1. Introduction
A natural renewable resource, timber, as a construction material, has a lower environmental impact [
1,
2] and combines high flexural strength with low weight, which is a significant advantage over other construction materials. However, the use of timber floors at medium and large spans is associated with human discomfort due to the high sensitivity of the floor to vibrations [
3,
4,
5,
6]. The combination of timber with concrete, which is a stiffer material with high compressive strength, increases the overall stiffness of the structure [
7]. Compared with classic reinforced concrete floors, timber–concrete composite (TCC) floors significantly reduce the self-weight of floor structures and thus the dimensions of other vertical structures and foundations [
8]. According to existing studies [
9], with the increase in the span of the floor structure up to six meters, the required floor thickness of the TCC and reinforced concrete structures is almost the same, but the self-weight load caused by the TCC structure is more than half that of the reinforced concrete structure. Thus, it can be concluded that the TCC floor is an effective alternative to the classic floor solutions made of reinforced concrete [
9,
10]. The topicality of TCC is further confirmed by the current development of prCEN/TS Eurocode 5: Design of Timber Structures—Structural design of timber–concrete composite structures—Common rules and rules for buildings [
11].
The most significant effect of combining two materials—timber and concrete for use in non-seismic zones, can be obtained by providing a rigid connection between these layers. In this way, full composite action is ensured, and both layers work as one element with one neutral axis [
12]. Given that the serviceability limit state (SLS) for structures subjected to the flexure is usually decisive [
13,
14], the full performance of the composite is of particular importance. Full action of the composite leads to smaller deflections of the element [
15] and can ensure the concrete action only in the compressed area [
16]. An adhesive connection can provide a rigid connection between the concrete and timber layers. Currently, two technologies for developing glued connections are known—dry and wet. The dry method is characterised by difficulties in quality control of the glued connection. In the case of the wet method, there is a risk of glue shifting during the placement of fresh concrete [
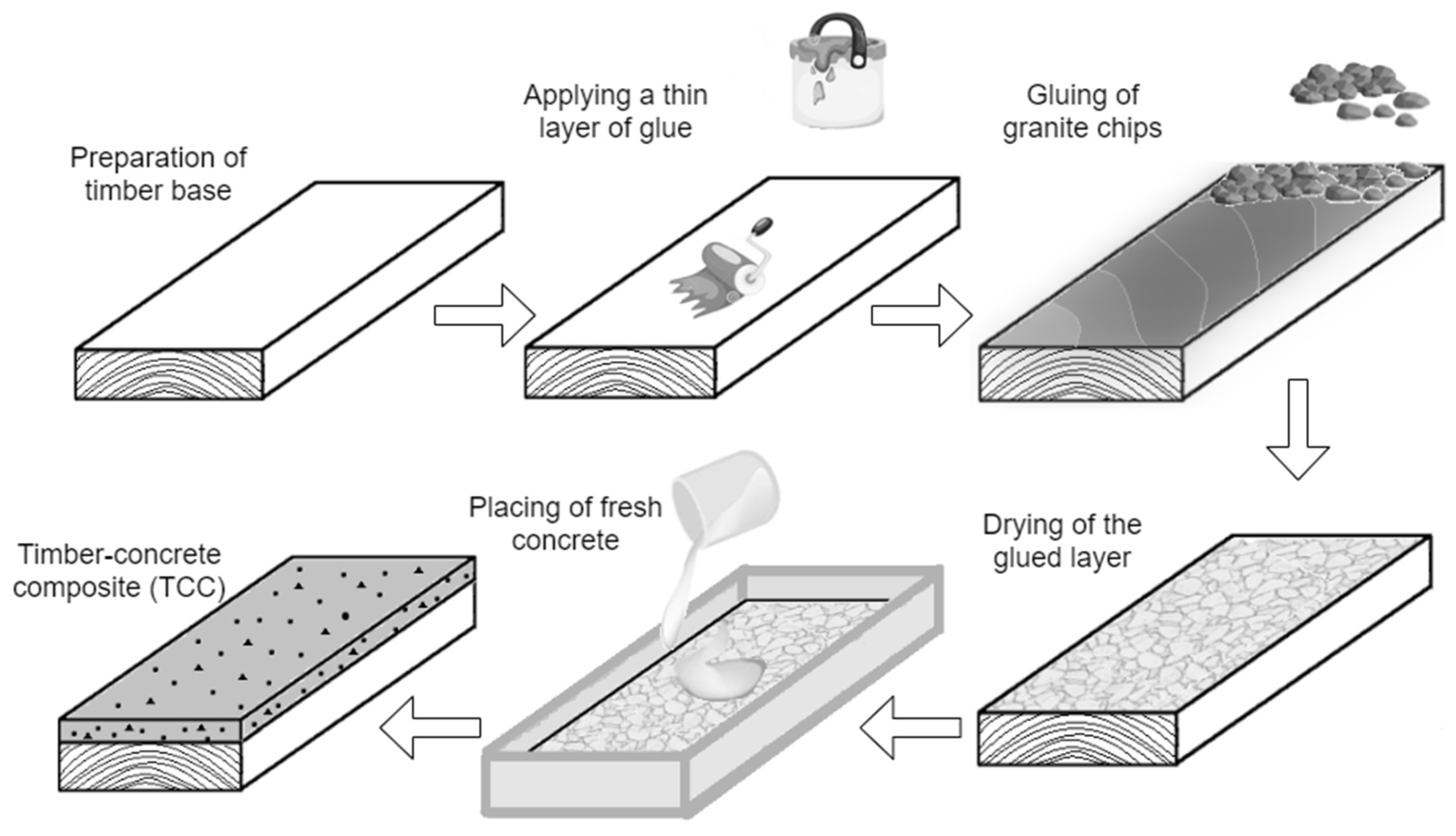
10]. As part of developing a more rational timber–concrete composite solution, an innovative technology producing a rigid connection between the concrete layer and the timber base has been proposed. The proposed production method includes gluing the chips to the timber layer (see
Figure 1) and placing fresh concrete after drying the adhesive layer [
17,
18].
In reinforced concrete bending structures, the tensile strength of the concrete is usually neglected. The reinforcement absorbs all tensile stresses that occur during bending. In the ultimate limit state (ULS), the concrete is cracked about 2/3 of its height [
10] during bending. Therefore, replacing this potentially cracked area with a timber cross-section in timber–concrete composite structures is useful. Although timber is characterised by lower strength and stiffness than steel bars, the much larger cross-sectional area can compensate for this [
10]. The forthcoming normative documents on the design of TCC structures provide for the reinforcement of the concrete layer with continuous bars. The possible concrete shrinkage and the provision of the required strength around the shear connection are usually the main reasons for the need for reinforcement. The minimum concrete layer thickness in TCC is 80 mm to provide the minimum required concrete protective layer for bars [
19]. In turn, the minimum height of the TCC panel, in this case, is 240 mm, at which effective operation of the concrete layer is possible without subjecting the concrete to tensile stresses. Often these material thicknesses are not determined by the load-bearing capacity requirement of the structure. Thus, classically reinforced concrete creates unnecessary additional self-weight, increasing the material consumption and the load on the supporting structures. A practical alternative to traditional longitudinal reinforcement is the use of dispersed reinforcement, which can reduce the thickness of the concrete layer and, consequently, the self-weight of the slab. Several studies indicate the benefits of TCC from the addition of fibres to the concrete composition [
20,
21,
22]. Fibres can distribute local stresses and prevent the spread of cracks in concrete [
23,
24,
25], which is essential in the case of timber–concrete composite. In addition to the benefits mentioned above, the possibility of using recycled fibres also reduces global waste and CO
2 emissions [
26,
27].
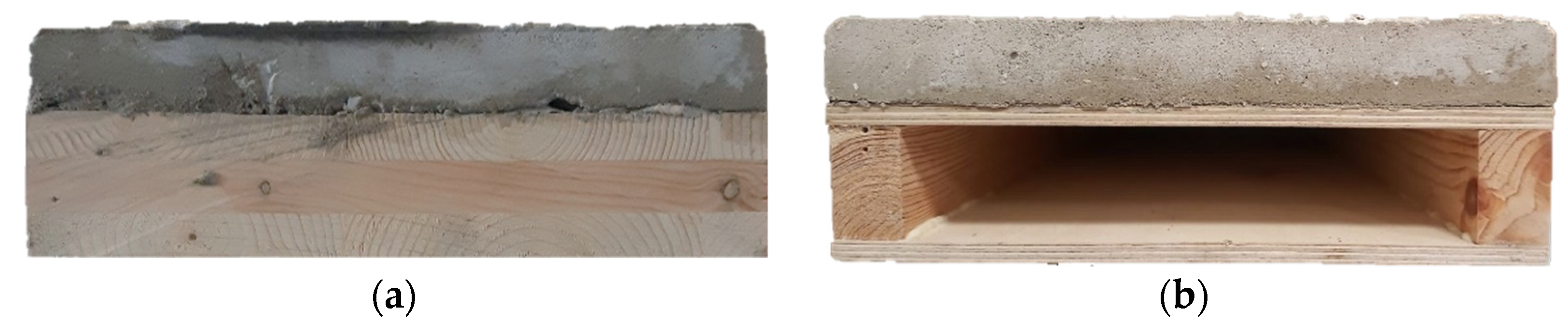
There are two typical TCC solutions—a concrete layer with cross-laminated timber (CLT) panel and a concrete layer with timber beams [
28]. The TCC with timber beams is usually used with a thick reinforced concrete layer to provide sufficient bending stiffness. The timber beams must have a very high height to abandon the use of steel longitudinal reinforcement while maintaining a high bending stiffness of the cross-section. Therefore, this solution is not considered a possible design solution for the proposed sustainable TCC structure without steel reinforcement. The TCC with CLT allows one to dispense with the use of steel reinforcement, but massive and uneconomic cross-sections, especially at larger spans, are formed [
29]. Therefore, this research aims to optimise the structural solution of the timber–concrete composite by proposing a timber–concrete cross-section with a box-shaped plywood rib panel, where the lower plywood layer can increase the total bending stiffness of the cross-section several times compared with TCC with the same height timber beams and move the neutral axis of the cross-section away from the concrete layer. Thus, for example, at a span of nine meters, an 18 mm thick lower plywood layer can reduce the timber beam (rib) height maintaining the same level of bending by approximately 1.5 times. To determine the benefits of the proposed TCC solution, a comparison between the TCC with a plywood panel and the classic one with CLT is made. Because timber–concrete composite structures consist of distinct materials with quite different properties, especially in terms of weight, the consumption of material for mutual comparison of structures cannot be used as it does not fully reflect the situation. Therefore, it is necessary to use another parameter that can bind diverse types of materials in different variable proportions. The efficiency of structures made of several materials can be reflected in the prices of the materials used. Cost-based criteria are often used for structural optimizations [
30,
31]. The cost-effectiveness criterion—cost factor
c, based on the cost per square meter of the materials for a timber–concrete composite panel, is proposed for use because of the high cost difference between CLT and concrete materials.
2. Materials and Methods
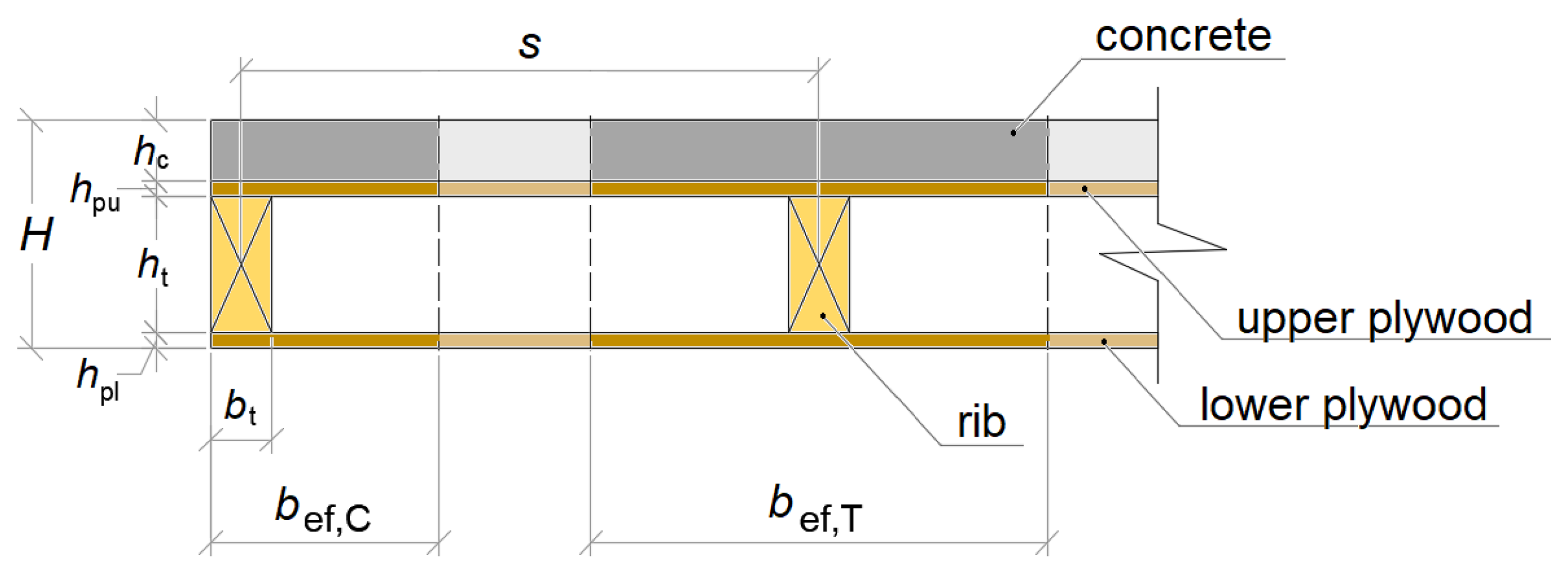
The cross-sections of the classic TCC solution with CLT base and the proposed solution—with a plywood rib panel—are shown in
Figure 2. The proposed solution can effectively integrate utilities and other solutions in the cross-section of the structure without losing the height of the floor as opposed to the classical solution.
A fibre-reinforced concrete layer and a rigid connection between timber and concrete layers are assumed to compare both solutions. A schematic illustration of the rigid connection between timber and concrete components realisation is shown in
Figure 3.
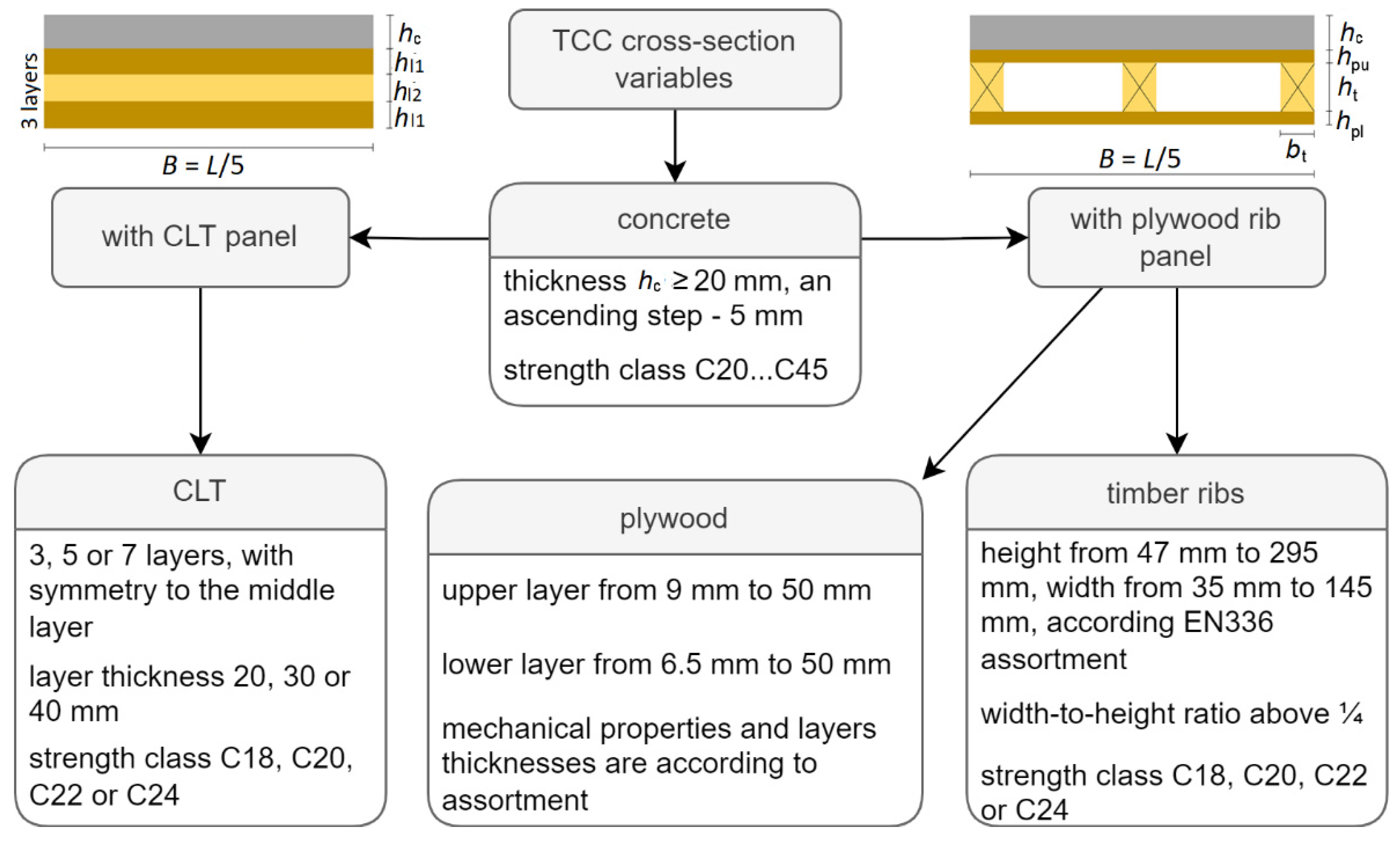
TCC panels are considered one-way, simply supported, with a width-to-span ratio of 1:5. The total width of the floor used in the vibration analysis is assumed to be 5 m. The most rational parameters for the two types of cross-sections are set for panels with a span of 3 to 10 m in steps of 0.5 m of A (residential) and B (office) category buildings. The assumed TCC cross-sectional variables include 6 different concrete and 4 different timber strength classes; 13 standard thicknesses of plywood; 3 different CLT layer thicknesses applicable to CLT panels with a total layer amount of 3, 5 or 7 layers; and 6 widths and 11 heights for timber beams according to the EN336 assortment. These are summarised in
Figure 4.
The structural design of the timber–concrete composite floor panels is carried out by the recommendations of the new design rules for timber–concrete composite structures currently being developed under CEN TC250/N2330 “Eurocode 5: Design of Timber Structures—Structural design of timber–concrete composite structures—Common rules and rules for buildings”, part of which are also described in [
10] and new design rules for floor vibration currently being developed under CEN TC250/SC5 WG3 Subgroup 4 “Vibrations”.
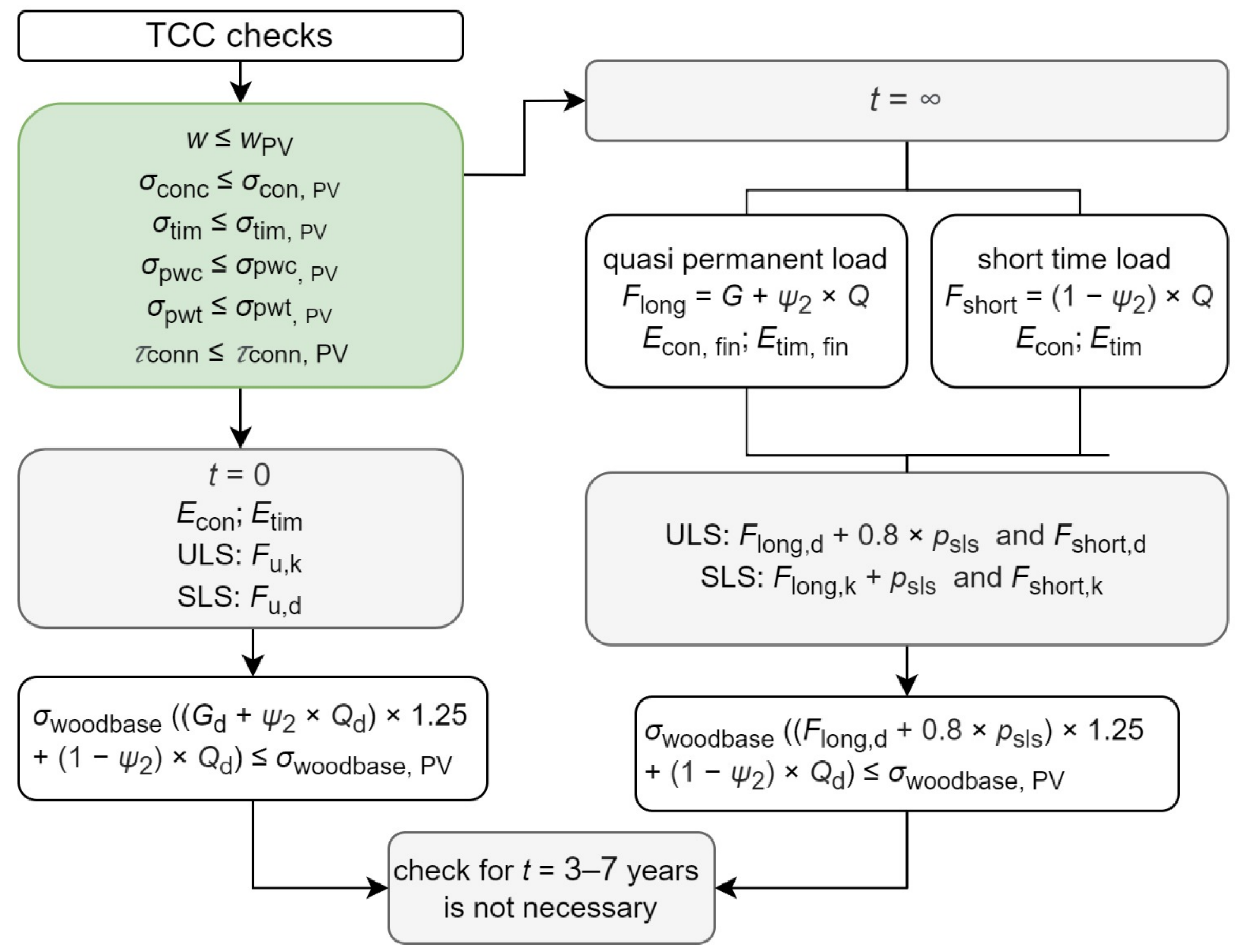
The timber–concrete composite panel is calculated for two time points. The first one,
t = 0 years, corresponds to the initial state. At this time point, neither the concrete shrinkage nor the materials creep are considered in the calculations, as they have not developed. The second time point,
t = ∞ years, corresponds to the end of the structure’s service life. For the long-term condition, the creep and the concrete shrinkage are considered. Effective values of the elastic modulus evaluate the creep of materials. The fictitious load from an inelastic deformation evaluates concrete’s drying and autogenous shrinkage. The deflection and stress level criteria with the respective load combinations and elastic modulus checked for the TCC panels are summarised in
Figure 5. An additional check of the stress level is necessary for the wood-based elements to determine the need for a calculation at a time point corresponding to
t = 3–7 years.
The effective values of the elastic modulus of concrete and timber used for long-term load calculations should be determined according to Equations (1) and (2).
where
Econ,fin and
Etim,fin are, respectively, the effective value of the elastic modulus of concrete and timber for long-term calculations, MPa;
Econ,t0 is the modulus of elasticity of concrete at the moment when the concrete reaches the design strength or the load is applied to the concrete for the first time, MPa;
ψcon is the coefficient taking into account the effect of the composite action of the material on the effective creep coefficient of concrete, which in the case of service class 1 and full composite action is taken as interpolation of recommended in the new design rules for TCC values and can be obtained by Equation (5);
φ(∞,t
0) is creep coefficient for long-term condition and can be obtained by Equation (3); E
tim is mean value of elastic modulus of timber, MPa;
ψtim = 1 is a factor that takes into account the effect of the composite action of the material on the effective creep factor of the wood; and
kdef is a factor for the evaluation of creep deformation taking into account the relevant service class according to Eurocode 5.
It is assumed that the load is applied to the concrete after reaching its design strength, i.e., not earlier than 28 days from the moment of concrete placing, the relative humidity of the environment is equal to 40%, and service class 1. The creep coefficient of concrete for the long-term condition, when creep is fully developed, is calculated following Annex B of Eurocode 2 according to the following equation:
where
φ(∞,t
0) is the creep coefficient for the long-term condition;
fcm is the mean compressive strength of concrete at the age of 28 days, MPa; t
0 is the time when a load is applied on the structure, days;
φRH is a factor considering the effect of relative humidity on the creep coefficient, which can be calculated from Equation (4).
where
RH is the relative humidity of the ambient environment, %;
h0 is the notional size of the member equal to the height of the concrete layer, mm;
fcm is the mean compressive strength of concrete at the age of 28 days, MPa.
where
ψcon is the coefficient considering the effect of the composite action of the material on the effective creep coefficient of concrete, in the case of service class 1 and full composite action;
φ(∞, t
0) is the creep coefficient for a long-term condition.
Inelastic deformations due to concrete shrinkage are considered in the calculation as a fictitious load assumed as a permanent load:
where
psls is the fictitious load, kN/m;
εsh is the concrete’s drying and autogenous shrinkage inelastic deformation at the 90% level, which in the case of the cement of strength class CEM 42,5 N can be calculated from Equation (7);
Cp,sls is the coefficient, which for TCC with rigid connection between timber and concrete layers, i.e., the coefficient of composite action
γ = 1, can be calculated from Equation (8).
where
fcm is the mean compressive strength of concrete at the age of 28 days, MPa;
RH is relative humidity of the ambient environment, %;
RH0 = 100%;
fck is the characteristic compressive strength of the concrete at the age of 28 days, MPa.
where
E1 and
A1 are, respectively, the elastic modulus and area of concrete cross-section, kNm
2 and m
2;
E2 and
A2 are, respectively, the elastic modulus and area of timber base cross-section, kNm
2 and m
2;
z is the distance of the centres of gravity of the concrete and timber base cross-sections, m;
L is the span of the panel, m.
The tensile strength of the concrete is completely ignored in the calculations. The timber–concrete composite panel is designed to subject the concrete layer only to compressive stresses. The shear deformation is also dismissed because of the considerable panel length to height ratio (about 30). The cross-layers of the CLT panel are evaluated in the calculations by transforming them to the material properties of the longitudinal layers according to the transformed-section method [
32].
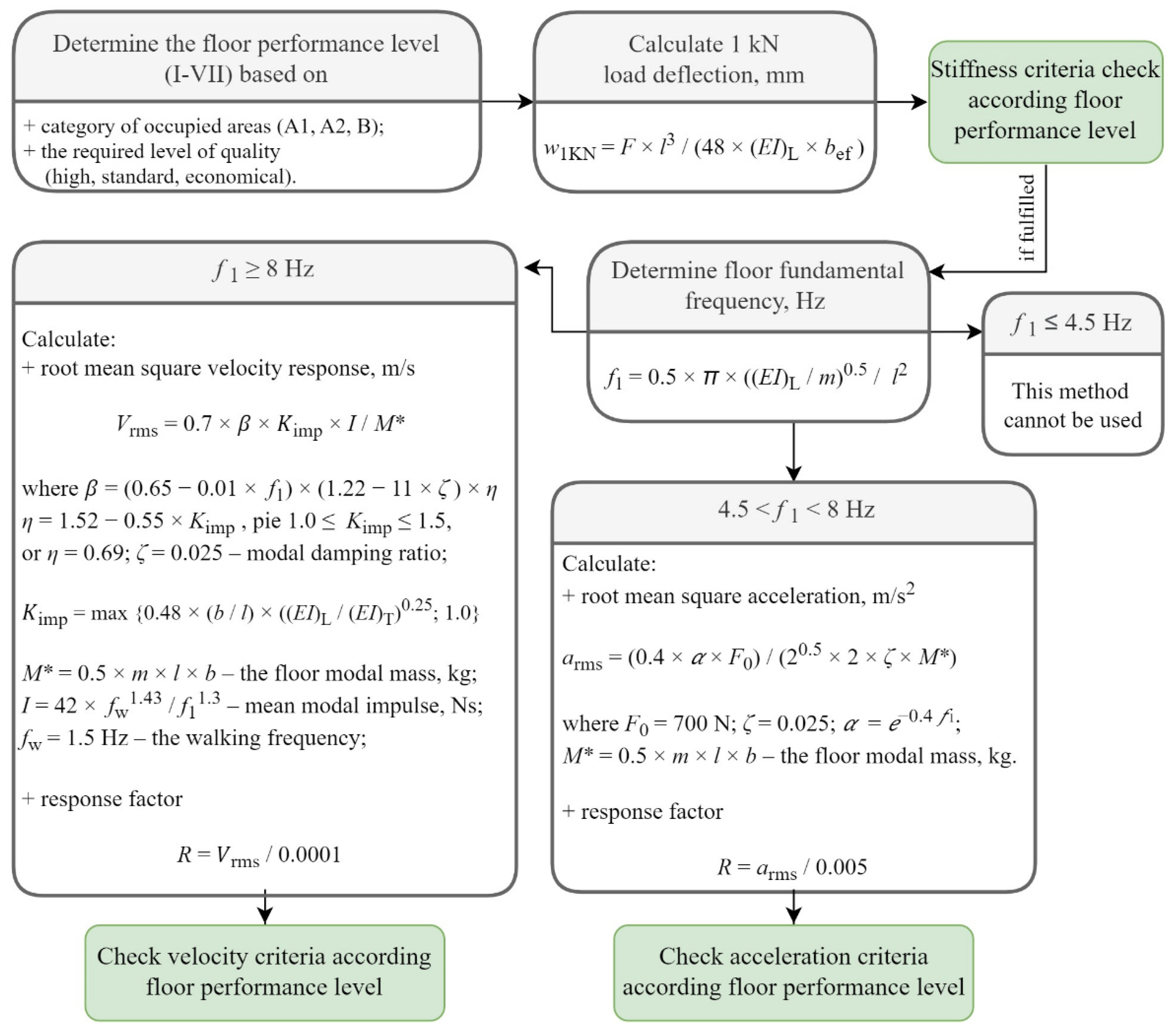
The serviceability limit state includes the determination of instantaneous and final maximum displacements and vibration criteria. According to the forthcoming rules, vibration checks consist of stiffness criteria (point load deflection) and acceleration or velocity criteria. The new rules lay down design conditions for natural frequencies between 4.5 and 8 Hz, where the floor must meet the acceleration criterion. For floors with a natural frequency larger than 8 Hz, a velocity criterion is introduced. In addition, the concept of floor performance level has been submitted, which provides for different thresholds by which to meet the vibration criteria, depending on the building category and the quality level chosen. In the calculations assumed, the floor vibration quality level is the highest. The vibration design procedure for timber–concrete composite floors with spans
l, width
b and self-mass per square meter m, effective bending stiffnesses for a 1 m wide strip (
EI)
L and (
EI)
T, respectively, in the longitudinal and transverse directions of the floor, is shown in
Figure 6.
The limit values for all vibration criteria according to the floor performance level and the determination of the floor performance level according to the floor area use category and the required quality level are summarised in
Table 1 and
Table 2, respectively.
TCC with plywood rib panel structural design includes such checks of the ultimate limit state as a check of normal stresses in the concrete layer, both plywood layers and the longitudinal timber ribs, and analysis of shear stresses in the connection between the rib and the plywood. Ultimate limit state check and calculation of the panel deflection are made for two types of effective panel cross-sections—double-T and C-type cross-sections (see
Figure 7). Equivalent panel bending stiffness for a 1 m wide strip is used for vibration tests.
The step of longitudinal ribs
s, taken based on upper plywood layer load-bearing capacity and deflection calculations in the transverse direction of the panel according to design schemes shown in
Figure 8a,b, and deflection calculations of concrete and upper plywood layers with full-composite action according to design scheme shown in
Figure 8c. Given the importance of upper plywood layer work between the ribs and the low entire stiffness of the wood-based materials, a more conservative design scheme for this sub-element has been adopted, i.e., a simply supported beam.
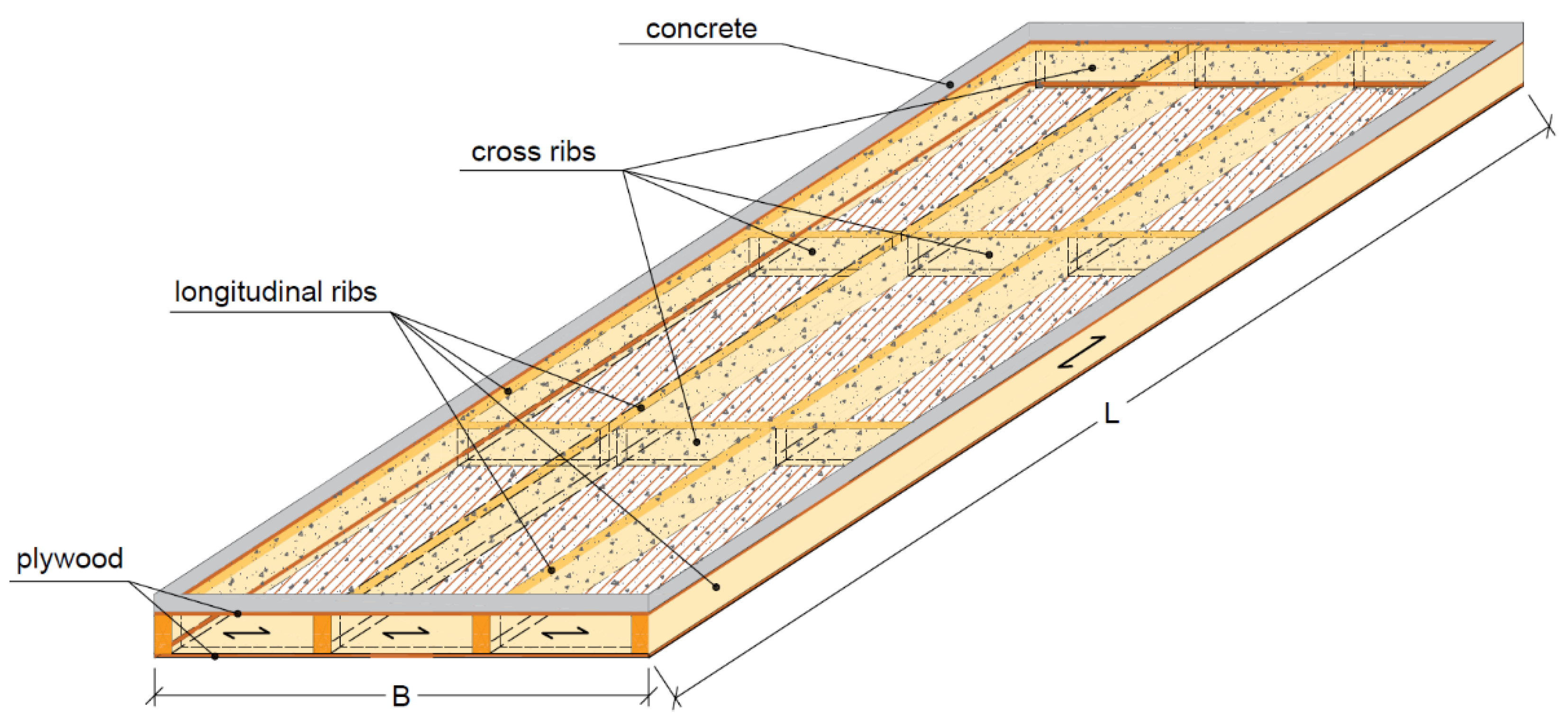
The interaction of the concrete layer with the upper plywood layer protects the latter from durability issues. The cross ribs are only used to divide the panel into smaller open-air volumes. The number of cross rib rows equals the number of longitudinal ribs, as can be seen in
Figure 9.
All cross-sections of the two types of TCC are generated according to the input and variable data using the calculation algorithm developed in the Hypertext Preprocessor (PHP) environment. The generated cross-sections are passed through the ultimate and serviceability limit tests. Cross-sections that do not meet at least one of the checks are discarded. The cross-sections that satisfy all the tests are arranged according to the criterion of rationality.
The cost factor
c as the criterion of rationality for TCC with CLT panel base is calculated according to the equation:
where
hCLT and
hc are, respectively, CLT and concrete layer heights, m;
PCLT and
Pc are, respectively, CLT and usable strength class concrete price, EUR/m
3;
Pc, C20 is the price of concrete of strength class C20, used as the base price, EUR/m
3;
B1 is a one-meter-wide strip of the panel, m.
For the comparison of CLT–concrete composite panels, the price of one cubic meter of CLT is assumed to be 900 EUR, while the cost per cubic meter of C20 strength concrete with 0.5% synthetic fibres Strux 40/90 is considered to be 104 EUR. The prices accepted for the other concrete strength classes and the
Pc/
Pc,C20 ratios are summarised in
Table 3. The prices used for the analysis are based on the Latvian market at the turn of the year 2021/2022. The use of additional protection layers—for example, fire-rated plasterboards- is required to meet the fire safety requirements of both CLT and plywood panel solutions. This solution allows the relatively easy replacement of such layers if it is necessary in comparison with charred CLT floor solution without additional protection layer. Fire protection layers are not considered in the cost factor analysis.
The cost factor
c for TCC with plywood rib panel base is calculated according to the equation:
where
hi is the height of the layer or rib;
Pi is the price of the respective material, EUR/m
3;
b and
L are, respectively, panel width and span, m;
nlong and
ntrans are the number of longitudinal and transverse ribs; indexes pu, pl are, respectively, the upper and lower plywood layers; indexes t and
c are, respectively, the timber and concrete layers;
Pc,C20 is the price of concrete of strength class C20, used as the base price, EUR/m
3; B
1 is a one-meter-wide strip of the panel, m.
The price per cubic meter of timber is assumed to be 600 EUR. Based on its thickness, plywood prices per cubic meter are summarised in
Table 4.
4. Discussion
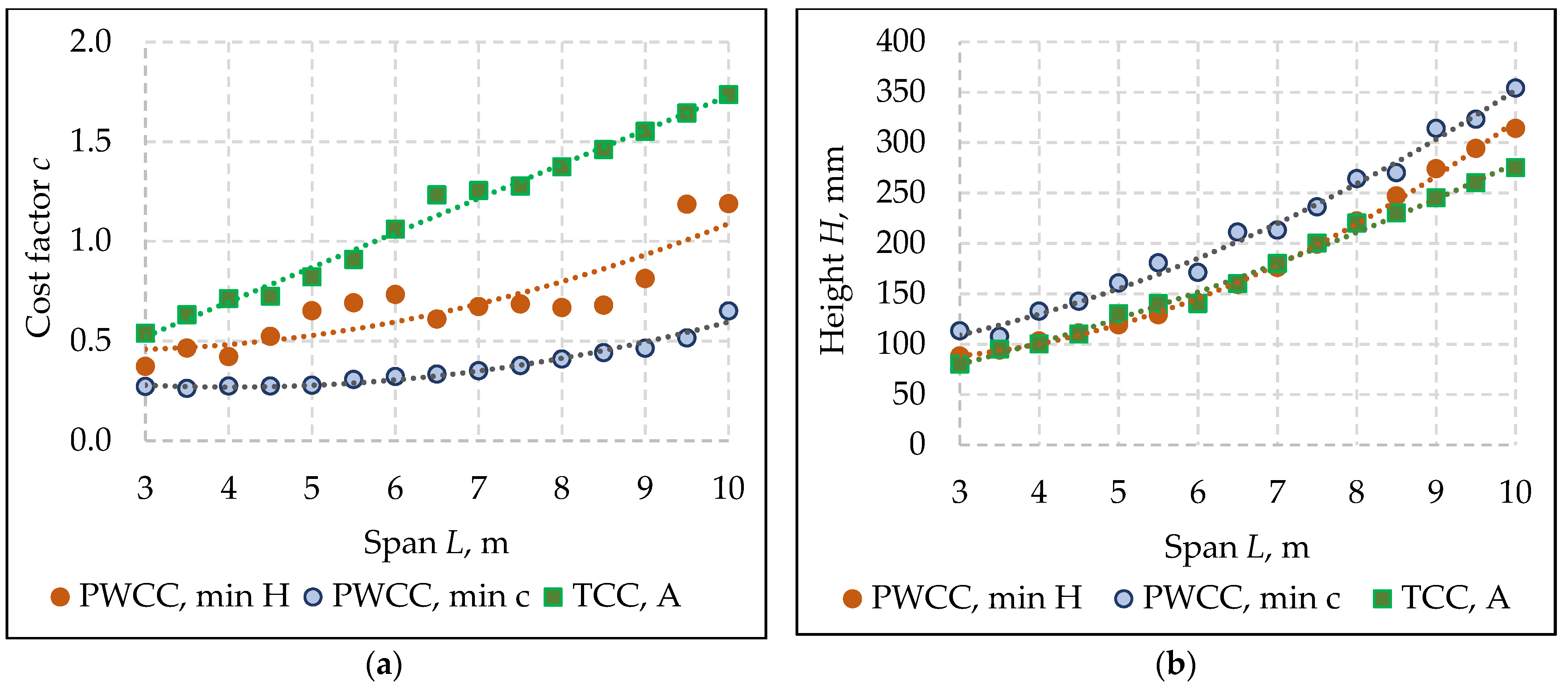
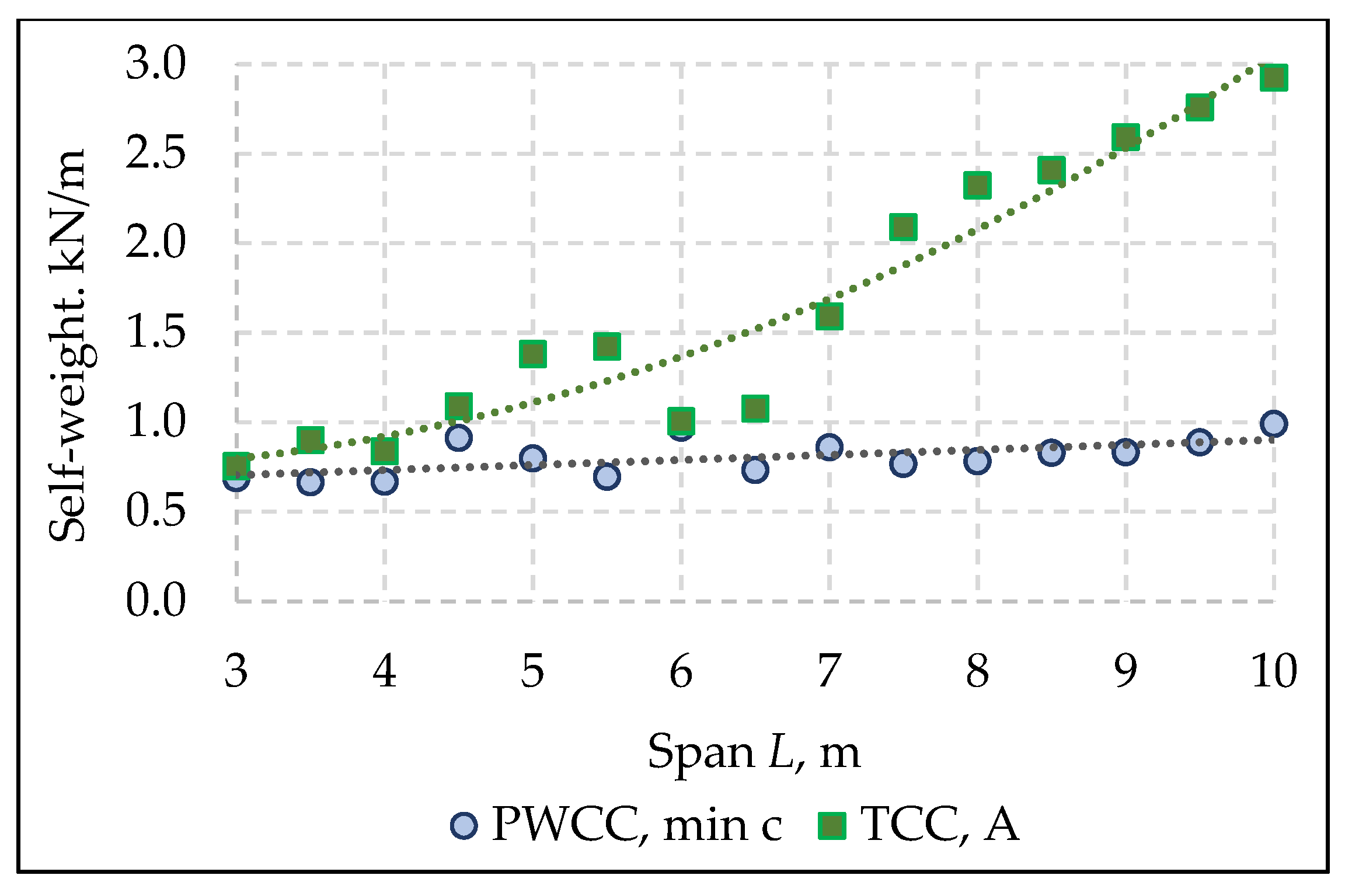
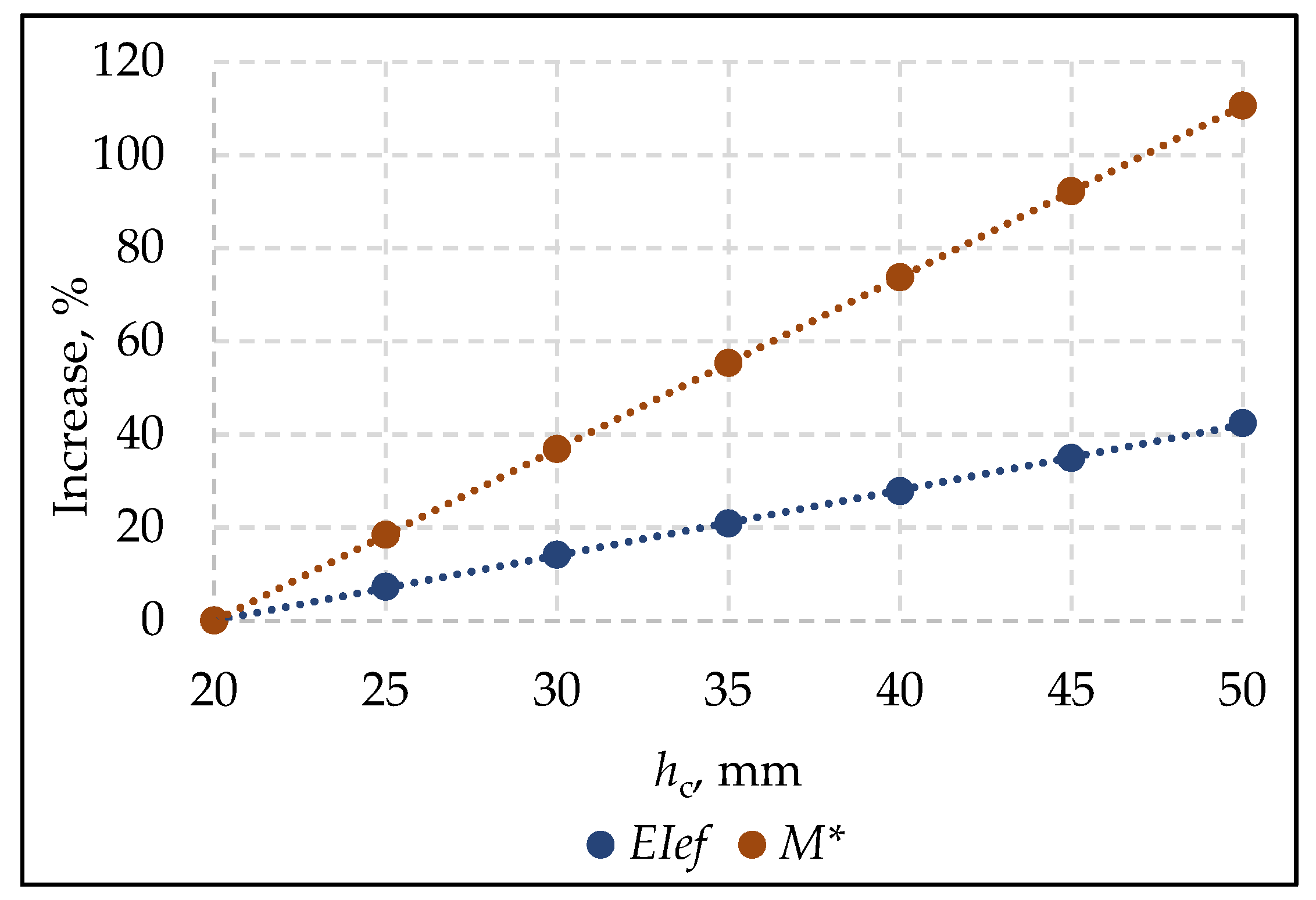
The proposed alternative solution of the timber–concrete composite panel with a plywood rib panel can significantly reduce the cost factor. Compared with the CLT–concrete panel, the cost factor of the plywood–concrete panel with the most cost-effective cross-section for the building category A1 is from 50% to 73% lower, with an average value of 66%. A significant reduction in the cost factor leads to increased plywood–concrete composite panel height from 7% to 41%, with an average value of 25% compared with CLT–concrete composite panels. Due to the structure of the proposed solution, thicker concrete layers lead to the need for either a thicker upper plywood layer or/and additional ribs to reduce the step between them. Both cases are immediately associated with additional costs. Therefore, the most cost-effective plywood–concrete cross-sections are mainly with a 20 mm thick concrete layer. This solution has an additional advantage. Using a thin layer of concrete, the self-weight of the panel does not increase significantly depending on the span. The difference between plywood–concrete and CLT–concrete panel in weight is 20% for a span of three meters. It grows up to 71% for larger spans. Moreover, an increase in the concrete layer height leads to a faster increase in modal mass than an increase in bending stiffness, as shown in
Figure 14. Therefore, because the determining check for plywood–concrete panels is usually vibration, an increase in the concrete layer does not always give a good result.
By choosing a plywood-concrete composite panel with the lowest possible cross-sectional height that meets the requirements for TCC checks, it is possible to reduce the difference between cross-sectional heights up to 14%. In the case of the span equal to 6 m, 12% less plywood–concrete panel height than for the CLT–concrete panel was obtained. The average value of the plywood–concrete panel height increase is 3%. The cost factor is from 21% to 31% lower for plywood–concrete panels with a smaller height than CLT–concrete panels. At heights equal to and higher than the CLT–concrete panel height, it reaches up to 54%. For spans from 6.5 m to 8 m, the cross-sectional heights of both panel types are almost the same, but the cost factor for plywood–concrete panels is 49% lower.
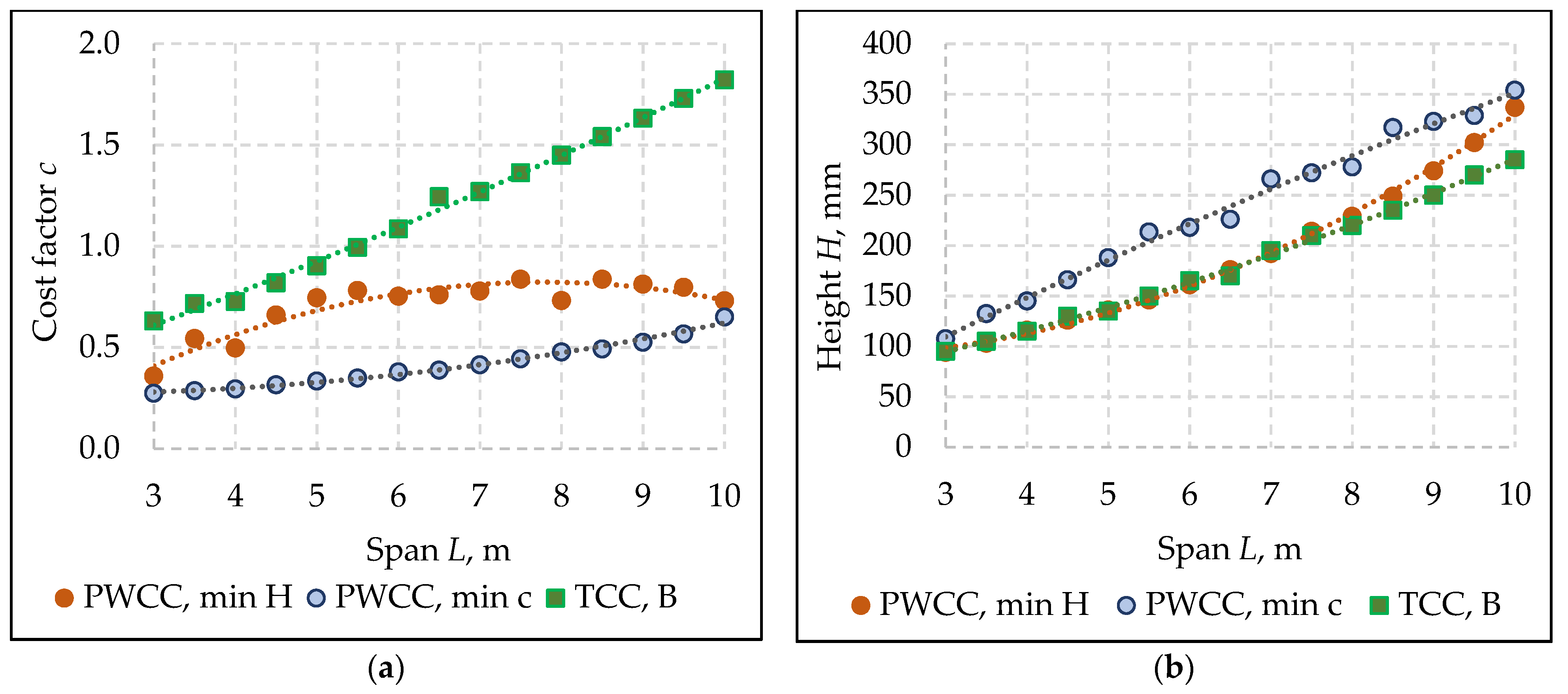
Office building floors have an analogous situation to residential buildings. The cost factor of the plywood–concrete panel with the most cost-effective cross-section is from 57% to 69% lower, with an average value of 65% compared with the CLT–concrete panel. Cost factor reduction leads to an increase of the plywood–concrete composite panel height from 13% to 43%, with an average value of 29%, compared with CLT–concrete composite panels. The difference in weight is from 15% to 67% between plywood–concrete and CLT–concrete panels with the most cost-effective cross-sectional parameters, with an average value of 45%. Choosing a plywood–concrete composite panel with the lowest possible cross-sectional height corresponding to the TCC checks, the cross-section height difference of the proposed design solution decreases by up to 18% compared with CLT–concrete composite panel height. For the spans from 3 m to 8.5 m, the heights of both panel types are almost the same—the difference is up to 6%, but the decrease in cost factor for the plywood–concrete panel is from 18% to 50%. For spans over 9.5 m, the difference in height between the most cost-effective cross-section and the lowest height cross-section of the plywood–concrete panel is less than 8%.
Thus, the proposed alternative timber–concrete composite panel design solution, based on a plywood-type panel with timber ribs, is a particularly advantageous composite panel for residential and office buildings. The proposed solution significantly reduces the floor cost compared with CLT–concrete panels, even if the height of the floor structure is essential. Without a concrete layer, a plywood panel as a stand-alone design solution results in a bouncy floor. The interaction of concrete and plywood rib panel creates a competitive floor solution.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}