
Recycling Cigarette Butts in Ceramic Tiles

 , , ,
, , ,  ,
,  and
and
Abstract
:1. Introduction (Literature Review)
2. Materials and Methods
2.1. Raw Materials
2.2. Chemical and Mineralogical Characterisation
2.3. Preparation of Ceramic Tile Samples
2.4. Physical and Mechanical Tests
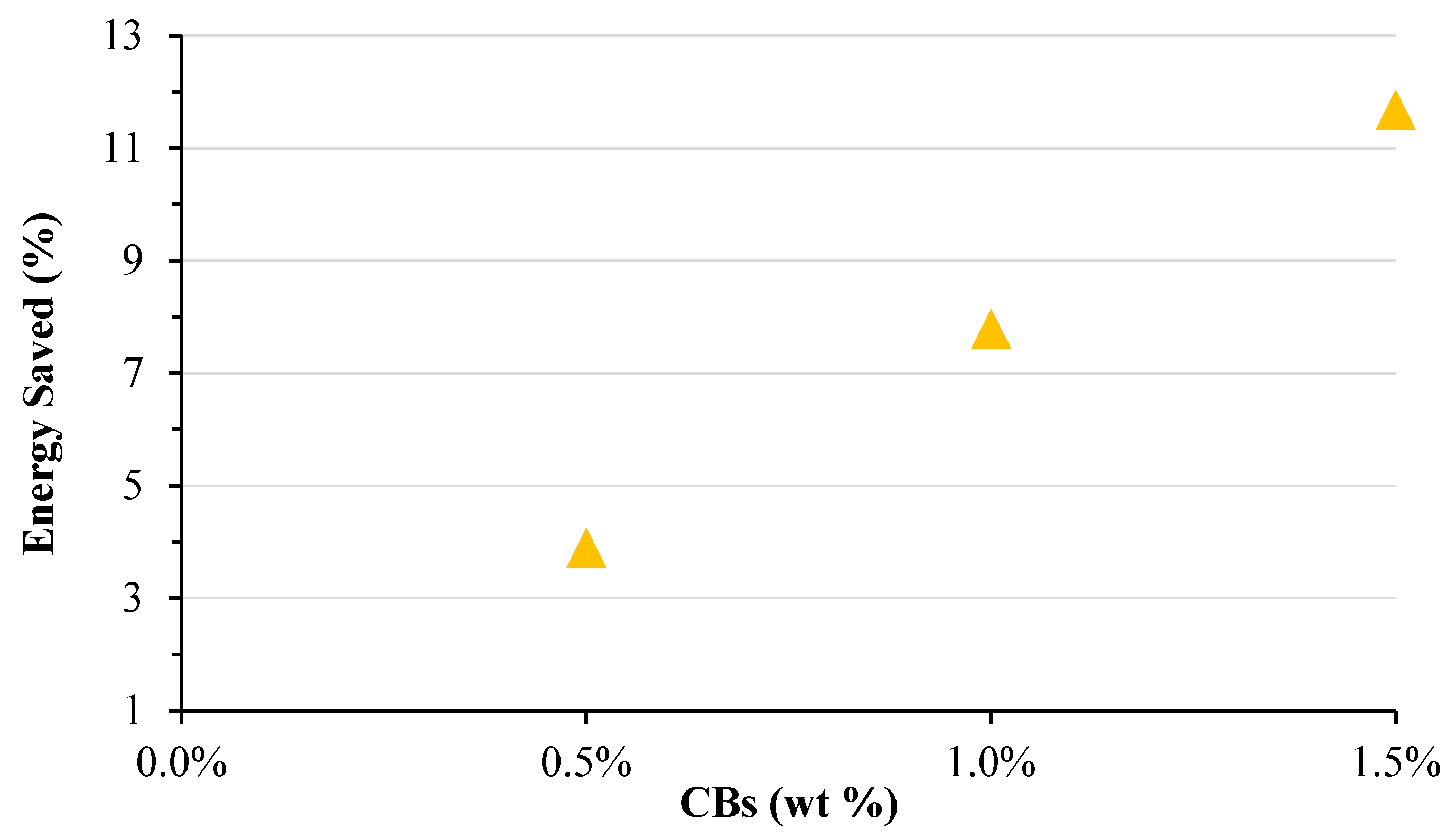
2.5. Energy Saving
3. Results and Discussion
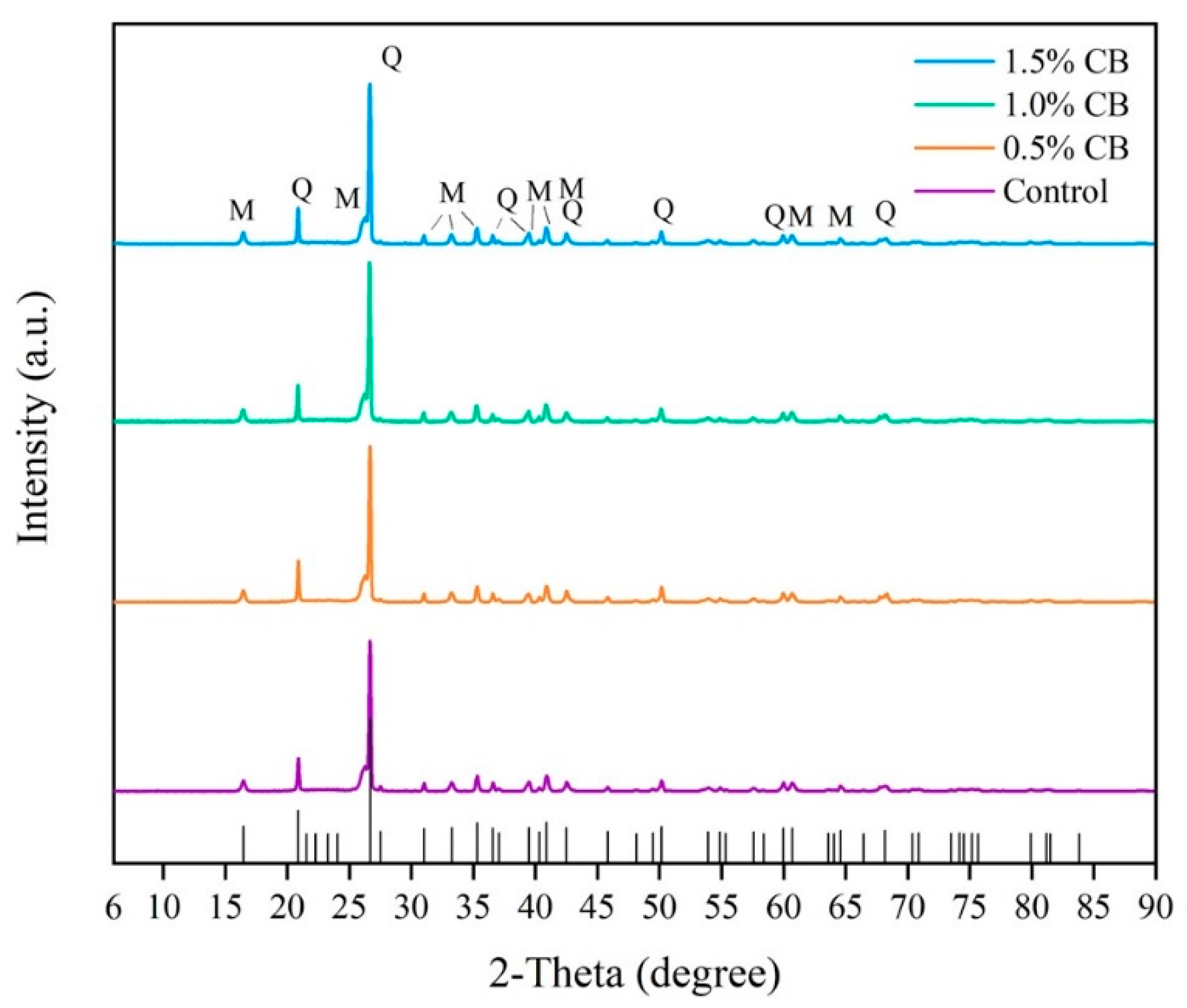
3.1. Characterisation of Fired Tiles
3.2. Physical and Mechanical Properties of Fired CB Tiles
3.2.1. Dimensions and Properties
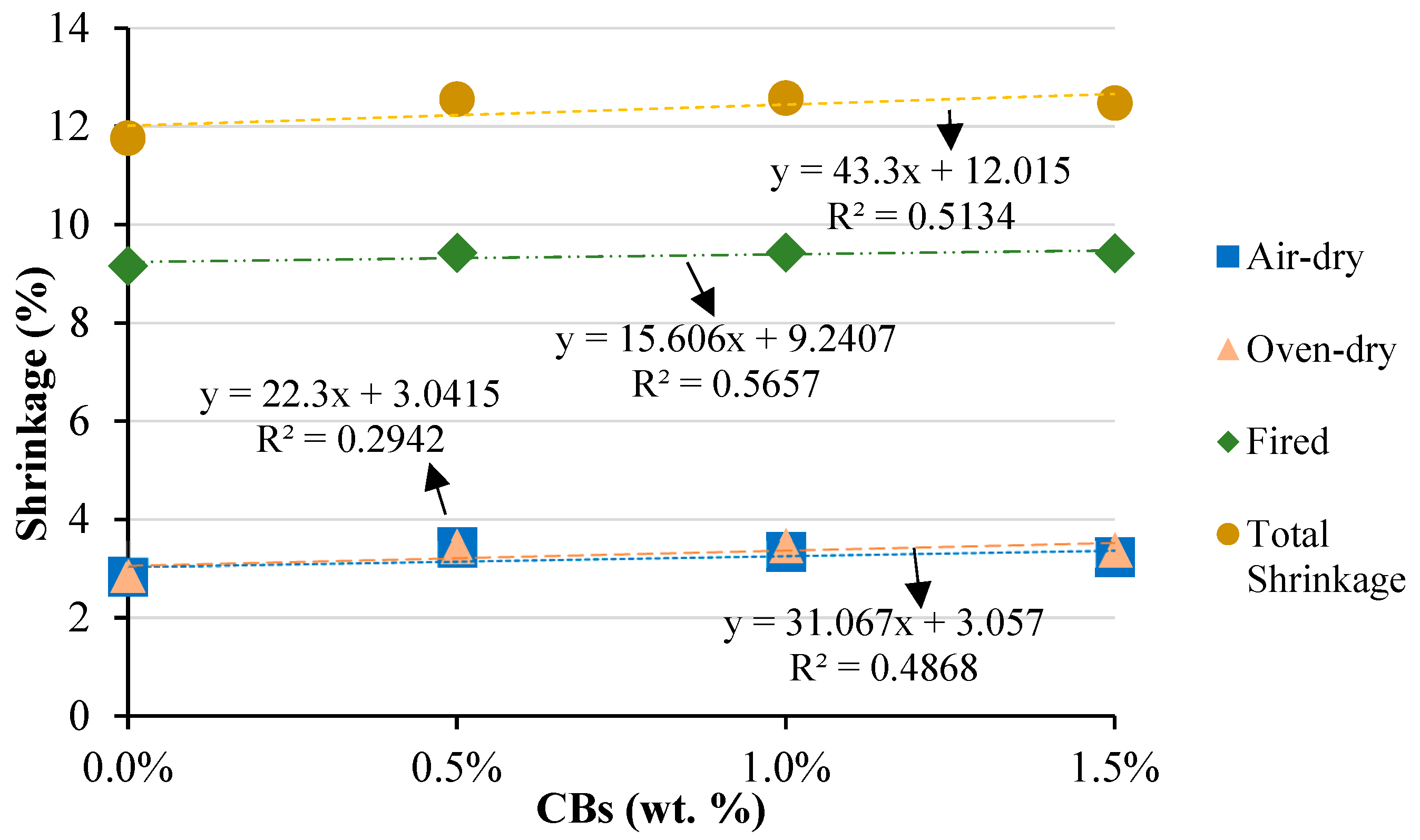
3.2.2. Shrinkage Test
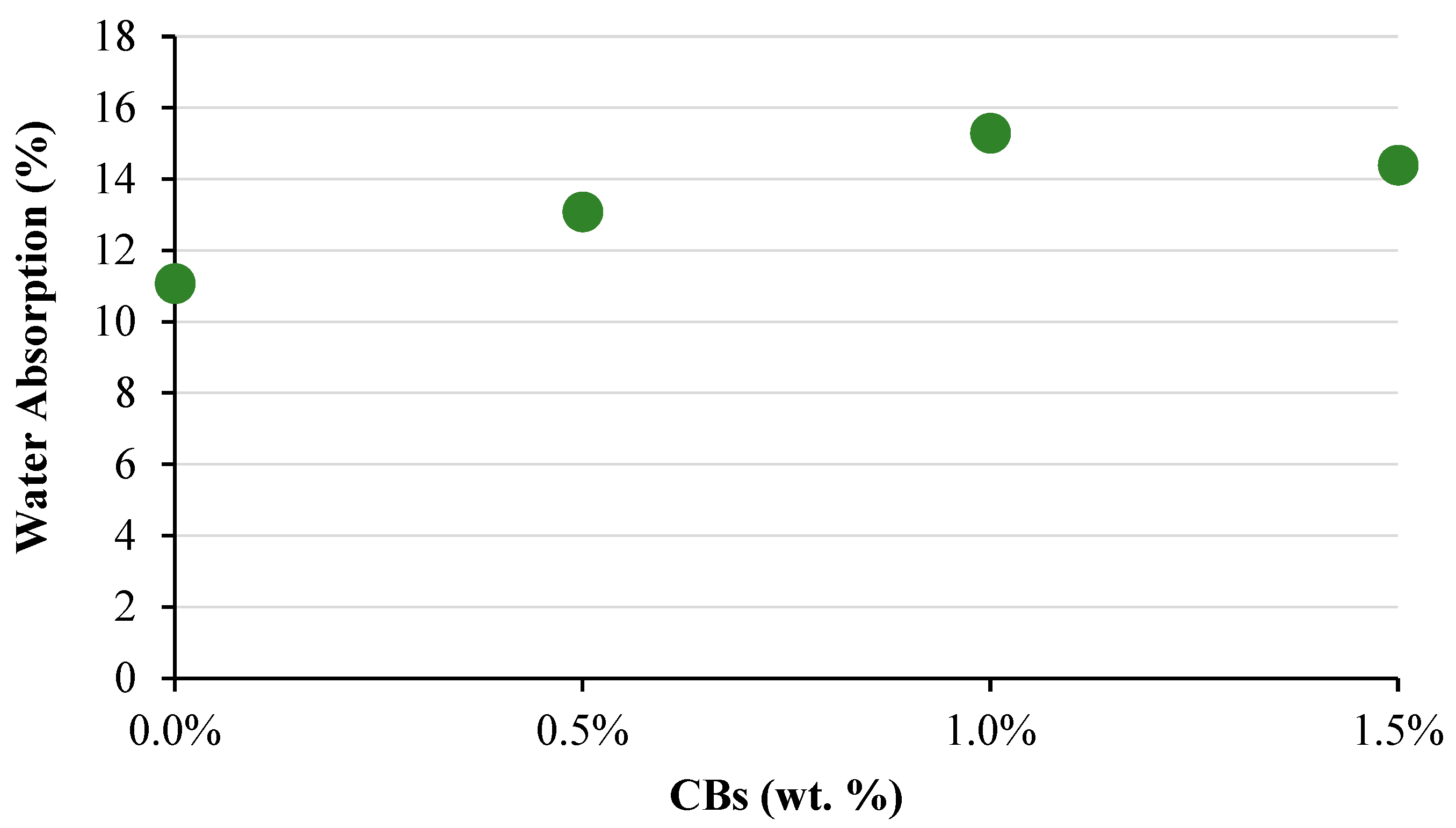
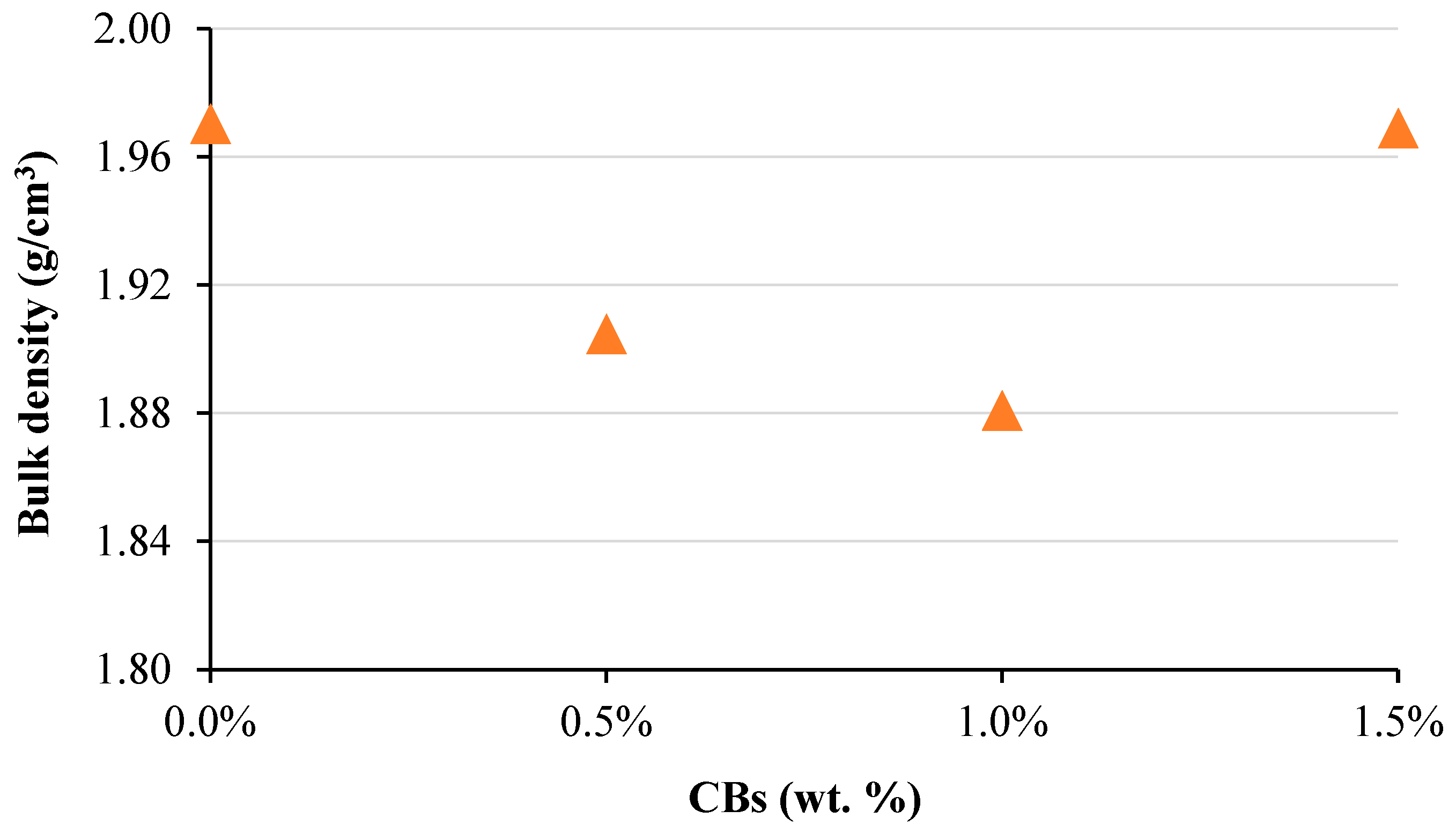
3.2.3. Water Absorption and Bulk Density
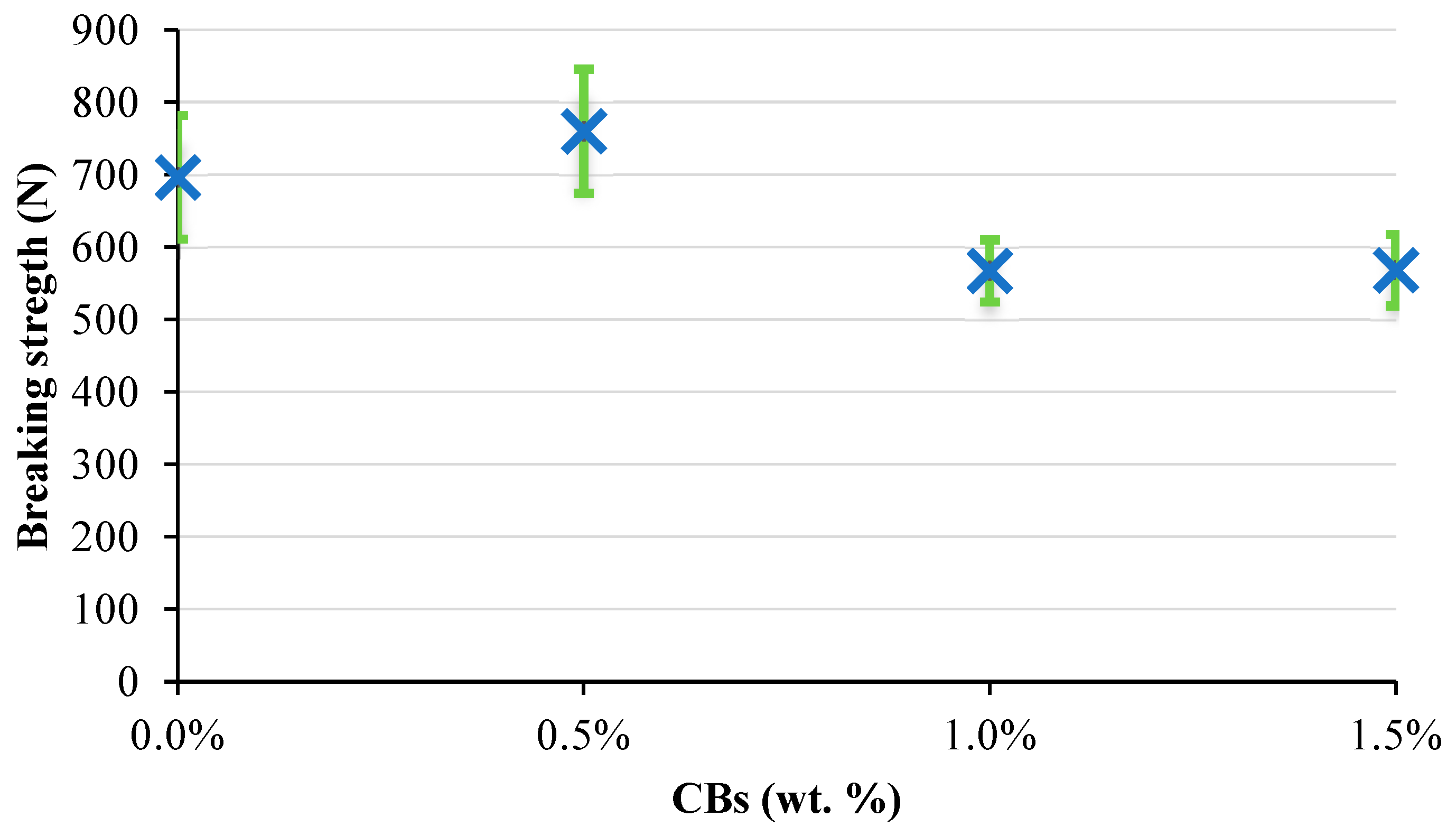
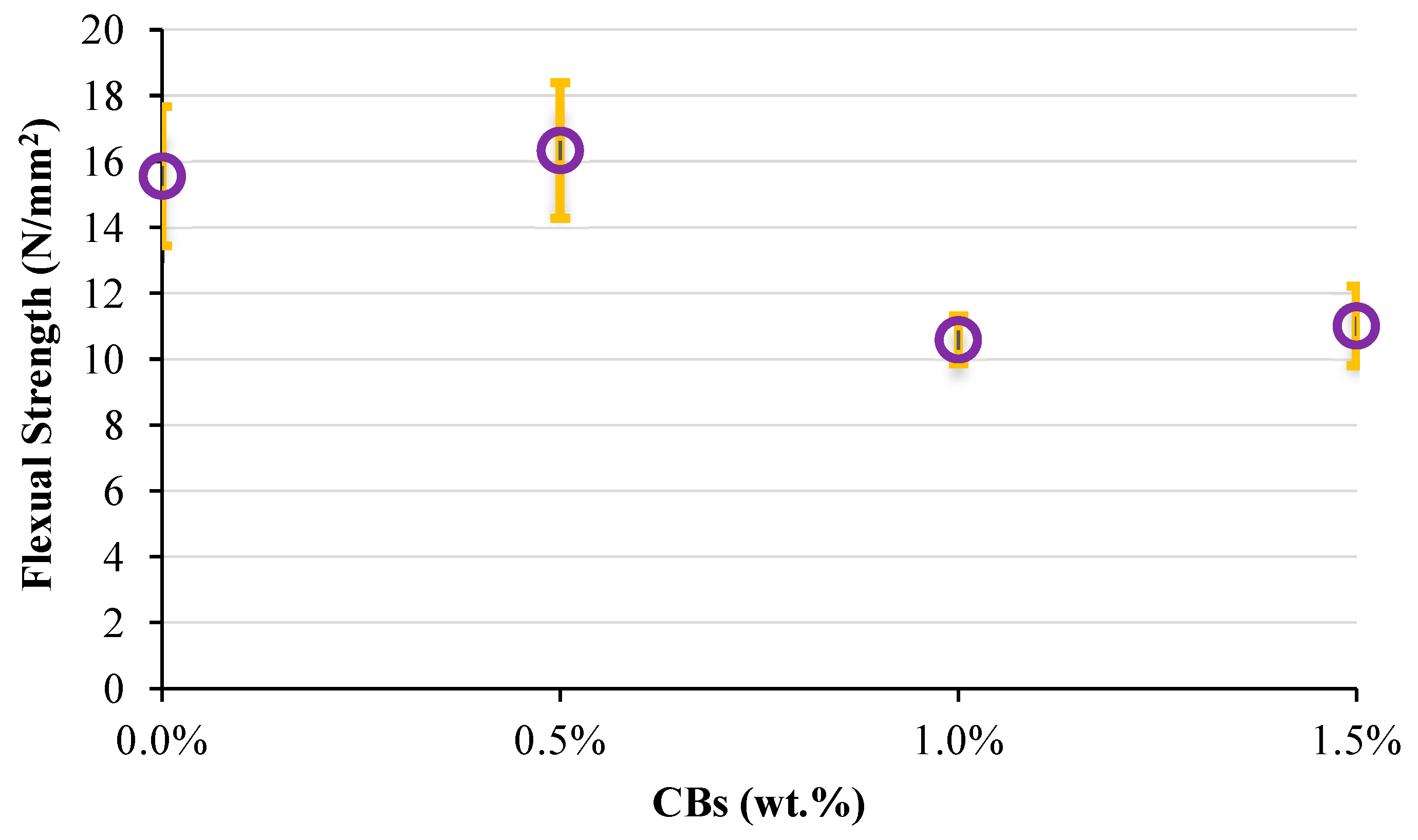
3.2.4. Breaking Strength and Modulus of Rupture
3.3. Energy Savings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kurmus, H.; Mohajerani, A. The toxicity and valorization options of cigarette butts. Waste Manag. 2020, 104, 104–118. [Google Scholar] [CrossRef] [PubMed]
- Hoffman, S.J.; Mammone, J.; Rogers Van Katwyk, S.; Sritharan, L.; Tran, M.; Al-Khateeb, S.; Grjibovski, A.; Gunn, E.; Kamali-Anaraki, S.; Li, B.; et al. Cigarette consumption estimates for 71 countries from 1970 to 2015: Systematic collection of comparable data to facilitate quasi-experimental evaluations of national and global tobacco control interventions. BMJ 2019, 365, l2231. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ng, M.; Freeman, M.K.; Fleming, T.D.; Robinson, M.; Dwyer-Lindgren, L.; Thomson, B.; Wollum, A.; Sanman, E.; Wulf, S.; Lopez, A.D.; et al. Smoking Prevalence and Cigarette Consumption in 187 Countries, 1980–2012. JAMA 2014, 311, 183–192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Beaglehole, R.; Bonita, R.; Yach, D.; Mackay, J.; Reddy, K.S. A tobacco-free world: A call to action to phase out the sale of tobacco products by 2040. Lancet 2015, 385, 1011–1018. [Google Scholar] [CrossRef]
- Wallbank, L.A.; MacKenzie, R.; Beggs, P.J. Environmental impacts of tobacco product waste: International and Australian policy responses. Ambio 2017, 46, 361–370. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Belzagui, F.; Buscio, V.; Gutiérrez-Bouzán, C.; Vilaseca, M. Cigarette butts as a microfiber source with a microplastic level of concern. Sci. Total Environ. 2021, 762, 144165. [Google Scholar] [CrossRef] [PubMed]
- Puls, J.; Wilson, S.A.; Hölter, D. Degradation of Cellulose Acetate-Based Materials: A Review. J. Polym. Environ. 2011, 19, 152–165. [Google Scholar] [CrossRef] [Green Version]
- Hoffmann, D.; Hoffmann, I.; El-Bayoumy, K. The less harmful cigarette: A controversial issue. A tribute to Ernst L. Wynder. Chem. Res. Toxicol. 2001, 14, 767–790. [Google Scholar] [CrossRef]
- Novotny, T.E.; Slaughter, E. Tobacco Product Waste: An Environmental Approach to Reduce Tobacco Consumption. Curr. Environ. Health Rep. 2014, 1, 208–216. [Google Scholar] [CrossRef] [Green Version]
- Hoffmann, D.; Hoffmann, I. The changing cigarette, 1950-1995. J. Toxicol. Environ. Health 1997, 50, 307–364. [Google Scholar] [CrossRef] [PubMed]
- Slaughter, E.; Gersberg, R.M.; Watanabe, K.; Rudolph, J.; Stransky, C.; Novotny, T.E. Toxicity of cigarette butts, and their chemical components, to marine and freshwater fish. Tob. Control. 2011, 20, i25. [Google Scholar] [CrossRef] [PubMed]
- Torkashvand, J.; Farzadkia, M. A systematic review on cigarette butt management as a hazardous waste and prevalent litter: Control and recycling. Environ. Sci. Pollut. Res. 2019, 26, 11618–11630. [Google Scholar] [CrossRef]
- Mohajerani, A.; Kadir, A.A.; Larobina, L. A practical proposal for solving the world’s cigarette butt problem: Recycling in fired clay bricks. Waste Manag. 2016, 52, 228–244. [Google Scholar] [CrossRef]
- Kurmus, H.; Mohajerani, A. Recycling of cigarette butts in fired clay bricks: A new laboratory investigation. Materials 2020, 13, 790. [Google Scholar] [CrossRef] [Green Version]
- Kadir, A.A.; Mohajerani, A. Recycling cigarette butts in lightweight fired clay bricks. Proc. Inst. Civ. Eng. Constr. Mater. 2011, 164, 219–229. [Google Scholar] [CrossRef]
- Mohajerani, A.; Hui, S.Q.; Shen, C.; Suntovski, J.; Rodwell, G.; Kurmus, H.; Hana, M.; Rahman, M.T. Implementation of recycling cigarette butts in lightweight bricks and a proposal for ending the littering of cigarette butts in our cities. Materials 2020, 13, 4023. [Google Scholar] [CrossRef]
- Rahman, M.T.; Mohajerani, A. Use of bitumen encapsulated cigarette butts in stone mastic asphalt. Constr. Build. Mater. 2020, 261. [Google Scholar] [CrossRef]
- Rahman, M.T.; Mohajerani, A.; Giustozzi, F. Possible use of cigarette butt fiber modified bitumen in stone mastic asphalt. Constr. Build. Mater. 2020, 263. [Google Scholar] [CrossRef]
- Rahman, M.T.; Mohajerani, A.; Giustozzi, F. Possible recycling of cigarette butts as fiber modifier in bitumen for asphalt concrete. Materials 2020, 13, 734. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- d’Heni Teixeira, M.B.; Duarte, M.A.B.; Raposo Garcez, L.; Camargo Rubim, J.; Hofmann Gatti, T.; Suarez, P.A.Z. Process development for cigarette butts recycling into cellulose pulp. Waste Manag. 2017, 60, 140–150. [Google Scholar] [CrossRef] [PubMed]
- Gómez Escobar, V.; Maderuelo-Sanz, R. Acoustical performance of samples prepared with cigarette butts. Appl. Acoust. 2017, 125, 166–172. [Google Scholar] [CrossRef]
- Dondi, M.; Raimondo, M.; Zanelli, C. Clays and bodies for ceramic tiles: Reappraisal and technological classification. Appl. Clay Sci. 2014, 96, 91–109. [Google Scholar] [CrossRef]
- World Production and Consumption of Ceramic tiles. Available online: https://www.ceramicworldweb.it/cww-en/statistics-and-markets/world-production-and-consumption-of-ceramic-tiles-2017/ (accessed on 6 October 2021).
- World Production and Consumption of Ceramic Tiles. The Figures for 2019 and Forecasts for 2020. Available online: https://www.ceramicworldweb.it/cww-en/statistics-and-markets/world-production-and-consumption-of-ceramic-tiles-the-figures-for-2019-and-forecasts-for-2020/ (accessed on 6 October 2021).
- Zanelli, C.; Conte, S.; Molinari, C.; Soldati, R.; Dondi, M. Waste recycling in ceramic tiles: A technological outlook. Resour. Conserv. Recycl. 2021, 168, 105289. [Google Scholar] [CrossRef]
- Yuan, Q.; Mohajerani, A.; Kurmus, H.; Smith, J.V. Possible Recycling Options Of Waste Materials In Manufacturing Ceramic Tiles. Int. J. 2021, 20, 73–80. [Google Scholar] [CrossRef]
- Haiying, Z.; Youcai, Z.; Jingyu, Q. Study on use of MSWI fly ash in ceramic tile. J. Hazard. Mater. 2007, 141, 106–114. [Google Scholar] [CrossRef]
- Kurmus, H.; Mohajerani, A. Leachate Analysis of Heavy Metals in Cigarette Butts and Bricks Incorporated with Cigarette Butts. Materials 2020, 13, 2843. [Google Scholar] [CrossRef]
- Singer, F.; Singer, S.S. Industrial Ceramics; Springer Netherlands: Dordrecht, The Netherlands, 1963. [Google Scholar] [CrossRef]
- Kurmus, H.; Mohajerani, A. Energy savings, thermal conductivity, micro and macro structural analysis of fired clay bricks incorporating cigarette butts. Constr. Build. Mater. 2021, 283, 122755. [Google Scholar] [CrossRef]
- Monfort, E.; Mezquita, A.; Granel, R.; Vaquer, E.; Escrig, A.; Miralles, A.; Zaera, V. Analysis of energy consumption and carbon dioxide emissions in ceramic tile manufacture. Boletín Soc. Española Cerámica Vidr. 2010, 49, 303–310. [Google Scholar]
- Amin, S.K.; Abdel Hamid, E.M.; El-Sherbiny, S.A.; Sibak, H.A.; Abadir, M.F. The use of sewage sludge in the production of ceramic floor tiles. HBRC J. 2018, 14, 309–315. [Google Scholar] [CrossRef] [Green Version]
- Jordán, M.M.; Almendro-Candel, M.B.; Romero, M.; Rincón, J.M. Application of sewage sludge in the manufacturing of ceramic tile bodies. Appl. Clay Sci. 2005, 30, 219–224. [Google Scholar] [CrossRef] [Green Version]
- Gualtieri, M.L.; Gualtieri, A.F.; Gagliardi, S.; Ruffini, P.; Ferrari, R.; Hanuskova, M. Thermal conductivity of fired clays: Effects of mineralogical and physical properties of the raw materials. Appl. Clay Sci. 2010, 49, 269–275. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals (%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Na2O | MgO | Al2O3 | SiO2 | P2O5 | SO3 | Cl | K2O | CaO | TiO2 | Fe2O3 | |
| Kaolin | - | - | 30.369 | 35.603 | 0.205 | 0.072 | - | 0.227 | 0.13 | 0.696 | 0.76 |
| Feldspar | 2.196 | - | 15.145 | 51.172 | 0.211 | - | - | 11.021 | 0.283 | - | 0.135 |
| Quartz | - | - | 0.459 | 82.311 | 0.237 | - | - | 0.01 | 0.137 | 0.018 | 0.031 |
| Bentonite | 1.299 | 1.325 | 13.055 | 39.948 | 0.224 | 0.344 | - | 0.465 | 1.394 | 0.221 | 3.846 |
| Mixture | 0.948 | 0.065 | 22.779 | 47.466 | 0.208 | 0.043 | 4.039 | 0.206 | 0.345 | 0.488 | |
| CB | - | 0.919 | 0.534 | 1.329 | 0.697 | 0.937 | 2.188 | 7.938 | 12.713 | 3.236 | 0.842 |
| Control | 0.5% | 1.0% | 1.5% | |
|---|---|---|---|---|
| CBs | 0.0 | 0.5 | 1.0 | 1.5 |
| Kaolin | 50.0 | 50.0 | 50.0 | 50.0 |
| Feldspar | 36.0 | 36.0 | 36.0 | 36.0 |
| Silica | 12.0 | 12.0 | 12.0 | 12.0 |
| Bentonite | 2.0 | 1.5 | 1.0 | 0.5 |
| Segment | Rate (°C/min) | Time (h) | Temperature (°C) |
|---|---|---|---|
| 0 | 0 | 0 | 20 |
| 1 | 1.5 | 2 | 200 |
| 2 | 2.5 | 2 | 500 |
| 3 | 3 | 3.89 | 1200 |
| Control | 0.5% | 1.0% | 1.5% | |
|---|---|---|---|---|
| Mass (g) | 115.32 | 114.82 | 114.54 | 114.22 |
| Diameter (mm) | 87.76 | 88.13 | 89.14 | 89.05 |
| Height (mm) | 9.10 | 9.35 | 9.13 | 9.19 |
| Volume (mm3) | 55,017.71 | 57,013.60 | 57,000.65 | 57,214.93 |
| Density (kg/m3) | 2096.16 | 2016.38 | 2009.17 | 1997.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Q.; Mohajerani, A.; Kristoforus, A.; Kurmus, H.; Chowdhury, U.; Robert, D.; Pramanik, B.; Tran, P. Recycling Cigarette Butts in Ceramic Tiles. Buildings 2022, 12, 17. https://doi.org/10.3390/buildings12010017
Yuan Q, Mohajerani A, Kristoforus A, Kurmus H, Chowdhury U, Robert D, Pramanik B, Tran P. Recycling Cigarette Butts in Ceramic Tiles. Buildings. 2022; 12(1):17. https://doi.org/10.3390/buildings12010017
Chicago/Turabian StyleYuan, Qibin, Abbas Mohajerani, Adrian Kristoforus, Halenur Kurmus, Urmila Chowdhury, Dilan Robert, Biplob Pramanik, and Phuong Tran. 2022. "Recycling Cigarette Butts in Ceramic Tiles" Buildings 12, no. 1: 17. https://doi.org/10.3390/buildings12010017