

Study on Early Shrinkage and Mechanical Properties of Concrete with Various Cementitious Materials
Abstract
:1. Introduction
2. Materials and Methods
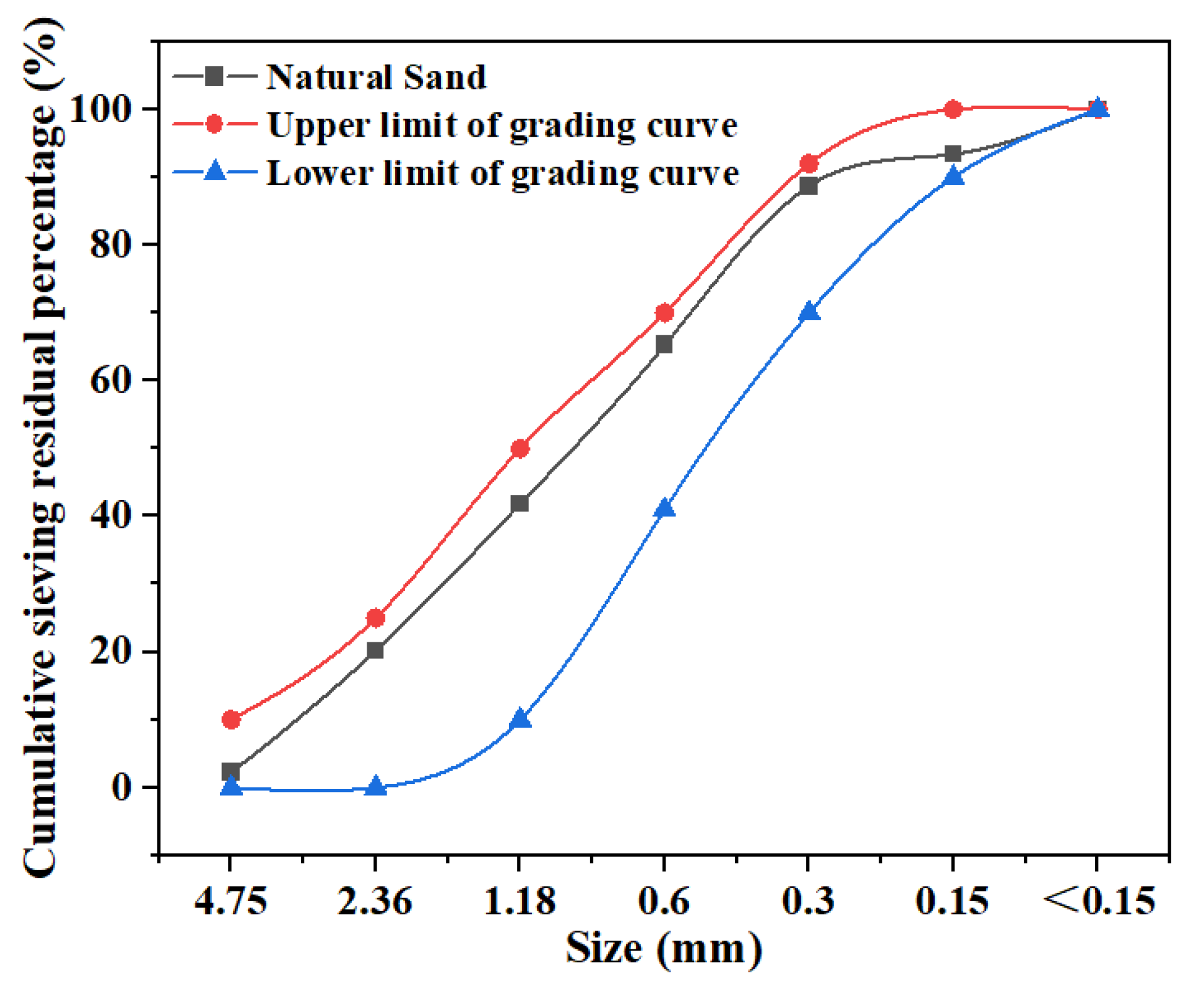
2.1. Raw Materials
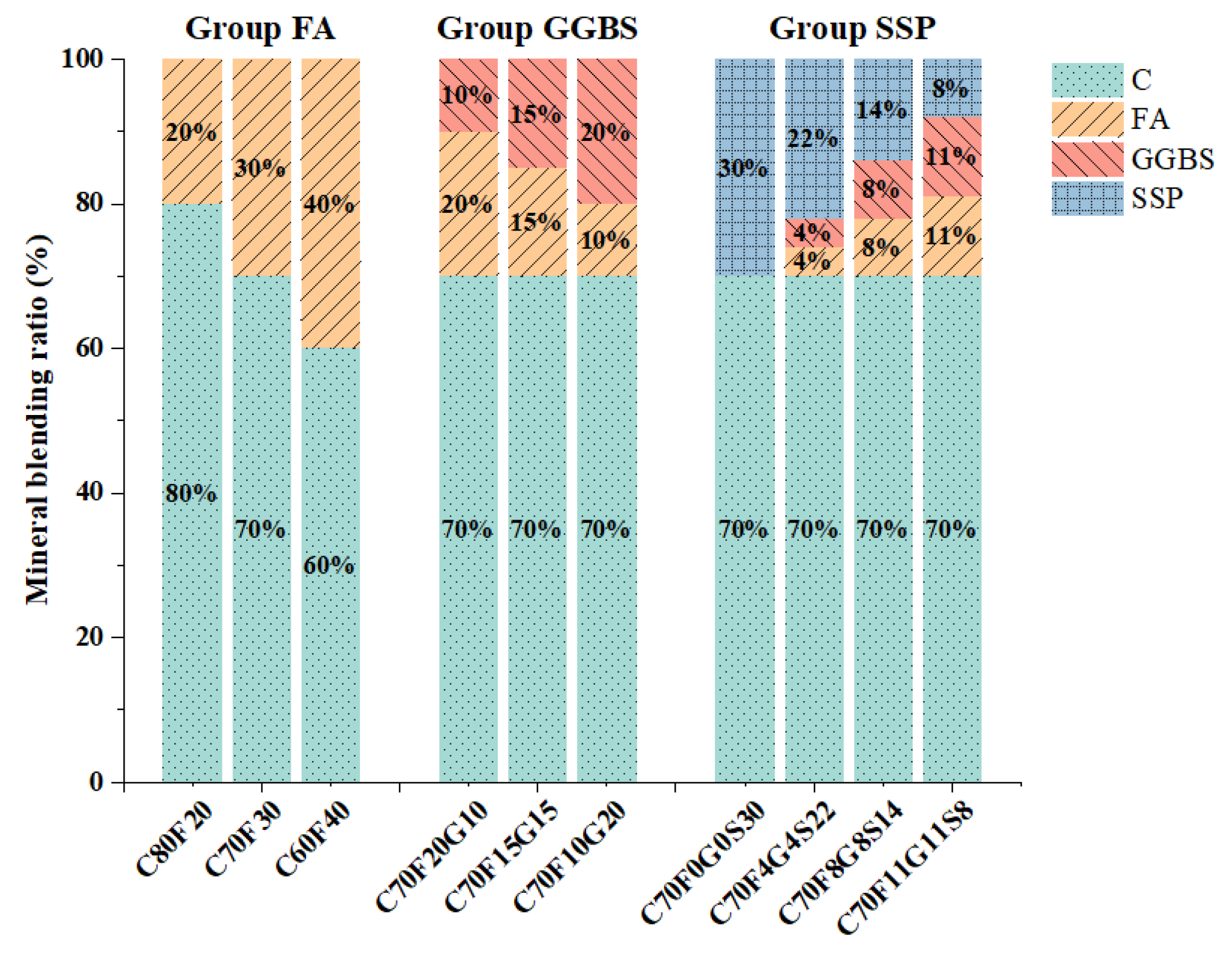
2.2. Experimental Design
2.3. Samples Preparation
2.4. Measurement Methods
2.4.1. Early Shrinkage Test
2.4.2. Mechanical Property Test
- Compressive strengthThe compressive strength of concrete is tested by 100 × 100 × 100 mm size. After curing for 3 days, 7 days, and 28 days in the curing environment, the specimens are taken out and tested for concrete compressive strength. There are 3 specimens in each group. The average test results are accurate to 0.1MPa. The test adopts pressure control, and the test is carried out at 0.5MPa/s.
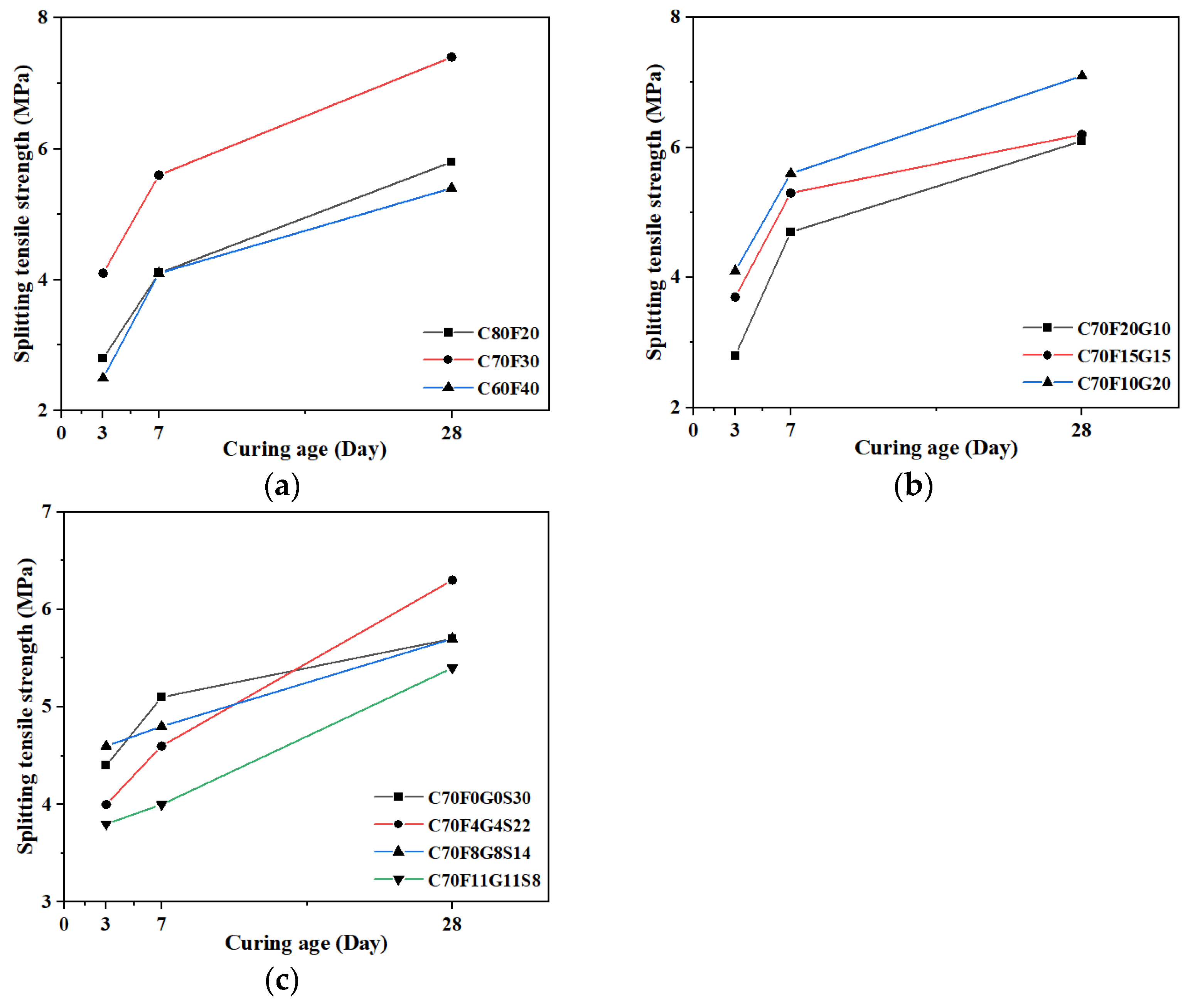
- Splitting tensile strengthThe splitting tensile strength of concrete is tested by 100 × 100 × 100 mm size. After curing for 3 days, 7 days, and 28 days in the curing environment, the specimens are taken out and tested for concrete splitting tensile strength. There are 3 specimens in each group. The average test results are accurate to 0.1 MPa. The test adopts pressure control, and the test is carried out at 0.5 MPa/s.
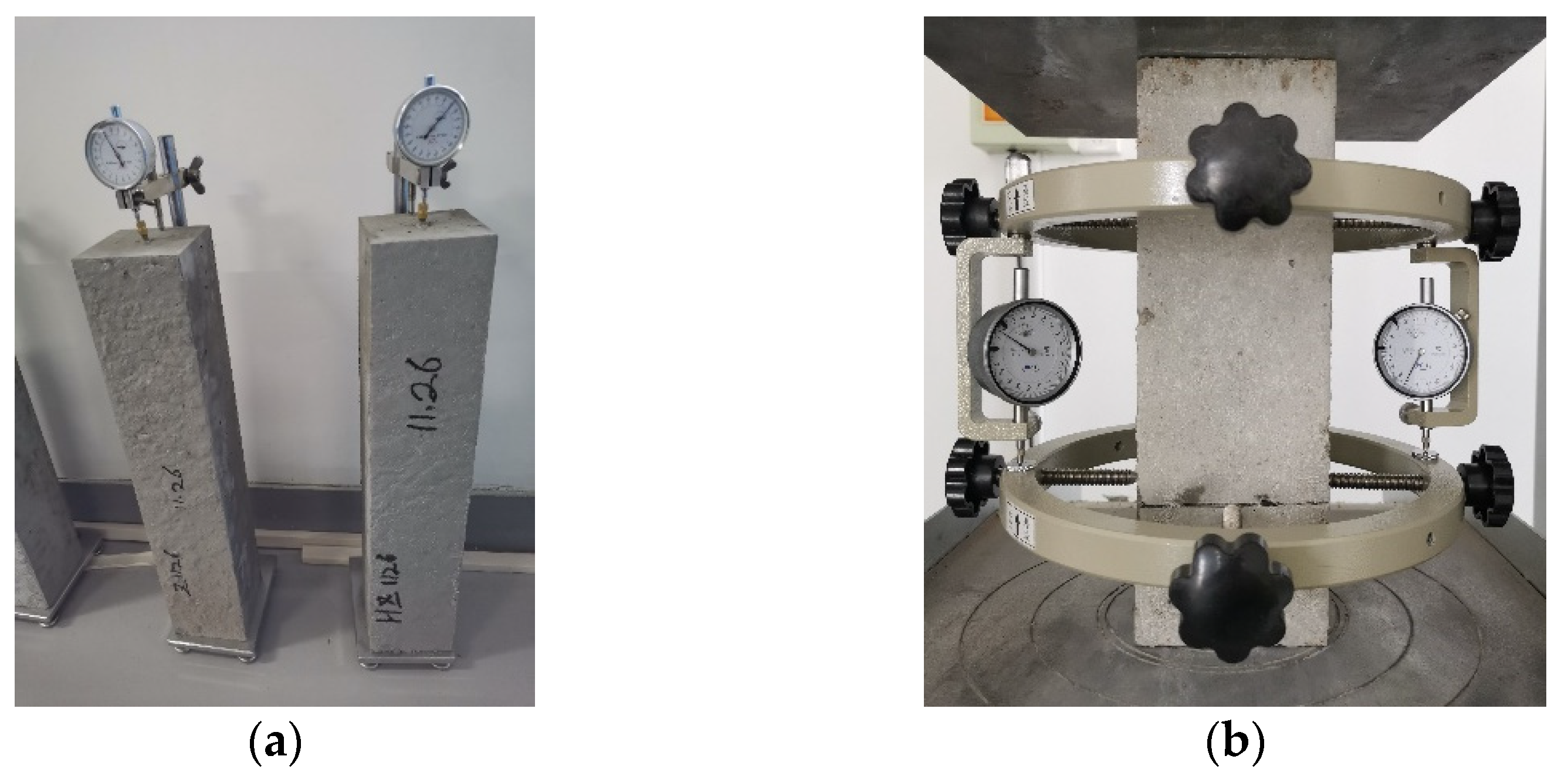
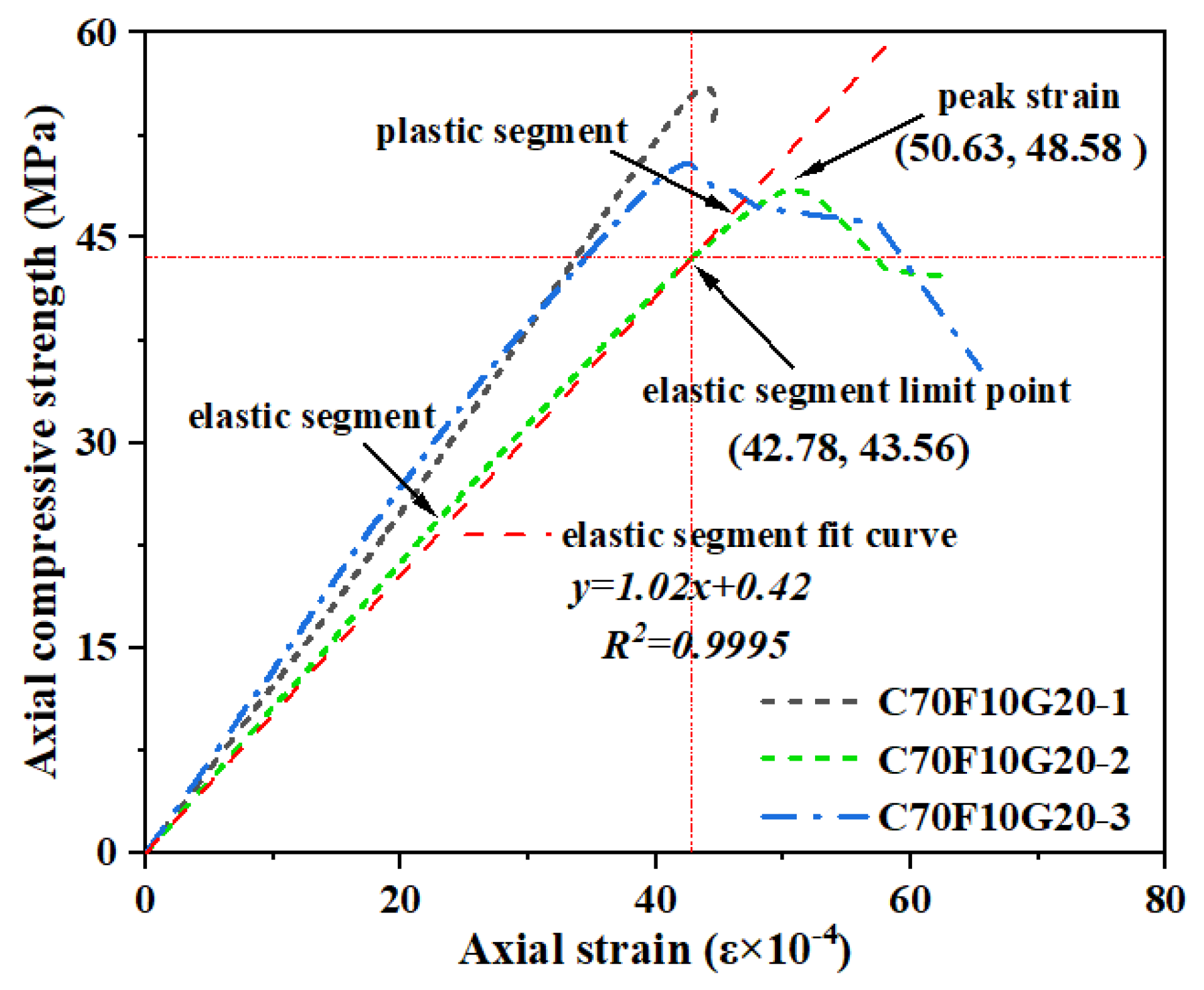
- Elastic ModulusThe Elastic Modulus of concrete is tested by 100 × 100 × 300 mm size. After curing for 28 days in the curing environment, the specimens are taken out and tested for concrete elastic modulus. There are three specimens in each group. The average test results are accurate to 0.1GPa. The test adopts pressure control, and the test is carried out at 0.5 MPa/s. First, the initial load of about 0.5 MPa is held for 30 s, the dry scores on both sides are read, it is then loaded to 30% of the axial compressive strength, held for about 30 s, and the thousandths on both sides are read and calculated. The average value of the deformation amount on both sides was calculated. After reading the indication, the concrete is unloaded to 0.5 MPa for 30 s at the same speed and the dial indicators on both sides are read, respectively. The process is repeated three times to determine that the difference between the two sides of the deformation is not more than 15% of the average value. The above procedure is repeated, the fourth loading is performed, and the average value of the elastic modulus is obtained. The early shrinkage and elastic modulus tests of concrete are shown in Figure 4.
3. Results
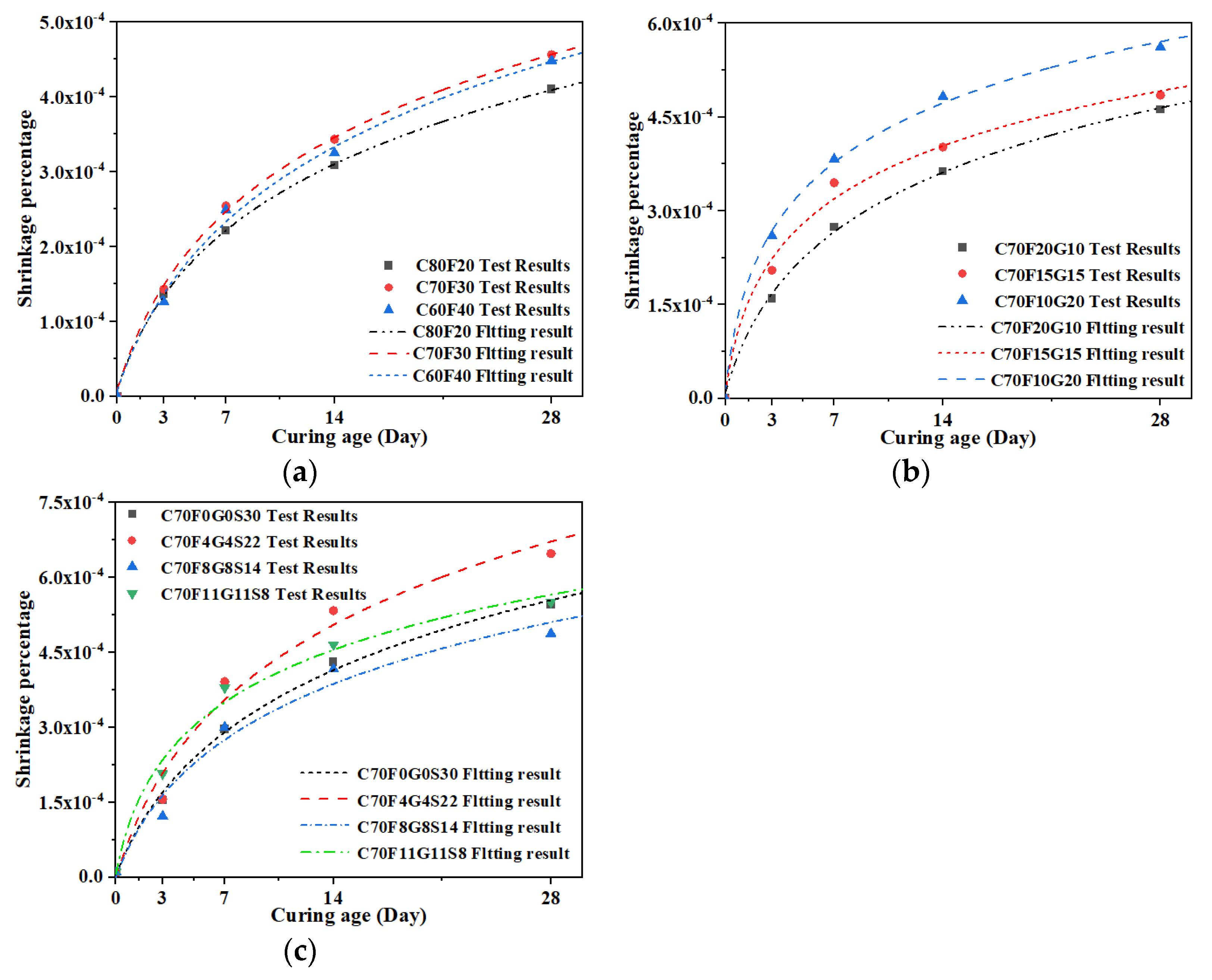
3.1. Concrete Early Shrinkage Test
3.2. Concrete Mechanical Properties Test
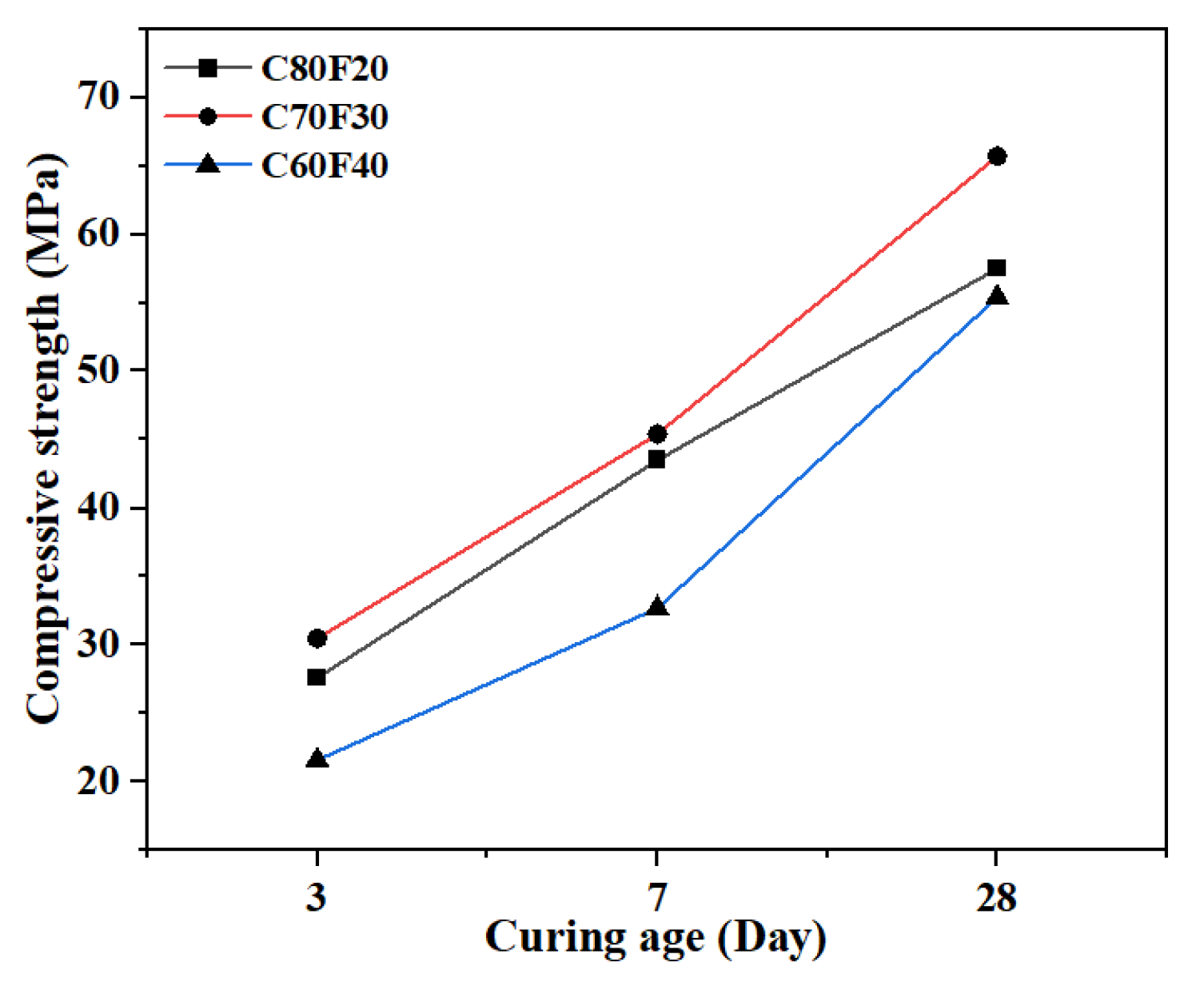
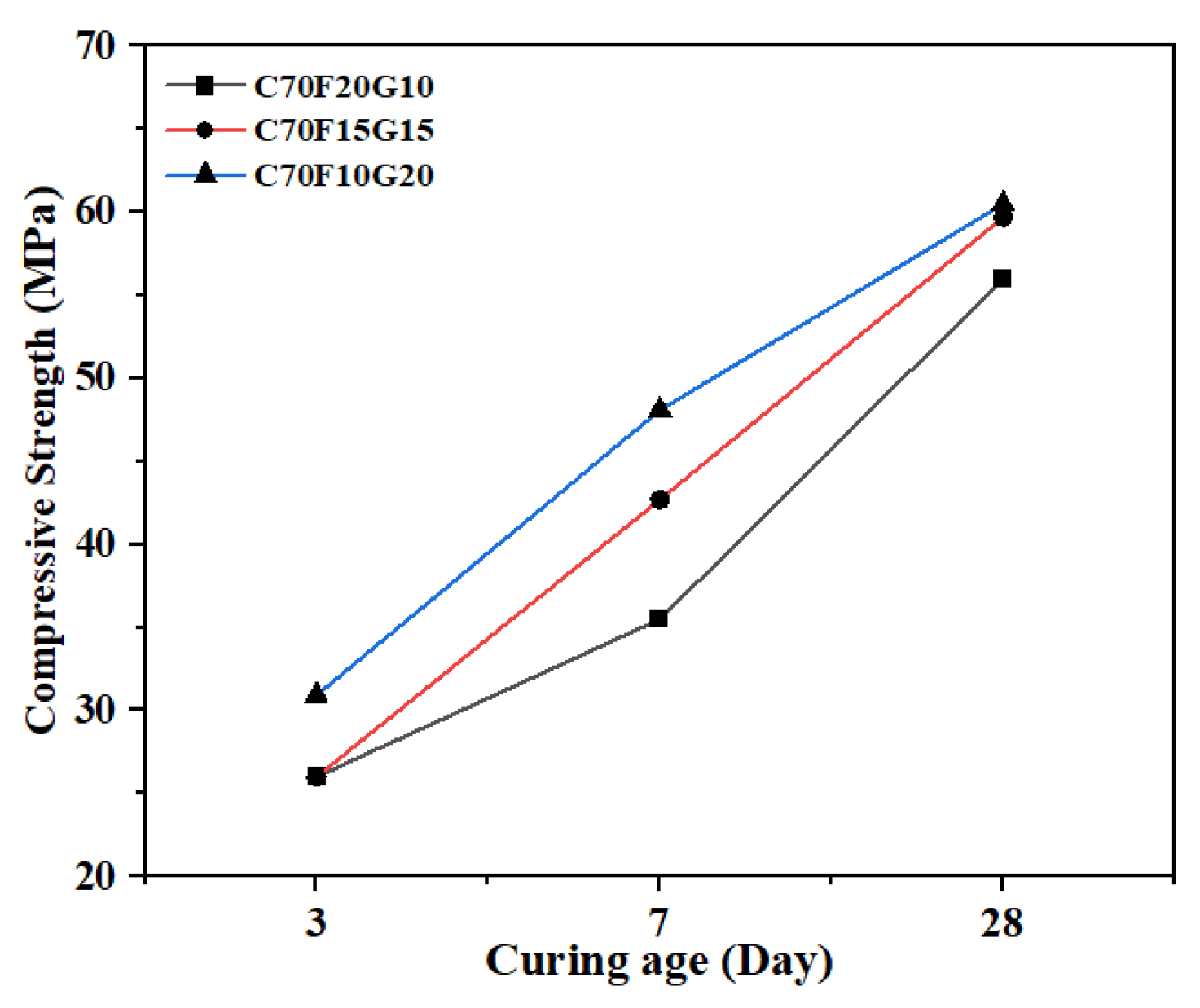
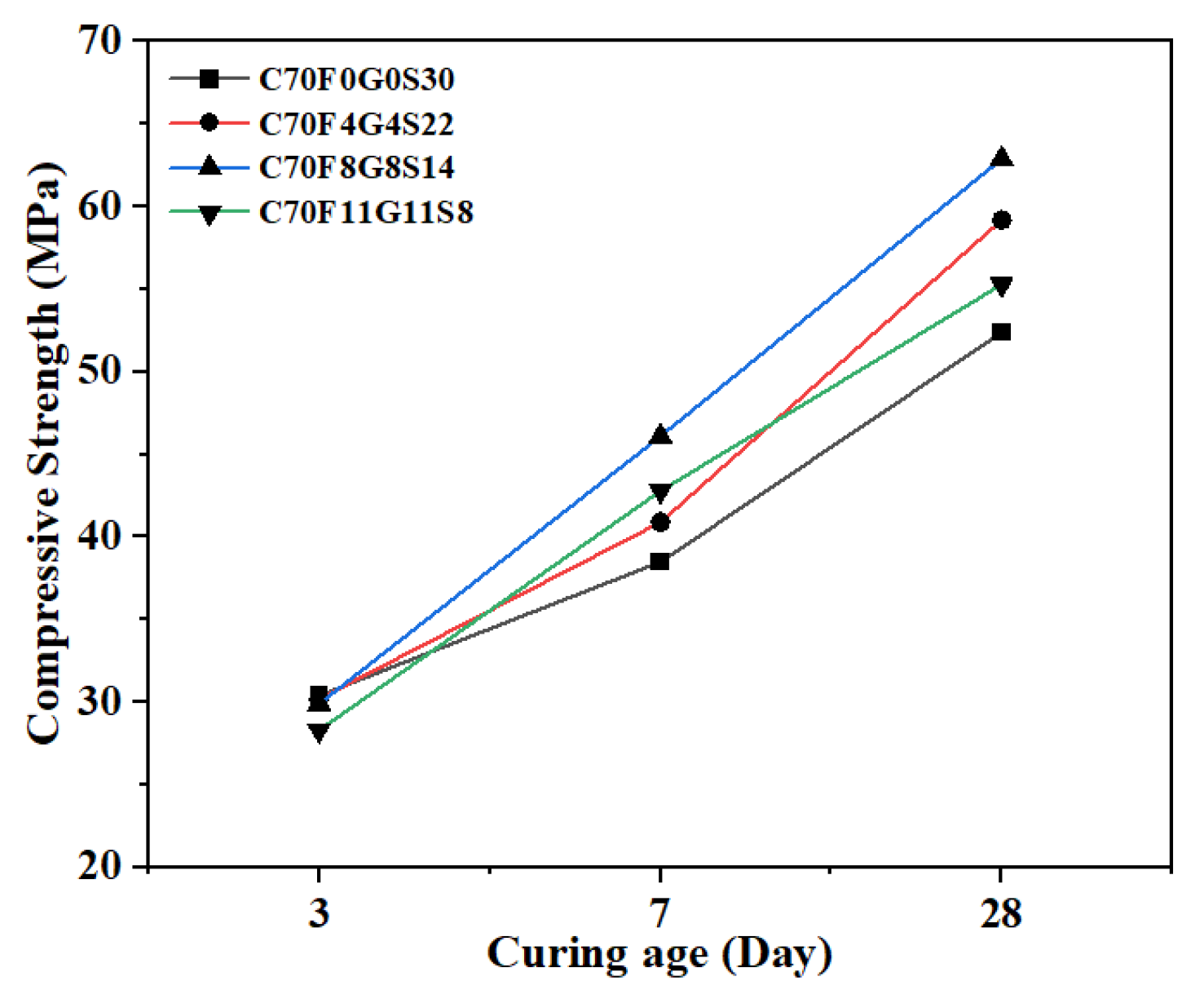
3.2.1. Compressive Strength
3.2.2. Splitting Tensile Strength
3.2.3. Elastic Modulus
4. Discussion
4.1. Effect of Fly Ash on Concrete Mechanics and Shrinkage
4.2. Effects of Fly Ash and Blast Furnace Slag Powder on Concrete Mechanics and Shrinkage
4.3. Effects of Various Mineral Admixtures on Concrete Mechanics and Shrinkage
4.4. Economic Cost and Carbon Emissions Calculation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- NSA. Production and Uses of Steel Slag in Japan. Available online: http://www.slg-jp/e/statistics/index.html (accessed on 11 September 2017).
- Euroslag, Statistics. Available online: http://www.euroslag.com/products/statistics/2012/ (accessed on 11 September 2017).
- Motz, H.; Geiseler, J. Products of steel slags an opportunity to save natural resources. Waste Manag. 2001, 21, 285–293. [Google Scholar] [CrossRef]
- Ilyushechkin, A.Y.; Roberts, D.G.; French, D.; Harris, D.J. IGCC Solids Disposal and Utilisation; Final Report for ANLEC Project 5-0710-0065; CSRIRO: Canberra, Australia, 2012.
- Guo, J.; Bao, Y.; Wang, M. Steel slag in China: Treatment, recycling, and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef] [PubMed]
- Shi, C.; Qian, J. High performance cementing materials from industrial slags—A review. Resour. Conserv. Recycl. 2000, 29, 195–207. [Google Scholar] [CrossRef]
- Dunstan, E.R., Jr. Ash-in-Concrete Model Development; Final Report (No. EPRI-GS-6129); Electric Power Research Institute: Palo Alto, CA, USA; Dunstan Inc.: Lakewood, CO, USA, 1989. [Google Scholar]
- Pekmezci, B.Y.; Akyuz, S. Optimum usage of a natural pozzolan for the maximum compressive strength of concrete. Cem. Concr. Res. 2004, 34, 2175–2179. [Google Scholar] [CrossRef]
- Onera, A.; Akyuzb, S.; Yildiza, R. An experimental study on strength development of concrete containing fly ash and optimum usage of fly ash in concrete. Cem. Concr. Res. 2005, 35, 1165–1171. [Google Scholar] [CrossRef]
- Xu, G.; Shi, X.M. Characteristics and applications of fly ash as a sustainable construction material: A state-of-the-art review. Resour. Conserv. Recycl. 2018, 136, 95–109. [Google Scholar] [CrossRef]
- Zhang, D.X.; Li, J.W.; Guo, W.B. Experimental study on the influence of fly ash quality and content on concrete performance. Contemp. Chem. Ind. 2021, 50, 262–265. [Google Scholar]
- Hemalatha, T.; Mapa, M.; George, N.; Sasmal, S. Physico-chemical and mechanical characterization of high volume fly ash incorporated and engineered cement system towards developing greener cement. J. Clean. Prod. 2016, 125, 268–281. [Google Scholar] [CrossRef]
- Xie, W.; Zhang, H.J.; Li, S.S. Basic Mechanics Properties Test of Fly Ash Concrete. Appl. Mech. Mater. 2012, 238, 138–141. [Google Scholar] [CrossRef]
- Khan, I.; Castel, A.; Gilbert, R.I. Effects of Fly Ash on Early-Age Properties and Cracking of Concrete. Aci. Mater. J. 2017, 114, 673–681. [Google Scholar] [CrossRef]
- Riding, K.A.; Poole, J.L.; Schindler, A.K.; Juenger, M.C.G.; Folliard, K.J. Quantification of effects of fly ash type on concrete early-age cracking. Aci Mater. J. 2008, 105, 149–155. [Google Scholar]
- Sun, Y.F.; Li, S.X.; Lu, Y. Experimental study on alkali activity test and inhibition of the alkali-aggregate reaction. Fly Ash Compr. Util. 2020, 34, 84. [Google Scholar]
- McCarthy, M.J.; Dhir, R.K. Development of high volume fly ash cements for use in concrete construction. Fuel 2005, 84, 1423–1432. [Google Scholar] [CrossRef]
- Ponikiewski, T.; Golaszewski, J. The self-compacting properties of the concrete mixture of cement with calcareous fly ash addition. Cem. Wapno Beton 2012, 17, 233. [Google Scholar]
- Skazlic, M.; Roskovic, R.; Pecur, I.B. Properties of self-compacting concrete with high fly-ash content. Gradevinar 2008, 60, 945–952. [Google Scholar]
- Sato, K.; Konishi, E.; Fukaya, K.; Koibuchi, K.; Ishikawa, Y.; Iijima, Y. Properties of blast-furnace slag powder produced by classification process. 1. Hydraulic hardening capacity of high fineness blast-furnace slag powder. Trans. Iron Steel Inst. Jpn. 1986, 26, 85. [Google Scholar]
- Sato, K. Properties of blast-furnace slag powder produced by classification process. 2. Hydraulic hardening capacity of high fineness blast-furnace slag powder. Trans. Iron Steel Inst. Jpn. 1985, 71, 781. [Google Scholar]
- Saafan, M.A.; Etman, Z.A. Microstructure and durability of ground granulated blast furnace slag cement mortars. Iran. J. Sci. Technol. Trans. Civ. Eng. 2021, 45, 1457–1465. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. Performance of sustainable concretes containing very high volume Class-F fly ash and ground granulated blast furnace slag. J. Clean. Prod. 2017, 162, 140–1417. [Google Scholar] [CrossRef]
- Li, Q.L.; Chen, M.Z.; Liu, F.; Wu, S.P.; Sang, Y. Effect of superfine blast furnace slag powder on properties of cement-based materials. Mater. Res. Innov. 2015, 19, 168–171. [Google Scholar] [CrossRef]
- Sun, J.W.; Zhang, P. Effects of different composite mineral admixtures on the early hydration and long-term properties of cement-based materials: A comparative study. Constr. Build. Mater. 2021, 294, 123547. [Google Scholar] [CrossRef]
- He, T.S.; Li, Z.B.; Zhao, S.Y.; Zhao, X.G.; Qu, X.L. Study on the particle morphology, powder characteristics and hydration activity of blast furnace slag prepared by different grinding methods. Constr. Build. Mater. 2021, 270, 121445. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Mi, G. Effect of blended steel slag–GBFS mineral admixture on hydration and strength of cement. Constr. Build. Mater. 2012, 35, 8–14. [Google Scholar] [CrossRef]
- Zhang, W.; Hama, Y.; Na, S.H. Drying shrinkage and microstructure characteristics of mortar incorporating ground granulated blast furnace slag and shrinkage reducing admixture. Constr. Build. Mater. 2015, 93, 267–277. [Google Scholar] [CrossRef]
- Kim, Y.; Hanif, A.; Usman, M.; Munir, M.J.; Kazmi, S.M.S.; Kim, S. Slag waste incorporation in high early strength concrete as cement replacement: Environmental impact and influence on hydration & durability attributes. J. Clean. Prod. 2018, 172, 3056–3065. [Google Scholar]
- Jiang, Y.; Ling, T.C.; Shi, C.J. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Yang, J.; Zhang, B. Influence of steel slag on mechanical properties and durability of concrete. Constr. Build. Mater. 2013, 47, 1414–1420. [Google Scholar] [CrossRef]
- Amin, M.S.; El-Gamal, S.M.A.; Abo-El-Enein, S.A.; El-Hosiny, F.I.; Ramadan, M. Physico-chemical characteristics of blended cement pastes containing electric arcfurnace slag with and without silica fume. HBRC J. 2015, 11, 321–327. [Google Scholar] [CrossRef] [Green Version]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel slag and its applications in cement and concrete technology: A review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Qiang, W.; Mengxiao, S.; Jun, Y. Influence of classified steel slag with particle sizes smaller than 20 μm the properties of cement and concrete. Constr. Build. Mater. 2016, 123, 601–610. [Google Scholar] [CrossRef]
- Li, Y.F.; Kong, F.Y.; Du, R.Q. Application of high performance concrete mixed with steel slag powder in concrete pavements. In Proceedings of the Ninth International Conference of Chinese Transportation Professionals, Harbin, China, 5–9 August 2009; pp. 1–7. [Google Scholar]
- Pellegrino, C.; Gaddo, V. Mechanical and durability characteristics of concrete containing EAF slag as aggregate. Cem. Concr. Compos. 2009, 31, 663–671. [Google Scholar] [CrossRef]
- Wang, A.G.; He, M.C.; Mo, L.W. Research progress of building materials prepared from the carbonized curing steel slag. Mater. Rep. 2019, 33, 2939–2948. [Google Scholar]
- Yang, Q.; Yang, Q. Effects of Compound Mineral Admixture with Steel Slag on Durability of Concrete. J. Tongji Univ. Nat. Sci. 2010, 38, 1200–1204. [Google Scholar]
- Wang, Z.; Wang, D. Influence of Different Multi-mineral Admixtures on Long Period Performance of Concrete. Bull. Chin. Ceram. Soc. 2015, 34, 2392–2397. [Google Scholar]
- Li, Y.; Chen, Y. Influence of ground mineral Influence of ground mineral admixtures on pore structure of hardened cement paste and strength of cement mortar. J. Chin. Silic. Soc. 2006, 34, 575–579. [Google Scholar] [CrossRef]
- GB175-2007; Common Portland Cement. The State Bureau of Quality and Technical Supervision: Beijing, China, 2007.
- JGJ52-2006; Standard for the Quality and Inspection Methods of Sand and Stone for Ordinary Concrete. Ministry of Construction of the People’s Republic of China: Beijing, China, 2006.
- JGJ/T 233-2011; Specification for Mix Proportion Design of Cement Soil. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2011.
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. The State Bureau of Quality and Technical Supervision: Beijing, China, 2019.
- GB/T 50082-2009; Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete. The State Bureau of Quality and Technical Supervision: Beijing, China, 2009.
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on microstructure of blended cement paste. Constr. Build. Mater. 2007, 21, 1534–1541. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Chen, J.J. Adding fly ash microsphere to improve packing density, flowability and strength of cement paste. Powder Technol. 2013, 234, 19–25. [Google Scholar] [CrossRef]
- John, S.K.; Nadir, Y.; Girija, K. Effect of source materials, additives on the mechanical properties and durability of fly ash and fly ash-slag geopolymer mortar: A review. Constr. Build. Mater. 2021, 280, 122443. [Google Scholar] [CrossRef]
- Li, Y.; Bao, J.L.; Guo, Y.L. The relationship between autogenous shrinkage and pore structure of cement paste with mineral admixtures. Constr. Build. Mater. 2010, 24, 1855–1860. [Google Scholar] [CrossRef]
- Rafat, S. Utilization (recycling) of iron and steel industry by-product (GGBS) in concrete: Strength and durability properties. J. Mater. Cycles Waste Manag. 2014, 16, 460–467. [Google Scholar]
- Khan, M.S.H.; Castel, A.; Akbarnezhad, A.; Foster, S.J.; Smith, M. Utilisation of steel furnace slag coarse aggregate in a low calcium fly ash geopolymer concrete. Cem. Concr. Res. 2016, 89, 220–229. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, Y.; Ji, Y.; Liu, G.; Liu, C.; She, W.; Sun, W. Reducing environmental impacts and carbon emissions: Study of effects of superfine cement particles on blended cement containing high volume mineral admixtures. J. Clean. Prod. 2018, 196, 358–369. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Setting Time (min) | Desity (g/cm3) | Fineness (%) | Specific Surface (m2/kg) | Compressive Strength (MPa) | Flexural Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| initial setting time | final setting time | 3.0 | 8.7 | 372.2 | 3d | 7d | 28d | 3d | 7d | 28d |
| 177 | 307 | 23.0 | 38.0 | 47.4 | 5.3 | 5.5 | 6.4 | |||
| Water Demand Ratio (%) | Fineness (%) | Loss on Igniting (%) | Activity (%) | Compressive Strength (MPa) | Flexural Strength (MPa) | |||
|---|---|---|---|---|---|---|---|---|
| 96 | 3.6 | 1.2 | 7d | 28d | 7d | 28d | 7d | 28d |
| 58.0 | 98.6 | 22.3 | 46.8 | 5.8 | 6.6 | |||
| Density (g/cm3) | Fineness (%) | Specific Surface (m2/kg) | Activity (%) | Compressive Strength (MPa) | Flexural Strength (MPa) | |||
|---|---|---|---|---|---|---|---|---|
| 2.9 | 0.6 | 421.2 | 7d | 28d | 7d | 28d | 7d | 28d |
| 77.3 | 92.0 | 29.4 | 43.7 | 6.4 | 7.7 | |||
| Density (g/cm3) | Fineness (%) | Specific Surface (m2/kg) | Activity (%) | Compressive Strength (MPa) | Flexural Strength (MPa) | |||
|---|---|---|---|---|---|---|---|---|
| 3.1 | 19.3 | 470 | 7d | 28d | 7d | 28d | 7d | 28d |
| 43.7 | 53.6 | 16.6 | 25.4 | 3.9 | 6.1 | |||
| Sieving Analysis | Square Hole Sieve Side Length (mm) | Cumulative Sieving Residual Percentage (%) | Test Value (%) |
| 37.5 | - | 0 | |
| 31.5 | - | 0 | |
| 26.5 | 0 | 0 | |
| 19.0 | 0–10 | 8 | |
| 16.0 | - | 54 | |
| 9.50 | 40–80 | 75 | |
| 4.75 | 90–100 | 99 | |
| 2.36 | 95–100 | 100 |
| Type | Test Number | C | FA | GGBS | SSP | Natural Sand | Crushed Stone | Water | Water Reducer |
|---|---|---|---|---|---|---|---|---|---|
| Group FA | C80F20 | 340 | 85 | 0 | 0 | 756 | 1042 | 170 | 6.0 |
| C70F30 | 297.5 | 127.5 | 0 | 0 | 756 | 1042 | 170 | 6.0 | |
| C60F40 | 255 | 170 | 0 | 0 | 756 | 1042 | 170 | 6.0 | |
| Group GGBS | C70F20G10 | 297.5 | 85 | 42.5 | 0 | 756 | 1042 | 170 | 6.0 |
| C70F15G15 | 297.5 | 63.8 | 63.8 | 0 | 756 | 1042 | 170 | 6.0 | |
| C70F10G20 | 297.5 | 42.5 | 85 | 0 | 756 | 1042 | 170 | 6.0 | |
| Group SSP | C70F0G0S30 | 297.5 | 0 | 0 | 127.5 | 756 | 1042 | 170 | 6.0 |
| C70F4G4S22 | 297.5 | 15.9 | 15.9 | 95.6 | 756 | 1042 | 170 | 6.0 | |
| C70F8G8S14 | 297.5 | 31.9 | 31.9 | 63.8 | 756 | 1042 | 170 | 6.0 | |
| C70F11G11S8 | 297.5 | 47.8 | 47.8 | 31.9 | 756 | 1042 | 170 | 6.0 |
| Equation | Category | Test Number | ||||
|---|---|---|---|---|---|---|
| FA | C80F20 | −1.44 | −1.62 | 2.60 | 0.9998 | |
| C70F30 | −1.61 | −1.80 | 2.57 | 0.9983 | ||
| C60F40 | −2.07 | −1.90 | 3.10 | 0.9922 | ||
| GGBS | C70F20G10 | −8.84 | −1.63 | 1.81 | 0.9978 | |
| C70F15G15 | 5.09 | −1.31 | 0.72 | 0.9848 | ||
| C70F10G20 | 8.09 | −1.46 | 0.61 | 0.9969 | ||
| SSP | C70F0G0S30 | −2.41 | −2.32 | 2.90 | 0.9926 | |
| C70F4G4S23 | −2.59 | −2.72 | 2.57 | 0.9600 | ||
| C70F8G8S15 | −1.72 | −2.00 | 2.38 | 0.9513 | ||
| C70F11G11S8 | 1.61 | −1.67 | 1.03 | 0.9791 |
| Test Number | Axial Compressive Strength (MPa) | Elastic Modulus (GPa) |
|---|---|---|
| C80F20 | 44.6 | 29.1 |
| C70F30 | 50.9 | 29.6 |
| C60F40 | 41.6 | 26.6 |
| C70F20G10 | 44.8 | 27.7 |
| C70F15G15 | 48.8 | 28.5 |
| C70F10G20 | 52.4 | 30.1 |
| C70F0G0S30 | 47.2 | 29.1 |
| C70F4G4S23 | 47.4 | 28.6 |
| C70F8G8S15 | 48.2 | 28.6 |
| C70F11G11S8 | 42.8 | 29.0 |
| Test Number | ||||
|---|---|---|---|---|
| C70F10G20-1 | 44.08 | 55.97 | 34.59 | 44.78 |
| C70F10G20-2 | 50.63 | 48.58 | 42.78 | 43.56 |
| C70F10G20-3 | 42.38 | 50.38 | 33.43 | 42.44 |
| Materials | CO2 Emission (kg/kg) | Cost (RMB/ton) |
|---|---|---|
| C | 470 | 0.93 |
| FA | 170 | 0.083 |
| GGBS | 234 | 0.008 |
| SSP | 200 | 0.218 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Xie, M.; Liu, L. Study on Early Shrinkage and Mechanical Properties of Concrete with Various Cementitious Materials. Buildings 2022, 12, 1543. https://doi.org/10.3390/buildings12101543
Wang P, Xie M, Liu L. Study on Early Shrinkage and Mechanical Properties of Concrete with Various Cementitious Materials. Buildings. 2022; 12(10):1543. https://doi.org/10.3390/buildings12101543
Chicago/Turabian StyleWang, Peng, Ming Xie, and Lei Liu. 2022. "Study on Early Shrinkage and Mechanical Properties of Concrete with Various Cementitious Materials" Buildings 12, no. 10: 1543. https://doi.org/10.3390/buildings12101543