
Effect of Precursor Blending Ratio and Rotation Speed of Mechanically Activated Fly Ash on Properties of Geopolymer Foam Concrete
Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Raw Materials
2.2. Preparation of Mechanically Activated Fly Ash
2.3. Mix Proportions
2.4. Preparation of Geopolymer Foam Concrete
2.5. Methods of Analysis
2.5.1. Mobility Performance Test
2.5.2. Expansion Volume Measurement
2.5.3. Dry Density Measurement
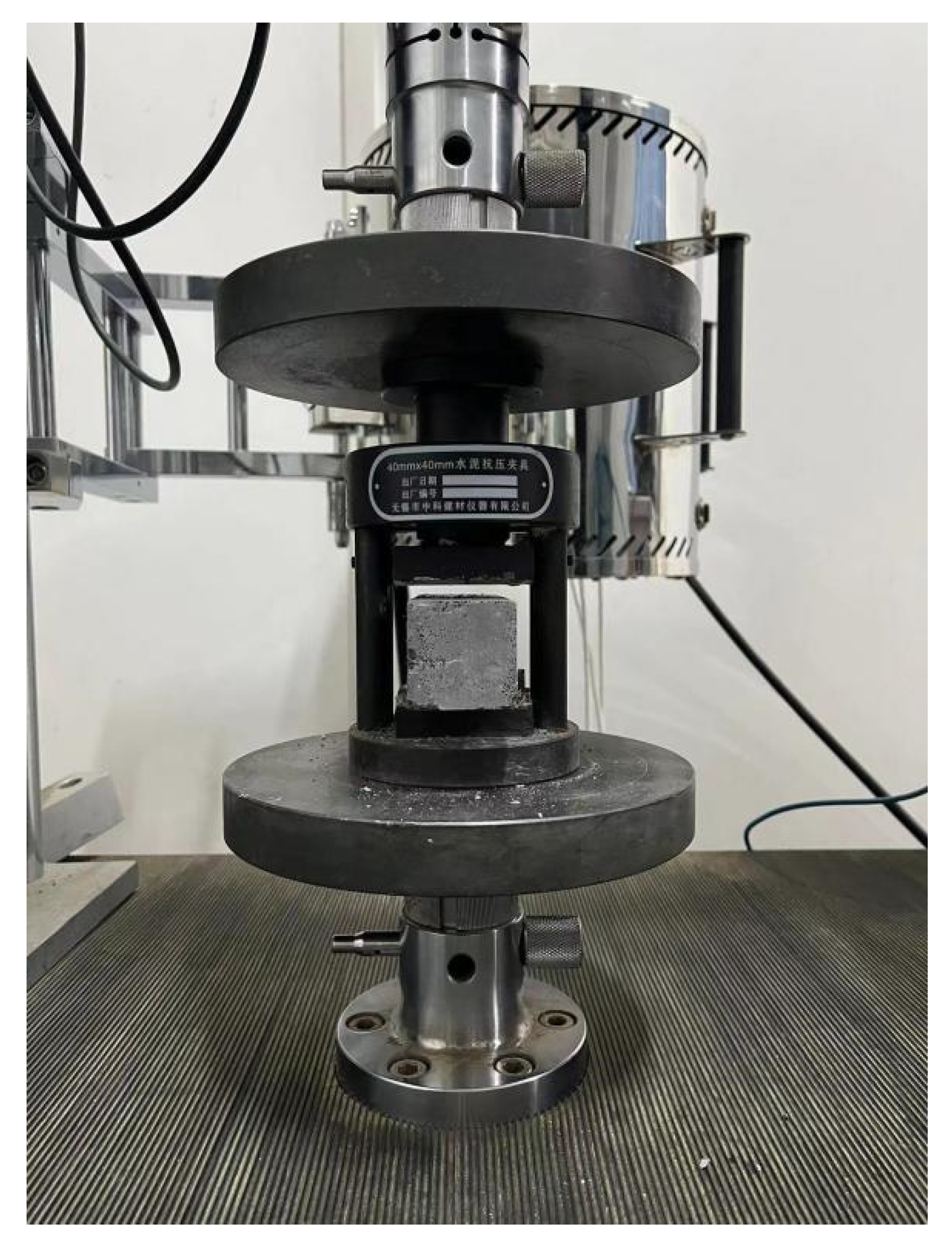
2.5.4. Compressive Strength Test
2.5.5. X-ray Diffraction Analysis
2.5.6. Scanning Electron Microscopy Analysis
3. Discussion of Results and Analyses
3.1. Effect of Fly Ash Content on Geopolymer Concrete
3.1.1. Effect of Fly Ash Content on Flowability
3.1.2. Effect of Fly Ash Content on Expansion Volume and Dry Density
3.1.3. Effect of Fly Ash Content on Compressive Strength
3.1.4. Microanalysis of GFC Prepared with Different Fly Ash Contents
3.2. Effect of Mechanical Activation Rotation Speed on the Properties of Geopolymer Foam Concrete
3.2.1. Effect of Rotational Speed of Mechanical Activation on the Flowability of Concrete
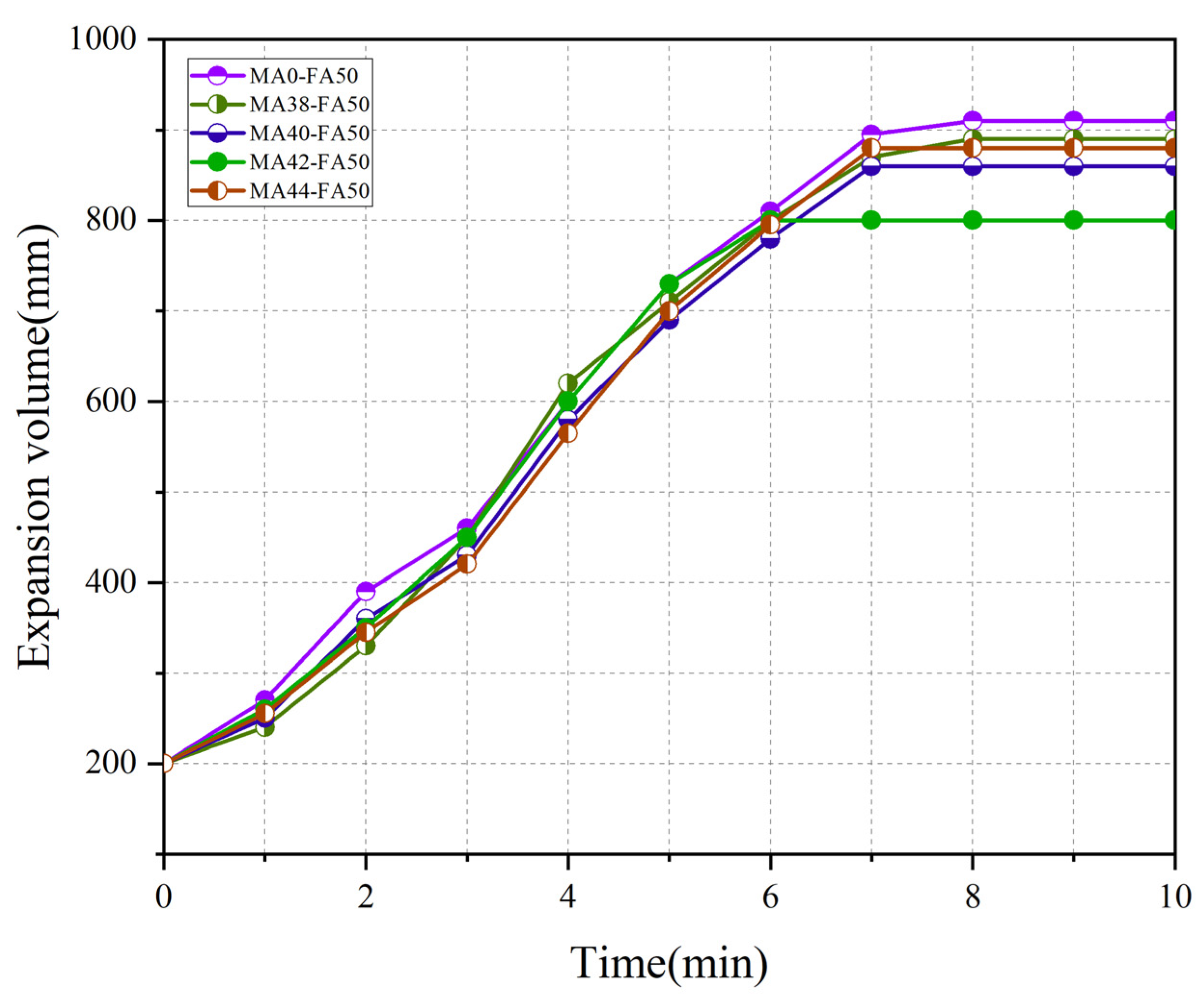
3.2.2. Effect of Mechanical Activation Rotation Speed on Swelling Volume and Dry Density
3.2.3. Effect of Mechanically Activated Rotation Speed on Compressive Strength
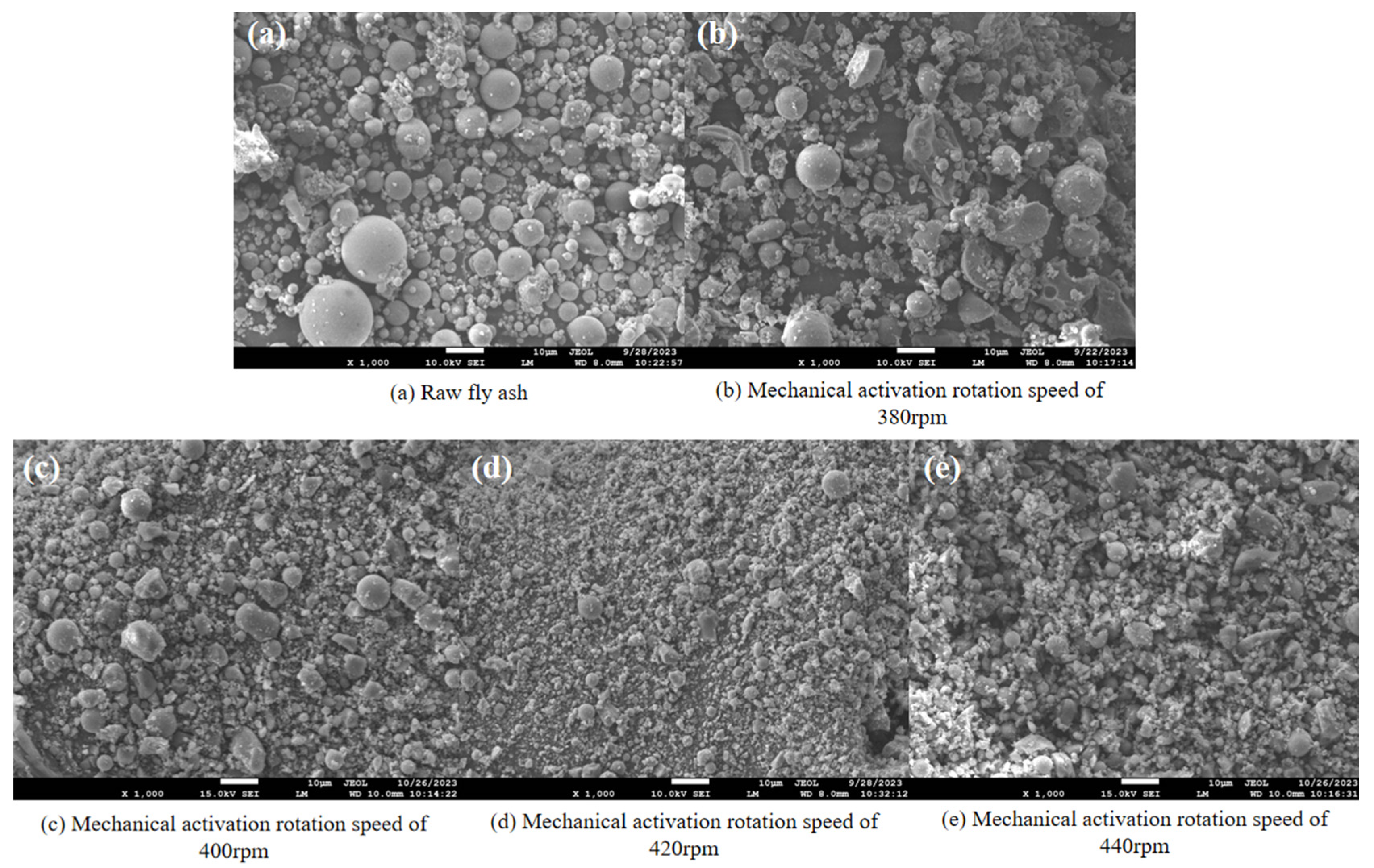
3.2.4. Microanalysis of GFC Prepared with Different Mechanical Activation Rotation Speeds
4. Conclusions
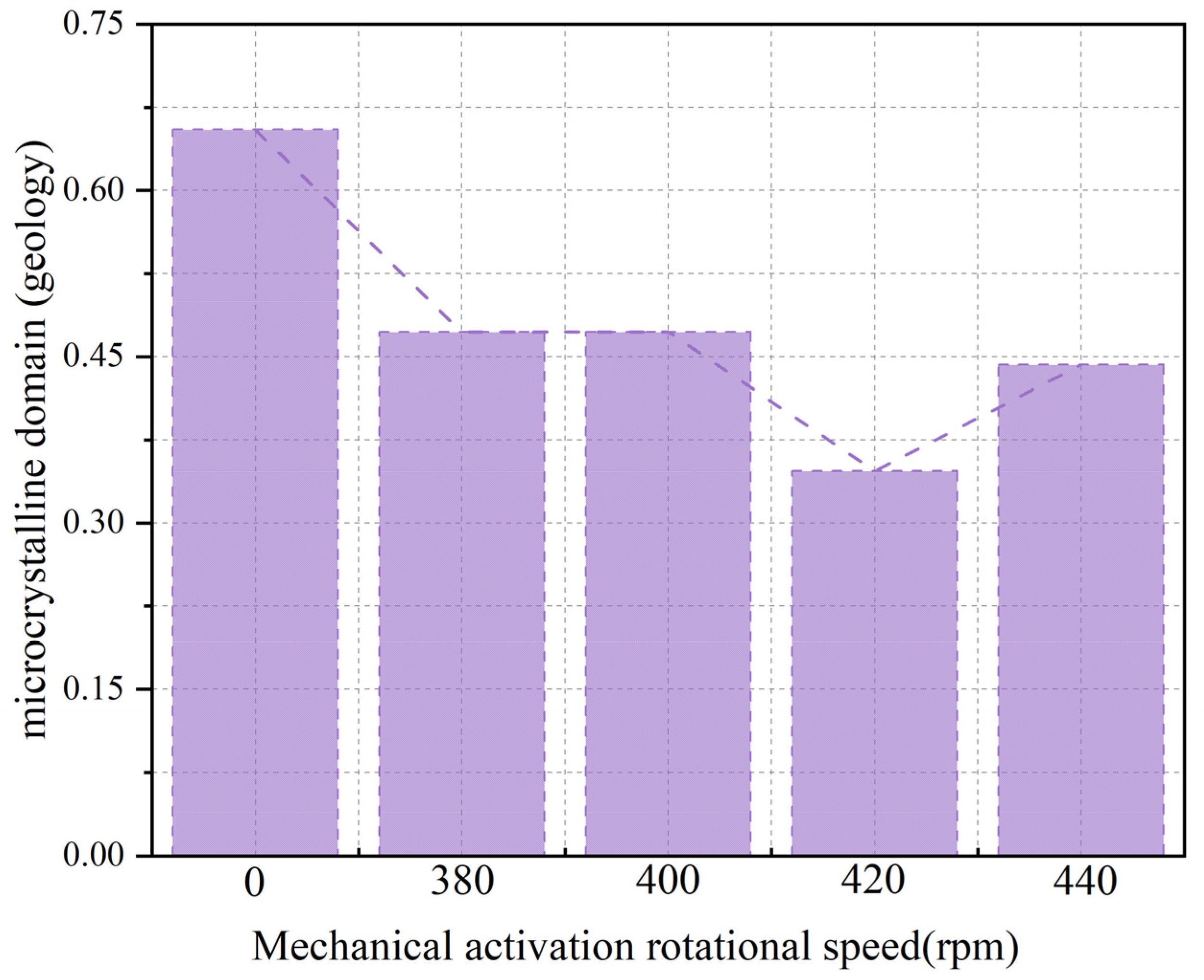
- With the increase in the mechanical activation speed, the size of fly ash microcrystalline domains showed a tendency of decreasing first and then increasing. The minimum value was 0.35.
- The compressive strength of GFC demonstrated an increase with the reduction in FA content, reaching a maximum strength of 5.17 MPa, which is 7.6 times the minimum strength value. This trend can be attributed to the decrease in the content of CaO and SiO2 with the increase in FA content. The hydration reaction is primarily governed by CaO and SiO2, facilitating gel formation, suppressing the gas-forming reaction of aluminum powder and enhancing the dry density of GFC. Consequently, the structural density is improved.
- Compared to GFC prepared using raw FA and MA-FA, the specific strength of GFC prepared by MA-FA demonstrated a certain improvement, indicating the achievement of lightweight and high-strength characteristics. Notably, the specific strength of GFC prepared by MA-FA at 420 rpm was the highest, showing a 10.5% increase compared to GFC prepared using raw FA.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tamanna, K.; Raman, S.N.; Jamil, M.; Hamid, R. Utilization of wood waste ash in construction technology: Review. Construct. Build. Mater. 2020, 237, 117654. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Alyousef, R.; Alabduljabbar, H.; El-Zeadani, M. Clean production and properties of geopolymer concrete: A review. J. Clean. Prod. 2020, 251, 119679. [Google Scholar] [CrossRef]
- Norgate, T.; Haque, N. Energy and greenhouse gas impacts of mining and mineral processing operations. J. Clean. Prod. 2010, 18, 266–274. [Google Scholar] [CrossRef]
- Singh, G.V.P.B.; Subramaniam, K.V.L. Production and characterization of low-energy Portland composite cement from post-industrial waste. J. Clean. Prod. 2019, 239, 118024. [Google Scholar] [CrossRef]
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Shehab, H.K.; Eisa, A.S.; Wahba, A.M. Mechanical properties of fly ash based geopolymer concrete with full and partial cement replacement. Constr. Build. Mater. 2016, 126, 560–565. [Google Scholar] [CrossRef]
- Şahin, O.; İlcan, H.; Ateşli, A.T.; Kul, A.; Yıldırım, G.; Şahmaran, M. Construction and demolition waste-based geopolymers suited for use in 3-dimensional additive manufacturing. Cem. Concr. Compos. 2021, 121, 104088. [Google Scholar] [CrossRef]
- Davidovits, J. (Ed.) Geopolymer Chemistry and Applications, 5th ed.; Geopolymer Institute: Saint-Quentin, France, 2020. [Google Scholar]
- Shehata, N.; Mohamed, O.A.; Sayed, E.T.; Abdelkareem, M.A.; Olabi, A.G. Geopolymer concrete as green building materials: Recent applications, sustainable development and circular economy potentials. Sci. Total Environ. 2022, 836, 155577. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Mechanical, thermal insulation, thermal resistance and acoustic absorption properties of geopolymer foam concrete. Cem. Concr. Compos. 2015, 62, 97–105. [Google Scholar] [CrossRef]
- Shi, J.; Liu, Y.; Wang, E.; Wang, L.; Li, C.; Xu, H.; Zheng, X.; Yuan, Q. Physico-mechanical, thermal properties and durability of foamed geopolymer concrete containing cenospheres. Constr. Build. Mater. 2022, 325, 126841. [Google Scholar] [CrossRef]
- Klima, K.M.; Schollbach, K.; Brouwers, H.J.H.; Yu, Q. Thermal and fire resistance of Class F fly ash based geopolymers—A review. Constr. Build. Mater. 2022, 323, 126529. [Google Scholar] [CrossRef]
- Kaplan, G.; Bayraktar, O.Y.; Bayrak, B.; Celebi, O.; Bodur, B.; Oz, A.; Aydin, A.C. Physico-mechanical, thermal insulation and resistance characteristics of diatomite and attapulgite based geopolymer foam concrete: Effect of different curing regimes. Constr. Build. Mater. 2023, 373, 130850. [Google Scholar] [CrossRef]
- Yang, S.; Wang, X.; Hu, Z.; Li, J.; Yao, X.; Zhang, C.; Wu, C.; Zhang, J.; Wang, W. Recent advances in sustainable lightweight foamed concrete incorporating recycled waste and byproducts: A review. Constr. Build. Mater. 2023, 403, 133083. [Google Scholar] [CrossRef]
- Kočí, V.; Černý, R. Directly foamed geopolymers: A review of recent studies. Cem. Concr. Compos. 2022, 130, 104530. [Google Scholar] [CrossRef]
- Mao, Q.; Li, Y.; Liu, K.; Peng, H.; Shi, X. Mechanism, characterization and factors of reaction between basalt and alkali: Exploratory investigation for potential application in geopolymer concrete. Cem. Concr. Compos. 2022, 130, 104526. [Google Scholar] [CrossRef]
- Singh, R.P.; Vanapalli, K.R.; Cheela, V.R.S.; Peddireddy, S.R.; Sharma, H.B.; Mohanty, B. Fly ash, GGBS, and silica fume based geopolymer concrete with recycled aggregates: Properties and environmental impacts. Constr. Build. Mater. 2023, 378, 131168. [Google Scholar] [CrossRef]
- Hou, L.; Li, J.; Lu, Z.; Niu, Y. Influence of foaming agent on cement and foam concrete. Constr. Build. Mater. 2021, 280, 122399. [Google Scholar] [CrossRef]
- Hao, Y.; Yang, G.; Liang, K. Development of fly ash and slag based high-strength alkali-activated foam concrete. Cem. Concr. Compos. 2022, 128, 104447. [Google Scholar] [CrossRef]
- Gao, H.; Wang, W.; Liao, H.; Cheng, F. Characterization of light foamed concrete containing fly ash and desulfurization gypsum for wall insulation prepared with vacuum foaming process. Constr. Build. Mater. 2021, 281, 122411. [Google Scholar] [CrossRef]
- Sun, D.; Huang, N.; Liu, K.; Tang, J.; Rong, N.; Wang, A.; Guan, Y.; Liang, P.; Deng, Y. Effect of recycled fine powder on autoclaved aerated concrete: Gas-foaming, physic-mechanical property and hydration products. J. Build. Eng. 2023, 67, 106013. [Google Scholar] [CrossRef]
- Grabias-Blicharz, E.; Franus, W. A critical review on mechanochemical processing of fly ash and fly ash-derived materials. Sci. Total Environ. 2023, 860, 160529. [Google Scholar] [CrossRef]
- Gopalakrishna, B.; Pasla, D. Development of metakaolin based high strength recycled aggregate geopolymer concrete. Constr. Build. Mater. 2023, 391, 131810. [Google Scholar] [CrossRef]
- Singh, B.; Ishwarya, G.; Gupta, M.; Bhattacharyya, S.K. Geopolymer concrete: A review of some recent developments. Constr. Build. Mater. 2015, 85, 78–90. [Google Scholar] [CrossRef]
- Zhang, D.; Yang, Z.; Kang, D.; Fang, C.; Jiao, Y.; Wang, K.; Mi, S. Study on the mechanism of Ca2+ and Na+ interaction during the hydration of multi-source solid waste geopolymers. J. Build. Eng. 2023, 69, 106177. [Google Scholar] [CrossRef]
- Long, Q.; Liu, Y.; Zhao, Q.; Zhou, M.; Li, B. Effects of GGBFS:FA ratio and humid-heat-treating on the mechanical performance and microstructure of the steel slag-based ternary geopolymer. Constr. Build. Mater. 2023, 392, 131750. [Google Scholar] [CrossRef]
- Fan, M.X.; Chen, F.X.; Zhang, X.Y.; Wang, R.K.; Yu, R. Effect of Ca/Si ratio on the characteristics of alkali-activated ultra- high performance concrete (A-UHPC): From hydration kinetics to microscopic structure development. Constr. Build. Mater. 2023, 394, 132158. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, C.; Zhang, J.; Wang, L.; Wang, F. Effect of composition and curing on alkali activated fly ash-slag binders: Machine learning prediction with a random forest-genetic algorithm hybrid model. Constr. Build. Mater. 2023, 366, 129940. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, Z.; Tang, X.; Zhang, Y.; Gui, Z.; Tan, J.; Chang, Q. Understanding the effect of moisture on interfacial behaviors of geopolymer-aggregate interaction at molecular level. Constr. Build. Mater. 2023, 385, 131404. [Google Scholar] [CrossRef]
- Li, Y.; Sun, Z.; Li, Z.; Chen, B.; Li, Z. Dimeric and oligomeric interactions between calcium silicate aqua monomers before calcium silicate hydrate nucleation. Cem. Concr. Res. 2023, 173, 107297. [Google Scholar] [CrossRef]
- Rodriguez, V.A.; Ribas, L.; Kwade, A.; Tavares, L.M. Mechanistic modeling and simulation of a wet planetary ball mill. Powder Technol. 2023, 429, 118901. [Google Scholar] [CrossRef]
- Ye, X.; Bai, Y.; Chen, C.; Cai, X.; Fang, J. Analysis of dynamic similarity and energy-saving mechanism of the grinding process in a horizontal planetary ball mill. Adv. Powder Technol. 2015, 26, 409–414. [Google Scholar] [CrossRef]
- Guzzo, P.L.; Marinho de Barros, F.B.; Soares, B.R.; Santos, J.B. Evaluation of particle size reduction and agglomeration in dry grinding of natural quartz in a planetary ball mill. Powder Technol. 2020, 368, 149–159. [Google Scholar] [CrossRef]
- Rajak, D.K.; Raj, A.; Guria, C.; Pathak, A.K. Grinding of Class-F fly ash using planetary ball mill: A simulation study to determine the breakage kinetics by direct- and back-calculation method. S. Afr. J. Chem. Eng. 2017, 24, 135–147. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, Z.H.; Park, D.J.; Kim, W.S.; Kim, H.S.; Yan, S.R.; Lee, H.S. Analysis of the isothermal hydration heat of cement paste containing mechanically activated fly ash. Thermochim. Acta 2022, 715, 179273. [Google Scholar] [CrossRef]
- Zhou, H.; Chen, Y.; Li, H.; Xu, Z.; Dong, H.; Wang, W. Effect of particles micro characteristics destroyed by ball milling on fly ash electrostatic separation. Adv. Powder Technol. 2022, 33, 103449. [Google Scholar] [CrossRef]
- Sundum, T.; Szécsényi, K.M.; Kaewtatip, K. Preparation and characterization of thermoplastic starch composites with fly ash modified by planetary ball milling. Carbohydr. Polym. 2018, 191, 198–204. [Google Scholar] [CrossRef] [PubMed]
- Nath, S.K.; Kumar, S. Reaction kinetics of fly ash geopolymerization: Role of particle size controlled by using ball mill. Adv. Powder Technol. 2019, 30, 1079–1088. [Google Scholar] [CrossRef]
- Zhang, Q.; Huang, D.; Zhang, X.; Lin, L.; Wang, Z.; Tang, W.; Qiang, X. Improving the properties of metakaolin/fly ash composite geopolymers with ultrafine fly ash ground by steam-jet mill. Constr. Build. Mater. 2023, 387, 131673. [Google Scholar] [CrossRef]
- Li, H.; Chen, Y.; Cao, Y.; Liu, G.; Li, B. Comparative study on the characteristics of ball-milled coal fly ash. J. Therm. Anal. Calorim. 2016, 124, 839–846. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; van Deventer, J.S.J. Dissolution behaviour of source materials for synthesis of geopolymer binders: A kinetic approach. Int. J. Miner. Process. 2016, 153, 80–86. [Google Scholar] [CrossRef]
- Ambrus, M.; Mucsi, G. Advanced processing of high Ca fly ash for enhanced reactivity and improved high value-added application possibilities. Case Stud. Constr. Mater. 2023, 18, e02214. [Google Scholar] [CrossRef]
- Azarhomayun, F.; Haji, M.; Kioumarsi, M.; Shekarchi, M. Effect of calcium stearate and aluminum powder on free and restrained drying shrinkage, crack characteristic and mechanical properties of concrete. Cem. Concr. Compos. 2022, 125, 104276. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jitsangiam, P.; Rattanasak, U. Hydrophobicity and efflorescence of lightweight fly ash geopolymer incorporated with calcium stearate. J. Clean. Prod. 2022, 364, 132449. [Google Scholar] [CrossRef]
- Chen, R.; Liu, J.; Mu, S. Chloride ion penetration resistance and microstructural modification of concrete with the addition of calcium stearate. Constr. Build. Mater. 2022, 321, 126188. [Google Scholar] [CrossRef]
- Wang, C.C.; Dong, K.J.; Zou, R.P.; Yu, A.B. How stars are packed in the universe: A comparison with sphere packing. Powder Technol. 2021, 381, 224–228. [Google Scholar] [CrossRef]
- Yang, J.; Tang, Y.; He, X.; Su, Y.; Zeng, J.; Ma, M.; Zeng, L.; Zhang, S.; Tan, H.; Strnadel, B. An efficient approach for sustainable fly ash geopolymer by coupled activation of wet-milling mechanical force and calcium hydroxide. J. Clean. Prod. 2022, 372, 133771. [Google Scholar] [CrossRef]
- Basak, M.; Rahman, M.L.; Ahmed, M.F.; Biswas, B.; Sharmin, N. The use of X-ray diffraction peak profile analysis to determine the structural parameters of cobalt ferrite nanoparticles using Debye-Scherrer, Williamson-Hall, Halder-Wagner and Size-strain plot: Different precipitating agent approach. J. Alloys Compd. 2022, 895, 162694. [Google Scholar] [CrossRef]
- Ding, C.; Ma, W.; Zhong, J. The influence of microcrystalline structure and crystalline size on visible light transmission of polyvinyl alcohol optical films. Opt. Mater. 2024, 147, 114627. [Google Scholar] [CrossRef]
- Lei, L.; Xiang, J.-H.; Zeng, F.-G.; Deng, X.-P. High resolution TEM image analysis of anthracite coal microcrystalline structure. J. Fuel Chem. Technol. 2021, 49, 742–751. [Google Scholar] [CrossRef]
- BS EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). The British Standards Institution: London, UK, 1999.
- ASTM C157/C157M-17; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete. ASTM International: West Conshohocken, PA, USA, 2017.
- BS EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. The British Standards Institution: London, UK, 2016.
- Dong, D.; Huang, Y.; Pei, Y.; Zhang, X.; Cui, N.; Zhao, P.; Hou, P.; Lu, L. Effect of spherical silica fume and fly ash on the rheological property, fluidity, setting time, compressive strength, water resistance and drying shrinkage of magnesium ammonium phosphate cement. J. Build. Eng. 2023, 63, 105484. [Google Scholar] [CrossRef]
- Lin, W.-T. Reactive ultra-fine fly ash as an additive for cement-based materials. Mater. Today Commun. 2020, 25, 101466. [Google Scholar] [CrossRef]
- Soundarya, N. Effect of fly ash and GGBS on lime stabilized mud block. Mater. Today Proc. 2021, 47, 4636–4640. [Google Scholar] [CrossRef]
- Prusty, J.K.; Pradhan, B. Evaluation of durability and microstructure evolution of chloride added fly ash and fly ash-GGBS based geopolymer concrete. Constr. Build. Mater. 2023, 401, 132925. [Google Scholar] [CrossRef]
- Xia, D.; Chen, R.; Cheng, J.; Tang, Y.; Xiao, C.; Li, Z. Desert sand-high calcium fly ash-based alkali-activated mortar: Flowability, mechanical properties, and microscopic analysis. Constr. Build. Mater. 2023, 398, 131729. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Najm, O.; Ahmed, E. Alkali-activated slag & fly ash as sustainable alternatives to OPC: Sorptivity and strength development characteristics of mortar. Clean. Mater. 2023, 8, 100188. [Google Scholar]
- Liu, T.; Gong, C.; Duan, L.; Qu, B. Effects of sodium citrate on compressive strength and microstructure of NaOH-activated fly ash/slag cement exposed to high temperature. Constr. Build. Mater. 2023, 363, 129852. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Zhang, Z. Effect of Na2O concentration and water/binder ratio on carbonation of alkali-activated slag/fly ash cements. Constr. Build. Mater. 2021, 269, 121258. [Google Scholar] [CrossRef]
- Liu, Y.-L.; Liu, C.; Qian, L.-P.; Wang, A.-G.; Sun, D.-S.; Guo, D. Foaming processes and properties of geopolymer foam concrete: Effect of the activator. Constr. Build. Mater. 2023, 391, 131830. [Google Scholar] [CrossRef]
- Xiong, Y.; Hu, Z.; Liu, C.; Zhang, C.; Zhang, Y. Unveiling the role of Portland cement and fly ash in pore formation and its influence on properties of hybrid alkali-activated foamed concrete. Constr. Build. Mater. 2024, 411, 134336. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | K2O | MgO | TiO2 | SO3 | |
| FA | 46.8 | 38.88 | 3.63 | 4.14 | 1.43 | 0.52 | 1.72 | 1.72 |
| GGBS | 27.6 | 15.07 | 43.05 | 0.41 | 0.44 | 8.97 | 0.93 | 2.42 |
| Sample Number | Fly Ash (g) | GGBS (g) | MA Speed (rpm) | MA Time (h) | Water (g) | Water Glass (g) | NaOH (g) | Al Powder (g) | Calcium Stearate (g) |
|---|---|---|---|---|---|---|---|---|---|
| MA0-FA10 | 10 | 90 | 0 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA0-FA30 | 30 | 70 | 0 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA0-FA50 | 50 | 50 | 0 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA0-FA70 | 70 | 30 | 0 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA0-FA90 | 90 | 10 | 0 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA38-FA50 | 50 | 50 | 380 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA40-FA50 | 50 | 50 | 400 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA42-FA50 | 50 | 50 | 420 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
| MA44-FA50 | 50 | 50 | 440 | 3 | 25 | 41 | 4.5 | 0.3 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Jiang, T.; Li, C.; Wan, M.; Xuan, W.; Wang, X. Effect of Precursor Blending Ratio and Rotation Speed of Mechanically Activated Fly Ash on Properties of Geopolymer Foam Concrete. Buildings 2024, 14, 841. https://doi.org/10.3390/buildings14030841
Liu X, Jiang T, Li C, Wan M, Xuan W, Wang X. Effect of Precursor Blending Ratio and Rotation Speed of Mechanically Activated Fly Ash on Properties of Geopolymer Foam Concrete. Buildings. 2024; 14(3):841. https://doi.org/10.3390/buildings14030841
Chicago/Turabian StyleLiu, Xuan, Tao Jiang, Chenglong Li, Mingyu Wan, Wenzhu Xuan, and Xingfu Wang. 2024. "Effect of Precursor Blending Ratio and Rotation Speed of Mechanically Activated Fly Ash on Properties of Geopolymer Foam Concrete" Buildings 14, no. 3: 841. https://doi.org/10.3390/buildings14030841