 5 divisions and a score will be given to a process of prefabrication based on set guideline. The conventional manual construction method is defined as a benchmark to compare with prefabrication production lines evaluated; a score of zero means no additional benefits compared to conventional method. A potential benefit means a theoretical benefit, which is likely to occur when applied correctly in certain scenarios. For example, an automated prefabrication machine manufacturer may claim their product will benefit the production line, but it has not yet been applied to the relative context for a specific project. However, a proven benefit is an example of a case study which has already implemented the technology and shows a clear benefit compared to a conventional construction method. Meanwhile, negative scores are also included in the scoring system, because losses are also possible by comparison with conventional construction method. For example, prefabrication production could be costlier or require more initial investment.
3. Results
A series of MCA tables are illustrated, detailing each process and the scores which were given to each criterion. The aforementioned method was followed where, each criterion has been graded from −2 to 2, where 2 is the highest signifying a proven benefit for the process. A resultant sum score is then calculated by the sum of the scores to signify a general grading for the machines. A weighting is then applied to each criterion, according to the user, to indicate which aspects of the process are more important. As a result, a final weighted score is developed, specifying the most beneficial and suitable machine for the user. This MCA can be utilised by different companies and the weighted scores will differ, as a variety of companies will have different weightings for the set criterion presented.
The case study affiliated with this study is based upon the research centres connected with industry partners, that is, the Centre of Advance Manufacturing of Prefabricated Housing. The particular company focused on is a timber based panelised prefabrication firm that specialised in manufacturing and construction of prefabricated panelised timber buildings. Due to this, the weightings given in Table 3 are specified according to industry partners’ priorities and strategy; however, of course, this can be re-evaluated for any company in this industry. Many processes showed synergy in weighting values which resulted in a streamlined assessment, however some weights were indeed specific from process to process which enabled this method to encapsulate the priorities and areas of focus specifically for the context of the case study.
3.1. Cutting and Sawing
The resultant scores for process of the cutting and sawing are shown in Table 4.
Without weightings applied, the best option evaluated for the process of cutting and sawing timber such as panels, studs and frames is the Hundegger Speed panel machine. The investment cost for the machine is high, but an increased productivity is achieved. However, space efficiency is decreased because the machine will take more space than the traditional way with one man, a table and cutting blade. In terms of cross compatibility, the machine is capable of transporting the finished product to the next station or a buffer table automatically. However, the SP 720 is only capable of cutting lesser pieces of panels, studs or frames. There is no longer a need for workers to handle the cutting blade as labour is only required to operate the computer system, which is a distance from the machine, resulting in safe operation; hence, the assigned score.
For the process of cutting and sawing, the expectation of the industry partner on productivity and labour is different to other processes. The industry partner is a sub-company of a larger company which has incentive to add value to their timber products and invest in equipment to increase the productivity. In fact, the company currently uses the Hundegger Speed Panel machine SPM-2 for this process, so the score for each criterion is exactly same.
3.2. Multifunctional Bridge
The resultant scores for processes of involved with the use of the multifunctional bridge are shown in Table 5.
Without weightings applied, the Weinman WMS series has obtained the highest sum score. All three options require a large amount of investment, there are no significant differences, but the MBA MOBI-One does cost less. Compared to conventional prefabrication methods, the labour requirement can be largely reduced from a group of people, to 1–3 people operating the bridge for all options. All three systems have some compatibility issues, because while they are capable of conducting multiple functions and processes, they can only conduct one type of process at a time. Furthermore MBA MOBI-One is not fully automatic; labour is required to feed the panels into the machine which can also increase health and safety risk.
The multifunctional bridge carries out various processes all at one station, which can significantly decrease the required labour resource. This is not without drawbacks, as the implementation may hinder overall production capacity since one station is responsible for many tasks. Cost is not the most major issue in the case study, rather they focus more on productivity. The industry partner currently does not have a multifunctional bridge, rather they conduct the processes in separate stations so the scores for the criteria is rated as 0, which is neutral in relation to the conventional method.
3.3. Framing and Stud Fitting
The MCA scores for framing and stud framing and fitting are shown in Table 6.
High initial investment of the framing station results in all four options being scored −2. Compared with zero investment cost by manual operation system, the difference of each purchase cost is negligible in the scoring. The production capacity of Weinman Framing Station is up to 2 meters per minute. Depending on different implementation and usage, the production is up to 1000 houses per year, which presents a significantly higher productivity against a manual based method. Weinmann framing station requires 1 to 2 operators in its semi-automatic running mode. All automatic stations require either no operators or a single operator to oversee and manage. Labour cost of conventional methods could be saved, and this is a proven benefit with a +2 score. The area taken by the framing assembly station in the factory is approximately 400 m2 [52,53]. The space taken by a certain station would be permanent rather than reused as in the conventional method. It leads to a potential loss in space efficiency as conventional methods have their own issues around organisation and control of space. The Cross Compatibility of all three automatic stations is proven as a benefit if they cooperate with their corresponding production lines. In the case of semi-automatic running mode, manually operation provides more flexibility in controlling the production speed, which may reduce the cross compatibility. The occupational health and safety of prefabricated panelised system is proven as a benefit, due to the high security level of each station and a highly-controlled working environment [46,51,54].
The weighting of each criterion in framing and stud fitting section is consistent with the general weighting. The three automatic stations result in the highest score of 4.3, while Weinmann’s semi-automatic framing station is scored as 2.9 and the current system used is 1.9. The system used by the industry partner is a semi-automatic with high proportion of manual work, which is similar to the conventional method but has higher cross compatibility and a slightly lower labour requirement. Meanwhile, the automatic stations achieve a higher productivity with a lower labour requirement. The replacement of labour and given safety measures that are equipped with the machines help ensure higher occupational health and safety levels. Safety measures that are equipped as standard include run-over protection, manual and sensor operated cut-off switches, safety nets and indicator lights [53].
3.4. Insulation
The resultant scores for the process of instalation of the insulation are shown in Table 7.
Without weightings applied, it is concluded that Randek insulation handling system could be the best option evaluated. Val-U-Therm cost slightly less than the other two, but productivity is somewhat compromised. Labours are reduced to one person per station only for the systems other than Val-U-Therm. Due to the manual injection of foam insulation, health and safety can be compromised. Val-U-Therm has some compatibility issues because the system only works with enclosed panels, which some walls systems do not have. For the Randek handling system, the storage of insulation pieces on top of the machine which saves much space, however, this only works with a conveyor connected to outside of the factory which results in some compatibility issues.
For the insulation process in the case study, focus is given to investment cost since the current form of insulation is quite efficient despite being manual based with low cost; this is primarily due to the standardisation of design with common size insulation bats. It is not desired to increase the productivity of a small task through accepting the investment cost. Most scores given to their current system is 0, because it is still a conventional manual cutting and placement of insulation. Only the cross compatibility is rated as 2 because it can be applied to any system and is fully compatible with other processes.
3.5. Window Assembly
Compared to the conventional method as shown in Table 8, both automation enabled options require a higher investment in purchasing machinery, which results in a potential loss in the criteria of investment cost.
Soukup window assembling production line is an independent production line and generally cooperates as an outsource company. The Soukup window assembling production line has a great advantage in productivity due to a fully automated production line. It would be more suitable for a prefabricated system requiring a large demand for windows. In terms of cross compatibility, the MBA window assembly table is a semi-automated station and presents a proven benefit in flexibility and adaptation.
The weighting of each criterion in the framing and stud fitting section is consistent with the general weighting. The window assembly option with the highest score is the semi-automatic MBA window assembly table working along with manual installation and weather stripping of windows. The current window assembly system applied in the industry partner is similar, but with a greater proportion of manual work, which results in additional labour requirement. The high productivity of the independent Soukup window assembling production line is its best advantage. It would be capable of meeting great demand, but since it is an extra independent production line, the cross compatibility is lower than MBA window assembly table, which could be integrated as a process to a prefabricated system.
3.6. Building Wrap
Table 9 summarises the resultant scores for the process of instalation of the building wrap, which is sometimes known as a membrane.
The Randek membrane cutting station only has a negative value for investment cost, with the other aspects showing improvement from the conventional method. The machine automatically feeds and cuts the membrane sheeting to the required size, which improves the speed of production. In this case, the only worker required is for manually feeding the sheets into the machine and stapling on panels, which is a potential decrease of labour requirement. Space efficiency remains the same as conventional, since the dimension of machine is small compared to the membrane roll itself. In terms of cross compatibility, the Randek membrane cutting station is installed between two consequent stations, whereas the conventional method is added as a process to an existing station off balancing the cycle time if not managed. Hence, cross compatibility might be improved from the fully manual methods. Lastly, manual cutting would require workers to lean over the table or bend down to measure the size to be cut, which may cause some health issues, while machine cutting eliminates these risks. Therefore, occupational health and safety of using the Randek has a slight potential benefit over the conventional method. This is because both methods require manual stapling, unless used in conjunction with a multifunctional bridge, which may reduce production capacity if over-relied upon.
The current method used by the industry partner for installing membrane is very similar to the conventional, however it is done when the wall is laid horizontally on a transfer table. Workers manually measure, cut, staple the building wrap onto the panel and therefore the scores are neutral.
3.7. Façade Installation
For this particular process of façade installation, two most relevant automated machines and offsite manual cladding are compared against onsite manual installation as per Table 10.
For offsite manual cladding there is a potential improvement for productivity and worker safety since the task is operated in a weather-controlled environment. However, there are disadvantages in space efficiency as the task and the variety of material which support it requires a significant room in the factory. HOLZMA has higher benefit in productivity and labour requirement over Randek in the view of that HOLZMA is capable of automatic sawing, drilling and routing, while Randek is only aimed at automatic nailing of wooden cladding. Therefore, the HOLZMA machine produces a safer working environment than using Randek. Furthermore, there is a greater amount of time saved since the measuring and cutting of façade panels is the most critical task in this process. Additionally, factories that own or are planning to purchase a multifunctional bridge, may wish to consider if it is an effective option to use with the cladding. Compared to the other two machines, the greatest benefit is that it does not require any extra investment cost; however, it will cause a bottleneck and limit production capacity. This is due to the fact that it will now perform more tasks on one station, but because of this, it is more space efficient than the alternatives.
At the industry partner, the façade is manually preinstalled in the factory with the aid of a projector. The projector is only used for quality assurance in the alignment of the façade, which does not have any impact on the scoring criteria apart from productivity. Therefore, the current method has a largely similar score to offsite manual installation. The weighting is notably varied for the first two criteria, as in this context, the investment cost has less importance while productivity is weighted 9 out of 10 referring to its criticality. This is because the current approach takes too long, causing a bottleneck for the entire production line and hence, the company is required to improve the productivity of this particular station.
3.8. Storage/Handling System
The resultant scores for storage/handling system is shown in Table 11.
Both HOMAG and Hundegger machinery have horizontal panel storage and handling systems that automatically unload packages of raw materials such as timber beams and boards and transfer them to the floor storage area. Vacuum technology is adopted for picking and feeding timber material to the panel processing centre, which works well in conjunction with the production line. The only operating staff required at this process is to drop the material at the loading area. Therefore, both machines provide great benefits to improve productivity, labour requirement and cross compatibility. Furthermore, the automate storage systems decrease the floor space by 30%, as compared to multi-level racking storage, along with less usage of forklift traffic that could reduce potential employer injuries.
For storage of finished products, Weinmann offers a vertical intermediate storing system, allowing panel elements to be easily shifted to storage and then retrieved. It also allows for a package of walls to be set up on a distribution trolley for direct loading for transportation. Hence, compared to conventional flat storage, this system has improved performance on productivity and cross compatibility and potentially less labour requirements. However, space efficiency is likely to be decreased for thinner walls, due to its way of storing panels vertically with room left between each panel to ensure flexibility of the system to also cater for thicker walls and walls with protrusions. Randek has a temporary vertical wall stacker that allows the finished product to automatically be transported to and from the station, where window assembly can be performed, since this process is done vertically rather than horizontally. It is less robust than Weinmann machine as the panels requires additional handling and packaging method for delivery.
The industry partner uses a storage system that requires forklift transportation for loading and unloading the timber materials on shelf racks in designated zones. Despite it not containing any automation technology, it is well designed to work along with the factory’s production line where materials are usually easy to find and pick up. Therefore, it potentially has improvements over the conventional means in productivity, labour and space requirement. However, the current method gets the same score as the conventional method for workplace safety, due to the required forklift operation causing a hazard regardless of how well it is managed. For finished products, the industry partner adopts a customised A-frame that allows for a vertical wall package to be directly loaded from the factory onto trucks, which offers great benefit by reducing the turnaround time. As a result, it receives highest score for productivity and cross compatibility, where other aspects are the same as the Randek wall stacker.
3.9. Buffer Table
For the rating of the buffer tables as presented in Table 12, Randek and Weinmann both had a similar score with a −2 in investment costs, as compared to conventional means, which would have no buffer tables at all.
The MBA buffer tables initial cost is significantly cheaper than the other options but without the same level of functionality. Productivity and cross compatibility were rated with a 2, as the Randek and Weinmann tables can move panels in a 3-dimensional space (therefore requiring less labour for the movement of the panels), provides an ideal working height and allows the layout of the assembly line to be customisable. Space efficiency of all these buffer tables were similar with a value of −1 as all the tables take up a similar amount of space within the factory. Lastly, occupational health and safety for Randek and Weinmann was scored a 2 as the tables include safety stop sensors in case a panel is unaligned with the table to avoid any injury to the workers and damage to the panel itself. Finally, the sum score of the Randek and Weinmann buffer tables was 5 whereas the table built by MBA was scored a 2.
For the case study, the weightings for the buffer table followed the general weighting across all criterion. This is due to the fact that the implementation of a buffer table highly affects the productivity of an assembly line as movement of panels from one station to another is compulsory. The lowest weightings were space efficiency as compared to material storage, because the buffer table does not take up much space especially considering how well it moves the processed material. For the case study, Hundeggar buffer tables were utilised, investment costs were rated a −2 as the current buffer table is relatively expensive but on par with Randek and Weinmann. Productivity, labour requirements, cross compatibility and health and safety were all rated a 2 as the table can move panels horizontally and vertically, meaning the flow and working of panels in the assembly line is easier. The result was the final weighted score of 4.3 for Randek, Weinmann and the current system, whereas MBA scored 2.1.
3.10. Turning Station
Since wall panels are built one side upward in the industry partners production line, a turning station is not a necessary process and not applied in the manufacturing line of the case study. The influence of turning station will not be taken into consideration in this particular case. Table 13 shows that compared to the conventional method, all three methods for turning over walls require a higher investment in purchasing machineries, which results in a potential loss in the criteria of investment cost.
All three turning stations are semi or fully automated. Therefore, a lower requirement of labour demand presents a proven benefit. Amongst all, the butterfly table is the most widely used automated turning station in prefabricated panelised system. It has been shown to have better productivity and cross compatibility in many cases. Meanwhile, turning process could also be completed by VacuStand VS-180E and or by a crane. While compared to butterfly station, VacuStand VS-180E has a lower maximum turning weight and both VacuStand VS-180E and the crane method have a lower cross compatibility.
4. Discussion
4.1. Cutting and Sawing
After applying the weighting for the industry partners context, it is clear that the Hundegger Speed Panel machine SPM-2 excels over and above the other options. The industry partner is aware of its high performance and they have already adopted this machine in their practice.
4.2. Multi-Functional Bridge
The industry partner currently does not have a multifunctional bridge. An investment in a multifunctional bridge will be sizable, but will also bring significant improvement to their production line when used in critical areas such as cutting and affixing the facade. By comparing different multifunctional bridge options, Weinmann WMS series have more advantages due to the industry partners’ need for functionality and productivity.
4.3. Framing and Stud Fitting
Due to a high proportion of manual work, the framing and stud fitting process is close to the conventional method and is rated with a weighted score of 1.5. This suggests an opportunity for improvement in the process of framing and stud fitting. The option of an automatic station might be taken into consideration due to its higher score of 3.5. The major reason for this high score is its advantageous performance in high productivity, high cross compatibility with low labour requirement. If the industry partner would like to improve the process of framing and stud fitting, an automatic station framing station could improve the overall production significantly as long as the stations down the line are capable of handling the increased throughput.
4.4. Insulation
The weighted final score for insulation has suggested two options which are not efficient for the particular wall production in the case study. The score for Weinmann blow TEC system is very close to the company’s current option which is manual installation. Since there will not be significant improvement on the overall performance, there is no need to adopt a system for this process.
4.5. Building Wrap
From the results, Randek membrane cutting station scores 1.9 compared to the case study, with a score of 0. This suggests the Randek machine may be beneficial for the industry partner and should be considered in replacing the current manual installation approach for optimised productivity and efficiency. It should be kept in mind that this is generally not a critical task, as it can be done on a separate buffer table. However, it is critical when used in conjunction with a multifunctional bridge as it may hold up 3 or 4 processes. In this case, the weighting proportion should be changed for a low rating on investment cost and the productivity rating would be high to prevent the delay of many processes.
4.6. Window Assembly
The current window assembly method applied in the case study scores 2.2, as compared to 3 for the MBA Window Assembly Table that works along with manual installation and weather stripping of windows. Since each criterion scored the same as the MBA Window Assembly Table except in labour requirement, the window assembly line implemented the industry partner is relatively sufficient for their needs. It could be optimised by increasing automaticity or other means to reduce labour cost.
4.7. Façade Installation
From the MCA assessment, the HOLZMA HPP 300 multiTec obtains a highest weighted score of 4.3, which is notably more than the score for the industry partner’s current manual method to complete this laborious task. This indicates that HOLZMA for the façade station should be seriously considered for the industry partner to meet their demand of higher productivity and to prevent backlog.
Use of multifunctional bridge is also a possible alternative as it gets the 2nd highest score. However, this may cause issues for holding up other tasks performed by the same station. This could be a big issue for mass production factory where the bridge is very busy operating different processes all the time. This option may be more suitable for more customised production manufacturers or factories that own two or more multifunctional bridges, such that the façade station at the end of the production line will have its own.
4.8. Storage/Handling System
For storage of raw materials, HOMAG TLF and Hundegger Pick and Feed (scored 3.9) are both found to be the best alternatives to the current system (scored 2.5). Since the industry partner uses a Hundegger CNC machine, it is expected that the Hundegger storage system will work in better integration with a processing system from the same supplier. However, for more accurate assessment, further study on the compatibility, difference in cost and productivity should be conducted to evaluate which machine is most suitable for the company.
For finished panels, the current approach at the industry partner scored the highest mark. The A-frame is specially designed, and it works well with the industry partners production line, therefore there is no need of change for this system. For manufacturers producing fully closed panels, Weinmann WLV/WLW is the best approach to be used. It is a multi-purpose system that provides sufficient space for finishing work such as windows fitting and façade installation.
4.9. Buffer Table
From the results, it is evident that the buffer tables with the highest MCA score was the Weinmann, Randek and the industry partner buffer table with a tied score of 4.3. The MBA buffer table only scored 2.1 which was significantly lower than the other options presented. This is due to the superior productivity and labour requirement as the Weinmann and Randek buffer tables can move panels in 3 different directions on a 3D plane. Because of this less labour is required to assist the movement of the panels and allows them to be worked upon at an optimal level. Furthermore, both the buffer tables are outfitted with safety mechanisms to provide a failsafe to stop the movement of the panel if any dangers or errors occur. As a result, the MCA suggests that for the case study presented the industry partner does not need to change its current buffer table as there would be no notable benefit.
4.10. Summary of MCA
The summary of the MCA scoring in Table 14 compares the case study as per the industry partners current manufacturing methods to the identified ideal automated options, that is, those which are applicable for the specific panelised system and manufacturing requirements.
The difference in scores can be used to gauge a snapshot of how well or poorly a given manufacturing line compares to relevant automated options. The larger the difference the greater the potential of improvement and advancement. Thus, for this case study further consideration can be placed on merits of a multifunctional bridge and a review to potentially upgrade the manufacturing methods for the current processes of framing, building wrap and façade installation.
4.11. Limitations of the MCA
The MCA constructed in this study suggests where potential investments into automation technologies can be made for a company’s current production line in timber-based panelised prefabricated construction. The MCA allows for a rapid evaluation of recommendations, these recommendations or suggestions may have some limitations due to a number of factors. The first and primary factor is that there is a limited number of criteria provided in the MCA. Thus, the sum score of each machine may not demonstrate the full specifications of it. Another factor that influences the limitation is the constrained scoring system where only a limited depth to grade can be allocated to each criterion. Due to this, the MCA may produce similar grades for each machine and therefore cause multiple options to be suggested. Lastly, the initial investment cost is a proven loss in a short-term analysis while in the long run, it would be a productive investment. As an example, the initial investment cost of a Weinmann Framing Station is around $200,000 AUD [46]. The pure cost per hour in the first year could be roughly estimated to $129 AUD, when the operation time is assumed as 6 hours per day, 5 workdays per week. Therefore, the price would decrease eventually to $25.8 AUD in the fifth year, which is very close to the average of the construction worker salary, $24.6 per hour [55]. Despite the factor of maintenance, the investment cost would show a potential benefit in a long-term consideration. To mitigate these limitations, further analysis and research are required, such as both short and long-term cost analysis and expansion on criterion and grades. As a result of the reasons above, the MCA is best utilised as a preliminary mechanism for assessment of current processes compared to leading automated options, exact details and compatibility can then be further investigated.
5. Conclusions
This study has presented a developed understanding and a method of assessment of the manufacturing processes for automated timber-based panelised prefabricated construction. A weighted Multi Criteria Analysis (MCA) was constructed as a preliminary mechanism for assessment of current practices in conducting manufacturing processes compared to leading automated solutions. The developed method can be used to evaluate any timber-based wall panel manufacturing assembly line and suggest recommended automation-based improvements on a process level, in order to achieve prefabricated manufacturing objectives specific to local conditions and requirements. This has been verified and demonstrated through an industry-based case study. The results suggest that inclusion of a multifunctional bridge should be reviewed and potential upgrade to automated solutions in the current manufacturing methods for framing, building wrap and façade installation. This has demonstrated the closing of knowledge gaps between the market and academia in uncovering recommended areas for automation investment and development to advance assembly lines at certain key processes in the production of timber-based walls for panelised construction.
Funding
This research was funded by the Australian Research Council (ARC) Training Centre for Advanced Manufacturing of Prefabricated Housing (Project ID: IC150100023).
Acknowledgments
The authors gratefully acknowledge the support of the ARC Training Centre for Advanced Manufacturing of Prefabricated Housing and the Department of Infrastructure Engineering, University of Melbourne.
Conflicts of Interest
The author declares no conflict of interest.
References
- Mahapatra, K.; Gustavsson, L. Multi-storey timber buildings: Breaking industry path dependency. Build. Res. Inf. 2008, 36, 638–648. [Google Scholar] [CrossRef]
- Kasperzyk, C.; Kim, M.-K.; Brilakis, I. Automated re-prefabrication system for buildings using robotics. Autom. Constr. 2017, 83, 184–195. [Google Scholar] [CrossRef]
- Martinez, R.G.; Ayucar, J.B.; Goikolea, B.A. Full scale experimental performance assessment of a prefabricated timber panel for the energy retrofitting of multi-rise buildings. Energy Procedia 2017, 122, 3–8. [Google Scholar] [CrossRef]
- Wong, R.; Hao, J.; Ho, C.M. Prefabricated building construction systems adopted in Hong Kong. In Proceedings of the International Association for Housing Science on Word Congress of Housing: Process and Product, IAHS Montreal, QC, Canada, 23–27 June 2003. [Google Scholar]
- Davies, J. Residential Buildings. In Light Gauge Metal Structures Recent Advances; Springer-Verlag GmbH: Wien, Austria, 2005; pp. 143–188. [Google Scholar]
- Falk, A. Architectural Aspects of Massive Timber: Structural form and Systems. Doctoral Thesis, Luleå Tekniska Universitet, Luleå, Sweden, 2005. [Google Scholar]
- Davies, J.M. Lightweight Sandwich Construction; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Rogers, G.; Bottaci, L. Modular production systems: A new manufacturing paradigm. J. Intell. Manuf. 1997, 8, 147–156. [Google Scholar] [CrossRef]
- Staib, G.; Dörrhöfer, A.; Rosenthal, M. Components and Systems: Modular Construction–Design, Structure, New Technologies; Walter de Gruyter: Berlin, Germany, 2013. [Google Scholar]
- Lawson, M.; Ogden, R.; Goodier, C. Design in Modular Construction; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Ruuska, A.; Häkkinen, T. Efficiency in the Delivery of Multi-Story Timber Buildings. Energy Procedia 2016, 96, 190–201. [Google Scholar] [CrossRef]
- Bock, T. Construction Automation and Robotics, in Robotics and Automation in Construction; IntechOpen: London, UK, 2008. [Google Scholar]
- Zumbrunnen, P.; Fovargue, J. Mid-rise CLT buildings—The UK’s experience and potential for Aus and NZ. In Proceedings of the World Conference on Timber Engineering WCTE, Auckland, New Zealand, 15–19 July 2012. [Google Scholar]
- Landscheidt, S.; Kans, M. Automation practices in Wood product industries: Lessons learned, current practices and future perspectives. In Proceedings of the 7th Swedish Production Symposium SPS, Lund, Sweden, 25–27 October 2016; Volume 2016, p. 9. [Google Scholar]
- Eliasson, L. Some Aspects on Quality Requirements of Wood for Use in the Industrial Manufacture of Single-Family Timber Houses; Linnaeus University Press: Växjö, Sweden, 2014. [Google Scholar]
- Sandberg, M.; Johnsson, H.; Larsson, T. Knowledge-based engineering in construction-the prefabricated timber housing case. J. Inf. Technol. Constr. 2008, 13, 408–420. [Google Scholar]
- Winch, G. Models of manufacturing and the construction process: The genesis of re-engineering construction. Build. Res. Inf. 2003, 2, 107–118. [Google Scholar] [CrossRef]
- Warszawski, A. Industrialized and Automated Building Systems: A Managerial Approach; Routledge: Abingdon, UK, 2003. [Google Scholar]
- Eversmann, P.; Gramazio, F.; Kohler, M. Robotic prefabrication of timber structures: Towards automated large-scale spatial assembly. Constr. Robot. 2017, 1, 49–60. [Google Scholar] [CrossRef]
- Popovic, D. Off-Site Manufacturing Systems Development in Timber House Building: Towards Mass Customization-Oriented Manufacturing. Doctoral Thesis, Jönköping University, School of Engineering, Jönköping, Sweden, 2018. [Google Scholar]
- Senghore, O.; Hastak, M.; Abdelhamid, T.S.; AbuHammad, A.; Syal, M.G. Production process for manufactured housing. J. Constr. Eng. Manag. 2004, 130, 708–718. [Google Scholar] [CrossRef]
- Gann, D.M. Construction as a manufacturing process? Similarities and differences between industrialized housing and car production in Japan. Constr. Manag. Econ. 1996, 14, 437–450. [Google Scholar] [CrossRef]
- Kamar, A.M.; Hamid, Z.A.; Azman, N.A. Industrialized building system (IBS): Revisiting issues of definition and classification. Int. J. Emerg. Sci. 2011, 1, 120–132. [Google Scholar]
- Neelamkavil, J. Automation in the prefab and modular construction industry. In Proceedings of the 26th Symposium on Construction Robotics ISARC, Austin, TX, USA, 24–27 June 2009. [Google Scholar]
- Slaughter, E.S. Characteristics of existing construction automation and robotics technologies. Autom. Constr. 1997, 6, 109–120. [Google Scholar] [CrossRef]
- Willmann, J.; Knauss, M.; Bonwetsch, T.; Apolinarska, A.A.; Gramazio, F.; Kohler, M. Robotic timber construction—Expanding additive fabrication to new dimensions. Autom. Constr. 2016, 61, 16–23. [Google Scholar] [CrossRef]
- Vogel-Heuser, B. Automation in the wood and paper industry. In Springer Handbook of Automation; Springer: Wien, Austria, 2009; pp. 1015–1026. [Google Scholar]
- Lopez, D.; Froese, T.M. Analysis of Costs and Benefits of Panelized and Modular Prefabricated Homes. Procedia Eng. 2016, 145, 1291–1297. [Google Scholar] [CrossRef] [Green Version]
- Zhai, X.; Reed, R.; Mills, A. Factors impeding the offsite production of housing construction in China: An investigation of current practice. Constr. Manag. Econ. 2014, 32, 40–52. [Google Scholar] [CrossRef]
- Hundegger. Handling System: Pick & Feed and Pick & Place. 2018. Available online: https://www.hundegger.de/en/machine-building/products/pick-feed-and-pick-place.html (accessed on 6 November 2018).
- Mehrotra, N. Manufactured Housing Production Plant Layout-Design Process. J. Archit. Eng. 2003, 11, 25–34. [Google Scholar] [CrossRef]
- Mullens, M.A. Factory Design for Modular Homebuilding; Constructability Press: New York, NY, USA, 2011. [Google Scholar]
- Steinhardt, D.A.; Manley, K.; Miller, W. What’s Driving the Uptake of Prefabricated Housing in Australia? QUT ePrints: Brisbane, Australia, 2014. [Google Scholar]
- Landscheidt, S.; Kans, M.; Winroth, M. Opportunities for Robotic Automation in Wood Product Industries: The Supplier and System Integrators’ Perspective. Procedia Manuf. 2017, 11, 233–240. [Google Scholar] [CrossRef]
- Sohal, A.S.; Lewis, G.; Samson, D. Integrating CNC technology and the JIT KANBAN system: A case study. Int. J. Technol. Manag. 1993, 8, 422–431. [Google Scholar] [CrossRef]
- Marriage, G.; Sutherland, B. New digital housing typologies: CNC fabrications of CLT structure and BIM cladding. In Across: Architectural Research Through to Practice: Proceedings of the 48th International Conference of the Architectural Science Association; Genova University Press: Genoa, Italy, 2014. [Google Scholar]
- Neumann, O.; Schmidt, D. Innovative CNC Timber Framing—Technology and Cultural Expression. Int. J. Archit. Comput. 2007, 5, 469–486. [Google Scholar] [CrossRef]
- Kurfess, T.; Lynn, R.; Saleeby, K.; Tucker, T.; Saldana, C. Multi-Axis Voxel-Based CNC Machining of Centrifugal Compressor Assemblies. In Proceedings of the 74th American Helicopter Society Forum, Phoenix, AZ, USA, 14–17 May 2018. [Google Scholar]
- MBA. Automatic Timber Frame Assembly Station. 2018. Available online: https://www.modularbuildingautomation.eu/automatic-timber-frame-assembly (accessed on 8 November 2018).
- MBA. The Complete Assembly Machine for Timber Frame Panel Walls. 2018. Available online: https://www.modularbuildingautomation.eu/mobi-one-timber-frame-assembly (accessed on 15 December 2018).
- Val-U-Therm. Val-U-Therm® a Closed-Panel Building System That Delivers Exceptional Thermal Insulation and Class-Leading Environmental and Sustainability Credentials in a Cost-Effective Package. 2018. Available online: https://www.valutherm.co.uk/ (accessed on 12 December 2018).
- Lstiburek, J.; Carmody, J. Moisture Control Handbook: Principles and Practices for Residential and Small Commercial Buildings; John Wiley & Sons: Hoboken, NJ, USA, 1994. [Google Scholar]
- CCG. CCG Off-Site Manufacturing (OSM). 2018. Available online: http://c-c-g.co.uk/divisions/off-site-manufacturing (accessed on 5 December 2018).
- Exterior-Fabricators, I. Prefabrication Appoach to Facades in Buidlings. 2018. Available online: http://www.islandef.com/new-index/#prefabrication (accessed on 15 July 2018).
- Baufritz. Baufritz Advanced Panel Wrap Techonology. 2018. Available online: https://www.baufritz.com/uk/ (accessed on 15 December 2018).
- Randek. Auto Wall System S3000. 2018. Available online: http://www.randek.com/en/products/wall-floor-and-roof-production-lines/auto-wall-system-s3000 (accessed on 13 November 2018).
- Randek. Butterfly Table BS40. 2018. Available online: http://www.randek.com/en/products/butterfly-tables/butterfly-table-bs40 (accessed on 23 October 2018).
- Fezer. Vacustand Turning Tables 2018. Available online: http://fezer.com/turning-tables-vacustand-vs-180e.html (accessed on 6 November 2018).
- McDonough, B. Manufacturing Process of Velocity System; CSR: North Ryde, Australia, 2017. [Google Scholar]
- AWISA. Storage systems shape a new era of manufacturing. AWISA Mag. 2015, 25, 36–37. [Google Scholar]
- Weinmann. The Complete Timber Work Range. 2018. Available online: http://homaggroupwebapp.homag.de/Medien/WEINMANN_TheCompleteTimberWorkRange_30709.pdf (accessed on 28 September 2018).
- Automative Construction WEM-100-150-250. WEINMANN Holzbausystemtechnik GmbH. Available online: https://www.homag.com/fileadmin/product/houseconstruction/brochures/weinmann-framing-station-WEM-100-150-250-english.pdf (accessed on 29 December 2018).
- Weinmann. Automative Construction WEM 100-150-250. 2018. Available online: https://www.homag.com/fileadmin/product/houseconstruction/brochures/weinmann-framing-station-WEM-100-150-250-english.pdf (accessed on 29 November 2018).
- Randek. Complete System-SF002. 2018. Available online: http://www.randek.com/en/products/wall-floor-and-roof-production-lines/complete-system-sf002 (accessed on 16 December 2018).
- PayScale. “PayScale Human Capitcal.”. Available online: http://www.payscale.com/research/AU/Job=Construction_Worker/Hourly_Rate (accessed on 15 December 2018).
Figure 1.
Example of a set of stations which together make a linear assembly line.


{kind=link}
Table 1.
Summary of grading critria used for the MCA.
| Criteria | Definition | Score | Weighting (out of 10) |
|---|---|---|---|
| Investment cost | Purchase and operational cost of machinery required for the system. | ||
| Productivity | Number of prefabricated panels that can be processed per day. | ||
| Labour requirement | Number of workers required to operate the process. | ||
| Space efficiency | Space required per unit production. | ||
| Cross compatibility | Ease of integration into the production line to work in conjunction with other processes. | ||
| Health and safety | Durability and safety of handling machine in the workplace. |
Table 2.
Scoring scale guideline.
| Score | Guideline |
|---|---|
| +2 | Proven benefit |
| +1 | Potential benefit |
| 0 | Neutral |
| −1 | Potential loss |
| −2 | Proven loss |
Table 3.
Weightings applied in the context of the case study.
| Criteria | Weighting | Justification |
|---|---|---|
| Investment Cost/Affordability | 3 | They are willing to invest in expensive automation products if there is viable potential for a long-term benefit. |
| Productivity | 5 | They are not a purely mass production manufacturer rather they cater for large multilevel one-off construction projects. |
| Labour Requirement | 4 | Cheapest price isn’t the primary aim; rather it is aiming for high quality check on products. |
| Space Efficiency | 1 | They have a relatively large warehouse for manufacturing, therefore space is currently not an issue. |
| Cross Compatibility | 9 | The flow and customization of the assembly line is an inevitable aspect that dictates the overall manufacturing quality, speed and reliability. |
| Health and Safety | 7 | Safety of workers are an essential part of a business also important to worker accidents and down time. |
Table 4.
Resultant scores for cutting and sawing.
| System | Hundegger Speed Panel Machine SPM-2 | Randek Cut Saw SP 720 | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|
| Criteria | |||||
| Investment Cost | −2 | −1 | −2 | 3 | |
| Productivity | 2 | 1 | 2 | 8 | |
| Labour Requirement | 0 | 0 | 0 | 3 | |
| Space Efficiency | −1 | 0 | −1 | 1 | |
| Cross Compatibility | 2 | 0 | 2 | 9 | |
| Health and Safety | 2 | 2 | 2 | 7 | |
| Sum Score | 3 | 2 | 3 | ||
| Weighted Score | 4.1 | 1.9 | 4.1 | ||
Table 5.
Resultant scores for multifunctional bridge.
| System | Weinmann WMS Series | Randek NB3000F | MBA MOBI-One | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −2 | −1 | 0 | 1 | |
| Productivity | 2 | 1 | 1 | 0 | 9 | |
| Labour Requirement | 2 | 2 | 1 | 0 | 1 | |
| Space Efficiency | 2 | 2 | 2 | 0 | 1 | |
| Cross Compatibility | 1 | 1 | 1 | 0 | 9 | |
| Health and Safety | 2 | 2 | 1 | 0 | 7 | |
| Sum Score | 7 | 6 | 5 | 0 | ||
| Weighted Score | 4.3 | 3.4 | 2.7 | 0 | ||
Table 6.
Resultant scores for framing and stud fitting.
| System | Weinmann WEM 100 | Weinmann WEM 250 | Randek Framing Station | MBA Automatic Timber Frame Assembly Station | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|---|
| Criteria | |||||||
| Investment Cost | −2 | −2 | −2 | −2 | −1 | 3 | |
| Productivity | 1 | 2 | 2 | 2 | 0 | 5 | |
| Labour Requirement | 2 | 2 | 2 | 2 | 1 | 4 | |
| Space Efficiency | −1 | −1 | −1 | −1 | 0 | 1 | |
| Cross Compatibility | 1 | 2 | 2 | 2 | 2 | 9 | |
| Health and Safety | 2 | 2 | 2 | 2 | 0 | 7 | |
| Sum Score | 3 | 5 | 5 | 5 | 2 | ||
| Weighted Score | 2.9 | 4.3 | 4.3 | 4.3 | 1.9 | ||
Table 7.
Resultant scores for insulation.
| System | Weinmann Blow TEC System | Val-U-Therm Foam Injection | Randek Insulation System | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −1 | −2 | 0 | 6 | |
| Productivity | 2 | 1 | 2 | 0 | 7 | |
| Labour Requirement | 1 | 0 | 2 | 0 | 2 | |
| Space Efficiency | −1 | 0 | 1 | 0 | 1 | |
| Cross Compatibility | 1 | −1 | −2 | 2 | 9 | |
| Health and Safety | 2 | 1 | 2 | 0 | 7 | |
| Sum Score | 3 | 0 | 3 | 2 | ||
| Weighted Score | 2.2 | −0.4 | −0.1 | 1.8 | ||
Table 8.
Resultant scores for window assembly.
| System | Soukup Window Assembling Production Line | MBA Window Assembly Table | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|
| Criteria | |||||
| Investment Cost | −1 | −1 | −1 | 3 | |
| Productivity | 2 | 1 | 1 | 5 | |
| Labour Requirement | 1 | 1 | 0 | 4 | |
| Space Efficiency | −1 | −1 | −1 | 1 | |
| Cross Compatibility | 1 | 2 | 2 | 9 | |
| Health and Safety | 1 | 1 | 1 | 7 | |
| Sum Score | 3 | 3 | 2 | ||
| Weighted Score | 2.6 | 3 | 2.6 | ||
Table 9.
Resultant scores for the building wrap process.
| System | Randek-Membrane Cutting Station | Current System | Weighting (out of 10) | |
|---|---|---|---|---|
| Criteria | ||||
| Investment Cost | −2 | 0 | 3 | |
| Productivity | 2 | 0 | 5 | |
| Labour Requirement | 1 | 0 | 4 | |
| Space Efficiency | 0 | 0 | 1 | |
| Cross Compatibility | 1 | 0 | 9 | |
| Health and Safety | 1 | 0 | 7 | |
| Sum Score | 2 | 0 | ||
| Weighted Score | 1.9 | 0 | ||
Table 10.
Resultant scores for facade installation.
| System | Offsite Manual Installation | HOLZMA HPP 300 MultiTec | Randek Cladding Nailing Bridge (NBC3000) | Use of Multifunctional Bridge | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|---|
| Criteria | |||||||
| Investment Cost | 0 | −2 | −2 | 0 | 0 | 2 | |
| Productivity | 0 | 2 | 1 | 1 | 1 | 9 | |
| Labour Requirement | 1 | 2 | 2 | 2 | 1 | 4 | |
| Space Efficiency | −2 | −2 | −2 | −1 | −2 | 1 | |
| Cross Compatibility | 0 | 1 | 1 | 1 | 0 | 9 | |
| Health and Safety | 1 | 2 | 1 | 1 | 1 | 7 | |
| Sum Score | 0 | 3 | 1 | 4 | 1 | ||
| Weighted Score | 0.9 | 4.3 | 2.7 | 3.2 | 1.8 | ||
Table 11.
Resultant scores for the storage and handeling system.
| Raw Materials | Finished Panels | |||||||
|---|---|---|---|---|---|---|---|---|
| System | HOMAG TLF | Hundegger Pick & Feed | Current System | Weinmann WLV/ WLW | Randek Wall Stacker | Current System | Weighting (out of 10) | |
| Criteria | ||||||||
| Investment Cost | −2 | −2 | −1 | −2 | −2 | −2 | 3 | |
| Productivity | 2 | 2 | 1 | 2 | 1 | 2 | 5 | |
| Labour Requirement | 2 | 2 | 1 | 1 | 1 | 1 | 4 | |
| Space Efficiency | 2 | 2 | 1 | −1 | 1 | 1 | 1 | |
| Cross Compatibility | 2 | 2 | 2 | 2 | 2 | 2 | 9 | |
| Health and Safety | 1 | 1 | 0 | 1 | 1 | 1 | 7 | |
| Sum Score | 7 | 7 | 5 | 3 | 4 | 5 | ||
| Weighted Score | 3.9 | 3.9 | 2.5 | 3.2 | 2.9 | 3.4 | ||
Table 12.
Resultant scores for buffer tables.
| System | Randek | Weinmann | Modular Building Automation | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −2 | −1 | −2 | 3 | |
| Productivity | 2 | 2 | 1 | 2 | 5 | |
| Labour Requirement | 2 | 2 | 1 | 2 | 4 | |
| Space Efficiency | −1 | −1 | −1 | −1 | 1 | |
| Cross Compatibility | 2 | 2 | 1 | 2 | 9 | |
| Health and Safety | 2 | 2 | 1 | 2 | 7 | |
| Sum Score | 5 | 5 | 2 | 5 | ||
| Weighted Score | 4.3 | 4.3 | 2.1 | 4.3 | ||
Table 13.
Resultant scores for the turning process.
| System | Randek Butterfly Table BS40 | VacuStand VS-180E | Turning by a Crane | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −1 | −1 | −1 | - | - | |
| Productivity | 2 | 1 | 1 | - | - | |
| Labour Requirement | 2 | 1 | 1 | - | - | |
| Space Efficiency | −1 | −1 | −1 | - | - | |
| Cross Compatibility | 2 | 1 | 1 | - | - | |
| Health and Safety | 2 | 2 | 2 | - | - | |
| Sum Score | 6 | 3 | 3 | - | ||
Table 14.
Summary of MCA results.
| Process | Weighted Score: Case Study | Selected Ideal Automated Option | Weighted Score: Automated Option |
|---|---|---|---|
| Cutting and sawing | 4.1 | Hundegger Speed Panel machine SPM-2 | 4.1 |
| Multifunctional bridge | 0 | Weinmann WMS series | 4.3 |
| Framing and Stud Fitting | 1.9 | Automatic framing station | 4.3 |
| Insulation | 1.8 | Weinmann blow TEC system | 2.2 |
| Building wrap | 0 | Randek - membrane cutting station | 1.1 |
| Façade installation | 1.8 | HOLZMA-HPP 300 multiTec | 4.5 |
| Window Assembly | 2.6 | MBA Window Assembly Table | 3 |
| Storage/handling system | 2.5 | Raw material: Hundegger | 3.9 |
| 3.4 | Finished panels: current system | 3.4 | |
| Buffer Table | 4.3 | Randek Buffer Table | 4.3 |
| Turning Station | N/A | N/A | N/A |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Orlowski, K. Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication. Buildings 2019, 9, 125. https://doi.org/10.3390/buildings9050125
AMA Style
Orlowski K. Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication. Buildings. 2019; 9(5):125. https://doi.org/10.3390/buildings9050125
Chicago/Turabian StyleOrlowski, Kristopher. 2019. "Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication" Buildings 9, no. 5: 125. https://doi.org/10.3390/buildings9050125
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.