Tungsten Matrix Composite Reinforced with CoCrFeMnNi High-Entropy Alloy: Impact of Processing Routes on Microstructure and Mechanical Properties

 , and
, and
Abstract
:1. Introduction
2. Experimental Details
2.1. Preparation of High-Entropy Alloy by Mechanical Alloying (MA)
2.2. Consolidation of Tungsten Heavy High-Entropy Alloy (WHHEA)
2.3. Characterization and Testing of Powders and Bulk Composites
3. Results and Discussion
3.1. Analysis of Powders
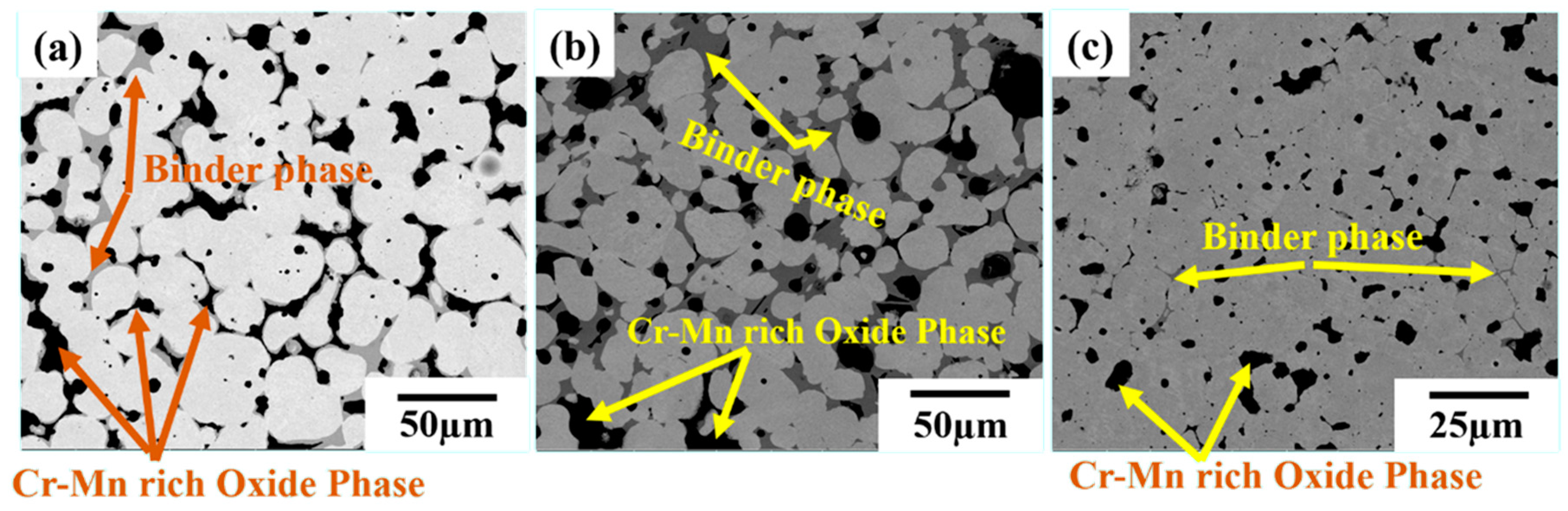
3.2. Analysis of Bulk WHHEA Consolidated by Sintering
3.3. Mechanical Properties
4. Conclusions
- (1)
- High-energy mechanical alloying of the elemental powders in equimolar proportion result in the formation of CoCrFeMnNi high-entropy alloy with predominant fcc phase and minor σ-phase.
- (2)
- Tungsten heavy alloy (WHA) can be prepared with CoCrFeMnNi high-entropy alloy as binder/reinforcement without any crack formation by conventional, microwave and spark plasma sintering techniques.
- (3)
- High heating rate and shorter holding time in sintering have resulted in significant reduction of W grain size and reduced volume fraction of Cr–Mn-rich oxide phase in WHHEA.
- (4)
- Compressive strength and bending strength of WHHEA is more when sintering techniques with a higher heating rate and shorter holding time are employed, due to finer W grain size (microstructures).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.; Zuo, T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-entropy alloy: Challenges and prospects. Materialstoday 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 213, 375–377. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Maity, T.; Prashanth, K.G.; Balci, O.; Kim, J.T.; Schoeberl, T.; Wang, Z.; Eckert, J. Influence of severe straining and strain rate on the evolution of dislocation structures during micro-/nanoindentation in high entropy eutectics. Int. J. Plast. 2018, 109, 121–136. [Google Scholar] [CrossRef]
- Lv, Y.; Hu, R.; Yao, Z.; Chen, J.; Xu, D.; Liu, Y.; Fan, X. Cooling rate effect on microstructure and mechanical properties of AlxCoCrFeNi high entropy alloys. Mater. Des. 2017, 132, 392–399. [Google Scholar] [CrossRef]
- Wang, F.J.; Zhang, Y.; Chen, G.L.; Davies, H.A. Tensile and compressive mechanical behavior of a CoCrCuFeNiAl0.5 high entropy alloy. Int. J. Mod. Phys. B 2009, 23, 1254–1259. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Mishra, S.; Cheethirala, S.R.; Muthupandi, V.; Sivaprasad, K. Enhanced Relative Slip Distance in Gas-Tungsten-Arc-Welded Al0.5CoCrFeNi High-Entropy Alloy. Metall. Mater. Trans. A 2017, 48, 3630–3634. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, K.; Muthupandi, V.; Prashanth, K.G. Dissimilar welding of Al0.1CoCrFeNi high-entropy alloy and AISI304 stainless steel. J. Mater. Res. 2019, 35, 2683–2694. [Google Scholar] [CrossRef]
- Maity, T.; Prashanth, K.G.; Balci, O.; Wang, Z.; Jia, Y.D.; Eckert, J. Plastic deformation mechanisms in severely strained eutectic high entropy composites explained via strain rate sensitivity and activation volume. Compos. Part. B: Eng. 2018, 150, 7–13. [Google Scholar] [CrossRef]
- Maity, T.; Prashanth, K.G.; Janda, A.; Kim, J.T.; Spieckermann, F.; Eckert, J. Mechanism of high-pressure torsion-induced shear banding and lamellar thickness saturation in Co-Cr-Fe-Ni-Nb high-entropy composites. J. Mater. Res. 2019, 34, 2672–2682. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1157. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.J.; Mao, M.M.; Wang, J.; Gludovatz, B.; Zhang, Z.; Mao, S.X.; George, E.P.; Yu, Q.; Ritchie, R.O. Nanoscale origins of the damage tolerance of the high-entropy alloy CrMnFeCoNi. Nat. Commun. 2015, 6, 10143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maity, T.; Dutta, A.; Jana, P.P.; Prashanth, K.G.; Eckert, J.; Das, J. Influence of Nb on the microstructure and fracture toughness of (Zr0.76Fe0.24)100-xNbx nano-eutectic composites. Materials 2018, 11, 113. [Google Scholar] [CrossRef] [PubMed]
- Hemphill, M.A.; Yuan, T.; Wang, G.Y.; Yeh, J.W.; Tsai, C.W.; Chuang, A.; Liaw, P.K. Fatigue behavior of Al0.5CoCrCuFeNi high-entropy alloys. Acta Mater. 2012, 60, 5723–5734. [Google Scholar] [CrossRef]
- Tsao, T.K.; Yeh, A.C.; Kuo, C.M.; Kakehi, K.; Murakami, H.; Yeh, J.W.; Jian, S.R. The High Temperature Tensile and Creep Behaviors of High Entropy Superalloy. Sci. Rep. 2017, 7, 12658. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.X.; Cheng, C.Q.; Shang, J.L.; Wang, R.; Li, P.; Zha, J. Oxidation behavior of high-entropy alloys AlxCoCrFeNi (x = 0.15, 0.4) in supercritical water and comparison with HR3C steel. Trans. Nonferr. Met. Soc. 2015, 25, 1341–1351. [Google Scholar] [CrossRef]
- Laplanche, G.; Volkert, U.F.; Eggeler, G.; George, E.P. Oxidation Behavior of the CrMnFeCoNi High-Entropy Alloy. Oxid. Met. 2016, 85, 629–645. [Google Scholar] [CrossRef]
- Qiu, Y.; Thomas, S.; Gibson, M.A.; Fraser, H.L.; Birbilis, N. Corrosion of high entropy alloys. Mater. Degrad. 2017, 1, 15. [Google Scholar] [CrossRef]
- Shi, Y.; Yang, B.; Liaw, P.K. Corrosion-Resistant High-Entropy Alloys: A Review. Metals 2017, 7, 43. [Google Scholar] [CrossRef]
- Greer, A.L. Confusion by design. Nature 1993, 366, 303. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Murty, B.S.; Eckert, J. Crystallization kinetics and consolidation of mechanically alloyed Al70Y16Ni10Co4 glassy powders. J. Alloy. Compd. 2009, 477, 171–177. [Google Scholar] [CrossRef]
- Surreddi, K.B.; Scudino, S.; Sakaliyska, M.; Prashanth, K.G.; Sordelet, D.J.; Eckert, J. Crystallization behavior and consolidation of gas-atomized Al84Gd6Ni7Co3 glassy powder. J. Alloy. Compd. 2010, 491, 137–142. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Sordelet, D.J.; Zhang, W.W.; Li, Y.Y.; Eckert, J. Tensile properties of Al matrix composites reinforced with in situ devitrified Al84Gd6Ni7Co3 glassy particles. J. Alloy. Compd. 2014, 586, S419–S422. [Google Scholar] [CrossRef]
- Fu, X.; Schuh, C.A.; Olivetti, E.A. Materials selection considerations for high entropy alloys. Scr. Mater. 2017, 138, 145–150. [Google Scholar] [CrossRef]
- Miracle, D.B.; Miller, J.D.; Senkov, O.N.; Woodward, C.; Uchic, M.D.; Tiley, J. Exploration and Development of High Entropy Alloys for Structural Applications. Entropy 2014, 16, 494–525. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, R.; Muthupandi, V.; Duraiselvam, M. Characterization of Laser Beam Welded Al0.5CoCrFeNi High-Entropy Alloy. Key. Eng. Mater. 2018, 775, 448–453. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, L.; Xue, Y.; Zhang, P.; Cao, T.; Cheng, X. High-entropy alloy particle reinforced Al-based amorphous alloy composite with ultrahigh strength prepared by spark plasma sintering. Mater. Des. 2016, 109, 219–226. [Google Scholar] [CrossRef]
- Velo, I.L.; Gotor, F.J.; Alcala, M.D.; Real, C.; Cordoba, J.M. Fabrication and characterization of WC-HEA cemented carbide based on the CoCrFeNiMn high entropy alloy. J. Alloy. Compd. 2018, 746, 1–8. [Google Scholar] [CrossRef]
- Zhou, S.; Liang, Z.J.; Zhu, Y.; Jian, R.; Wang, B.; Xue, Y.; Wang, L.; Wang, F. High entropy alloy: A promising matrix for high-performance tungsten heavy alloys. J. Alloy. Compd. 2019, 777, 1184–1190. [Google Scholar] [CrossRef]
- German, R.M.; Bourguignon, L.L.; Rabin, B.H. Microstructure limitations of high tungsten content heavy alloys. JOM 1985, 37, 36–39. [Google Scholar] [CrossRef]
- Satyanarayana, P.V.; Sokkalingam, R.; Sivaprasad, K.; Mukherjee, A.K. Effect of Composition on Tensile and Impact Properties of Tungsten-Based Heavy Alloy. Mater. Sci. Forum 2016, 863, 40–44. [Google Scholar] [CrossRef]
- Bose, A.; Schuh, C.A.; Tobia, J.C.; Tuncer, N.; Mykulowycz, M.; Preston, A.; Barbati, A.C.; Kernan, B.; Gibson, M.A.; Krause, D.; et al. Traditional and additive manufacturing of a new Tungsten heavy alloy alternative. Int. J. Refract. Met. Hard Mater. 2018, 73, 22–28. [Google Scholar] [CrossRef]
- Çalışkan, N.K.; Durlu, N.; Bor, Ş. Swaging of liquid phase sintered 90W-7Ni-3Fe tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2013, 36, 260–264. [Google Scholar] [CrossRef]
- Kiran, U.R.; Kumar, J.; Kumar, V.; Sankaranarayana, M.; Rao, G.V.S.N.; Nandy, T.K. Effect of cyclic heat treatment and swaging on mechanical properties of the tungsten heavy alloys. Mater. Sci. Eng. A 2016, 656, 256–265. [Google Scholar] [CrossRef]
- Dinçer, O.; Pehlivanoğlu, M.K.; Çalişkan, N.K.; Karakaya, I.; Kalkanli, A. Processing and microstructural characterization of liquid phase sintered tungsten–nickel–cobalt heavy alloys. Int. J. Refract. Met. Hard Mater. 2015, 50, 106–112. [Google Scholar] [CrossRef]
- Das, J.; Kiran, U.R.; Chakraborty, A.; Prasad, N.E. Hardness and tensile properties of tungsten based heavy alloys prepared by liquid phase sintering technique. Int. J. Refract. Met. Hard Mater. 2009, 27, 577–583. [Google Scholar] [CrossRef]
- Prabhu, G.; Kumar, N.A.; Sankaranarayana, M.; Nandy, T.K. Tensile and impact properties of microwave sintered tungsten heavy alloys. Mater. Sci. Eng. A 2014, 607, 63–70. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachalam, G. Microstructure and mechanical properties of spark plasma sintered tungsten heavy alloys. Mater. Sci. Eng. A 2018, 710, 66–73. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical properties of high-entropy alloys with emphasis on face-centered cubic alloys. Prog. Mater. Sci. 2019, 102, 296–345. [Google Scholar] [CrossRef]
- Schwab, H.; Prashanth, K.G.; Loeber, L.; Kuehn, U.; Eckert, J. Selective laser melting of Ti-45Nb alloy. Metals 2015, 5, 686–694. [Google Scholar] [CrossRef]
- Mane, R.B.; Rajkumar, Y.; Panigrahi, B.B. Sintering mechanism of CoCrFeMnNi high-entropy alloy powders. Powder Metall. 2018, 61, 131–138. [Google Scholar] [CrossRef]
- Praveen, S.; Murty, B.S.; Kottada, R.S. Alloying behavior in multi-component AlCoCrCuFe and NiCoCrCuFe high-entropy alloys. Mater. Sci. Eng. A 2012, 534, 83–89. [Google Scholar] [CrossRef]
- Tsai, M.H.; Chang, K.C.; Li, J.H.; Tsai, R.C.; Cheng, A.H. A second criterion for sigma phase formation in high-entropy alloys. Mater. Res. Lett. 2016, 4, 90–95. [Google Scholar] [CrossRef]
- Ji, W.; Wang, W.; Wang, H.; Zhang, J.; Wang, Y.; Zhang, F.; Fu, Z. Alloying behavior and novel properties of CoCrFeNiMn high-entropy alloy fabricated by mechanical alloying and spark plasma sintering. Intermetallics 2015, 56, 24–27. [Google Scholar] [CrossRef]
- Moravcik, I.; Cizek, J.; Gouvea, L.; Cupera, J.; Guban, I.; Dlouhy, I. Nitrogen Interstitial Alloying of CoCrFeMnNi High Entropy Alloy through Reactive Powder Milling. Entropy 2019, 21, 363. [Google Scholar] [CrossRef]
- Moravcik, I.; Gouvea, L.; Hornik, V.; Kovacova, Z.; Kitzmantel, M.; Neubauer, E.; Dlouhy, I. Synergic strengthening by oxide and coherent precipitate dispersions in high-entropy alloy prepared by powder metallurgy. Scr. Mater. 2018, 157, 24–29. [Google Scholar] [CrossRef]
- Kumar, D.; Maulik, O.; Kumar, S.; Prasad, Y.V.S.S.; Kumar, V. Phase and thermal study of equiatomic AlCuCrFeMnW high entropy alloy processed via spark plasma sintering. Mater. Chem. Phys. 2018, 210, 71–77. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Calculations of Mixing Enthalpy and Mismatch Entropy for Ternary Amorphous Alloys. Mater. Trans. JIM 2000, 41, 1372–1378. [Google Scholar] [CrossRef] [Green Version]
- Mondal, A.; Upadhyaya, A.; Agrawal, D. Effect of heating mode on sintering of tungsten. Int. J. Refract. Met. Hard Mater. 2010, 28, 597–600. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A.; Mani, S.S. Sintering time and atmosphere influences on the microstructure and mechanical properties of tungsten heavy alloys. Metall. Trans. A 1992, 23, 211–219. [Google Scholar] [CrossRef]
- Li, Y.; Hu, K.; Li, X.; Ai, X.; Qu, S. Fine-grained 93W–5.6Ni–1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the Element | Purity (%) | Avg Particle Size (µm) | Melting Point (°C) | Crystal Structure | Atomic Weight |
|---|---|---|---|---|---|
| Cobalt (Co) | 99.7 | 4 | 1495 | hexagonal closest packed (hcp) | 58.93 |
| Chromium (Cr) | 99.8 | 7 | 1907 | body-centered cubic (bcc) | 51.99 |
| Iron (Fe) | 99.9 | 4 | 1538 | body-centered cubic (bcc) | 55.85 |
| Manganese (Mn) | 99.8 | 7 | 1246 | body-centered cubic (bcc) | 54.94 |
| Nickel (Ni) | 99.7 | 4 | 1455 | face-centered cubic (fcc) | 58.69 |
| Region Under Consideration | Co | Cr | Fe | Mn | Ni | W | O |
|---|---|---|---|---|---|---|---|
| Greyish phase | 13.9 | 1.4 | 16.3 | 0.8 | 26.7 | 40.9 | -- |
| Bright phase | 0.3 | 0.1 | 0.3 | 0.1 | 0.3 | 98.9 | -- |
| Dark phase | 0.8 | 39.9 | 1.1 | 20.6 | 0.9 | 11.1 | 25.6 |
| Element | Co | Cr | Fe | Mn | Ni | W |
|---|---|---|---|---|---|---|
| Co | 0 | −4.5 | −0.6 | −5.2 | −0.2 | −1 |
| Cr | 0 | −1.5 | 2.1 | −6.7 | 1 | |
| Fe | 0 | −2.9 | −1.6 | 0 | ||
| Mn | 0 | −8.2 | 6 | |||
| Ni | 0 | −3 | ||||
| W | 0 |
| Consolidation Condition | W Grain Size [µm] | Average Volume Fraction of Tungsten [%] | Average Volume Fraction of HEA Phase [%] | Average Volume Fraction of Cr–Mn-Rich Oxide Phase [%] |
|---|---|---|---|---|
| WHHEAC | 42 ± 13 | 74 ± 2 | 19 ± 2 | 7 ± 1 |
| WHHEAM | 33 ± 20 | 70 ± 2 | 23 ± 2 | 7 ± 1 |
| WHHEAS | 15 ± 7 | 80 ± 1 | 15 ± 1 | 5 ± 1 |
| Process | Average Hardness (HV30) | Compressive Strength (MPa) | Flexural Strength (MPa) |
|---|---|---|---|
| Conventional sintering | 439 ± 15 | 1758 ± 50 | 208 ± 20 |
| Microwave sintering | 431 ± 18 | 1962 ± 25 | 246 ± 15 |
| Spark plasma sintering | 422 ± 12 | 2041 ± 45 | − |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Satyanarayana, P.V.; Sokkalingam, R.; Jena, P.K.; Sivaprasad, K.; Prashanth, K.G. Tungsten Matrix Composite Reinforced with CoCrFeMnNi High-Entropy Alloy: Impact of Processing Routes on Microstructure and Mechanical Properties. Metals 2019, 9, 992. https://doi.org/10.3390/met9090992
Satyanarayana PV, Sokkalingam R, Jena PK, Sivaprasad K, Prashanth KG. Tungsten Matrix Composite Reinforced with CoCrFeMnNi High-Entropy Alloy: Impact of Processing Routes on Microstructure and Mechanical Properties. Metals. 2019; 9(9):992. https://doi.org/10.3390/met9090992
Chicago/Turabian StyleSatyanarayana, P. V., R. Sokkalingam, P. K. Jena, K. Sivaprasad, and K. G. Prashanth. 2019. "Tungsten Matrix Composite Reinforced with CoCrFeMnNi High-Entropy Alloy: Impact of Processing Routes on Microstructure and Mechanical Properties" Metals 9, no. 9: 992. https://doi.org/10.3390/met9090992