Effect of Nonmetallic Inclusions on Fatigue Properties of Superelastic Ti-Ni Fine Wire


Abstract
:1. Introduction
2. Experimental Methods
2.1. Fabrication of Ti-Ni Alloy Fine Wire Samples Containing Different Nonmetallic Inclusion Phases
2.2. Identification and Particle Analysis of Nonmetallic Inclusions
2.3. Tensile Testing
2.4. Rotating Bending Fatigue Testing
2.5. Measurement of Nonmetallic Inclusions and Surrounding Defects
3. Results and Discussion
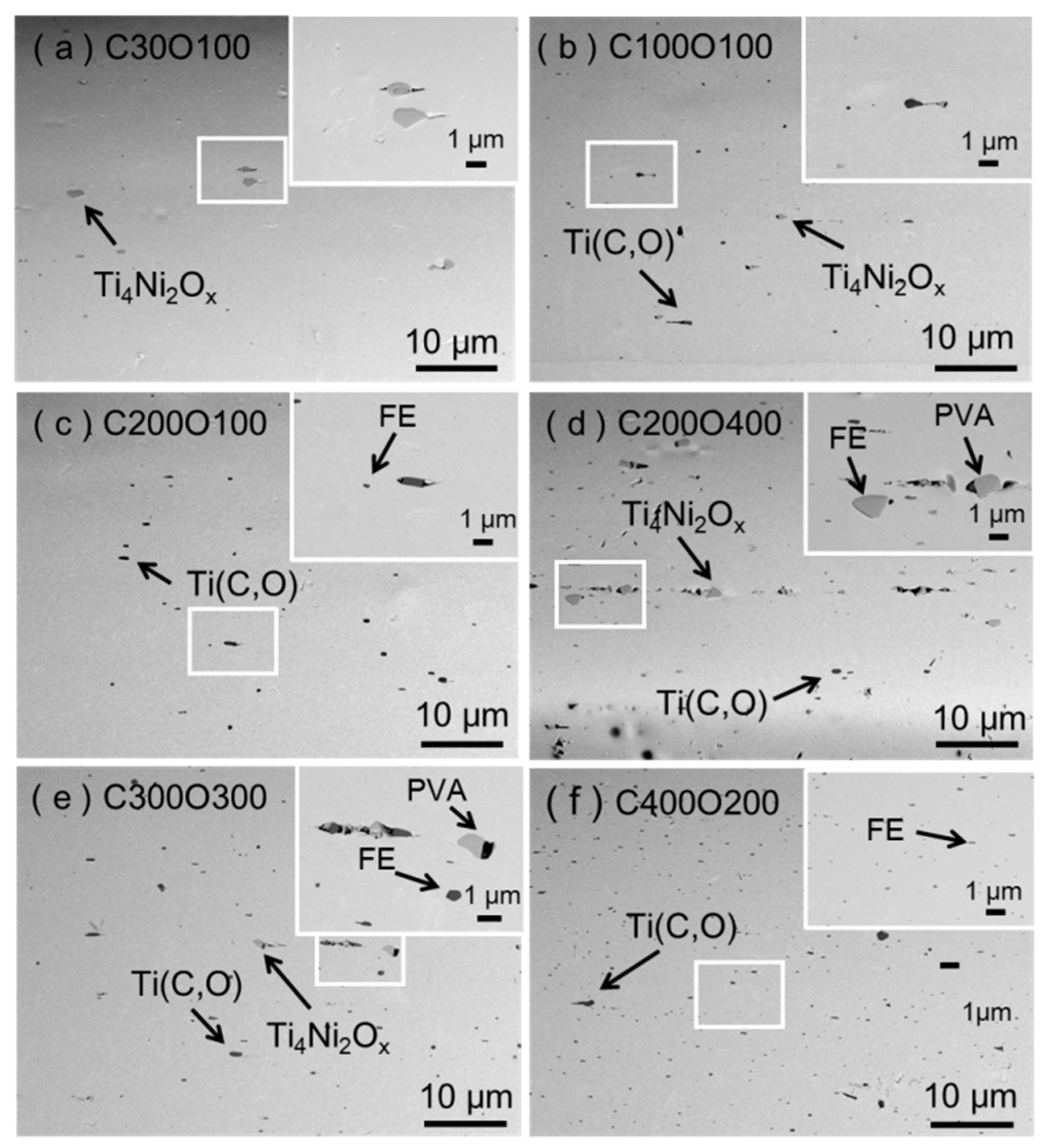
3.1. Nonmetallic Inclusion Phases and Particle Size Distribution in Each Sample
3.2. Effect of Types and Length of Nonmetallic Inclusion Phases on Fatigue Strength
3.3. Relationship between PVAs and Fatigue Strength
4. Conclusions
- (1)
- Nonmetallic inclusions in fine wire as the final product shape can be controlled to single-phase Ti(C,O), single-phase Ti4Ni2Ox, or a mixture of both phases by adjusting the concentrations of carbon and oxygen during dissolution.
- (2)
- Ti-Ni alloy fine wire samples containing nonmetallic inclusions of only single-phase Ti(C,O) exhibited higher fatigue strength than the samples containing single-phase Ti4Ni2Ox or mixed phases.
- (3)
- The fatigue strength of Ti-Ni alloy depended on the number of nonmetallic inclusions of a length of ≥2 μm.
- (4)
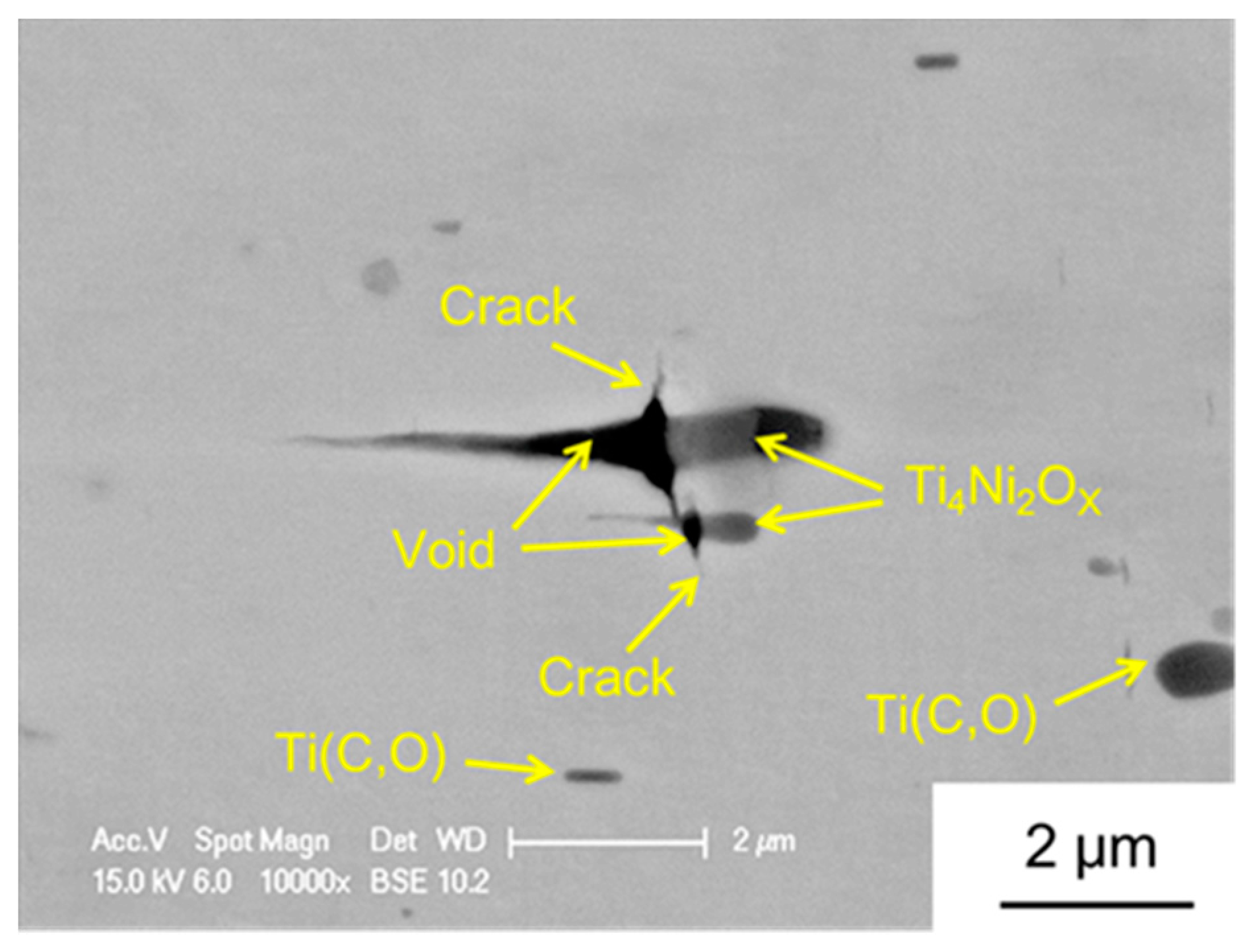
- Among the crack origins of fatigue fractures, many were observed to have originated from nonmetallic inclusions with the PVA morphology from the pairs of fatigue fracture surfaces.
- (5)
- When each of the samples before fatigue testing was observed, there was a tendency for ratios of the PVA morphology to be higher in the Ti4Ni2Ox phase than in the Ti(C,O) phase.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shabalovskaya, S.A. On the nature of the biocompatibility and on medical application of NiTi shape memory and superelastic alloys. Bio-Med. Mater. Eng. 1996, 6, 267–289. [Google Scholar]
- Morgan, N.B. Medical shape memory alloy applications the market and its products. Mater. Sci. Eng. A 2004, 378, 16–23. [Google Scholar] [CrossRef]
- Toro, A.; Zhou, F.; Wu, M.H.; Greertruyden, W.V.; Misiolek, W.Z. Characterization of non-metallic inclusion melting of NiTi shape memory alloys. J. Mater. Eng. Perform. 2009, 18, 448–485. [Google Scholar] [CrossRef]
- Dehghanghadikolaei, A.; Ibrahim, H.; Amerinatanzi, A.; Hashemi, M.; Moghaddam, N.S.; Elahinia, M. Improving corrosion resistance of additively manufactured nickel-titanium biomedical devices by micro-arc oxidation process. J. Mater. Sci. 2019, 54, 7333–7355. [Google Scholar] [CrossRef]
- Soria, S.R.; Callisaya, G.E.; Soul, H.; Claramonte, S.; Yawny, A. Fetting damage of Ni-rich ultrafine grained NiTi superelastic wires. J. Mech. Behav. Biomed. Mater. 2019, 90, 655–664. [Google Scholar] [CrossRef] [PubMed]
- ASTM F2063-12: Standard Specification for Wrought Nickel-Titanium Shape Memory Alloys for Medical Devices and Surgical Implants; ASTM International: West Conshohocken, PA, USA, 2012.
- Rahim, M.; Frenzel, J.; Frotscher, M.; Heuwer, B.; Hiebeler, J.; Eggeler, G. Bending rotaion HCF testing of pseudoelastic Ni-Ti shape memory alloys. Materialwissenschaft Werkstofftechnik 2013, 44, 633–640. [Google Scholar] [CrossRef]
- Norwich, D.W.; Fasching, A. A study of the effect of diameter on the fatigue properties of NiTi wire. J. Mater. Eng. Perform. 2009, 18, 558–562. [Google Scholar] [CrossRef]
- Rahim, M.; Frenzel, J.; Frotscher, M.; Pfetzing-Micklinch, J.; Steeműller, R.; Wohlschlőgel, M.; Mughrabi, H.; Eggeler, G. Impurity levels and fatigue lives of pseudoelastic NiTi shape memory alloys. Acta Mater. 2013, 61, 3667–3686. [Google Scholar] [CrossRef]
- Sawaguchi, T.; Kaustrater, G.; Yawny, A.; Wagner, M.; Eggeler, G. Crack initiation and propagation in 50.9 at. pct Ni-Ti pseudoelastic shape-memory wires in bending-rotation fatigue. Matall. Mater. Trans. A 2003, 34A, 2847–2860. [Google Scholar] [CrossRef]
- Schaffer, J.E.; Plumley, D.L. Fatigue performance of Nitinol round wire with varying cold work reductions. J. Mater. Eng. Perform. 2009, 18, 563–568. [Google Scholar] [CrossRef]
- Ito, D.; Nishiwaki, N.; Ueda, K.; Narushima, T. Effect of Ba deoxidation on oxygen content in NiTi alloys and non-metallic inclusion. J. Mater. Sci. 2013, 48, 359–366. [Google Scholar] [CrossRef]
- Hara, K.; Ueda, K.; Narushima, T.; Yamashita, F.; Ishikawa, K. Effect of light elements on fatigue properties of NiTi wires for designing biomedical stents. In Proceedings of the 24th International Conference on Processing and Fabrication of Advanced Materials, Osaka, Japan, 18–20 December 2015. [Google Scholar]
- ASTM F2082-06: Standard Test Method for Determination of Transformation Temperature of Nickel-Titanium Shape Memory Alloy by Bend and Free Recovery; ASTM International: West Conshohocken, PA, USA, 2016.
- Nurushima, T.; Suzuki, K.; Murakami, T.; Ouchi, C.; Iguchi, Y. Fatigue properties of stainless steel wire ropes for electrodes in functional electrical stimulation system. Mater. Trans. 2005, 46, 2083–2088. [Google Scholar] [CrossRef]
- Yamashita, F.; Wakoh, M.; Ishikawa, K.; Shibata, H. In situ observation of nonmetallic inclusion formation in NiTi alloys. Mater. Trans. 2017, 12, 1729–1734. [Google Scholar] [CrossRef]
- Jiang, B.; Xiao, J.; Huang, K.; Hou, J.; Jiao, S.; Zhu, H. Experimental and first-principles study of Ti-C-O system interplay of thermodynamic and structural properties. J. Am. Ceram. Soc. 2017, 100, 2253–2265. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notation | C | O | N | C/O | Af, °C |
|---|---|---|---|---|---|
| C30O100 | 0.0033 | 0.0118 | 0.0007 | 0.28 | 32.1 |
| C100O100 | 0.0108 | 0.0108 | 0.0009 | 1.00 | 31.9 |
| C200O100 | 0.0189 | 0.0116 | 0.0013 | 1.63 | 29.5 |
| C200O400 | 0.0212 | 0.0399 | 0.0010 | 0.53 | 32.8 |
| C300O300 | 0.0297 | 0.0249 | 0.0010 | 1.19 | 28.5 |
| C400O200 | 0.0391 | 0.0187 | 0.0016 | 2.09 | 29.2 |
| Ti-Ni Wire | Young’s Modulus, GPa |
|---|---|
| C30O100 | 48.27 |
| C100O100 | 49.35 |
| C200O100 | 47.31 |
| C200O400 | 52.30 |
| C300O300 | 50.38 |
| C400O200 | 47.05 |
| Element | Content (at.%) |
|---|---|
| Ti | 52.42 |
| Ni | 27.15 |
| O | 16.28 |
| C | 4.15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamashita, F.; Ide, Y.; Kato, S.; Ueda, K.; Narushima, T.; Kise, S.; Ishikawa, K.; Nishida, M. Effect of Nonmetallic Inclusions on Fatigue Properties of Superelastic Ti-Ni Fine Wire. Metals 2019, 9, 999. https://doi.org/10.3390/met9090999
Yamashita F, Ide Y, Kato S, Ueda K, Narushima T, Kise S, Ishikawa K, Nishida M. Effect of Nonmetallic Inclusions on Fatigue Properties of Superelastic Ti-Ni Fine Wire. Metals. 2019; 9(9):999. https://doi.org/10.3390/met9090999
Chicago/Turabian StyleYamashita, Fumiyoshi, Yasunori Ide, Suguru Kato, Kyosuke Ueda, Takayuki Narushima, Sumio Kise, Kouji Ishikawa, and Minoru Nishida. 2019. "Effect of Nonmetallic Inclusions on Fatigue Properties of Superelastic Ti-Ni Fine Wire" Metals 9, no. 9: 999. https://doi.org/10.3390/met9090999