
Effects of Crushing and Grinding on the Porosity of Hardened Cement Paste

 , , and
, , and
Abstract
:1. Introduction
2. Experimental Method
2.1. Materials
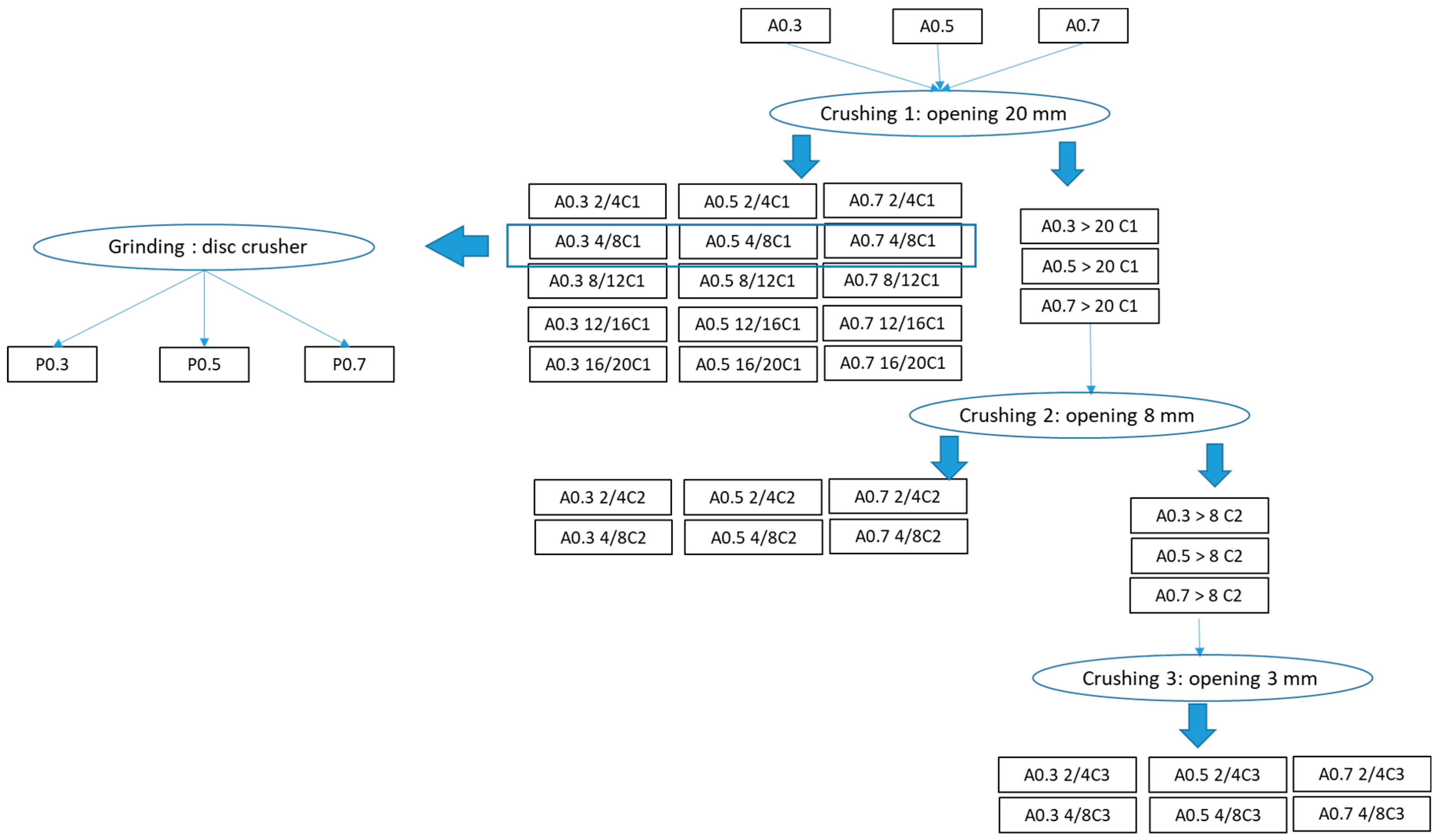
2.2. Crushing Procedure
2.3. Characterization Tests
2.3.1. Flakiness Coefficient
2.3.2. Water Absorption and Kinetics
2.3.3. Mercury Intrusion Porosity
2.3.4. Estimation of the Powder Porosity
3. Results and Discussion
3.1. Water Absorption Kinetics
3.2. Effect of Crushing on the Properties of RCA
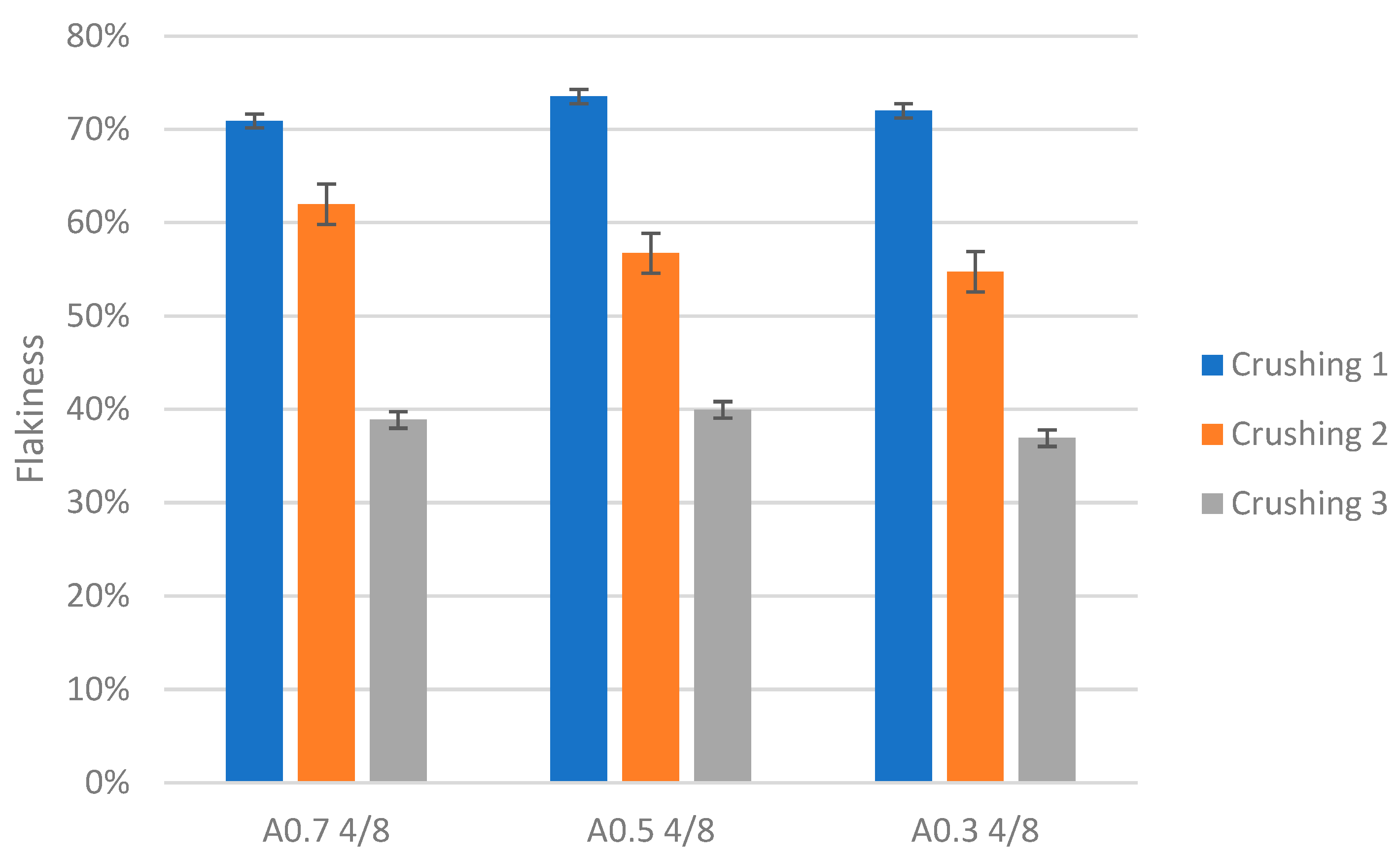
3.2.1. Flakiness Coefficient
- The used RCAs are composed of isotropic and homogeneous particles;
- The non-flat particles produce only non-flat sister particles;
- The flat particles produce about p flat particles and 1 p non-flat particles;
- The monolith materials (before the crushing procedure) are considered flat particles with FA = 100%.
3.2.2. MIP Porosity
3.2.3. 24 h Water Absorption
3.3. Effect of Grinding on the Porosity of Particles
3.3.1. Powder Porosity
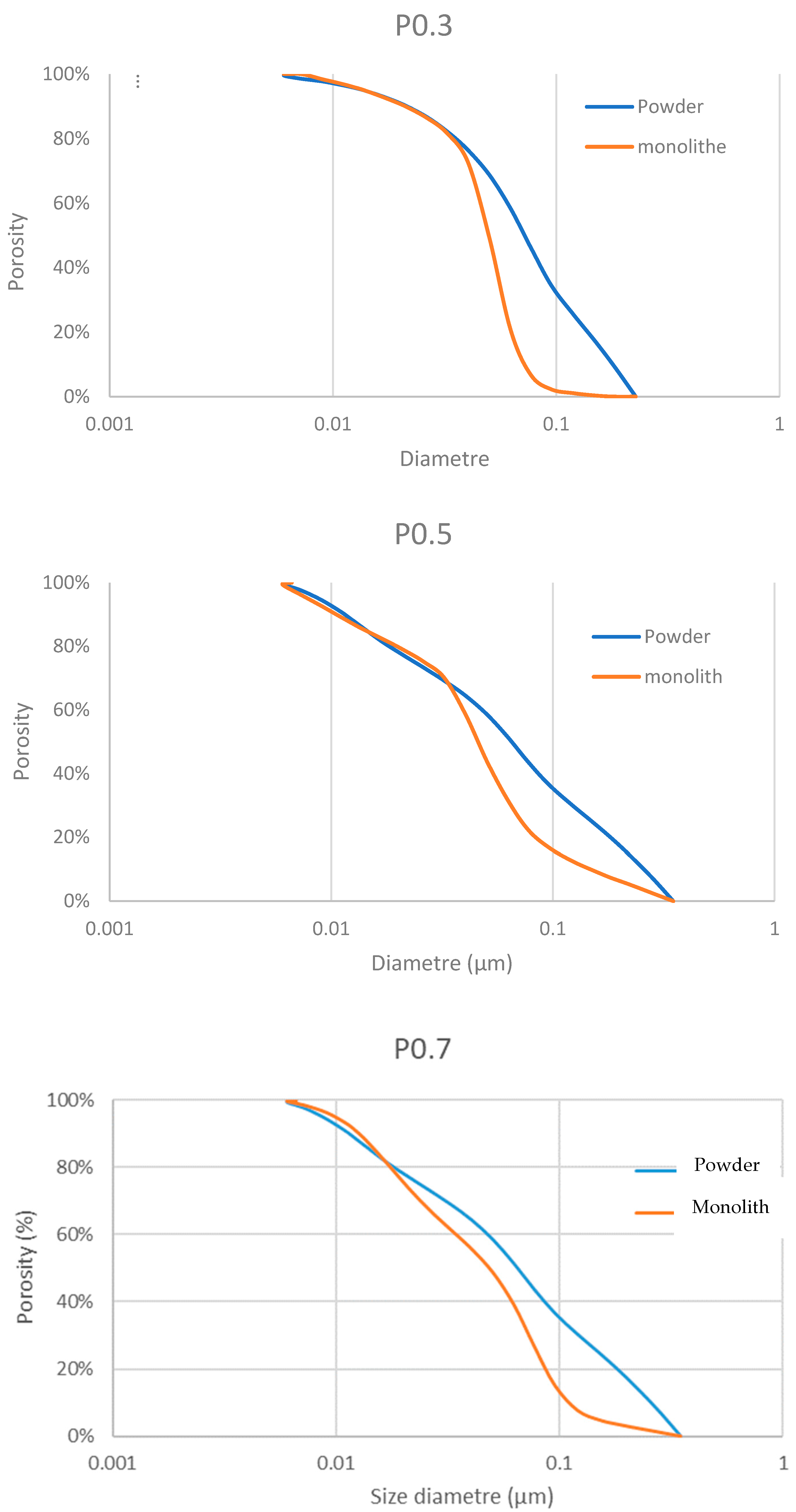
3.3.2. Pore Size Distribution Comparison
4. Conclusions
- First, the water absorption kinetics have been studied as a function of the particle size for the model RCAs produced from the three different hard cement pastes after a single crushing operation. The results show that the WA before 1 min of immersion under water is higher when the particle size decreases. For longer immersion times, the kinetics are not affected by the particle size. It is also observed for long-term immersion that the WA has a slight tendency to increase with the particle size. This difference is attributed to the saturated surface dry state (SSS) measurement, which is much easier to reach with large aggregates than with small ones. Thus, it can be concluded that for particles lower than 8 mm, the size does not have an impact on the WA.
- The properties of particles larger than 2 mm and lower than 8 mm produced with different crushing cycles are then compared. It is shown that the morphology of the grains is affected by the opening of the crusher, where the bigger the opening size of the crusher, the flatter the particles are.
- The grinding procedure concerns particles smaller than 150 µm. The porosity estimation is obtained with the model proposed by Bouarroudj et al. [21]. MIP has been used on the three powders and the pore size distributions have been compared with the one of the monoliths (material before grinding). The results first show a zone (up to 0.03 µm for P0.3 and P0.5 and up to 0.017 µm for P0.7) where no difference is obtained between the powder and the monolith and a second zone where a difference is observed. This difference is more attributed to a change in the surface roughness of the particles than to a change in the porosity.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Delvoie, S.; Zhao, Z.; Michel, F.; Courard, L. State of the Art on Recycling Techniques for the Production of Recycled Sands and Aggregates from Construction and Demolition Wastes. In Proceedings of the Mid-Term Conference SeRaMCo, Luxembourg, 28–29 November 2018; pp. 28–30. [Google Scholar]
- Pn, R. Complete Recycling of Concrete. 2012. Available online: http://www.pnrecybeton.fr/ (accessed on 18 July 2023).
- Evangelista, L.; de Brito, J. Durability performance of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 9–14. [Google Scholar] [CrossRef]
- Bouarroudj, M.E. Utilisation de Matériaux Naturels Modèles Pour la Formulation de Mortier Contenant des Sables et des Fines de Granulats Recyclés. Ph.D. Thesis, Université de Liège, Liège, Belgium, 2019. [Google Scholar]
- Omary, S.; Ghorbel, E.; Wardeh, G.; Nguyen, M.D. Mix Design and Recycled Aggregates Effects on the Concrete’s Properties. Int. J. Civ. Eng. 2017, 8, 973–992. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Bordy, A.; Younsi, A.; Aggoun, S.; Fiorio, B. Cement substitution by a recycled cement paste fine: Role of the residual anhydrous clinker. Constr. Build. Mater. 2017, 132, 1–8. [Google Scholar] [CrossRef]
- Oksri-Nelfia, L.; Mahieux, P.Y.; Amiri, O.; Turcry, P.; Lux, J. Reuse of recycled crushed concrete fines as mineral addition in cementitious materials. Mater. Struct. 2016, 49, 3239–3251. [Google Scholar] [CrossRef]
- Bouarroudj, M.E.; Rémond, S.; Bulteel, D.; Potier, G.; Michel, F.; Zhao, Z.; Courard, L. Use of grinded hardened cement pastes as mineral addition for mortars. J. Build. Eng. 2020, 34, 101863. [Google Scholar] [CrossRef]
- Diliberto, C.; Lecomte, A.; Mechling, J.M.; Izoret, L.; Smith, A. Valorisation of recycled concrete sands in cement raw meal for cement production. Mater. Struct. 2017, 50, 127. [Google Scholar] [CrossRef]
- Krour, H.; Trauchessec, R.; Lecomte, A.; Diliberto, C.; Barnes-Davin, L.; Bolze, B.; Delhay, A. Incorporation rate of recycled aggregates in cement raw meals. Constr. Build. Mater. 2020, 248, 118217. [Google Scholar] [CrossRef]
- Evangelista, L.; Guedes, M.; De Brito, J.; Ferro, A.C.; Pereira, M.F. Physical, chemical and mineralogical properties of fine recycled aggregates made from concrete waste. Constr. Build. Mater. 2015, 86, 178–188. [Google Scholar] [CrossRef]
- Omary, S.; Ghorbel, E.; Wardeh, G. Relationships between recycled concrete aggregates characteristics and recycled aggregates concretes properties. Constr. Build. Mater. 2016, 108, 163–174. [Google Scholar] [CrossRef]
- Bulteel, D.; Courard, L.; Remond, A.L.S.; Groslambert, S.; Zhao, Z.; Bouarroudj, M.; Colman, C. Transfert Technologique Interreg VALDEM, Repport. 2020. Available online: www.valdem-interreg.eu/fr (accessed on 18 July 2023).
- Silva, R.V.; de Brito, J.; Dhir, R.K. Availability and processing of recycled aggregates within the construction and demolition supply chain: A review. J. Clean. Prod. 2017, 143, 598–614. [Google Scholar] [CrossRef]
- Rompaey, V. Etude de la Réactivité des Ciment Riches en Laitier, à Basse Température et à Temps Court, sans Ajout Chloruré. Ph.D. Thesis, Université Libre de Bruxelles (ULB), Brussels, Belgium, 2013. [Google Scholar]
- De Larrard, F. Structures Granulaires et Formulation des Bétons, Etudes et Recherches des Laboratoires des Ponts et Chaussées, OA 34. 2000, p. 414. Available online: http://www.concretonline.com/pdf/00hormigon/art_tec/docu_ref01.pdf (accessed on 20 February 2023).
- Daïan, J. Porométrie au Mercure. Le Modèle XDQ. Ph.D. Thesis, Université Joseph Fourier, Grenoble, France, 2007. [Google Scholar]
- EN 1097-6:2013; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. CEN: Brussels, Belgium, 2013.
- Test Methode No.78; Tests on Granulats in Concrte: Measurment of Total Water Absorption of Crushed Sand. IFSTTAR: Paris, France, 2011.
- Bouarroudj, M.E.; Rémond, S.; Grellier, A.; Bulteel, D.; Michel, F.; Zhao, Z.; Courard, L. Intra granular porosity of mineral powders: Modeling and experimentation. Mater. Struct. 2021, 54, 88. [Google Scholar] [CrossRef]
- Zhao, Z.; Remond, S.; Damidot, D.; Xu, W. Influence of hardened cement paste content on the water absorption of fine recycled concrete aggregates. J. Sustain. Cem. Based Mater. 2013, 2, 186–203. [Google Scholar] [CrossRef]
- Neville, A. Properties of Concrete, Computational Modelling of Concrete Structures, 5th ed.; Pearson: London, UK, 1988; 350p. [Google Scholar] [CrossRef]
- Cyr, M. Contribution à la Caractérisation des Fines Minérales et à la Compréhension de Leur Rôle Joué dans le Comportement Rhéologique des Matrices Cimentaires. Ph.D. Thesis, Université Sherbrook et Insa de Toulouse, Toulouse, France, 1999. [Google Scholar]
- Bentz, D.P. Quantitative comparison of real and CEMHYD3D model microstructures using correlation functions. Cem. Concr. Res. 2006, 36, 259–263. [Google Scholar] [CrossRef]
- EN 197-1:2012; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. CEN: Brussels, Belgium, 2012.
- Frías, M.; Cabrera, J. Pore size distribution and degree of hydration of metakaolin-cement pastes. Cem. Concr. Res. 2000, 30, 561–569. [Google Scholar] [CrossRef]
- EN 933-3:2012; Test for the Caracterisation of the Aggregate Geometre—Part 3: Flakiness Coefficient. CEN: Brussels, Belgium, 2012.
- Durney, T.E.; Meloy, T.P. Particle shape effects due to crushing method and size. Int. J. Miner. Process. 1986, 16, 109–123. [Google Scholar] [CrossRef]
- Gaudin, A.M. Principles of Mineral Dressing; McGraw-Hill: New York, NY, USA, 1939. [Google Scholar]
- Bouquety, M.N.; Descantes, Y.; Barcelo, L.; De Larrard, F.; Clavaud, B. Experimental study of crushed aggregate shape. Constr. Build. Mater. 2007, 21, 865–872. [Google Scholar] [CrossRef]
- Guerin, E.; Tchoreloff, P.; Leclerc, B.; Tanguy, D.; Deleuil, M.; Couarraze, G. Rheological characterization of pharmaceutical powders using tap testing, shear cell and mercury porosimeter. Int. J. Pharm. 1999, 189, 91–103. [Google Scholar] [CrossRef]
- Rémond, S. Compaction of confined mono-sized spherical particle systems under symmetric vibration: A suspension model. Phys. A Stat. Mech. Its Appl. 2004, 337, 411–427. [Google Scholar] [CrossRef]
- Apedo, K.L.; Montgomery, P.; Serres, N.; Fond, C.; Feugeas, F. Geometrical roughness analysis of cement paste surfaces using coherence scanning interferometry and confocal microscopy. Mater. Charact. 2016, 118, 212–224. [Google Scholar] [CrossRef]
- Apedo, K.L.; Munzer, C.; He, H.; Montgomery, P.; Serres, N.; Fornd, C.; Feugeas, F. Cement paste surface roughness analysis using coherence scanning interferometry and confocal microscopy. Mater. Charact. 2015, 100, 108–119. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Monolith | Powder | |
|---|---|---|
| P0.3 | 12.6% | 11.3% |
| P0.5 | 24.0% | 22.4% |
| P0.7 | 37.0% | 34.9% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bouarroudj, M.E.; Rémond, S.; Cazacliu, B.; Potier, G.; Courard, L.; Bulteel, D. Effects of Crushing and Grinding on the Porosity of Hardened Cement Paste. Buildings 2023, 13, 2319. https://doi.org/10.3390/buildings13092319
Bouarroudj ME, Rémond S, Cazacliu B, Potier G, Courard L, Bulteel D. Effects of Crushing and Grinding on the Porosity of Hardened Cement Paste. Buildings. 2023; 13(9):2319. https://doi.org/10.3390/buildings13092319
Chicago/Turabian StyleBouarroudj, Mohamed ElKarim, Sébastien Rémond, Bogdan Cazacliu, Guillaume Potier, Luc Courard, and David Bulteel. 2023. "Effects of Crushing and Grinding on the Porosity of Hardened Cement Paste" Buildings 13, no. 9: 2319. https://doi.org/10.3390/buildings13092319