3.1. Cutting Tools, Machined Material, and Measuring Equipment
Chip formation at orthogonal and oblique slow-rate machining has been experimentally investigated within this research. For this study, the technology of planing was selected, at which the main sliding motion performs a workpiece. The machining process was carried out using the planer machine of KOVOSVIT MAS Machine Tools (Sezimovo Ústí, Czech Republic).
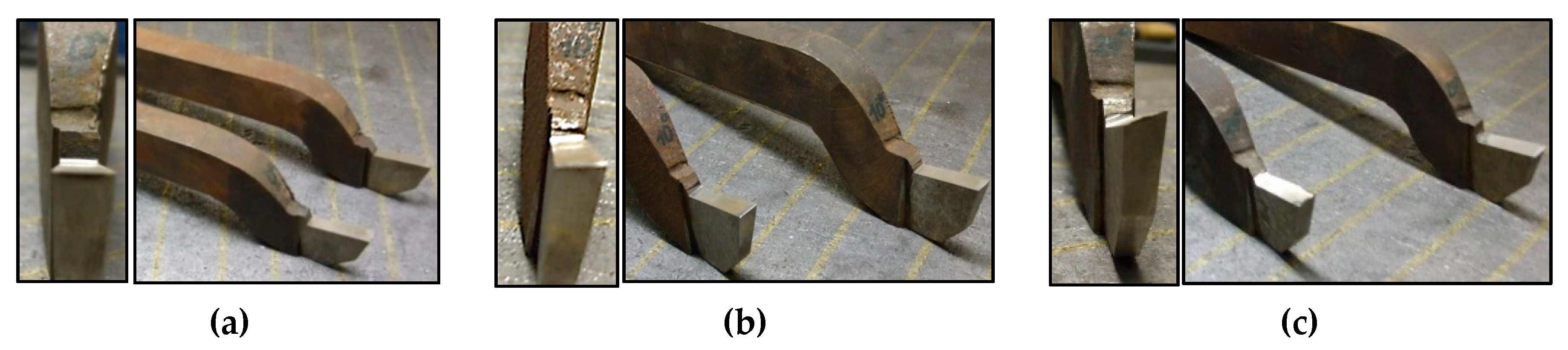
The planing necking tool type 32 × 20 ON 36550 HSS00 (PILANA Tools Ltd., Hulin, Czech Republic) was used for orthogonal cutting and a straight roughing tool 32 × 20 ON 36500 HSS00 was used in oblique machining. Both types of cutting tools included brazed-tips from high-speed steel with three different types of cutting edge inclinations:
λs = 0°, 10°, and 20°. The angle of tool orthogonal rake
γo and angle of tool orthogonal clearance
αo were varied in the second and third phase of the experiments to get a better view of the chip formation and to obtain more reliable results. Pictures of the cutting tools are presented in
Figure 3 and
Figure 4 and their geometries are arranged in
Table 1.
In order to verify the input angles of the tool orthogonal rake
γo, preliminary input tests were performed. The tests were carried out using 3D measuring equipment RAPID CNC THOME (Zimme Maschinenbau GmbH, Kufstein, Austria), as shown in
Figure 5, along with detail from the measuring process.
The angle of tool orthogonal rake
γo was measured for every cutting tool used in the next experiments. The protocols from the measurements confirmed the values listed in
Table 1, while the deviation of all measured values did not exceed 5% and the average angles of tool orthogonal rake for planing necking tools and straight roughing tool were
γo = 8.138° = 8°2′0″ or
γo = 3.159 = 3°2′1″, respectively.
The steels 1.7131 (EN 16MnCr5) and 1.0503 (EN C45) were selected as a machined material, the chip formation of which has been subjected to research. The chemical composition of these steels types is presented in
Table 2.
The steel 1.7131 (EN 16MnCr5) contains smooth deformable calcium aluminates, encapsulated in manganese sulphide, as an alternative to tough alumina oxide inclusions. It is suitable for cementing and for die forging; it is well machinable, well weldable, and, after annealing, also well formable. This grade of steel is generally used for elements with a required core tensile strength of 800–1100 N·mm−2 and good carrying resistance, e.g., piston bolts, camshafts, levers, and other automobile and mechanical engineering add-ons.
The steel 1.0503 (EN C45) is an unalloyed medium carbon engineering steel which offers moderate tensile strengths, wear resistance, and good machinability. This material is capable of through hardening by quenching and tempering on limited sections and can also be flame or induction hardened to a surface hardness of min 55 HRC. C45 is generally supplied in an untreated or normalized condition, with a typical tensile strength range of 570–700 MPa and Brinell hardness range of 170–210.
The infrared thermometer UNI-T UT305C (manufacturer UNI-TREND Technology, China Co., Ltd., Dongguan, China), based on a principle of infrared radiation emitted from the target surface, was used to measure the temperature.
Vickers microhardness was measured with the MICRO—VICKERS HARDNESS TESTER CV—403DAT (MetTech Ltd., Calgary, AB, Canada), which has the possibility of magnifying a view 200 times and 600 times.
Etched specimens of chips were observed by means of the Platinum USB digital microscope UM019 (Shenzhen Handsome Technology Co., Ltd., Shenzhen, China) with magnification 25–220×.
3.2. Methods
In order to maximize the amount of “information” that was obtained by a given experimental effort, it is necessary to design the experimental plan well. Many experimental designs (full factorial design in two/three levels, fractional factorial design, Plackett–Burman design, Doehlert matrix, A Box–Wilson Central Composite Design, Box Behnken designs, and others) have been recognized as useful techniques to optimize process variables. The influence of four factors (cutting speed, cutting depth, rake angle, and angle of cutting edge inclination) on chip formation (shear angle) in a slow rate machining process was investigated in this study. In this case, the most powerful tool of the planned experiment appeared to be how the basic principle was a measurement of each factor’s influence on three levels [
36,
39,
40].
The description of the experimental plan within this part of the article is given due to a better understanding of measured data processing.
Based on [
41], the basic equations for statistical processing can be written in the matrix (1):
where
Y—column vector of measured quantities,
X—matrix of independent variables,
b—coefficient of a regression function.
The system of normal Equation (2) can be expressed in the following way:
The vector “
b” in relationship (2) is specified by the least-squares’ method of the matrix regression analysis (3):
It is necessary to consider that the complete three-level plan had a large scale of measurements expressed by
N = 3
k, where
k is a number of variables (in this case factors) and
N is a number of measures (e.g., considering four variables within an experiment, a total of 81 measurements should be performed, because
N = 3
4 = 81) [
36].
A reduced number of measurements for the dependencies described by functions of the second order can be achieved by means of the so-called second level compositional non-rotational plan [
42], while the symbols in Equation (4) have the following meanings:
xj is a variable (in the case of presented research it is one of the cutting parameters that will be varied),
j,
u are indexes that define a parameter,
bj is a
j-th correlation coefficient:
The composition plan, in this case, consisted of [
36,
42]:
a core of plan that can be
two-level 2k plan for k < 5, or as
shortened replica 2k-p for k ≥ 5, in which p is the linear effects associated with k—interaction effects,
the star points α with coordinates: (±α, 0, ..., 0); (0, ±α, 0, ..., 0); ...; (0, 0, ..., 0, ±α),
the measurements that were done on a basic level—in the middle of the plan at x1 = x2 = ... = xk = 0 (the number of measurements in the middle of the plan is n0).
The total number of measurements is then [
43]:
In practical implementation,
n0 = 1 was chosen, with no boundary [
36,
44]. The matrix of the orthogonal composition plan for
k,
α, and
n0 is given in
Table 3. In its general form, it is not orthogonal, because the relationships on the left sides of Equations (6) and (7) are different from zero:
The matrix is converted to orthogonal shape by quadratic variables exchanging [
36,
45]:
The regression function correlation coefficients in (4) are independent because of the orthogonality of the experimental matrix, and they are specified by the following relations (11)–(14):
Hence, the second stage regression function (4) is then given by equation (15):
where the constant member of the regression function is corrected by quadratic variables (8) in the form of:
Using Grubbs’ testing criteria, the outliers from the measured values were specified for every group of measurements. The following Equations (17)–(19) have had to be kept as:
while
where
m = the number of evaluated measurements within the Grubbs’ test,
Tik = the measured value of the
k-th issue in the
i-th group,
k = 1, 2, 3;
i = 1, 2, ..., 24, 25,
= the average value of the measured issues of the
i-th group; calculation according to the equation,
STi = the standard deviation of the measured issue of the
i-th group, according to
Hp(
m), which is the critical value of Grubbs’ testing criteria for
m values (
m = 3), where
p is the level of significance, and usually it is
Hp(
m) = 0.05.
The calculation of the regression coefficients was performed using the MATLAB 2016 software (The MathWorks, Inc., Natick, MA, USA) while the significance of the coefficients of the function y = logT was tested according to the Student’s test criterion.
The adequacy of regression function was assessed according to the Fisher–Snedecor test criterion F < F0.05 (f1, f2), where the degrees of freedom f1 = Nq (q is a number of significant coefficients) and f2 = N(m−1).
The methodology of the orthogonal compositional non-rotational plan enabled a decreased number of experiments, from 81 to 25. In this methodology, a reduction based on p-value (so-called shortened replica) or Fisher’s coefficient is recommended only when the number of experiment factors is equal to or greater than five.
Within the experimental study, the variables according to
Table 4 were taken into account, while the codes for the specific values of individual variables are referred in
Table 5.
To track changes in the zone of chip forming, the machining process had to be stopped immediately, thus interrupting tool and workpiece contact. This is based on the observation of the chip end produced in interrupted cutting, e.g., in planing or face milling.
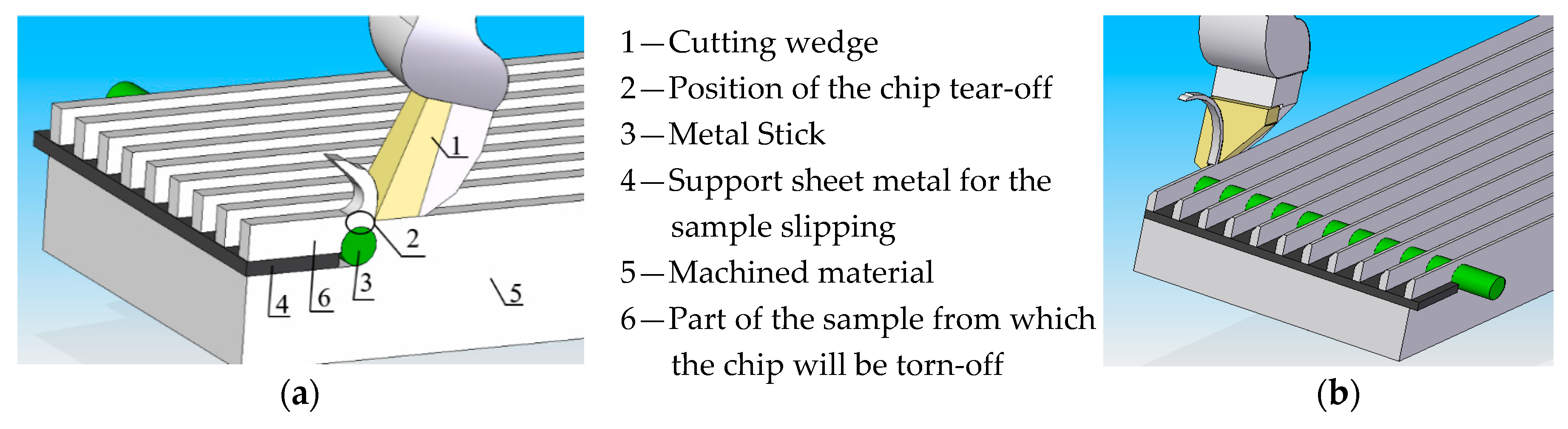
A reliable method to stop the machining process immediately was developed. Its principle lies in a chip root acquisition by modifying the end of the workpiece, according to
Figure 6. The goal of the proposed method and the special workpiece design was to avoid deformation and a thermal influence of the material, which could cause changes in the microstructure of a material. Due to this reason, for all operations within the workpiece preparation, a cooling medium 5% emulsion from fully synthetic oil JCK PS (manufacturer JCK, Ltd., Prešov, Slovakia) was used.
At the point of departure of the tool “1” from the engagement, a groove was cut, where the sheet metal insert “4” was inserted to prevent deformation of the specimen during rupture. A hole of 8 mm diameter was drilled behind the groove, and a metal rod “3” was inserted therein, which prevented the hole from deforming. When the tool passed above the metal rod, the section “2” became narrower and the material ruptured, similar to in the tensile test. Sample “6” was rapidly thrown up in the direction of tool movement at a rate greater than cutting speed, and on the sample, the plastic deformation state corresponding to the actual cutting speed was captured.
The experiment was carried out on a planer without the use of cooling, since the cutting length of the tool path was about 200 mm, and thus the tool and workpiece were not overheated.
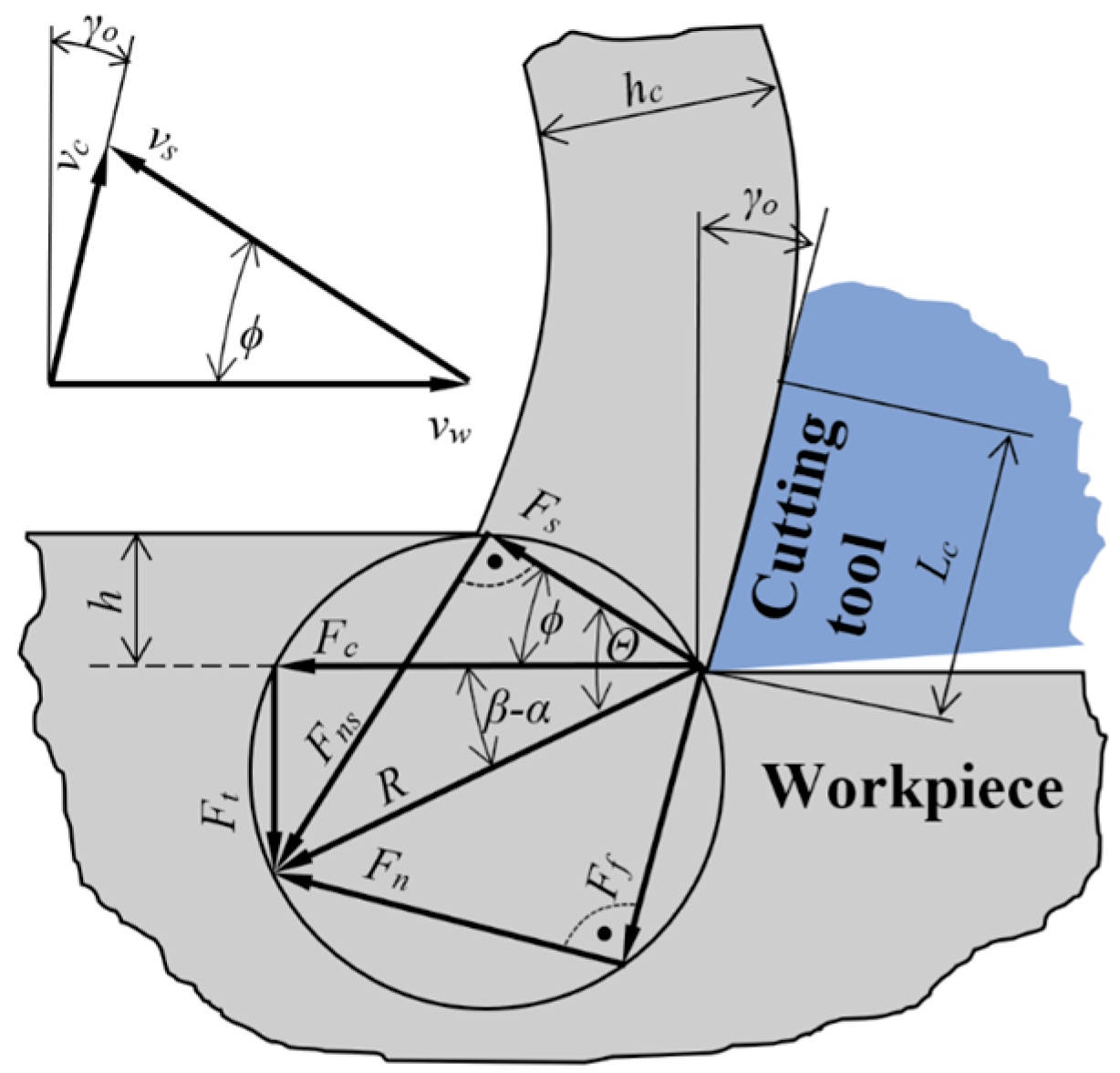
The shear angle
Φ was measured at a chip root. The samples were ground five times, polished, and etched. Also, the shear angle, i.e., angle of the boundary between the deformed and undeformed material, and angle of built up edge were measured five times at each sample. An example of an investigated sample is presented in
Figure 7.
The angle of the tool cutting edge at orthogonal cutting was
κr = 0° and at oblique cutting it was
κr = 60°. At the same time, the angle of the tool of cutting edge inclination
λs was also changed. Thus, it is very important to evaluate the shear angle correctly.
Figure 8 shows a chip root sample, and shows how the change of the angle of main cutting edge inclination
λs would affect the individual cross-sections of the sample.
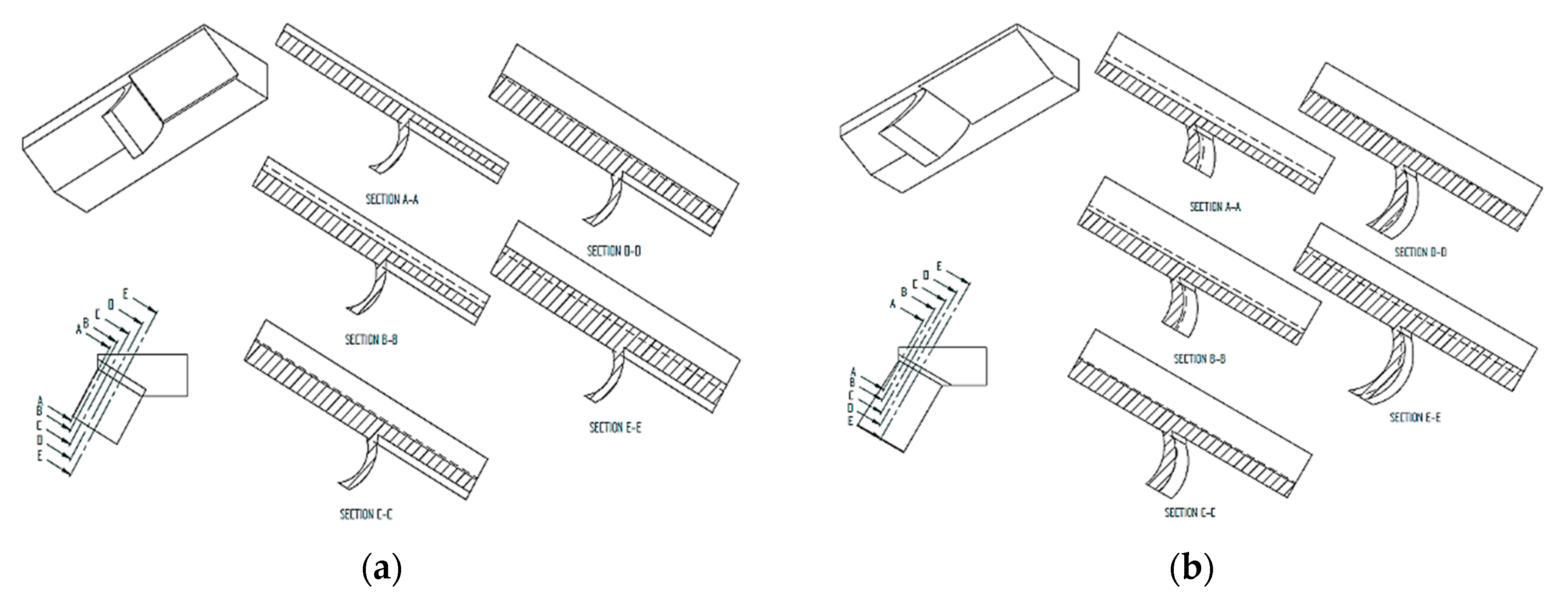
It is not very difficult to solve the issue of orthogonal cutting. However, for oblique cutting, the angle of the tool main cutting edge
κr and also the angle of the tool cutting edge inclination
λs have to be taken into account. The figures below show the chip root sample and successive cross-sections of the sample at
λs = 0° (
Figure 9a) and
λs > 0° (
Figure 9b). This approach was also used for chip root evaluation within the research.

 ,
, 





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



















