
Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Mix Proportions
2.2. Workability and Setting Time Measurements
2.3. Hydration Heat Measurement
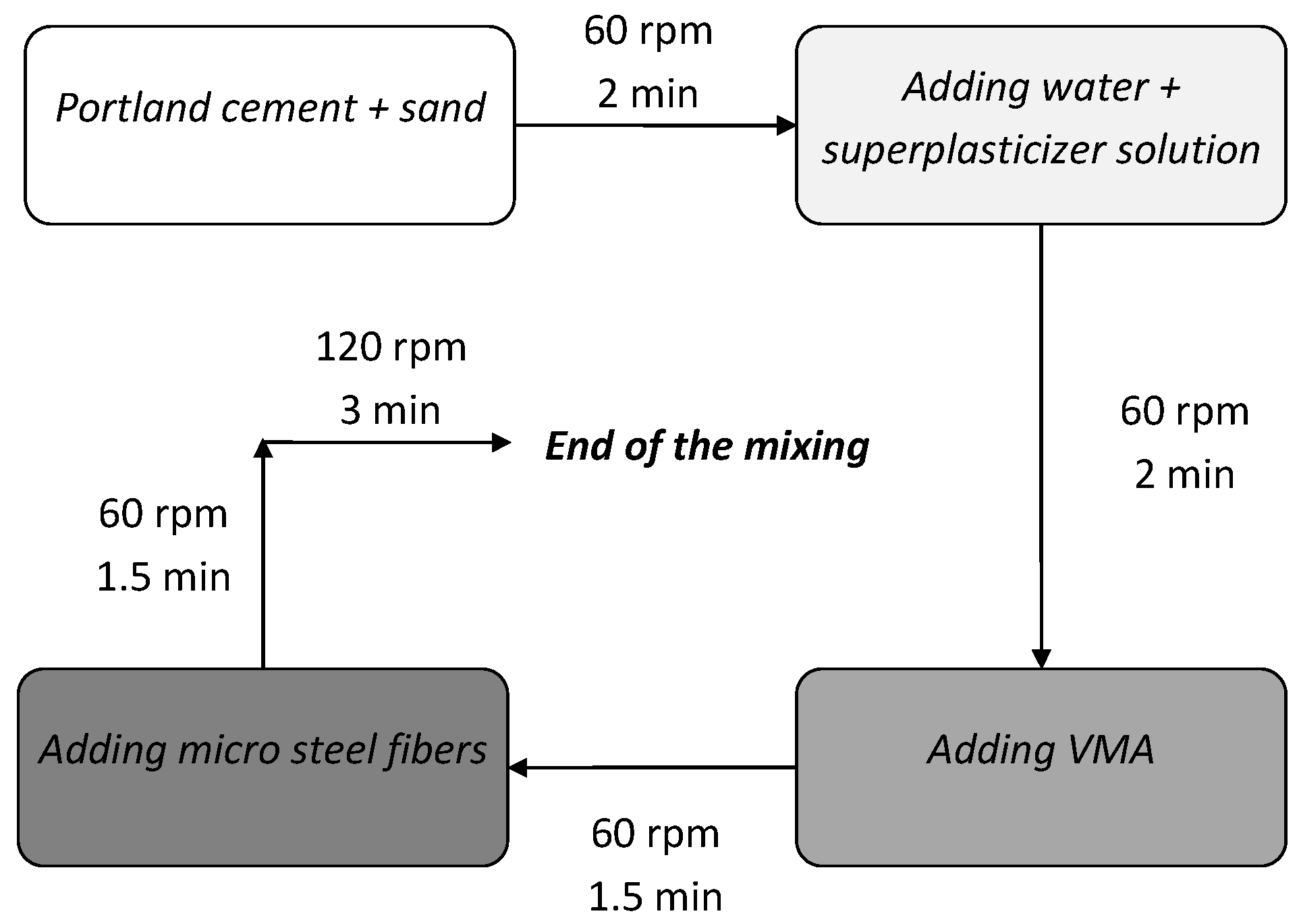
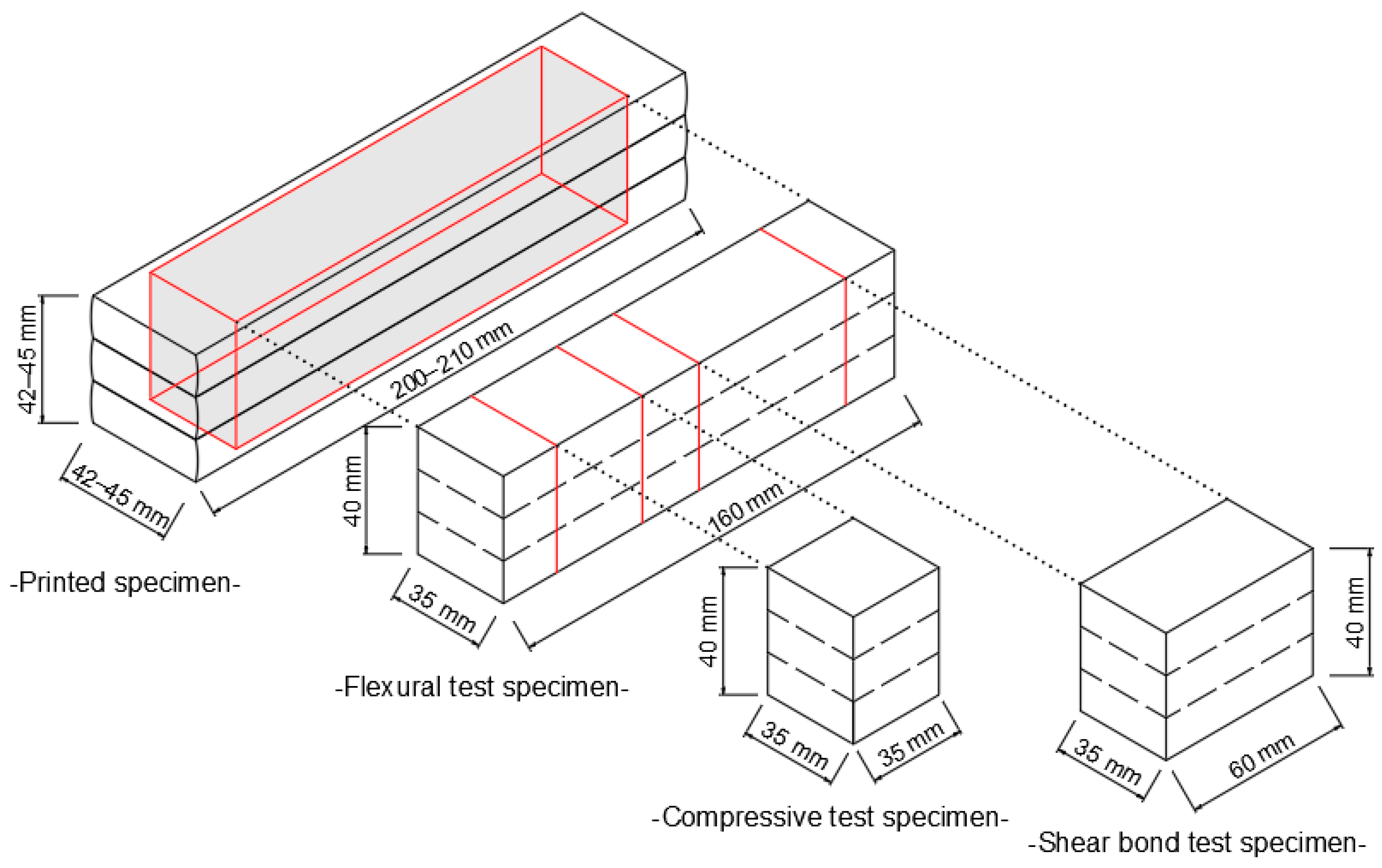
2.4. Preparation of the Specimens
2.5. Determination of Porosity
2.6. Mechanical Tests
3. Results and Discussion
3.1. Workability and Setting Time
3.2. Hydration Heat
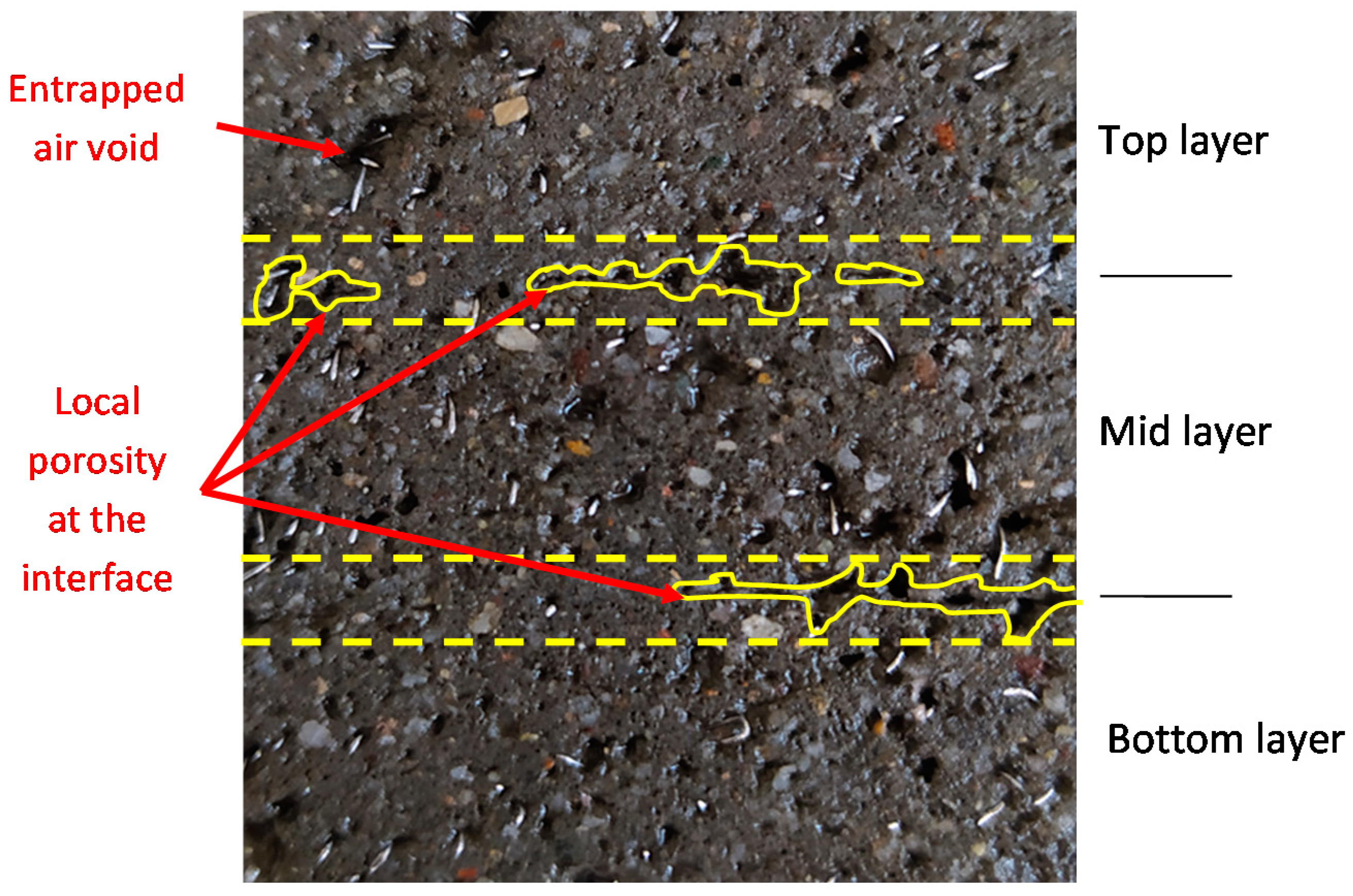
3.3. Evaluation of Porosity
3.4. Compressive Strength of Mold-Cast Specimens
3.5. Compressive Strength of Extruded Specimens
3.6. Flexural Performance of Extruded Specimens
3.7. Shear Bond Strength of Extruded Specimens
3.8. Discussion of the Mechanisms behind the Side Effects of HPMC
4. Conclusions
- The mixtures with a slump-flow value (ASTM C 1437) between 140 and 200 mm exhibited shape stability and buildability as well as extrudability. An HPMC dosage of up to 0.3% of cement weight could be employed in both fiber-free and fiber-reinforced mortars for achieving the printability criteria.
- The setting times were prolonged with an increase in the HPMC dosage. The initial setting time was more sensitive to HPMC dosage compared to the final setting time. Additionally, the calorimetric investigations revealed that the use of HPMC reduced the total heat released while the main peak of the heat flow curve was decreased in the case of 0.3% HPMC.
- Increasing the HPMC dosage caused more porosity. The negative effect of HPMC was more pronounced on the printed specimens compared with mold-cast ones. Moreover, the synergetic effect of fiber reinforcement and increment of HPMC dosage on the porosity was observed. An increment in the number of printed layers further increased the measured porosity. These findings revealed that porosity in a single layer and on the interface between the printed layers was increased as a side effect of HPMC usage.
- Compared with the HPMC-free mortars extruded into the mold, compressive strengths of the printed fiber-free specimens decreased by 50% and 53% for 0.15% and 0.30% HPMC ratios in sequence after a curing period of 28 days. In the case of fiber-reinforced mortars, these reductions were 49% and 51%, respectively. The reductions depending on HPMC dosage were more pronounced during a short curing period (7 days). Nevertheless, the negative effect of HPMC usage could be fully compensated by neither prolonged curing nor fiber reinforcement.
- The use of HPMC for obtaining printable mixtures weakened the flexural performance notably. The reductions in flexural strength of fiber-free mortars were found to be 46.5% and 52.3% for 0.15% and 0.30% HPMC ratios at 28-day, respectively. In the presence of fiber reinforcement, the decrement ratios were 56.8% and 59.6% in sequence. This indicates the existence of weakened fiber-matrix bond properties and layer interfaces as a side effect of HPMC. Furthermore, the negative effect of HPMC usage was more distinct on flexural toughness, due specifically to adversely affected post-peak behavior.
- As a side effect of HPMC use, the greatest decrease was recorded at shear bond strengths. The shear bond strengths were reduced by 68% and 77% in the cases of 0.15% and 0.30% HPMC ratios at 28-day, respectively. Incorporating the fibers enhanced the shear-bond strength of HPMC-free specimens whereas slightly reduced the strength of HPMC-bearing printable mixtures. HPMC-induced reductions in shear bond strength of fiber-reinforced mixtures were approximately 5% higher than in the fiber-free case. Under extrusion forces, the alignment of the fibers in parallel to the printing direction hampered the contribution of fibers to the shear-bond capacity of printed specimens.
- In brief, the mechanical properties were severely affected by the use of HPMC. The negative effects of HPMC were more pronounced at the first 0.15% dosage. The prolonged curing period (28 days) did not lead to meaningful recovery in the mechanical properties obtained from 7-day. The side effect of HPMC on flexural and shear bond performances was more significant in the case of fiber-reinforced mortars.
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- ASTM F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2012.
- Nerella, V.N.; Näther, M.; Iqbal, A.; Butler, M.; Mechtcherine, V. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Yue, H.; Hua, S.; Qian, H.; Yao, X.; Gao, Y.; Jiang, F. Investigation on applicability of spherical electric arc furnace slag as fine aggregate in superplasticizer-free 3D printed concrete. Constr. Build. Mater. 2022, 319, 126104. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Yang, H.; Che, Y. Recycling of aggregate micro fines as a partial replacement for fly ash in 3D printing cementitious materials. Constr. Build. Mater. 2022, 321, 126372. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Method for the Enhancement of Buildability and Bending Resistance of 3D Printable Tailing Mortar. Int. J. Concr. Struct. Mater. 2018, 12, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Chaves Figueiredo, S.; Yalçınkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The Effect of Viscosity-Modifying Admixture on the Extrudability of Limestone and Calcined Clay-Based Cementitious Material for Extrusion-Based 3D Concrete Printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and macrostructural properties of 3D printed concrete dosed with steel fibers under different loading direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Jin, Y.; Zhou, X.; Chen, M.; Zhao, Z.; Huang, Y.; Zhao, P.; Lu, L. High toughness 3D printed white Portland cement-based materials with glass fiber textile. Mater. Lett. 2022, 309, 131381. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, L.; Zhang, F.; Yang, M. Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites. Materials 2021, 14, 2223. [Google Scholar] [CrossRef] [PubMed]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Ma, B.; Peng, Y.; Tan, H.; Jian, S.; Zhi, Z.; Guo, Y.; Qi, H.; Zhang, T.; He, X. Effect of hydroxypropyl-methyl cellulose ether on rheology of cement paste plasticized by polycarboxylate superplasticizer. Constr. Build. Mater. 2018, 160, 341–350. [Google Scholar] [CrossRef]
- Pourchez, J.; Grosseau, P.; Guyonnet, R.; Ruot, B. HEC influence on cement hydration measured by conductometry. Cem. Concr. Res. 2006, 36, 1777–1780. [Google Scholar] [CrossRef] [Green Version]
- Chaves Figueiredo, S.; Çopuroğlu, O.; Schlangen, E. Effect of viscosity modifier admixture on Portland cement paste hydration and microstructure. Constr. Build. Mater. 2019, 212, 818–840. [Google Scholar] [CrossRef] [Green Version]
- Che, Y.; Tang, S.; Yang, H.; Li, W.; Shi, M. Influences of Air-Voids on the Performance of 3D Printing Cementitious Materials. Materials 2021, 14, 4438. [Google Scholar] [CrossRef] [PubMed]
- Xiao, J.; Han, N.; Zhang, L.; Zou, S. Mechanical and microstructural evolution of 3D printed concrete with polyethylene fiber and recycled sand at elevated temperatures. Constr. Build. Mater. 2021, 293, 123524. [Google Scholar] [CrossRef]
- Chen, Y.; Çopuroğlu, O.; Romero Rodriguez, C.; de Mendonca Filho, F.F.; Schlangen, E. Characterization of air-void systems in 3D printed cementitious materials using optical image scanning and X-ray computed tomography. Mater. Charact. 2021, 173, 110948. [Google Scholar] [CrossRef]
- Xie, D.; Deng, L.; Shen, J.; Yang, Y. Study on the Effect of Cellulose Ether on the Performance of Concrete. IOP Conf. Ser. Earth Environ. Sci. 2021, 676, 012042. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, Q.; Liu, C.; Zhou, M. Properties comparison of mortars with welan gum or cellulose ether. Constr. Build. Mater. 2016, 102, 648–653. [Google Scholar] [CrossRef]
- Lazǎu, I.; Pǎcurariu, C.; Ciobanu, C. The use of thermal analysis to investigate the effects of cellulose ethers on the Portland cement hydration. J. Therm. Anal. Calorim. 2012, 110, 103–110. [Google Scholar] [CrossRef]
- ASTM C1437-20; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2020.
- TS EN 480-2; Admixtures for Concrete, Mortar and Grout—Test Methods—Part 2: Determination of Setting Time. Turkish Standards Institution: Ankara, Turkey, 2008.
- NT BUILD 388; Concrete: Heat Development. Nordtest: Espoo, Finland, 1992.
- ASTM C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- Safiuddin, M.; Hearn, N. Comparison of ASTM saturation techniques for measuring the permeable porosity of concrete. Cem. Concr. Res. 2005, 35, 1008–1013. [Google Scholar] [CrossRef]
- TS EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. Turkish Standards Institution: Ankara, Turkey, 2016.
- Alchaar, A.S.; Al-Tamimi, A.K. Mechanical properties of 3D printed concrete in hot temperatures. Constr. Build. Mater. 2021, 266, 120991. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Pourchez, J.; Peschard, A.; Grosseau, P.; Guyonnet, R.; Guilhot, B.; Vallée, F. HPMC and HEMC influence on cement hydration. Cem. Concr. Res. 2006, 36, 288–294. [Google Scholar] [CrossRef] [Green Version]
- Abbas, G.; Irawan, S.; Kumar, S.; Elrayah, A.A.I. Improving Oil well Cement Slurry Performance Using Hydroxypropylmethylcellulose Polymer. Adv. Mater. Res. 2013, 787, 222–227. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Chaves Figueiredo, S.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and Calcined Clay-Based Sustainable Cementitious Materials for 3D Concrete Printing: A Fundamental Study of Extrudability and Early-Age Strength Development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef] [Green Version]
- Boháč, M.; Palou, M.; Novotný, R.; Másilko, J.; Všianský, D.; Staněk, T. Investigation on early hydration of ternary Portland cement-blast-furnace slag–metakaolin blends. Constr. Build. Mater. 2014, 64, 333–341. [Google Scholar] [CrossRef]
- Qu, X.; Zhao, X. Influence of SBR latex and HPMC on the cement hydration at early age. Case Stud. Constr. Mater. 2017, 6, 213–218. [Google Scholar] [CrossRef]
- Zunino, F.; Scrivener, K. The influence of the filler effect on the sulfate requirement of blended cements. Cem. Concr. Res. 2019, 126, 105918. [Google Scholar] [CrossRef]
- Chen, N.; Wang, P.; Zhao, L.; Zhang, G. Water Retention Mechanism of HPMC in Cement Mortar. Materials 2020, 13, 2918. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Chaves Figueiredo, S.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Pang, B.; Liu, Z.; Liu, G. Extrusion-based 3D printing concrete with coarse aggregate: Printability and direction-dependent mechanical performance. Constr. Build. Mater. 2021, 296, 123624. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef] [PubMed]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.; Tan, M.J. Time gap effect on bond strength of 3D-printed concrete. Virtual Phys. Prototyp. 2019, 14, 104–113. [Google Scholar] [CrossRef]
- Chen, Y.; Jansen, K.; Zhang, H.; Romero Rodriguez, C.; Gan, Y.; Çopuroğlu, O.; Schlangen, E. Effect of printing parameters on interlayer bond strength of 3D printed limestone-calcined clay-based cementitious materials: An experimental and numerical study. Constr. Build. Mater. 2020, 262, 120094. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Zhong, L.; Chen, G.; Fang, Y. Study on the Influence of HPMC on Rheological Parameters of Cement Paste and Properties of Concrete. IOP Conf. Ser. Earth Environ. Sci. 2020, 571, 012148. [Google Scholar] [CrossRef]
- Feng, T.; Xu, L.; Shi, X.; Han, J.; Zhang, P. Investigation and Preparation of the Plastering Mortar for Autoclaved Aerated Blocks Walls. Crystals 2021, 11, 175. [Google Scholar] [CrossRef]
- Zhu, B.; Nematollahi, B.; Pan, J.; Zhang, Y.; Zhou, Z.; Zhang, Y. 3D concrete printing of permanent formwork for concrete column construction. Cem. Concr. Compos. 2021, 121, 104039. [Google Scholar] [CrossRef]
- Li, J.; Wang, R.; Li, L. Influence of cellulose ethers structure on mechanical strength of calcium sulphoaluminate cement mortar. Constr. Build. Mater. 2021, 303, 124514. [Google Scholar] [CrossRef]
- Pourchez, J.; Ruot, B.; Debayle, J.; Pourchez, E.; Grosseau, P. Some aspects of cellulose ethers influence on water transport and porous structure of cement-based materials. Cem. Concr. Res. 2010, 40, 242–252. [Google Scholar] [CrossRef] [Green Version]
- Pichniarczyk, P.; Niziurska, M. Properties of ceramic tile adhesives modified by different viscosity hydroxypropyl methylcellulose. Constr. Build. Mater. 2015, 77, 227–232. [Google Scholar] [CrossRef]
- Sun, J.; Huang, Y.; Aslani, F.; Wang, X.; Ma, G. Mechanical enhancement for EMW-absorbing cementitious material using 3D concrete printing. J. Build. Eng. 2021, 41, 102763. [Google Scholar] [CrossRef]
- Ahmed, S.; Yehia, S. Evaluation of Workability and Structuration Rate of Locally Developed 3D Printing Concrete Using Conventional Methods. Materials 2022, 15, 1243. [Google Scholar] [CrossRef]
- Park, J.; Bui, Q.-T.; Lee, J.; Joh, C.; Yang, I.-H. Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials 2021, 14, 6630. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, H.; Ding, T. Finite element analysis on the anisotropic behavior of 3D printed concrete under compression and flexure. Addit. Manuf. 2021, 39, 101712. [Google Scholar] [CrossRef]
- Zahabizadeh, B.; Pereira, J.; Gonçalves, C.; Pereira, E.N.B.; Cunha, V.M.C.F. Influence of the printing direction and age on the mechanical properties of 3D printed concrete. Mater. Struct. 2021, 54, 73. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, S.; Gu, Z.; Sun, Y. Fracture behavior and energy analysis of 3D concrete mesostructure under uniaxial compression. Materials 2019, 12, 1929. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Y.; Jiang, Z.; Zhu, Y.; Zhang, J.; Ren, Q.; Huang, T. Effects of redispersible polymer powders on the structural build-up of 3D printing cement paste with and without hydroxypropyl methylcellulose. Constr. Build. Mater. 2021, 267, 120551. [Google Scholar] [CrossRef]
- Liu, C.; Wang, X.; Chen, Y.; Zhang, C.; Ma, L.; Deng, Z.; Chen, C.; Zhang, Y.; Pan, J.; Banthia, N. Influence of hydroxypropyl methylcellulose and silica fume on stability, rheological properties, and printability of 3D printing foam concrete. Cem. Concr. Compos. 2021, 122, 104158. [Google Scholar] [CrossRef]
- Ding, Z.; Wang, X.; Sanjayan, J.; Zou, P.; Ding, Z.-K. A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing. Materials 2018, 11, 2415. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, J.; Chen, M.; Zhao, Z.; Li, L.; Wang, S.; Huang, Y.; Zhao, P.; Gong, C.; Lu, L.; Cheng, X. Printability and efflorescence control of admixtures modified 3D printed white Portland cement-based materials based on the response surface methodology. J. Build. Eng. 2021, 38, 102208. [Google Scholar] [CrossRef]
- Chen, Y.; Yalçınkaya, Ç.; Çopuroğlu, O.; Schalangen, E. The Effect of Viscosity Modifier Agent On The Early Age Strength Of The Limestone And Calcined Clay-Based Sustainable And 3D Printable Cementitious Material. In Proceedings of the 10th International Concrete Congress, Bursa, Turkey, 2–4 May 2019; pp. 242–250. [Google Scholar]
- Chen, Y. Investigation of Limestone-Calcined Clay-Based Cementitious Materials for Sustainable 3D Concrete Printing. Ph.D. Dissertation, TU Delft, Delft, The Netherlands, 2021. [Google Scholar]
- Pham, L.; Lu, G.; Tran, P. Influences of Printing Pattern on Mechanical Performance of Three-Dimensional-Printed Fiber-Reinforced Concrete. 3D Print. Addit. Manuf. 2022, 9, 46–63. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Nair, S.A.O.; Tripathi, A.; Neithalath, N. Examining layer height effects on the flexural and fracture response of plain and fiber-reinforced 3D-printed beams. Cem. Concr. Compos. 2021, 124, 104254. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Gu, X.; Li, X.; Zhang, W.; Gao, Y.; Kong, Y.; Liu, J.; Zhang, X. Effects of HPMC on Workability and Mechanical Properties of Concrete Using Iron Tailings as Aggregates. Materials 2021, 14, 6451. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Zhang, R.; Liu, H.; He, C.; Wang, Y.; Wu, Y.; Liu, S.; Song, L.; Zuo, F. Analysis of the mechanical performance and damage mechanism for 3D printed concrete based on pore structure. Constr. Build. Mater. 2022, 314, 125572. [Google Scholar] [CrossRef]
- Ji, G.; Xiao, J.; Zhi, P.; Wu, Y.-C.; Han, N. Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates. Constr. Build. Mater. 2022, 325, 126740. [Google Scholar] [CrossRef]
- Sukontasukkul, P.; Panklum, K.; Maho, B.; Banthia, N.; Jongvivatsakul, P.; Imjai, T.; Sata, V.; Limkatanyu, S.; Chindaprasirt, P. Effect of synthetic microfiber and viscosity modifier agent on layer deformation, viscosity, and open time of cement mortar for 3D printing application. Constr. Build. Mater. 2022, 319, 126111. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Yu, J. Flexural properties of 3D printed fibre-reinforced concrete with recycled sand. Constr. Build. Mater. 2021, 288, 123077. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani-Aghabaglou, A. Assessment of materials, design parameters and some properties of 3D printing concrete mixtures; a state-of-the-art review. Constr. Build. Mater. 2022, 316, 125865. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2022, 45, 103599. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Sikora, P.; Chougan, M.; Cuevas, K.; Liebscher, M.; Mechtcherine, V.; Ghaffar, S.H.; Liard, M.; Lootens, D.; Krivenko, P.; Sanytsky, M.; et al. The effects of nano- and micro-sized additives on 3D printable cementitious and alkali-activated composites: A review. Appl. Nanosci. 2021, 1–19. [Google Scholar] [CrossRef]
- Mendoza Reales, O.A.; Duda, P.; Silva, E.C.C.M.; Paiva, M.D.M.; Filho, R.D.T. Nanosilica particles as structural buildup agents for 3D printing with Portland cement pastes. Constr. Build. Mater. 2019, 219, 91–100. [Google Scholar] [CrossRef]
- Huang, L.; Yuan, M.; Wei, B.; Yan, D.; Liu, Y. Experimental investigation on sing fiber pullout behaviour on steel fiber-matrix of reactive powder concrete (RPC). Constr. Build. Mater. 2022, 318, 125899. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Modelling the interlayer bond strength of 3D printed concrete with surface moisture. Cem. Concr. Res. 2021, 150, 106559. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Wong, T.N.; Tan, M.J. Synchronized concrete and bonding agent deposition system for interlayer bond strength enhancement in 3D concrete printing. Autom. Constr. 2021, 123, 103546. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | Portland Cement |
|---|---|
| CaO | 63.71 |
| SiO2 | 19.79 |
| Al2O3 | 4.78 |
| Fe2O3 | 3.39 |
| MgO | 1.78 |
| K2O | 0.78 |
| SO3 | 2.84 |
| Cl− | 0.0089 |
| Free CaO | 1.80 |
| Loss on Ignition | 2.09 |
| Insoluble Residue | 0.30 |
| Physical Properties | |
| Specific Surface (m2/kg) | 395 |
| Specific Gravity | 3.10 |
| Properties | HPMC |
|---|---|
| Appearance | Whitish powder |
| Viscosity (mPa.s) 1 | 40.000–50.000 |
| Water content (%) | <5 |
| Particles passing the 150 µm sieve (%) | >95 |
| Specific Gravity | 1.285 |
| Materials (kg/m3) | VMA-0 | VMA-0.15 | VMA-0.30 | VMA-0 (F) | VMA-0.15 (F) | VMA-0.30 (F) |
|---|---|---|---|---|---|---|
| Water | 250 | 250 | 250 | 250 | 250 | 250 |
| CEM I 42.5 R | 750 | 750 | 750 | 750 | 750 | 750 |
| River sand | 1256 | 1254 | 1252 | 1244 | 1241 | 1238 |
| Micro steel fiber | - | - | - | 35.85 | 35.85 | 35.85 |
| VMA (HPMC) | - | 1.125 | 2.25 | - | 1.125 | 2.25 |
| Superplasticizer | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 |
| Design Parameters | ||||||
| VMA (%) 1 | 0 | 0.15 | 0.30 | 0 | 0.15 | 0.30 |
| Water-binder ratio | 0.33 | 0.33 | 0.33 | 0.33 | 0.33 | 0.33 |
| Paste volume (%) | 52 | 52 | 52 | 52 | 52 | 52 |
| Steel fiber (%) | - | - | - | 0.5 | 0.5 | 0.5 |
| Mixtures | Initial Setting Time (h:min) | Final Setting Time (h:min) |
|---|---|---|
| VMA-0 | 3:53 | 4:25 |
| VMA-0.15 | 4:37 | 4:42 |
| VMA-0.30 | 4:45 | 4:50 |
| Porosity (%) | |||
|---|---|---|---|
| Mixtures | Mold-Cast Specimens | Single-Layer Printed Specimens | Three-Layer Printed Specimens |
| VMA-0 | 6.8 ± 0.5 | - | - |
| VMA-0.15 | 9.4 ± 0.8 | 10.9 ± 1.5 | 14.8 ± 1.8 |
| VMA-0.30 | 10.5 ± 0.8 | 12.1 ± 2.2 | 16.0 ± 2.1 |
| VMA-0 (F) | 7.0 ± 0.8 | - | - |
| VMA-0.15 (F) | 9.8 ± 1.2 | 12.2 ± 1.8 | 16.7 ± 2.0 |
| VMA-0.30 (F) | 11.2 ± 1.1 | 13.8 ± 2.1 | 18.5 ± 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yalçınkaya, Ç. Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement. Buildings 2022, 12, 360. https://doi.org/10.3390/buildings12030360
Yalçınkaya Ç. Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement. Buildings. 2022; 12(3):360. https://doi.org/10.3390/buildings12030360
Chicago/Turabian StyleYalçınkaya, Çağlar. 2022. "Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement" Buildings 12, no. 3: 360. https://doi.org/10.3390/buildings12030360