1. Introduction
With the rapid advancement of technology, Numerical Control (NC) technology, particularly Computer Numerical Control (CNC), has transformed manufacturing processes. Researchers seek to refine them. A typical example is the Laser-Based Powder Bed Fusion (LB-PBF) of Inconel 718, wherein innovative benchmarks identify conduction and keyhole modes, thus improving product quality and efficiency [
1]. Recently, there have been a lot of significant efforts made to fine-tune the key parameters within Computer-Aided Manufacturing (CAM). A prominent technique involves the modification to the printing method for selective Sorel cement activation, which alters the attributes of the product [
2]. These instances highlight the versatility of digital construction technology.
Under this backdrop, digital construction technology shows its advantage over traditional manufacturing techniques, such as the following:
3D printing: by creating three-dimensional objects from a digital file, it enables unmatched precision and design flexibility.
Machine-based construction technology: centered on the utilization of automated machinery, it provides a great example of CNC construction that ensures component customization for smooth assembly.
Prefabricated building system: building components are manufactured off-site using advanced numerical control systems like CNC. This ensures high precision and consistency, after which the components are transported and seamlessly assembled on the site.
In this respect, clay, often regarded as a conventional type of raw material, shows its massive potential. Structures composed of clay exhibit high recyclability throughout their lifespan and clay is both affordable and eco-friendly [
3,
4,
5]. Functionally, clay shows adaptability to the environment. Owing to its substantial thermal mass, it has significant thermal inertia, which is essential for indoor comfort. Additionally, the compatibility of clay with a wide range of organic and inorganic substances presents vast opportunities for incorporating auxiliary materials [
6]. However, inherent brittleness affects the mechanical properties clay negatively, reducing its robustness in both compressive and tensile strength compared to those mainstream construction materials like cement bricks [
7]. The selection of clay introduces uncertainties from the outset, which is attributed to the variation in soil properties by region and an absence of uniform guidelines on particle classification. This causes the performance of clay to deteriorate during construction. The lack of well-developed processing techniques for clay further hinders construction efficiency, leading to higher labor costs. There is also a prevailing bias against earthen structures. According to a preliminary survey conducted in India, clay abodes are often associated with destitution, thus impeding their popularization. Showcasing resilient clay edifices from varied contexts might make clay the top choice for affordable housing in rural India [
8].
Digitization has burgeoned in the field of innovative design for architects, enhancing precision and transforming the practice of architectural design [
9]. A significant progress made in this respect is Computer Numerical Control (CNC) construction, which facilitates component customization and diversifies architectural design. Additionally, CNC offers solutions to the challenges in structural design and labor cost [
9]. The CNC construction system evolves rapidly. The refinement of the prefabrication system, in combination with the integration of 3D printing in smart construction, represents an emerging trend. With 3D printing of concrete being widely practiced currently, clay materials stand out due to their superior adaptability to equipment. They also demonstrate advantages in material wastage and processing cost [
10]. Given the unique attributes and adaptability of clay, the material is modifiable to meet the requirements of 3D printing. There have been remarkable breakthroughs made in machinery-based clay construction. Existing clay construction technology, such as machine compaction and spraying, has been widely researched and applied in various fields.
This review explores the current state and prospect of digital fabrication technologies, with an emphasis on 3D printing, robotic construction, and prefabrication systems for clay architecture. It elaborates on these technologies, shedding light on their further advancements and future trends. A research question is raised about how to apply digital fabrication technologies like 3D printing, robotic construction, and prefabrication systems and what potential they hold in clay architecture.
In the following sections of this article, the relevant technologies are methodically explored. It begins by examining the fundamentals of digital clay construction, emphasizing both advancements in material properties and advancements in algorithms. Our goal is to underline the key progress made in these domains and its repercussions for clay architecture.
In the subsequent section, 3D printing technology is introduced by elucidating how the advancements in materials, equipment, and algorithms have influenced the practice of clay architectural 3D printing. Through case studies, their feasibility in expansive manufacturing applications is evaluated, thereby illustrating the capabilities and constraints of these technologies in practice.
The discussion then shifts to robotic construction, with two key techniques detailed: robotic ramming and robotic spraying. Both a case study and analysis are conducted to assess their applicability to expansive manufacturing. The focus is on the applications of these techniques and their pivotal role in improving the efficiency and cost-effectiveness of clay construction.
To sum up, our focus shifts to the prefabrication of clay architecture, with an introduction made to various prefabrication systems. Through case studies, their adaptability to large-scale manufacturing is analyzed to reveal how these systems can reduce labor costs, raise construction standards, and enhance the environmental friendliness of clay architecture.
2. Materials of Digital Construction
This section deals with two core components of CNC construction: materials and digital algorithms. Within the materials spectrum, it is recognized that the primary objective of research on CNC construction material is to improve performance and adaptability. Hence, it starts by elucidating the broad material enhancements and structural refinements tailored for earthen architecture, laying the foundation for its applications in digital construction. Subsequently, the compositional prerequisites of earthen materials for digital construction are investigated. Lastly, the path algorithms utilized in the CNC construction are explored, shedding light on the progress made in optimizing these algorithms.
2.1. Optimization of Material Modification and Structural Design in Clay Construction
The application of supplementary materials to clay construction can be traced back to 221 BC. This is evidenced by the earth bricks used on the Great Wall of China, which was constructed using raw earth and glutinous rice water in combination. Despite their historical significance, such clay building materials are rarely used in the present time, largely due to their low mechanical strength and poor performance as regards water resistance [
7]. In this section, the technologies associated with supplementary materials are explored, and then classified according to inorganic and organic constituents.
Inorganic supplementary materials, particularly lime cement, have attracted attention for enhancing the mechanical properties of clay. Notably, a 7% cement content is sufficient to suppress the shrinkage of clay by forming an internal skeleton, thereby enhancing its performance significantly [
11]. Numerous studies [
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25] have referred to a wide range of supplementary materials, including slag, sand and gravel, and different chemical additives. For instance, optimal results were achieved with Shaanxi yellow loess when the proportion of earth, slag, sand, activator, and water reducer was set to 0.6:0.2:0.2:0.01:0.01, respectively [
13]. Similarly, the optimal composition for Yellow River sediment as a rammed earth supplementary material is as follows: 25% (cement: lime: fly ash in a 1:1:1.2 ratio), 1.8% calcium acrylate, and 0.8% jute fiber [
11]. Ojo and Mustapha proposed an eco-friendly approach in which low molar concentration alkali-activated solutions were used to stabilize the mica-rich soil that was not calcined. They revealed that this method enhanced the properties of expansive soil materials to a significant extent [
18]. Elert and Jroundi evaluated traditional consolidants, like ethyl silicate, against newer alternatives, such as nano-lime and nano-silica, as well as other consolidation techniques. It was concluded that earth building reinforcement was affected by various material-related factors and each treatment process is both advantageous and not so, with more extensive research required for certain methods [
19]. In terms of water resistance, the inclusion of the EFS soil stabilizer dramatically improves the performance of clay as regards compression and water-resistance [
20]. For instance, the water resistance coefficient of yellow loess, augmented with specific additives, approximates 0.9 [
13,
14], suggesting superior water resistance. Regular clay, when supplemented with 10% lime and 5% slag, or the Yellow River sediment with 1% modified jute fiber, had a softening coefficient of 0.92 [
11,
21]. Furthermore, Stathopoulos et al. demonstrated that the natural hydraulic lime NHL3.5 combined with steel furnace slag LFS enhanced the performance of earth mortar in water resistance, as well as its physicochemical and mechanical properties [
22].
The research on organic supplementary materials focuses on the efficacy of glutinous rice, tung oil, and natural fibers in enhancing the mechanical properties of clay [
26,
27,
28,
29,
30,
31,
32,
33]. Specifically, the clay supplemented with glutinous rice slurry, tung oil, and rice straw exhibit greater strength and water resistance than soil with no supplements. Tung oil supplementation limits the shrinkage of clay during solidification, enhances compactness, and enables water resistance [
26]. Notably, tung oil performs well in water resistance, reaching a softening coefficient of 0.66 [
17]. Additionally, emulsified tung oil can further improve this coefficient [
26]. Many other organic additives, including animal fibers (e.g., wool and chicken feathers) [
27,
29,
31], plant-derived materials (e.g., sugarcane bagasse and rice straw) [
27,
32,
33], and various natural fibers such as sisal [
28], banana [
30], date palm [
18], sugarcane [
30], and jute [
30], have been found to enhance the performance of clay.
In terms of earthen architecture, its structural strength can be improved through optimal reinforcement layering [
34]. It has been demonstrated that the integration of reinforced stone concrete can increase the seismic resistance of earthen edifices significantly [
35]. The introduction of a steel framework contributes to a significant improvement in the mechanical properties of earthen architecture. The combined use of steel and earth facilitates prefabrication, which allows for faster repair after seismic events [
36]. Different seismic fortification techniques have been recommended, such as metal wire mesh or timber reinforcements [
37], vertical and horizontal polyethylene bands [
38], innovative retrofitting strategies utilizing steel plates [
39], and a combination of cedar board cladding with GFRP plaster [
40].
Previously, the overarching strategies of modifying and enhancing earthen materials were explored. The modification to materials is beneficial in determining the stability of soil mixtures. These factors are essential for the quality of digitally constructed products, especially those produced by machines. By refining the structural properties, the performance of earthen edifices can be significantly improved, paving the way for more adaptive and efficient digital construction methodologies. Indeed, the structural refinement of earthen architecture is crucial to the design of prefabricated modules.
The investigation into earthen materials and their structural characteristics remains necessary for digital construction. Given this, it is foreseeable that further research will lead to more progresses in digital construction, thus making architectural construction more sustainable and ecological friendly.
2.2. Composition of Digital Construction of Clay
In the context of earthen architecture, there are two major concerns that numerical control construction faces. One is the standardization of raw materials, and the other is the adaptive modification to these materials for their optimal compatibility with the equipment.
Soil materials can be classified mainly into two types. The first one, centered on particle grading, takes into consideration the distribution of particle size in coarse-grained soil. Conversely, the second one classifies fine-grained soil according to the plasticity of clay. The varying proportion of soil particle sizes affects the properties of clay. As indicated by Cuccurullo et al. [
3], optimal particle grading has a greater impact on the mechanical properties of clay than the manufacturing processes. The mechanical strength of clay is closely related to pore water content, which is affected by ambient relative humidity and decreases as water content rises. Due to the excellent performance of clay in water retention, an increase in clay content is likely to reduce the overall strength. Although particle size distribution standards are applicable to coarse-grained soils, texture-based methods are less effective for fine-grained soils. This is because the properties of fine-grained soils are largely determined by clay content and its mineralogical composition. Consequently, the measurement of plasticity is often more indicative. For this reason, various classification systems based on plasticity have been developed for fine-grained soils [
4]. Notably, Jos’e Manuel Moreno-Maroto et al. [
5] evaluated six existing methodologies and their derivatives. It was found out that only the methodology proposed by Moreno-Maroto et al., in line with well-established standards, achieved a good predictive performance while maintaining simplicity, accuracy, and adaptivity. This classification hinges on the observations and quantitative evaluations of soil traits, including thread bending capacity, sticky consistency identification, and, crucially, soil toughness, all of which are unique properties to clay. Subsequent studies have sought to define clay through the quantitative evaluation of its physical properties, suggesting that the term ‘clay’ refers to the natural substances composed mainly of fine-grained minerals, with a Plasticity Index (PI) of no less than the Liquid Limit (LL)/2.
The 3D printing of clay utilizes a mixture of soil-based materials with specific properties as its printing “ink”. This mixture is typically composed of soil, water, organic, and inorganic additives [
39]. The adjustment made to the mechanical properties is achieved mainly by controlling the proportion of components and selecting appropriate additives. As suggested in the research of Le et al., to ensure a smooth 3D printing process, the clay used for this purpose must satisfy three criteria: extrudability, constructability, and time-varying machinability [
40]. The printing materials need to maintain a certain fluidity, ensuring smooth transportation through the printing system without component aggregation or blockage [
41]. Constructability ensures that the upper layer of clay remains supported even if the lower layer has not dried or hardened during stacking. The clay is supposed to exhibit minimal deformation, especially at significantly high expansion rates [
42]. The transition of clay from printing to hardening is expected to occur within a specified time limit, which depends on the hardening rate, requiring exceptionally high machinability. This process shows similarity with hand-built cob construction, where builders must be in control of water content, structural integrity, and architectural design [
41].
Research has been conducted on the optimal mixing ratio for the 3D printing of clay. As proposed by Weismann and Bryce [
43], as well as Hamard et al. [
44], the ideal cob mixture consists of 78% subsoil, 20% water, and 2% fiber (straw). Additionally, they recommended a subsoil composition of 15–25% clay and 75–85% aggregate sand. Nonetheless, this specific ratio may not be unfit for 3D printing, given the potential of increased friction due to lower water content. In response, Gomaa et al. [
45] sought to enhance the printability of the cob mixture. Through extensive testing, a modified cob mixture suitable for 3D printing was determined, with an average moisture content of 25% water, 2% straw, and 73% subsoil (by weight) [
45]. Based on the proposed cob ratio, this study aims to validate its applicability to larger-scale 3D printing projects. The subsoil used in their research originated from a farmland near Barry, Cardiff, England, with a clay content of 21.5% [
45], which is different from other global soils. The World Soil Database [
46] indicates a wide global variation in soil clay content, ranging from 0% to 94%. For instance, it is 8% in western France, 48% in northeastern China, 19% in the central part of the United States, and 22% in eastern Russia. Even within the same region, disparities exist. For instance, the soil in northeastern China varies in clay content from 9% to 23% and more. Thus, this ratio is more suitable as reference than a universal prescription for 3D printing of clay. Prior to leveraging a clay 3D printer, it is necessary to assess the properties of the clay and adjust its chemical composition accordingly.
In addition to changing proportions, the introduction of additives or the modification to them provides another solution to optimization. Perrot et al. demonstrated that the addition of alginate not only enhances the moisture resistance of clay materials but also inhibits deformation during the drying of clay printing [
42]. The research of Silva et al. [
47] focused on the workability of soil reinforced with sisal fiber and stabilized with Portland cement. They determined the optimal moisture content for such a combination. Suitable as a chemical stabilizer, Portland cement reduces the set time, thus accelerating layer deposition [
47]. The resultant building material achieves an immediate shear yield strength of 1.5kPa after mixing, which meets the requirements of 3D printing applications where an extruder with a minimal working pressure of 20pa is used [
47]. According to hardening process assessment, this nascent soil-based composite can uphold a 3 m wall for 120 min. The robustness and short set time of this soil enable rapid construction. Inspired by cob, Alqenaee et al. [
48] explored the materials suitable for clay printing, obtaining a mixture comprising 49% clay, 24.2% water, 15.3% sand, 10% lime, and 1.5% straw. This combination showed superior printability and constructability. With mechanical properties improved, the material was applicable to the manufacture of smaller architectural structures [
48].
2.3. Path Algorithm of Digital Construction of Clay
Computer Numerical Control (CNC) construction is reliant on computerized control, with path algorithms as the basis. These algorithms are essential for improving construction precision, efficiency, and design versatility. They involve elements such as slicing strategies, infill path orchestration, and structural blueprinting. For instance, advanced slicing strategies enable the creation of more precise and rational horizontal layers; enhanced infill path orchestration fosters consistent material deposition and streamlined stacking techniques; and formulating well-thought-out support structures guarantees both structural stability and design flexibility. Notably, it is of significance to explore the path algorithms designed specifically for 3D printing.
In clay 3D printing path algorithms, the FDM (Fused Deposition Modeling) 3D printing process requires the segmentation of a digital model into distinct layers, before translating these layers into motion commands for the machine. The apparatus then discharges molten material according to these trajectories, thus accomplishing the sequential process of layering and molding [
10]. The primary approach to FDM 3D-to-2D slicing generates layers of uniform thickness that are placed successively [
49]. However, given the potential variation in size between sequential layers, this approach might induce cantilevers, thereby constraining potential geometries [
49]. Hence, from the perspective of buildability and architectural design, this is sub-optimal. Buswell et al. highlighted that in 3D concrete printing, resolution is restricted by such factors as layer count, nozzle diameter, and material properties [
49]. Consequently, there might be a compromise on the precision of components and the discrepancies between multiple identical components [
49].
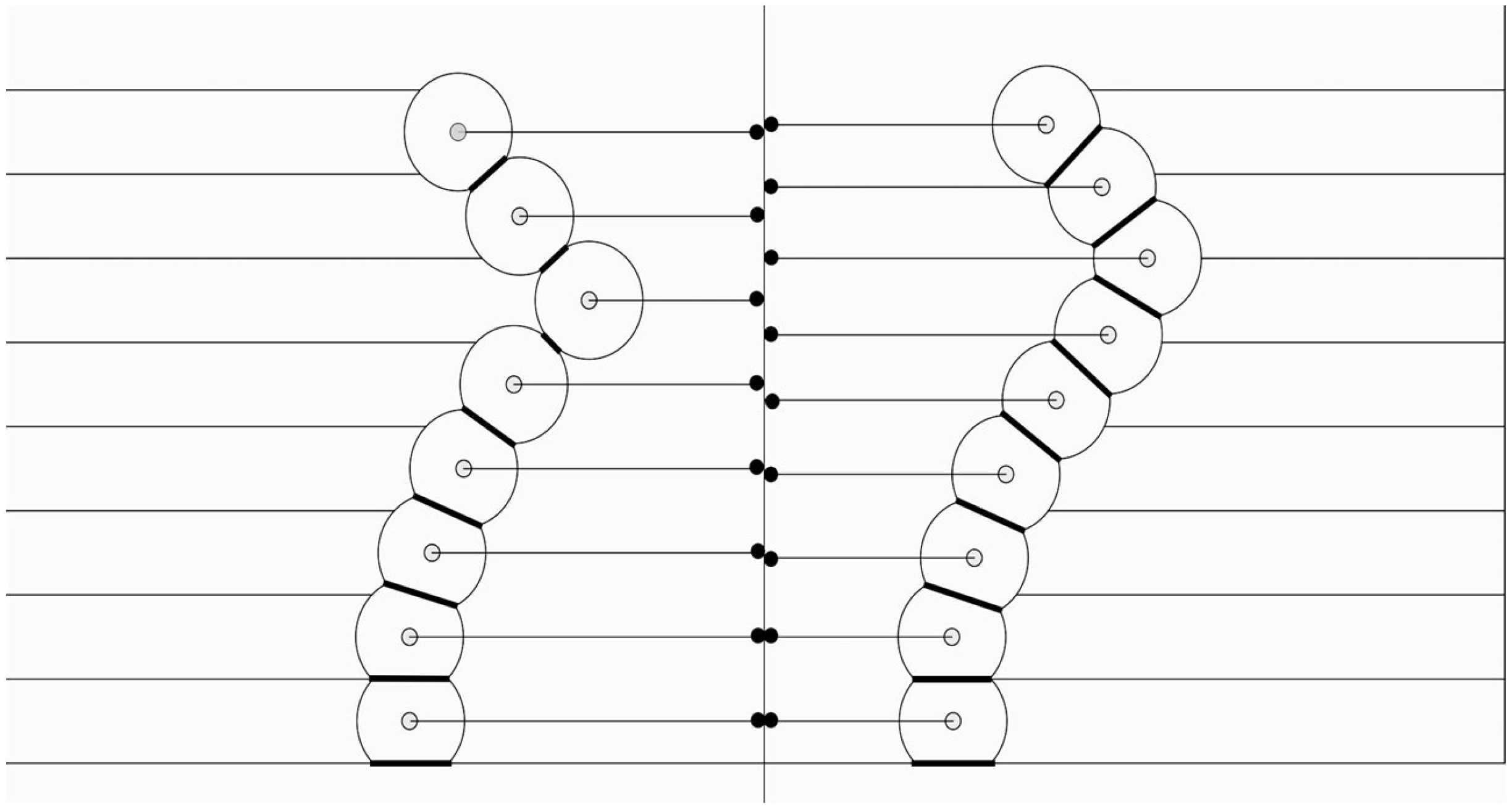
Figure 1 illustrates the Tangential Continuity Method [
50]. It enhances the structural stability [
49] by adjusting the thickness of individual layers, with the interfacial area between successive layers being optimized. Differing from the conventional method which yields the planar layers of the same thickness, this technique enables the thickness of the layers to vary during production. The primary aim of this is to expand the surface of contact between layers, guaranteeing a better adhesion to the succeeding layer and thus improving the structural stability of the print. Additionally, it relies on intrinsic 3D printing parameters, such as printing velocity and material flow, to produce the layers of different thicknesses, thus improving design flexibility and adaptability for intricate geometries. By enhancing structural properties, it is feasible to obtain shapes that would be more difficult to produce through conventional means [
51].
Regarding the aforementioned cantilever, its structural optimization during construction can be achieved using the tangential continuity method to produce the layers of varying thickness [
50]. In further algorithmic investigations, the intercorrelation between 3D printing parameters is explored by facilitating the communication of data between software and the digital platform [
52,
53]. This involves both traditional parametric studies and advanced parametric designs facilitated by robotic simulation tools [
52]. Under this context, Davtalab et al. introduced a platform called POSCAC (Planning and Operations Control Software for Automated Construction) on the basis of BIM [
53]. This platform can be used to generate nodes and edges based on the interior and exterior walls of the 3D model, which ensures that the optimal tool path is formulated.
3. 3D Printing
The digital production of clay structures relies mainly on 3D printing in Fused Deposition Modeling (FDM) [
39]. FDM operates by melting and extruding materials at elevated temperatures, which is followed by cooling to achieve the desired shape. When soil-based materials are used for 3D printing, the materials with adequate fluidity are taken as the “ink”. These materials are channeled through the delivery system, with their final trajectory being determined by digital control mechanisms, such as robotic arms or gantries. This facilitates the layer-by-layer deposition and formation of the soil-based materials along a predetermined path. Although the inception of this technique revolved around the 3D printing of pottery items, contemporary advancements have made it suitable for large-scale architectural applications with soil-based materials [
10]. Broadly speaking, 3D printing is practiced for clay construction in two ways. One involves the printing of clay bricks or blocks by machine, which are then assembled into structures through stacking. In contrast, the other requires the printing apparatus to be deployed directly on site, enabling the entire structure to be printed in situ. The evolution of clay 3D printing covers four pivotal domains: materials, machinery, trajectory design for printing, and the structural design of the printed components. Harmonious integration and coordination among these quartets are indispensable.
3.1. State of the Art
In clay 3D printing, the motion control system, which is responsible for interpreting the 3D model data and converting it into precise movement directives, determines the position and trajectory of the printing nozzle. Depending on the working environment and specific requirements, various motion control systems can be implemented. Robotic arms, for instance, allow for higher precision and flexibility, which makes them suitable for intricate, small-scale print tasks and for the creation of complex clay structures. In contrast, for extensive construction projects, gantry systems, which feature a wider operational range and higher stability, facilitate the fast printing of large structures. Additionally, various advanced motion control systems like six-degree-of-freedom parallel robots are increasingly popularized for clay 3D printing due to their advantage in precision and stability, especially when intricate and curved structures are produced. In the study of Gomaa et al., a Kuka robotic arm was taken as its motion control system [
41], whereas a large-scale gantry system was applied in the research of Khoshnevis [
54].
The material system plays a pivotal role in clay 3D printing, which requires the precise control of clay consistency while continuity and homogeneity are maintained. Although these requirements are satisfied by traditional pneumatic transport systems and screw conveyors, they still perform poorly in transport efficacy, accuracy, and stability. In response, innovative transport mechanisms, such as custom twin-screw conveyors and magnetic drive systems, have emerged. These novel systems enhance transport efficiency and accuracy while reducing the cost of energy usage and maintenance. In the study of Gomaa et al., the material-handling mechanism was established through a combination of a screw pump and piston extrusion [
41].
Similarly, the extrusion system is requisite for clay 3D printing. To ensure the consistent and uninterrupted extrusion of clay, advanced extrusion methodologies have been proposed. The piston-driven extrusion technique, for instance, achieves steady, homogenous clay extrusion by leveraging the reciprocating action of the piston. Conversely, the screw pump-driven system propels the clay via a spiral rotor, achieving a better performance in the speed and precision of extrusion. In some researches, various extrusion techniques are integrated, such as merging a screw pump with piston extrusion for the higher precision of extrusion. Gomaa et al. applied a specialized screw pump in combination with motor-driven dual-piston extrusion to ensure continuous extrusion, optimal rates, uniformity, and superior print quality with high operational flexibility and the minimal manual intervention [
41]. Khoshnevis introduced a piston-driven extruder equipped with a rotating nozzle, which was accompanied by a side shovel for real-time contour modification to enable the creation of diverse freeform surfaces [
54]. Aside from the primary equipment highlighted, the auxiliary tools and technologies used in clay 3D printing systems further improve the outcome of printing. For example, the design and material choice for nozzles have a significant impact on the precision of clay 3D printing and the quality of finished products. Tailoring the nozzles of specific shapes, dimensions, and materials to the requirements of printing ensures the maximum extrusion efficiency and bonding.
3.2. Case Studies
Clay 3D printing has been practiced for various purposes, from small bricks and blocks to building components, and then to building the whole building. The ‘Ceramic Constellation Pavilion’ is a classic example of 3D printing of small bricks. This project, a joint venture between researchers and students from the University of Hong Kong’s School of Architecture and Holger Kehne of Plasma Studio, took advantage of 3D printing to erect a torsional, or twisted, tower using 2000 distinct 3D-printed terracotta bricks. Each brick had a unique design and was individually printed via state-of-the-art robotic technology, which led to the distinctive twisted architecture of the tower. In addition to expediting production, this technique also offered substantial flexibility during construction [
55]. In this project, a fine nozzle was employed to carry out printing. Once printed, the bricks underwent kiln firing, for the subsequent assembly into the final structure. This meticulous assembly improves the precision and consistency crucial for 3D printing. It is necessary to ensure that every batch of identical bricks adheres to a consistent shape and quality, thus minimizing potential deviations. The unparalleled accuracy in printing was required by crafting the intricate twisted design of the tower, ensuring the precise conformance of each part to the original design blueprint. This project demonstrates the practicality of 3D printing clay bricks and blocks.
In order to investigate the feasibility of optimizing the design based on various performance parameters, the researchers from the Institute for Advanced Architecture of Catalonia (IAAC) undertook the TerraPerforma project [
56]. By using tools such as Rhino CFD, Ladybug, and Karamba, they performed simulation of wind dynamics, solar exposure, and structural behaviors [
56]. Additionally, the team achieved innovation in a range of machinery to conclude that a modular approach was optimal for the TerraPerforma prototype. For environmental benefits, this project adopts a modular strategy to practice clay 3D printing. The construction process involves the 3D printing of building components for their subsequent assembly. To create more environmental benefits, modification may be required for the configuration of components. The use of digital tools makes the versatility of 3D printing more evident, which allows designers more space for design exploration. The TerraPerforma project of IAAC underscores the practicality of applying prefabricated components to clay 3D printing.
In 2018, WASP3D, an Italian firm, unveiled the inaugural 3D-printed dwelling constructed from the soil enhanced and fortified with rice husk [
57]. The print material comprised 25% mud (with 30% clay, 40% silt, and 30% sand), 65% rice residue, and 10% lime. A crane mechanism supplied by WASP was applied to 3D print the entire edifice on site. The architectural blueprint was intended to integrate natural ventilation with thermoacoustic insulation systems. The precision and efficiency of 3D printing techniques enabled the seamless translation of intricate computational design into tangible structures. It took only 10 days to complete the 3D printing of the building’s shell. Epitomizing an exemplary on-site 3D printing of a clay edifice using industrial-scale 3D printers, this highlights the viability of building clay structures through 3D printing.
3.3. Potentials for the Building Industry
Three-dimensional printing demonstrates its advantages in transforming the landscape of mass production. Recently, there have been studies demonstrating its applicability in the sectors like architecture and construction [
58,
59]. In contemporary research, the benefits of 3D printing in construction are highlighted, including better process optimization such as cost efficiency, time reduction, and the minimal dependency on manual labor. Furthermore, it signifies the emergence of new digital processes integrated with building information modeling, promotes mass customization, and ensures environmental advantages throughout the lifecycle of 3D printing products and architectural elements [
8]. In a review conducted by Tay et al. [
58], the environmental gains achieved via 3D printing were also identified, mainly through the reduced need for building templates. Currently, despite the popularization of concrete 3D printing, the aforementioned benefits are still retained by the 3D printing of clay structures. For clay structures, there are two prevalent methods of 3D printing. One involves the printing of components or masonry either at or near a factory or construction site, for later assembly. The other involves the direct deployment of a large-scale printer at the construction site for on-the-spot printing. Both approaches are advantages, not only in labor and time efficiency, but also in removing the need for molds, which are essential for mass production. When the first method is adopted, the components can be mass-produced at factories, with versatile manufacturing facilitated by their robotic arms. Because of this adaptability, a single factory is able to produce a wide variety of clay components that fit specific size criteria on one production line. When the second method is under consideration, the speed attributes of large-scale printers have been noted above. In combination with the traditional rammed earth techniques, these printers improve the performance in production speed, cost-effectiveness, and material efficiency. However, there remain challenges in the transport and installation of such printers. From the perspective of future developments, it is reasonable to expect the emergence of large printers that enable simpler installations, enhanced portability, and adaptability at different locations.
With respect to clay 3D printing, it has been revealed by some research that clay material compatibility meets the requirements of diverse batch production. In the preliminary work on current clay printers, a robust hardware foundation has been laid for large-scale manufacturing [
41,
54]. In addition, algorithmic advancements are the premise for high precision and efficiency of such mass production. As discussed above, this paper elaborates on the equipment, materials, and algorithms crucial to clay 3D printing. Allowing for the adaptability of clay materials, their formulations can be tailored to the exact building specifications and printer compatibility through modification to additive types and their proportions, so as to meet various practical requirements [
40,
41,
42,
43,
44,
45,
47,
48]. For instance, the focus should be placed on waterproofing and moisture resistance in the regions with high humidity or heavy rainfall; and consideration shall be given to insulation and frost resistance in those arid and frigid areas. In most of the contemporary research on clay printer, robotic arms and automated systems are mainly applied for motion control [
41,
54], which promotes flexible manufacturing. Depending on nozzle specifications, sizes, and desired print shapes, the 3D printing algorithm can be fine-tuned [
49,
50,
51,
52,
53]. Thus, design freedom is enhanced and the versatility of manufacturing processes is improved. Crucially, the alignment between design intent and print precision is ensured by algorithmic studies, paving the way for batch replication [
49,
50,
51,
52,
53].
In the future, the further exploration of 3D printing technology will make it perform better and be more applicable. Beyond the innovation in materials, both printing equipment and algorithmic approaches are improved. Research might be conducted to explore the solution to refining nozzle configurations, implementing precise material flow control via heat modulation, or manipulating material strength by cooling, for higher print quality. Because of real-time monitoring and control mechanisms, the 3D printing process is expected become more adaptive to accommodate the modifications based on immediate feedback. Such advancements are conducive to lowering production overheads, reducing material wastage, and enhancing manufacturing efficiency. Real-time supervision and quality assurance can be redefined by the integration of computer vision with machine learning. With the algorithms being capable of locating and predicting potential printing discrepancies, preemptive intervention can be achieved to ensure the seamless alignment of every single print with the anticipated standards.
4. Robotic Construction
Aside from 3D printing technology, there are two other methods that can be used to construct clay-based machinery. One involves the use of rammers and autonomous rammers, originating from traditional ramming techniques. The other involves the use of Pneumatically Impacted Stabilized Earth (PISE) and its innovative applications.
4.1. State of the Art
Automated rammed earth construction originates from the traditional technique of rammed earth production. According to the original method, the soil is typically compacted either using simple mechanical tools or manual rammers. Currently, the use of pneumatic compactors is increasingly popularized [
60]. In the current practice of rammed earth construction, automation has been widely recognized and practiced. Automated rammed earth construction remains similar to the traditional approach, with three critical phases involved: material blending, material conveyance, and compaction.
As for material blending, efforts are made by design specialists to enhance the uniformity of the blend and tighten the quality oversight through the incorporation of mechanical mixing techniques. For example, mechanical mixing technology was applied, with dry soil and aggregate introduced into one or multiple containers. After being extracted from the container using devices such as conveyor belts or dry material screw conveyors, the materials were channeled to the mixing auger at a predetermined pace for meticulous proportion control [
61]. For the conveyance of materials, tracking conveyors have been applied in some research to transfer the materials from the mixer to the mold straightaway [
61]. In this way, the cost of manual transportation is lowered and the efficiency of material conveyance is enhanced.
In the compaction phase, there have been experiments conducted globally by researchers and industry professionals with diverse equipment and methodologies. For example, Guan Kunneng [
62] developed an autonomous robot intended specifically for rammed earth walls. It is capable to operate under remote control for the walls to be moved and compacted. Despite the popularity received by pneumatic backfill rammers in most settings of automated rammed earth construction, there are scenarios where manual rammers made of steel or wood are preferred, such as in case of extensive embedded objects or significant rebar [
61]. Additionally, the pressure exerted on the earth wall is typically maintained around 0.5 MPa for the precise control of compaction pressure. This can be achieved by adjusting the air pressure valve on the compressor [
63]. In terms of specialized automated rammed earth machinery, Martin Rauch’s “Roberta” compaction machine is representative. Apart from compacting the walls, this semi-automated wall-compacting robot also conducts straight wall component trimming [
10] for the higher speed and quality of rammed earth construction.
As a novel approach to eco-friendly clay construction, Pneumatically Impacted Stabilized Earth (PISE) controls the material blend through high-pressure air. When the nozzle is approached by the mixture, water is introduced to induce hydration [
64]. The improvement of efficiency can be enhanced by incorporating digital systems for meticulous control of material discharge and water integration. Another method, which is based on Shotcrete 3D printing technology [
65], relies on sprayed soil for mold-free 3D printing. Rather than depositing extruded paths, this approach creates the desired shape by successively spraying soil layers, which is heavily reliant on exact digital trajectory control for management and enhancement. Moreover, this method is essential for the addition of chopped natural reinforcing fibers into the materials in the presence of air [
10].
4.2. Case Studies
At present, traditional production methods are revolutionized by mechanized construction in the field of clay buildings, which endows the construction sector with substantial advantages. This case analysis is conducted to explore the profound influence of mechanized construction on clay buildings in three respects: enhanced construction efficiency, aesthetic appeal, and cost efficiency, as underscored by the innovative application of PISE. Adopted in the Napa Farmhouse [
66] project, the PISE methodology has played a constructive role in clay construction. Through specialized machinery, soil is compacted faster, and the construction is expedited on the basis of structural integrity. It is illustrated that mechanized construction contributes to significantly improving the productivity of clay buildings and mitigating environmental impacts at the same time.
It is worth paying attention to the aesthetic contributions of contemporary ramming equipment. What defines rammed earth construction is its horizontal stratifications (akin to geological strata), which indicate various compaction stages. With meticulous control exercised on layer depth, density, and consistency, architects and clients can demonstrate their distinct aesthetic aspirations. Some have a preference for expansive, varied striations and depths, interspersed with diverse soil hues, while others are in favor of refined, uniform horizontal delineations [
61]. Today, architects and clients are empowered by apparatuses to apply granular control over these geological strata characteristics in rammed earth walls, due to the equipment’s precision in the modulation of soil compaction and thickness. This satisfies diverse aesthetic desires while maintaining the high quality of construction. As a result, mechanized construction becomes representative of utilitarianism, infusing a distinct aesthetic charm into clay edifices.
The cost-saving potential is also significant. In the investigation conducted by Zheng Qiang [
67], a cost breakdown was performed on a state-of-the-art rammed earth prototype farmhouse in Xinjiang. Featuring the restrained consumption of cement, steel, and fired clay bricks, most of the contemporary rammed earth farmhouses rely on economical local soil, sand, and stone as the construction materials. Supported by an innovative formwork mechanism and modern ramming tools, the construction proceeds more efficiently, which lowers the labor costs. Specifically, the aggregate cost is 300–500 CNY/square meter less compared to local brick-and-mortar farmhouses.
In the evolution of modern rammed earth technology, such buildings demonstrate their distinct advantages in thermal mass, humidity regulation, cost effectiveness, and historical resonance. Through integration with contemporary architectural technology, the inherent weaknesses of rammed earth structures are circumvented, such as delegating load to supportive frameworks and ensuring external structural protection against corrosion. For instance, Mu Jun’s Earthen Architecture Studio [
68] invested efforts into contemporary rammed earth architecture, including the Wan Jian Book House project. Prior to this renovation, it was an obsolete paper mill. However, the integration of indoor concrete framework components revitalized the rammed earth architecture. Another example is the Erlitou Xia Dynasty Capital Site Museum, as conceived by the Architectural Design and Research Institute of Tongji University. In this context, a reinforced concrete frame is used to provide the primary support. Meanwhile, rammed earth walls are taken only as enclosures. Because of the constant advancements in mechanized construction methodologies, both labor and material expenses are reduced for rammed earth constructions, which is a transformation largely driven by ramming machines. Although manual intervention is still required in certain scenarios, the progress achieved relative to historical methods is noteworthy. In the future, it appears inevitable to embrace full automation and apply unmanned systems. Involving material sourcing, transport, formwork assembly, ramming, and even intricate tasks such as door and window installations, a fully integrated process represents a potential trajectory for the industrialization of rammed earth architecture.
Incorporating spraying technology, unmanned aerial vehicles (UAVs) provide a cutting-edge solution to green soil construction. Apart from emphasizing material selection, this technique also focuses on equipment advancement. The UAV is equipped with a Euromair hose connected to a powerful ground pump [
69]. In the future, pre-programmed or real-time digital systems can be applied to fine-tune the flight trajectory, spraying speed, and spray patterns of the UAV, thus enhancing the precision and efficiency of spraying operation. Since 2018, this innovative method has been put to the test with various lightweight frameworks, including dome inflation, the frames with attached dry sacks, and the fabric stretched over bamboo arches.
4.3. Feasibility for the Building Industry
Rammed earth buildings can deliver a range of benefits, including significant thermal mass and adjustable humidity, both of which are conducive to indoor environment regulation. In these structures, readily available materials that can be sourced locally at an economical price are employed. Moreover, these materials are advantageous due to their eco-friendliness and recyclability, which is aligned with a sustainable, low-carbon lifestyle. In addition, clay as a primary component offers ample room for enhancement because of is high compatibility with other materials.
Conversely, there are also various challenges facing rammed earth buildings, such as high labor costs, inadequate waterproofing, suboptimal structural strength, low production efficiency, and the difficulty in ensuring their conformance to industrialized building practices. Fortunately, many of these issues have been addressed by the contemporary advancements in rammed earth technology, especially cost and efficiency. Through the progress made in this technology, costs could be further lowered, and efficiency can be enhanced through mass industrial production. Thus, rammed earth materials can be refined by such industrial processes in a more professional and standardized way. This would entail a holistic evaluation system for clay materials, standardized improvement methodologies, and streamlined processes for tailoring local materials to the demand efficiently.
In the future, the industrialization of rammed earth buildings will likely be achieved in two predominant ways. One entails the elevation of on-site rammed earth construction in terms of automation and efficiency, for the integration of various technologies like automatic material mixing systems, material transportation mechanisms, and autonomous ramming robots. The other one centers on factory-based prefabrication, as epitomized by machines like “Roberta”. In the upcoming section, the prefabrication approach will be discussed in more detail.
Through PISE architecture, machine spraying represents a novel approach to traditional earth architecture. In comparison with other methods, PISE construction accelerates the process of wall erection, and its open formwork makes it easy to introduce mechanical equipment and steel reinforcement. Broadly speaking, PISE is consistent more with the workflow in modern construction site compared to traditional rammed earth [
69]. Due to drone spraying, this technology becomes more adaptable to various requirements. However, the further application of PISE technology remains constrained by factors such as the prescribed soil mix ratio, elevated mixing and equipment costs, and fuel consumption [
69].
The machinery employed in mechanical construction shows diversity, ranging from semi-manual apparatuses to the wholly automated rammed earth robots, spray drones, and contemporary rammed earth systems. Future inquiries can be made to enhance the efficacy and operational range of rammed earth tools and systems by delving deeper into them. Beyond material investigations, it is also worth exploring the innovations in the design and optimization of equipment and systems.
From the perspective of intelligent control, the real-time oversight and distant management of rammed earth machinery can be enabled by integrating technologies such as the Internet of Things, sensors, and artificial intelligence algorithms. Such advancements are conducive to improving construction quality, lowering labor expenses, and expediting the project. To raise the project standards, the incorporation of machine learning into the design and fine-tuning of rammed earth apparatuses and systems is supposed to allow for a more precise prognostication and management of construction-related challenges. Currently, more efficient collaborative tactics are explored to mobilize multiple rammed earth machines for synchronization on a shared project, which enhances construction productivity. The pinnacle aspiration is still to achieve total automation in the building process.
5. Prefabricated Clay Construction
Integrating traditional rammed earth techniques with contemporary prefabrication methods, prefabricated rammed earth construction represents a novel trend of development in the field of architecture. This method is attracting attention from the building sector due to its distinctive environmental benefits, historical significance, and state-of-the-art workmanship. It is advantageous in building efficiency, cost reduction, and minimum ecological impact, providing a sustainable alternative to contemporary architecture. Typically, prefabricated rammed earth systems, which rely on blocks as foundational units, can be integrated with contemporary prefabricated building methodologies to develop innovative solutions. Showing versatility, these systems are suitable for various construction projects ranging from residential and commercial spaces to public amenities. In the subsequent sections, prefabricated rammed earth will be further discussed from various perspectives, including material considerations, equipment configurations, and real-world applications. In this way, the viability and worth of this construction method within contemporary architectural spheres are illustrated to gain insights into the progression of eco-friendly building. It is necessary to highlight the instrumental role of digital technology in the fabrication of these blocks. During the design phase, Computer-Aided Design (CAD) tools are most significant to the precise modeling of the components, which is adaptable to project-specific needs. In the production phase, Computer-Aided Manufacturing (CAM) systems are applied to govern the machinery, which ensures the flawless alignment of produced components with the design blueprints. By refining the prefabrication procedure, this digitization improves both precision and efficiency, which drives the evolution of prefabricated rammed earth technology.
5.1. State of the Art
The stabilized soil blocks (SSBs) technology is similar to adobe brick production. SSBs are crafted using local soil to obtain robust and eco-friendly wall-building materials. Subsequently, progress was made in this domain due to the emergence of mechanized building techniques, culminating in the maturity of the technology which now supports the construction of load-bearing masonry structures. In general, soil stabilization techniques are classified into three categories: (1) mechanical stabilization; (2) compaction stabilization; and (3) stabilization through additives [
70]. The first approach aims to refine the soil particle mix for the compound to be stabilized by incorporating elements such as sand, gravel, or clay. Compaction, as the second method, is to compress the material into blocks. The third tactic is to improve material attributes by integrating stabilizers. The complete production process entails soil selection, soil treatment, compaction, and solidification. On the basis of adobe bricks, various nations have developed their proprietary prefabrication methodologies, with Germany and India as the typical examples.
In Germany, there is an advanced system developed for prefabrication [
71]. Due to the sophisticated industrial framework in Germany, its prefabrication approach is also significantly refined. Regarding materials, wood is used for bearing and binding, while the central adobe brick is a prefabricated type that serves various purposes, showing adaptivity to various building sections. These bricks can either function as load-bearing entities or as infill in earthen–steel structures. Raw earth powder is suitable for plastering in combination with other materials or use as an adhesive layer after being formulated into combined mortar. When mixed with plant fibers, this powder becomes a suitable material for various boards. The versatile use of raw earth powder, together with the versatility of adobe bricks, satisfies the diverse construction requirements of buildings. Frequently associated with adobe constructions, straw is also significant to the prefabrication process. It is either integrated with adobe constituents to produce varied adobe bricks or compressed into board-like materials for external insulation. Following the experimental phases, these materials undergo industrial production where ingredient proportions are strictly required. The mixing and molding processes are standardized by the German Standardization Research Association. The primary construction stages include erecting a beam-column-bearing framework, placing adobe bricks, and then applying and finishing external boards.
In some countries like India, with a less intricate industrial backdrop, efficient low-tech local prefabrication methods have been developed [
71]. Initially, experts identify native materials to establish the criteria. Then, appropriate additive types and their ratios are determined by using lime or cement as modifying agents and depending on local soil composition. Next, the process of building material processing and inspection standards are standardized, such as detailing the drying techniques for moisture content and compacting strength to ensure adobe brick quality. Lastly, the use of material during construction is standardized, as is the design of specific adobe bricks to optimize their utility. In practice, the adobe bricks are produced using a basic technique, with manual equipment operated by three individuals in a production line.
Another approach to clay building prefabrication involves the fabrication of large-scale adobe construction components, typically by forming substantial walls. Then, they are transported to the construction site for assembly and integration. In terms of fabrication techniques, the methods include tamping, casting, and 3D printing. For instance, the components are fabricated through 3D printing in the aforementioned torsion tower project. Another example is the Roberta robot as mentioned above, which is capable of semi-automatically tamping the wall and sizing it to specific dimensions. Due to factory-based customized mass production, the efficiency and quality of component fabrication are improved. At present, the wall can also be built in diverse forms and with various functionalities, such as the LOPAS clay board and the wood-framed, rammed earth core prefabricated load-bearing wall panel. This will be discussed in detail subsequently.
5.2. Case Studies
In the contemporary world of rammed earth prefabrication, researchers have sought to develop a range of techniques for the shift from traditional small earthen brick structures to modern blocks and composite prefabricated elements (
Table 1). The chosen examples highlight the evolution and innovative strides in earthen construction technology across various phases, which resolve the technical challenges in structural integrity, functionality, and environmental compatibility. While these examples are emblematic, they are by no means comprehensive, as there are plenty of diverse and pioneering cases not covered by this paper.
Modern prefabrication techniques for earthen bricks emerged as early as in the 1980s. Craterre-EA G spearheaded the conceptualization and realization of two pivotal contemporary earthen construction projects: the Domaine de la Terre residential area in Villefontaine and I’Isle d’Abeau, both utilizing Stabilized Soil Bricks (SSBs) [
70]. A hallmark of Indian earthen brick technology is the arched construction championed by AVEI, with the Deepanam School serving as a typical example [
72].
In contrast to the SSBs technology, large prefabricated components are more closely aligned with contemporary prefabrication principles. The Likoule herbal medicine center [
73] was constructed using expansive prefabricated earthen walls. Allowing for tailored lengths and connection bevels based on specific building needs, almost 80 m of rammed earth walls were efficiently and meticulously compacted in a singular operation for a provisional factory near the site. After 4–6 weeks of shade-drying at minimum, these rammed earth units were transported to the construction site. Similar to other prefabricated walls, they were seamlessly hoisted, positioned, and affixed to the primary structure. Then, the edifice was reinforced using a structural framework, and earthen walls were used solely for enclosure [
73].
With the progress in prefabrication technology, various components can now be engineered into multifunctional composite elements. Meingast contributed to the development of the Lehm-Passiv Bürohaus Project (LOPAS) earth panels, a modular prefabricated building system. Aside from balancing humidity through its assembly technique and multi-layered components, this composite panel also houses the piping system by incorporating an earthen plaster layer. The LOPAS system was effectively implemented in the earthen passive office building “Lehm-Passiv Bürohaus” located in Tattendorf [
69]. Under a collaborative project with CIDEAS “Centre of Integrated Design of Advanced Structures” and Construction Company Alterstav Ltd., the wood structure and rammed earth core initiative was launched, where wooden frames and rammed earth cores were applied to produce prefabricated load-bearing wall panels. The edifice was conceived with a wooden framework, buttressed by wooden pillars. Twin parallel partition walls created a conduit for warm air circulation and doubled as a thermal energy repository. Characterized by a wooden frame and a rammed earth core, these prefabricated wall panels illustrate an eco-friendly and energy-efficient design [
75].
5.3. Feasibility for the Building Industry
The prefabricated rammed earth building system shows its advantage in some aspects. It not only reduces labor costs but also improves construction quality and expedites the building process. Furthermore, it allows the bespoke components with augmented functionalities to be produced [
69,
75]. Through centralized production, material wastage is reduced, and components are made both replaceable and repairable. This system is effective in mitigating the weaknesses of traditional rammed earth materials. Furthermore, the prefabrication approach provides the insights needed to refine design theories, thereby promoting the evolution of rammed earth architectural, vernacular, and ethnic cultures. Essential for industrializing the construction sector, prefabrication lays a foundation for the mass production of various components, ranging from adobe bricks and minor blocks to larger constructs like walls, columns, and slabs.
As contemporary industrial technology advances, these components are mass-produced in an economical way. Currently, various innovative solutions, such as multifunctional rammed earth composites and uniquely shaped components, have emerged. Depending on economic factors and technological maturity, contemporary mass production entail both rudimentary manual techniques [
72] and advanced machine-based methods [
69,
73].
In the future, the relentless advance of industrial technology will allow for a wider range of functional rammed earth prefabricated components to be produced in a more cost-effective and efficient manner. Of note is the potential synergy of digital technology with conventional rammed earth prefabrication methodologies, which is conducive to amplifying the efficiency and accuracy of production. With the integration of computer-aided design and manufacturing technologies, precise component optimization and automated control can be improved throughout the production lifecycle. Such innovations highlight the transformative power of digitization in revitalizing rammed earth prefabrication. This paves the way for further application and evolution of rammed earth prefabrication. Consequently, this system indicates a promising prospect for the construction sector. This system can be applied to expedite the realization of sustainable development objectives while preserving the rich legacies of rammed earth architecture, vernacular traditions, and ethnic cultures. In summary, the rammed earth prefabricated building system is bound to play a pivotal role in the future construction industry.
6. Conclusions
With recognition given to the shift caused by 3D printing, robotic construction, and prefabricated clay systems in the field of clay architecture, this paper explores their applications and inherent benefits. By reducing costs and enhancing the efficiency and quality of construction, these innovative technologies not only maintain but also enhance the eco-friendly and sustainability attributes of clay architecture. Therefore, they adeptly address varied clay architectural requirements in an era marked by mass production and adaptive manufacturing.
Our investigation involves four salient observations. Firstly, the practice of 3D printing in clay architecture demonstrates its advantages, which are consistent with the advanced techniques of architectural 3D printing. It is likely that the future advancements of this technology will focus on material science, equipment innovation, and algorithmic refinement. With the anticipated integration of computer vision and machine learning, which is coupled with advancements in real-time monitoring and control methodologies, it is foreseeable that the development and deepening of 3D printing applications within clay architecture will be boosted. Secondly, effective, cost-efficient, and novel solutions will be developed for rammed earth structures by applying various machine-based construction technologies, like modern rammed earth technology and drone spraying. They break some constraints on the traditional methodology by enhancing waterproofing capabilities, structural resilience, and production rates. Thirdly, the rammed earth prefabricated building system shows multiple edges, such as lowered labor costs, enhanced construction caliber and pace, customized component design, reduced material wastage, and the mitigation of inherent drawbacks of rammed earth materials. Notably, this prefabrication approach plays a pivotal role in sustaining and evolving the culture of rammed earth architecture, vernacular traditions, and ethnic heritage. Finally, the creativity and diversity of prefabricated components provide viable solutions for the construction sector, thus promoting the wider acceptance and development of the rammed earth prefabrication system in the industry.
In exploring the future of rammed earth architecture, six key focal areas are identified, as follows:
Standardization of Rammed Earth Materials: To achieve CNC (Computer Numerical Control) construction of rammed earth buildings, it is necessary to optimize the print adaptability and material performance of rammed earth materials comprehensively. In particular, it is crucial to provide standardized references for their industrial production through a detailed specification of the characteristic content of various components of the rammed earth materials.
Modification of Rammed Earth Materials: The research in this direction requires that the performance requirements of the rammed earth materials themselves and the compatibility with CNC construction machines are considered simultaneously. Given the excellent compatibility of rammed earth materials with modifications, their mechanical performance, durability, water resistance, and thermal performance can be enhanced by the introduction of means such as natural fibers for their modification. Simultaneously, it is necessary to ensure their sustainable cycle within their lifecycle by maintaining the original properties of the rammed earth materials.
Optimization of CNC Construction Technology: It remains necessary to deepen the optimization research of current CNC construction machines, which is crucial to realizing the digital manufacture of rammed earth materials. There is a necessity to figure out how to integrate factors such as geography, materials, and structural optimization into a comprehensive manufacturing system.
Optimization of Rammed Earth Building Structure: The research in this area should focus on the development of modular structural processing strategies suitable for CNC construction. In this way, the overall architectural structural optimization is maintained while the compatibility with CNC construction machines is met. It remains necessary to delve deeper into experimental research and mathematical quantitative calculation, although the existing optimization strategies have provided solutions for the design of rammed earth building structures that are superior to plain rammed construction.
Artistic Aesthetic Guidance: When the future development of rammed earth architecture is discussed, it is worth paying attention to the artistic aesthetic elements. With the integration of new technologies, it is essential to maintain the traditional aesthetic elements of rammed earth architecture, with attention paid to their innovative implementation in modern environments. This is because traditional rammed earth architecture is not only a building technology, but also an important carrier of human history, culture, art, and craftsmanship. It is thus necessary to make use of modern technology to inherit these traditional elements and to create rammed earth buildings that not only conform to modern aesthetics but also rich in historical flavor.
Spatial Application Research: In the specific spatial applications, the CNC construction of rammed earth can serve the purpose of rural construction because of the unique demands of the countryside for rammed earth architecture and local culture. The introduction of CNC technology is conducive to solving the problems of humanpower and material stability in traditional rammed earth architecture, and to achieving efficient, environmentally friendly, and economical construction. In addition, CNC technology can play a significant role in preserving old buildings and cultural heritage, and in achieving precise restoration of old earth buildings. Due to the precision of CNC technology and the great potential in modifying rammed earth materials, rammed earth architecture may be applicable in public buildings and even large spaces.
To achieve these goals, it is necessary to conduct comprehensive research on material performance, manufacturing process, structural optimization, artistic aesthetic guidance, and spatial application, for the wider and more efficient application of rammed earth architecture in modern architectural practice. Meanwhile, it is also necessary to pay attention to its inheritance and the development of traditional culture and skills for the developments in the fields of history, technology, efficiency, and humanities.




{kind=link}