The Effects of Recrystallization on Strength and Impact Toughness of Cold-Worked High-Mn Austenitic Steels

 , and
, and
Abstract
:1. Introduction
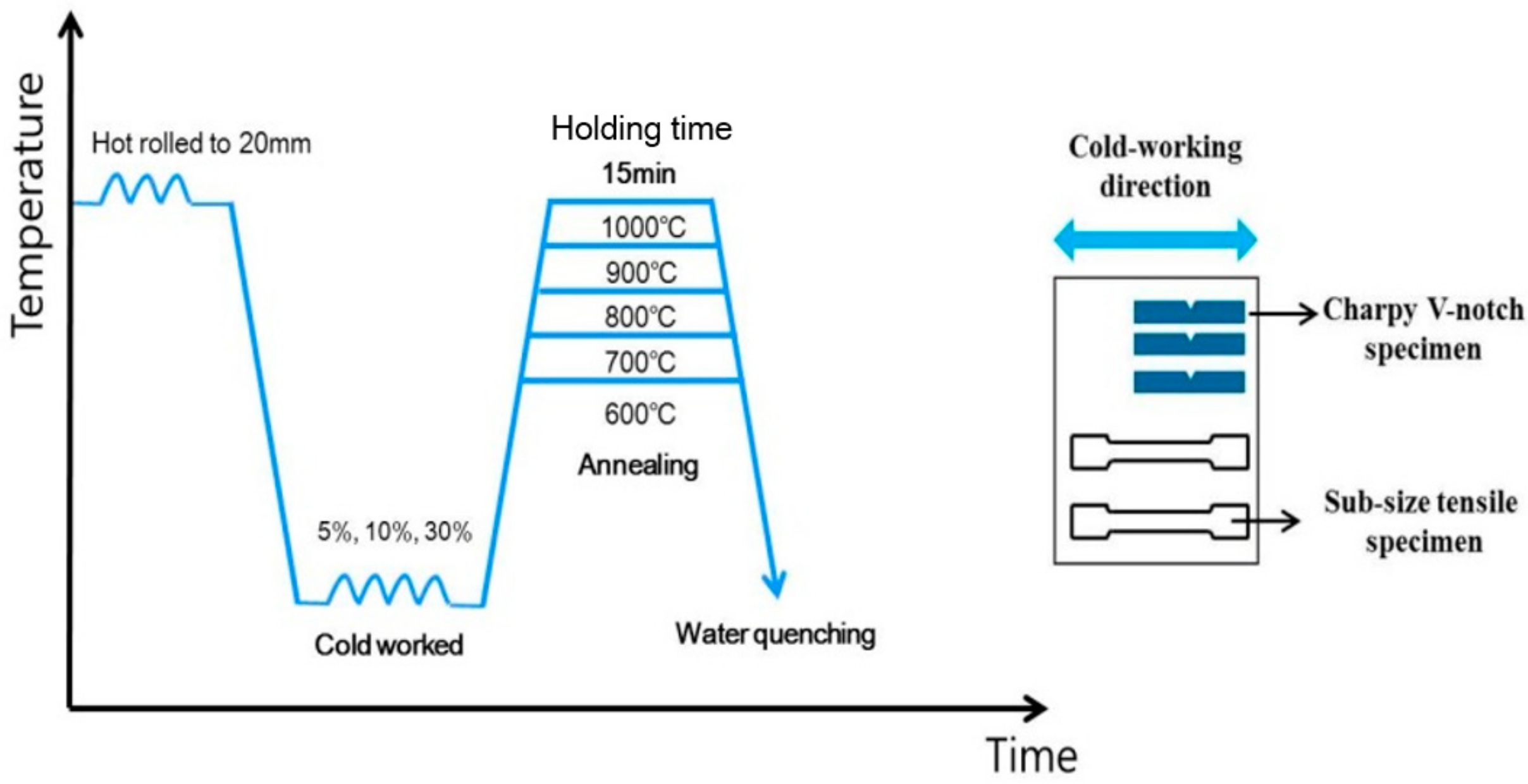
2. Materials and Methods
3. Results and Discussion
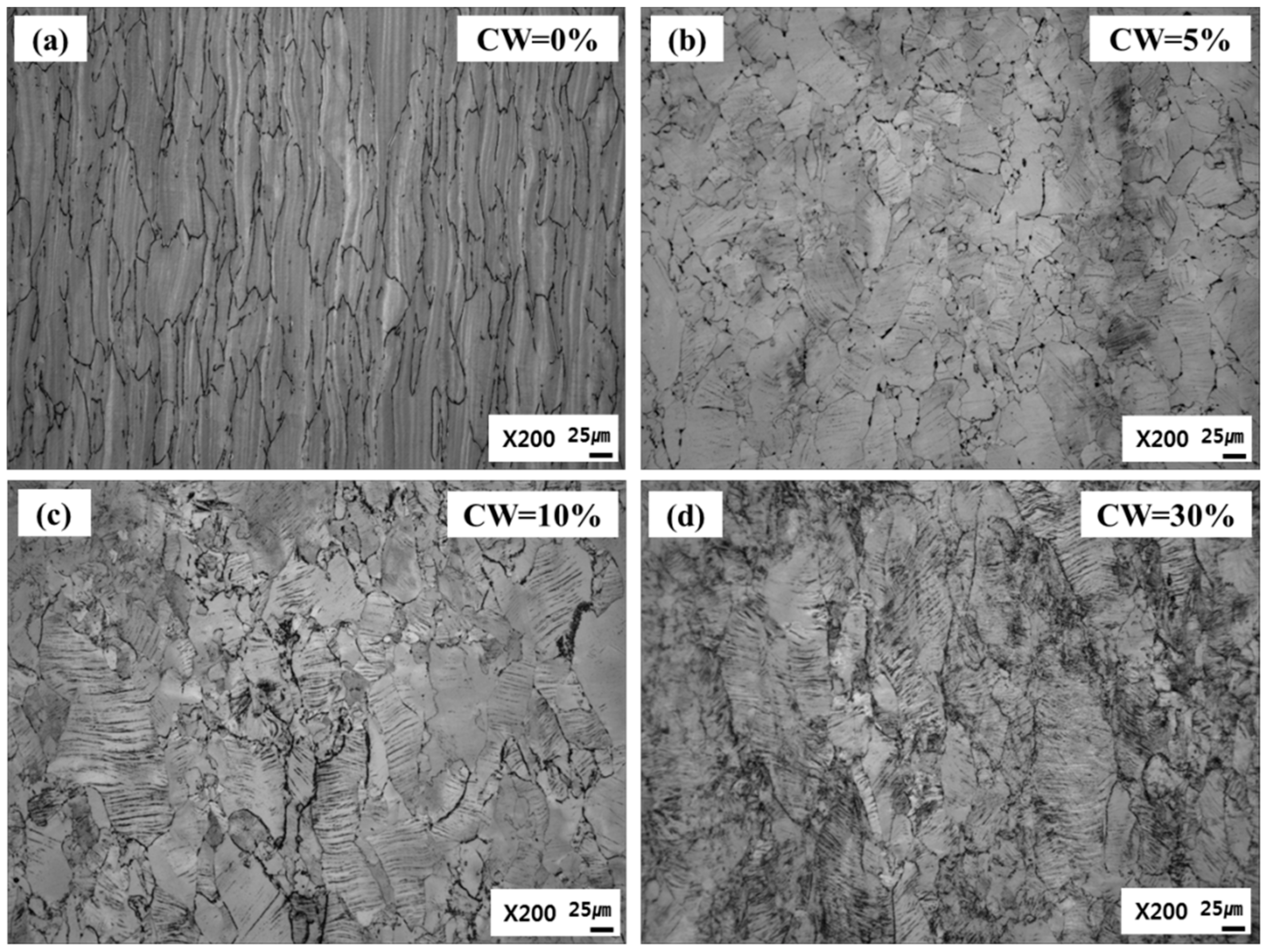
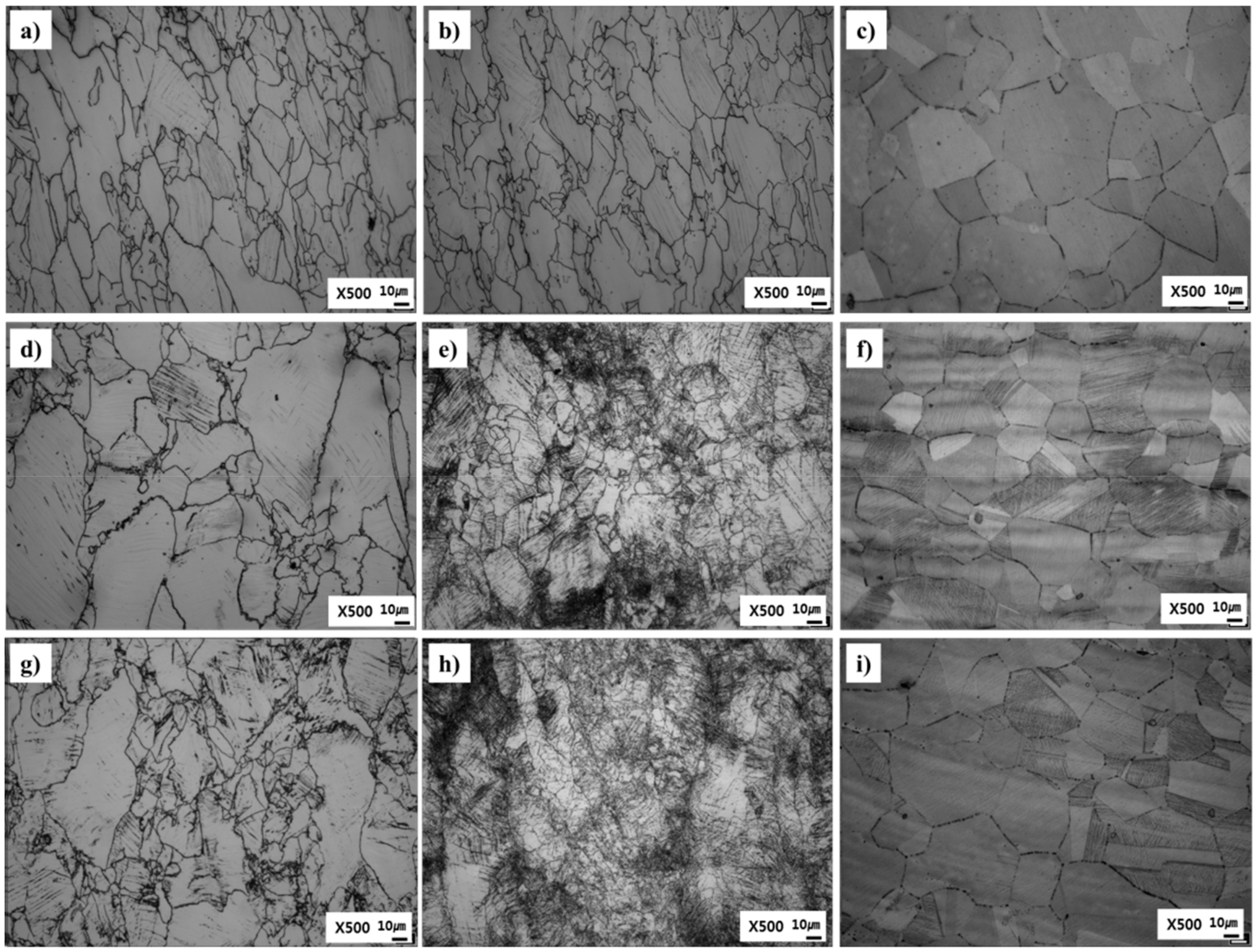
3.1. Microstructure Analysis of Cold-Worked High-Mn Steels
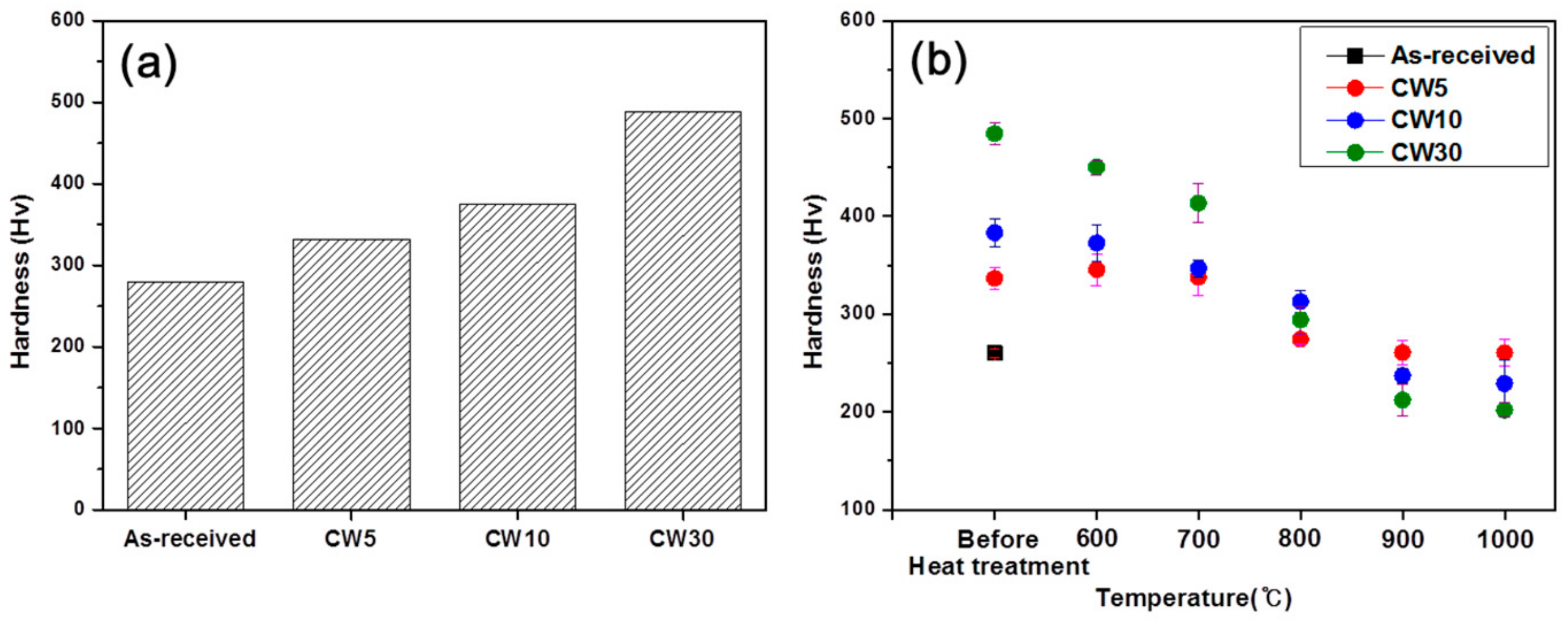
3.2. Tensile and Hardness Properties of Cold-Worked High-Mn Steels
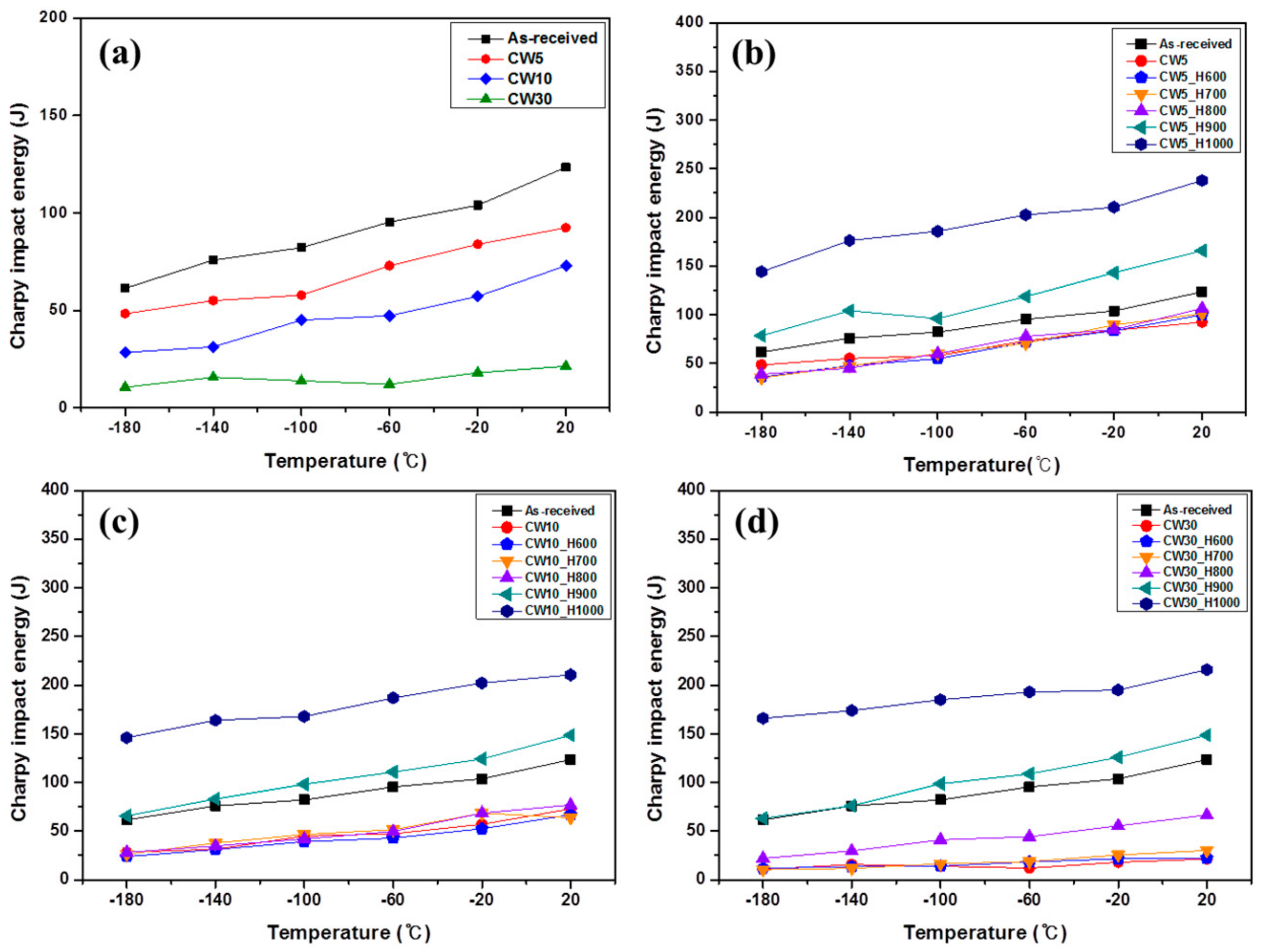
3.3. Impact Toughness of Cold-Worked High-Mn Steels
4. Conclusions
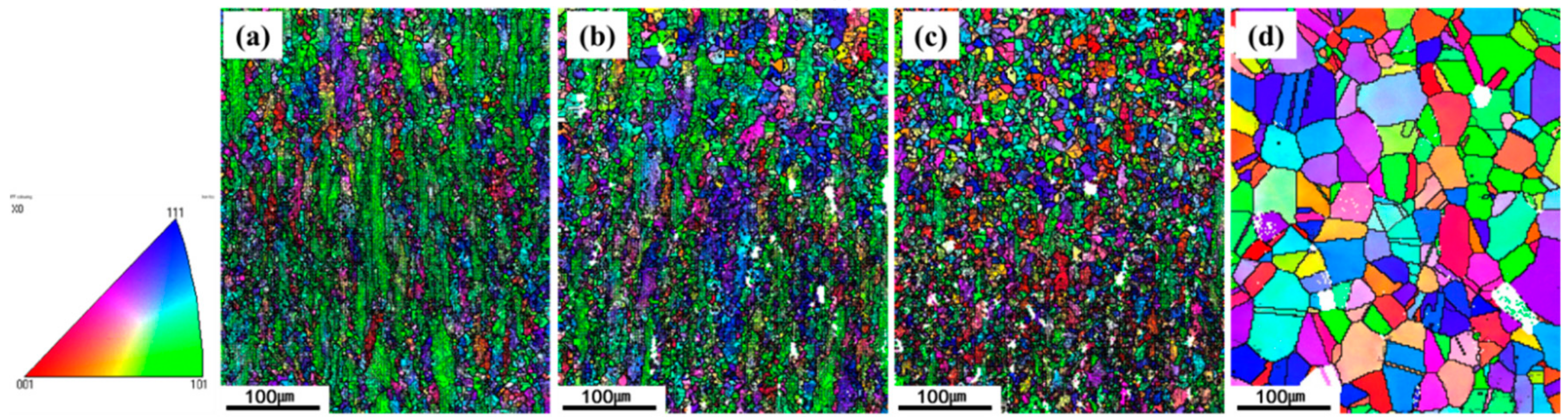
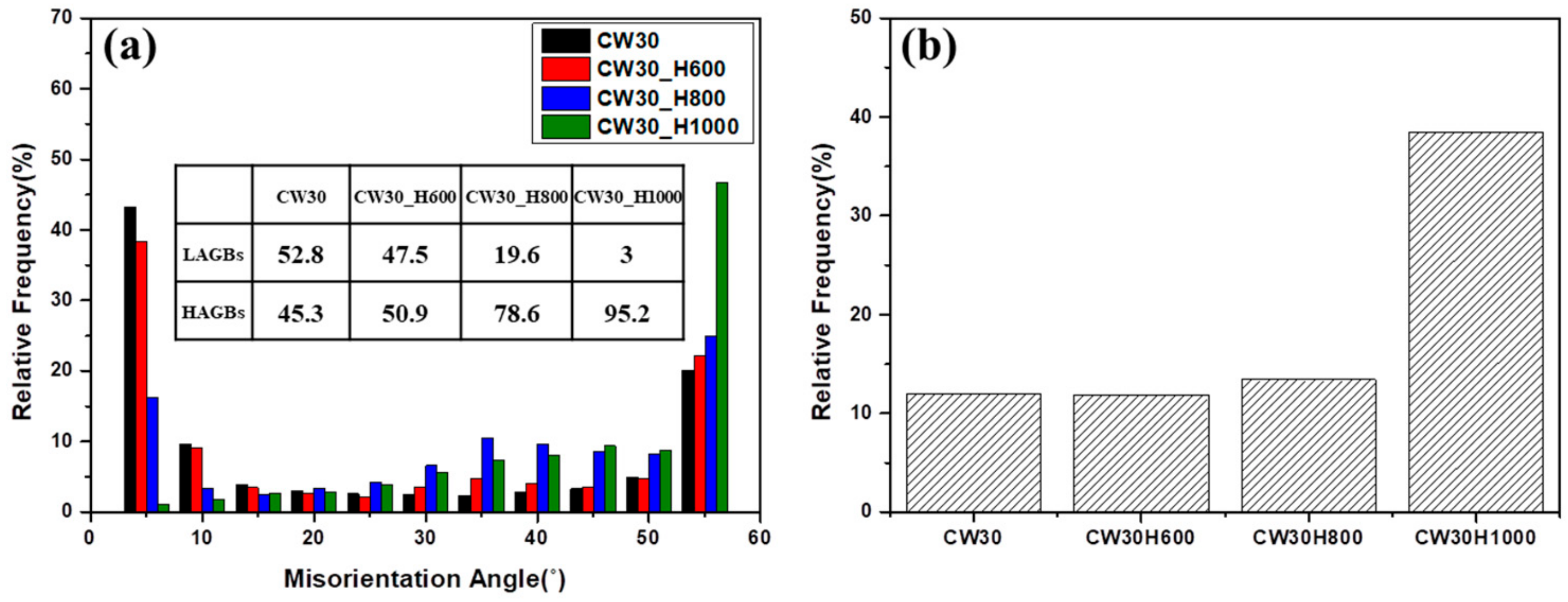
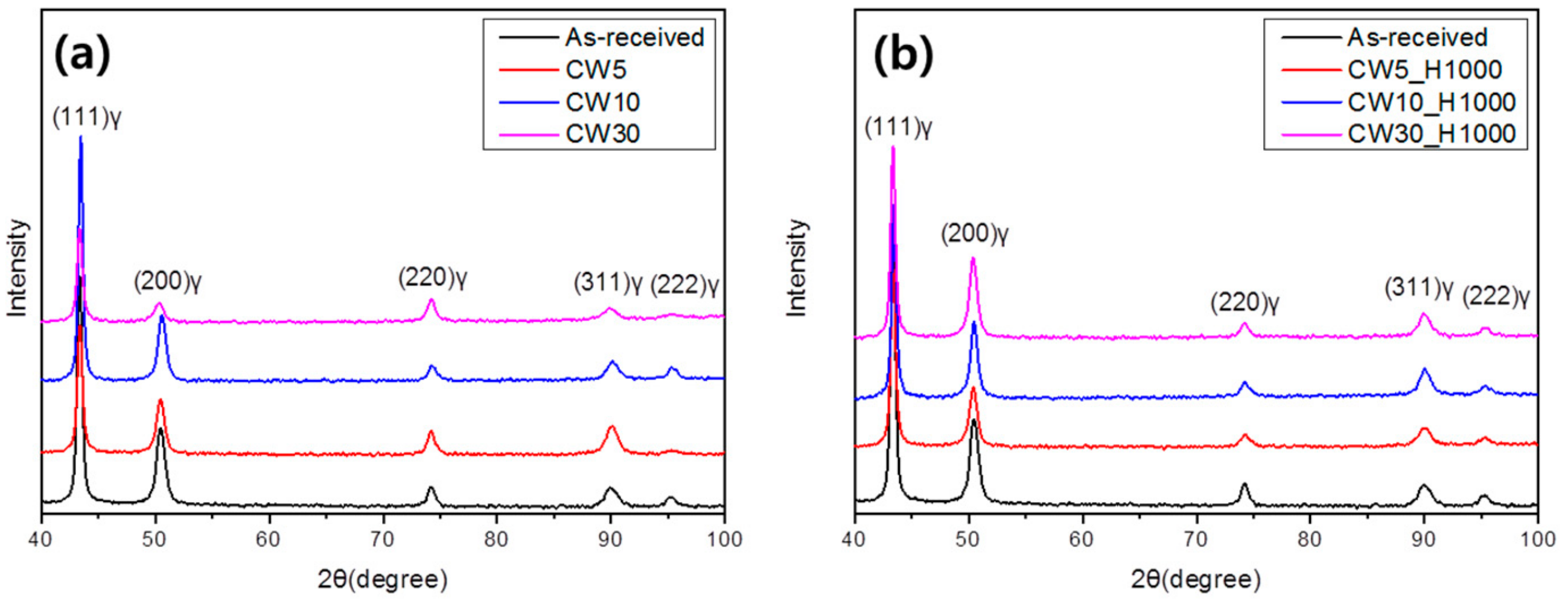
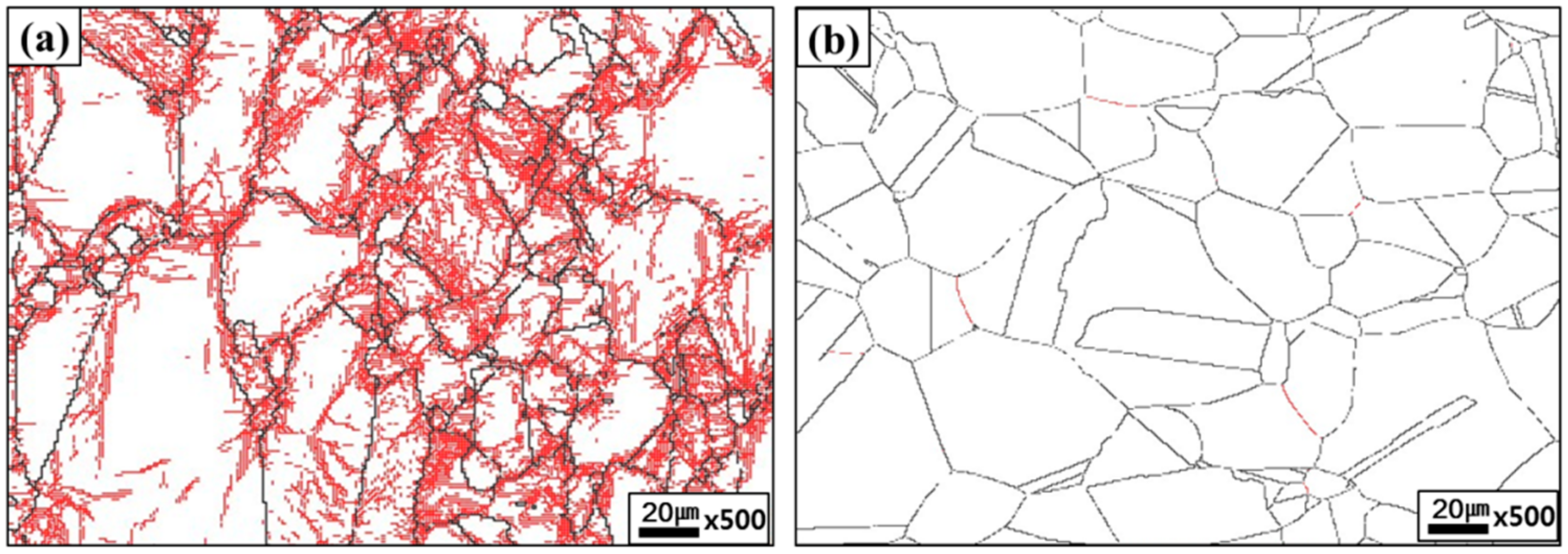
- Microstructures of as-received exhibited elongated austenite grains and the cold-worked high-Mn austenitic steels reveal deformation twinning in the grains. The microstructure of annealed specimens below 800 °C exhibits heterogeneous microstructure which have partially recrystallization region with a high volume fraction of LAGBs, whereas the microstructure of annealed specimens over 800 °C shows homogeneous microstructure which have fully austenite structure with HAGBs.
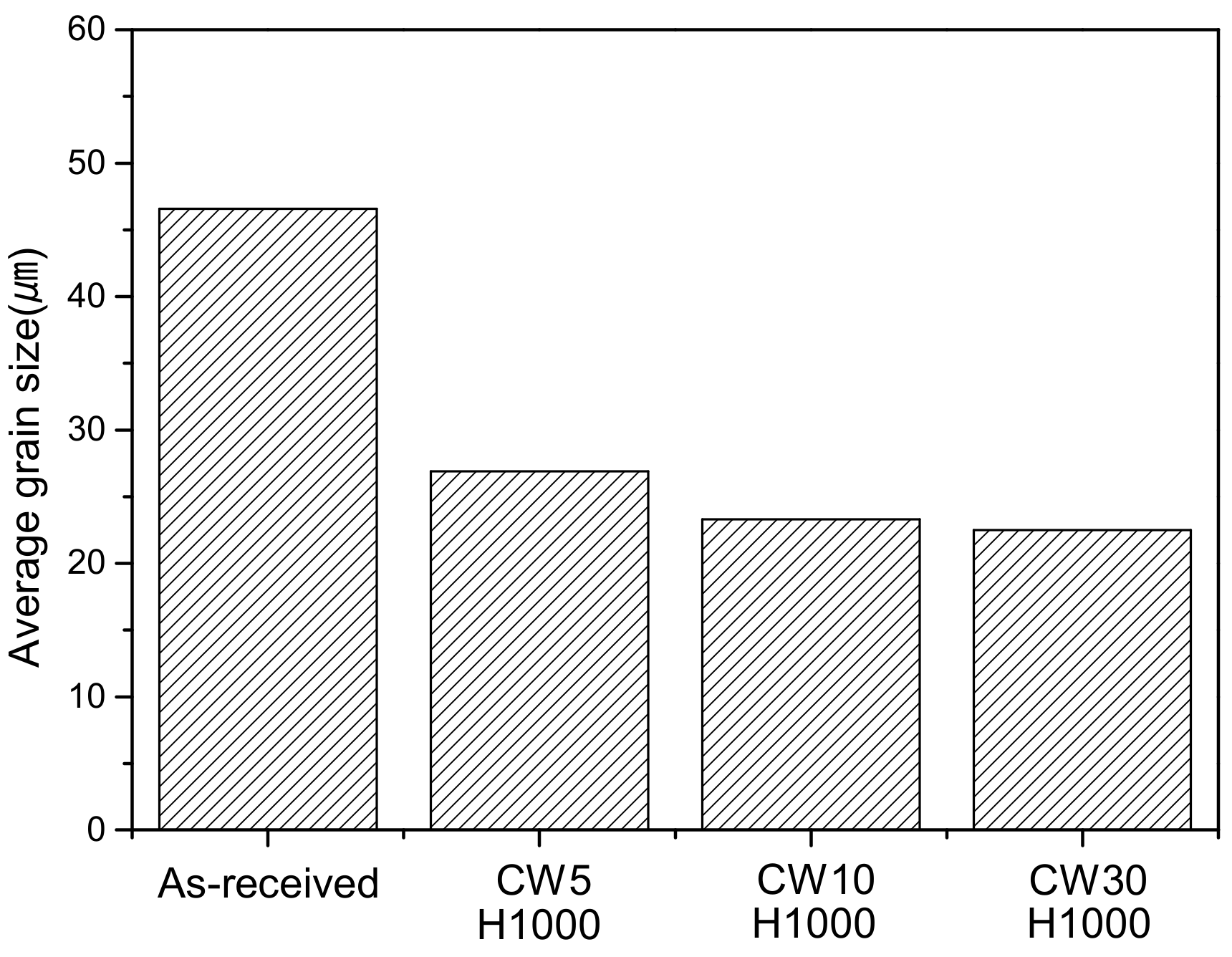
- The average grain size of the as-received specimen was measured to be about 47 μm and the average grain size after the annealing at 1000 °C was significantly reduced to less than about 23 μm. The grain refinement after the annealing is caused by the recrystallization and grain subdivision by annealing twin.
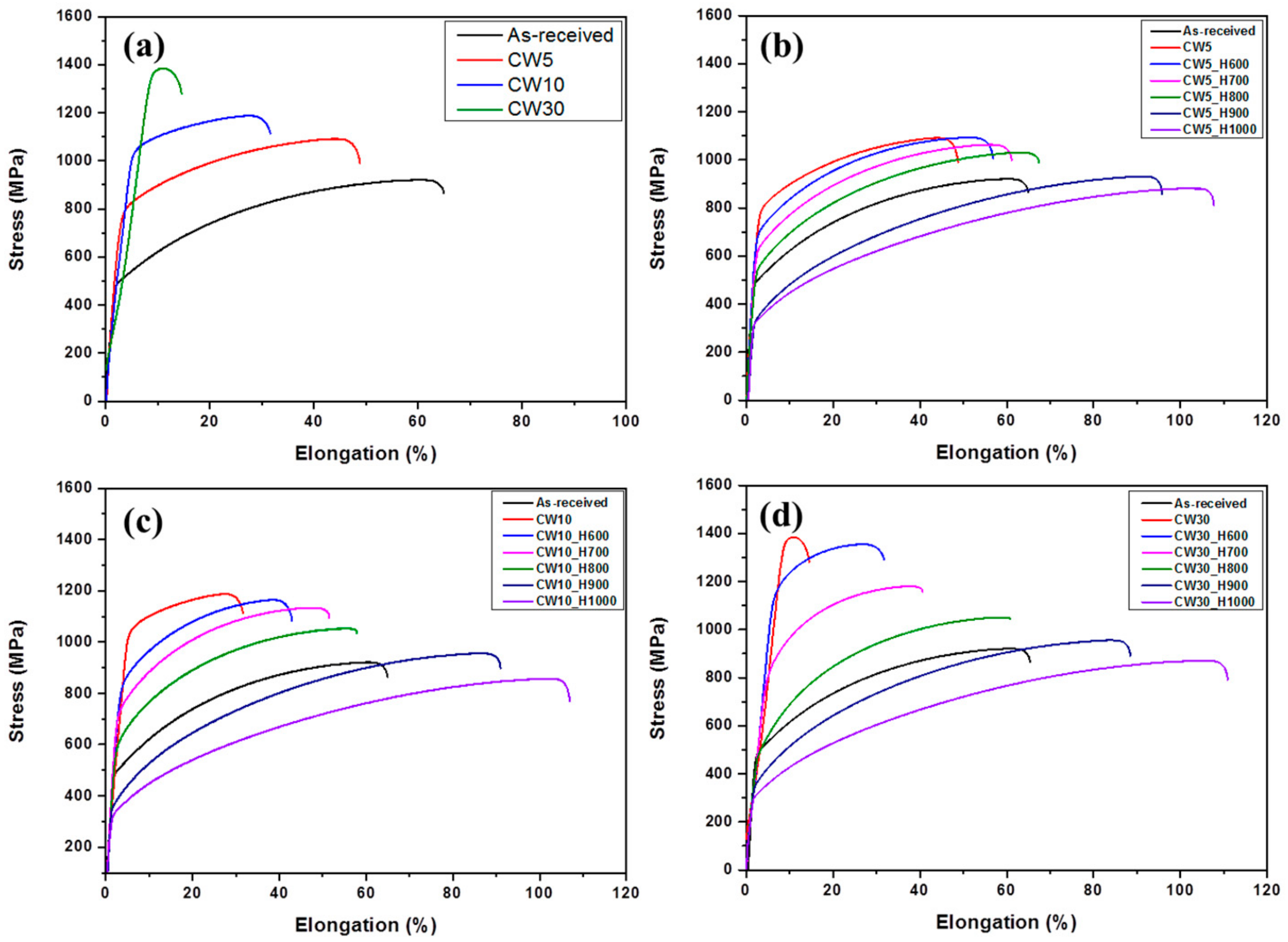
- The tensile strength and yield strength of cold-worked steels increased with an increase of the cold-working level from 5% to 30% due to the deformation twinning and high volume fraction of LAGBs. At an annealing temperature above 800 °C, the austenite grain was completely recrystallized, and the elongation was improved by grain refinement induced by annealing twin and homogeneous microstructure with HAGBs.
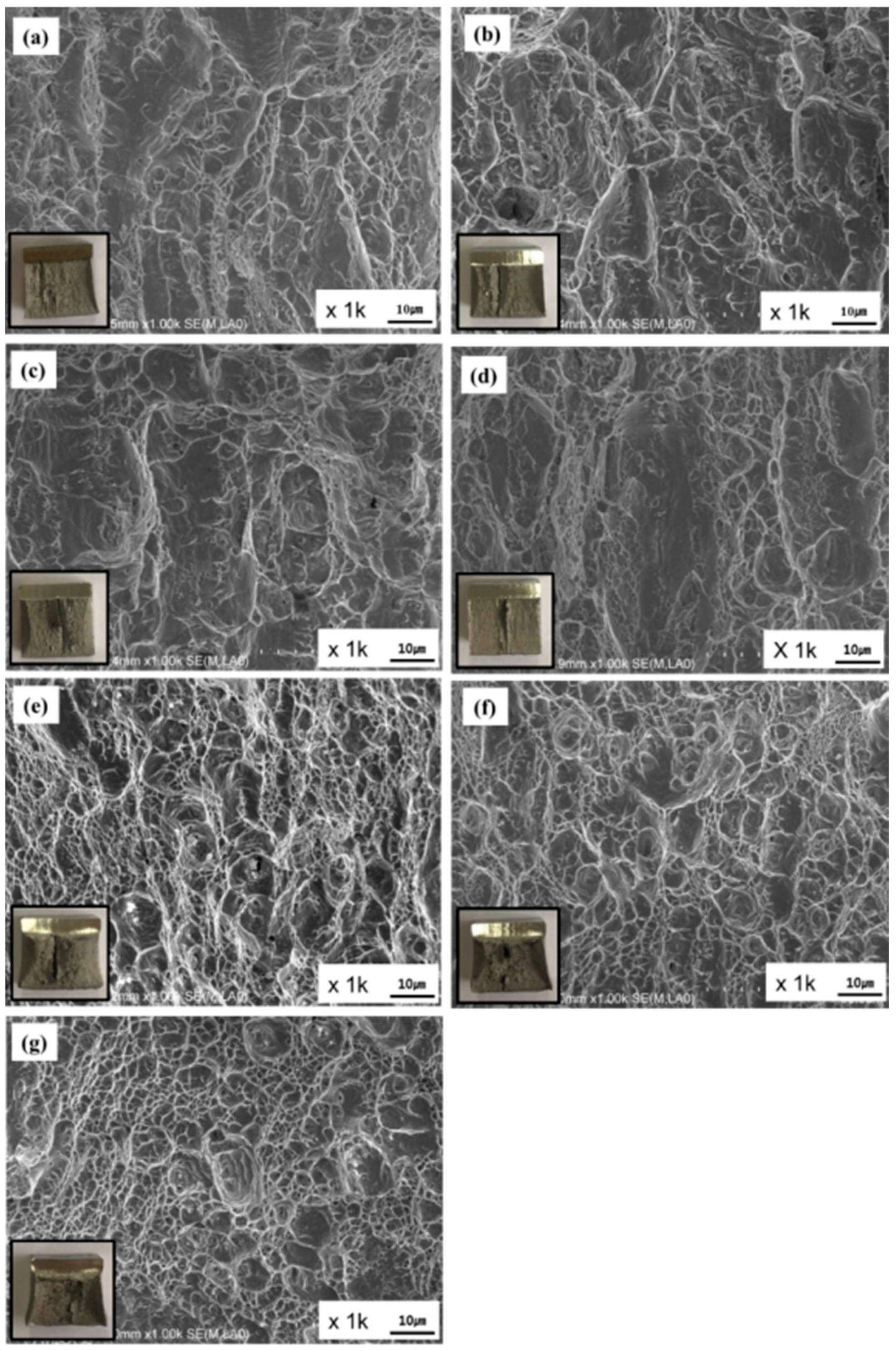
- The absorbed energy of cold-worked steels decreased with the cold-working level from 5% to 30%. After annealing, the absorbed energy increased with increasing annealing temperature. Especially at 1000 °C, the absorbed energy increased about two times comparing the as-received steels regardless of the cold-working level. It was found that the increase in impact toughness after annealing is due to homogeneous microstructure with HAGBs and grain refinement by complete recrystallization. In addition, the results of fracture surface analysis were in good agreement with the results of the absorbed energy from the Charpy impact test at cryogenic temperature.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kumar, S.; Kwon, H.-T.; Choi, K.-H.; Lim, W.; Cho, J.H.; Tak, K.; Moon, I. LNG: An eco-friendly cryogenic fuel for sustainable development. Appl. Energy 2011, 88, 4264–4273. [Google Scholar] [CrossRef]
- Kumar, S.; Kwon, H.-T.; Choi, K.-H.; Cho, J.H.; Lim, W.; Moon, I. Current status and future projections of LNG demand and supplies: A global prospective. Energy Policy 2011, 39, 4097–4104. [Google Scholar] [CrossRef]
- Baek, J.-H.; Kim, Y.-P.; Kim, W.-S.; Kho, Y.-T. Fracture toughness and fatigue crack growth properties of the base metal and weld metal of a type 304 stainless steel pipeline for LNG transmission. Press. Vessel. Piping 2001, 78, 351–357. [Google Scholar] [CrossRef]
- Hong, S.Y.; Markus, I.; Jeong, W.-C. New cooling approach and tool life improvement in cryogenic machining of titanium alloy Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2001, 41, 2245–2260. [Google Scholar] [CrossRef]
- Zhao, X.; PAN, T.; Wang, Q.; Su, H.; Yang, C.; Yang, Q.; Zhang, Y. Effect of intercritical quenching on reversed austenite formation and cryogenic toughness in QLT-processed 9% Ni steel. J. Iron Steel. Res. Int. 2007, 14, 240–244. [Google Scholar] [CrossRef]
- Choi, J.K.; Lee, S.-G.; Park, Y.-H.; Han, I.-W.; Morris, J.W., Jr. High Manganese Austenitic Steel for Cryogenic Applications. In Proceedings of the 22th International Offshore and Polar Engineering Conference, Rhodes, Greece, 17–22 June 2012; pp. 29–35. [Google Scholar]
- Kim, J.-S.; Jeon, J.B.; Jung, J.E.; Um, K.-K.; Chang, Y.W. Effect of deformation induced transformation of ε-martensite on ductility enhancement in a Fe-12 Mn steel at cryogenic temperatures. Met. Mater. Int. 2014, 20, 41–47. [Google Scholar] [CrossRef]
- Dong, Y.; Sun, Z.; Xia, H.; Feng, J.; Du, J.; Fang, W.; Liu, B.; Wang, G.; Li, L.; Zhang, X.; et al. The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel. Metals 2018, 8, 742. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.-P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater. Sci. Eng. A 2004, 387, 158–162. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Park, B.H.; Um, H.Y.; Kim, J.G.; Jeong, H.Y.; Lee, S.; Kim, H.S. Large deformation behavior of twin-induced plasticity steels under high-pressure torsion. Mater. Int. 2016, 22, 1003–1008. [Google Scholar] [CrossRef]
- Madivala, M.; Schwedt, A.; Prahl, U.; Bleck, W. Strain Hardening, Damage and Fracture Behavior of Al-Added High Mn TWIP Steels. Metals 2019, 9, 367. [Google Scholar] [CrossRef]
- Idrissi, H.; Renard, K.; Schryvers, D.; Jacques, P.J. On the relationship between the twin internal structure and the work-hardening rate of TWIP steels. Scr. Mater. 2010, 63, 961–964. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Gall, K.; Chumlyakov, Y.I.; Maier, H.J. Deformation of single crystal Hadfield steel by twinning and slip. Acta Mater. 2000, 48, 1345–1359. [Google Scholar] [CrossRef]
- Yuan, X.; Chen, L.; Zhao, Y.; Di, H.; Zhu, F. Influence of annealing temperature on mechanical properties and microstructures of a high manganese austenitic steel. J. Mater. Process. Technol. 2015, 217, 278–285. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe–22 wt.% Mn–0.6 wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Shen, Y.; Qiu, C.; Wang, L.; Sun, X.; Zhao, X.; Zuo, L. Effects of cold rolling on microstructure and mechanical properties of Fe–30Mn–3Si–4Al–0.093 C TWIP steel. Mater. Sci. Eng. A 2013, 561, 329–337. [Google Scholar] [CrossRef]
- Lee, S.-I.; Lee, S.-Y.; Han, J.; Hwang, B. Deformation behavior and tensile properties of an austenitic Fe-24Mn-4Cr-0.5 C high-manganese steel: Effect of grain size. Mater. Sci. Eng. A 2019, 742, 334–343. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.-X.; Sun, G.-S.; Xie, H.; Misra, R. The determining role of reversed austenite in enhancing toughness of a novel ultra-low carbon medium manganese high strength steel. Scr. Mater. 2015, 104, 87–90. [Google Scholar] [CrossRef]
- Sato, S.; Kwon, E.-P.; Imafuku, M.; Wagatsuma, K.; Suzuki, S. Microstructural characterization of high-manganese austenitic steels with different stacking fault energies. Mater. Charact. 2011, 62, 781–788. [Google Scholar] [CrossRef]
- Tewary, N.; Ghosh, S.; Bera, S.; Chakrabarti, D.; Chatterjee, S. Influence of cold rolling on microstructure, texture and mechanical properties of low carbon high Mn TWIP steel. Mater. Sci. Eng. A 2014, 615, 405–415. [Google Scholar] [CrossRef]
- Tewary, N.; Ghosh, S.; Chatterjee, S. Effect of Annealing on Microstructure and Mechanical Behaviour of Cold Rolled Low C, High Mn TWIP Steel. Int. J. Metall. Eng. 2015, 4, 12–23. [Google Scholar]
- Behjati, P.; Kermanpur, A.; Karjalainen, L.; Järvenpää, A.; Jaskari, M.; Baghbadorani, H.S.; Najafizadeh, A.; Hamada, A. Influence of prior cold rolling reduction on microstructure and mechanical properties of a reversion annealed high-Mn austenitic steel. Mater. Sci. Eng. A 2016, 650, 119–128. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, J.; Hwang, T.; Lee, J.; Kang, C. Effect of austenite on mechanical properties in high manganese austenitic stainless steel with two phase of martensite and austenite. Met. Mater. Int. 2015, 21, 485–489. [Google Scholar] [CrossRef]
- Bracke, L.; Verbeken, K.; Kestens, L.; Penning, J. Microstructure and texture evolution during cold rolling and annealing of a high Mn TWIP steel. Acta Mater. 2009, 57, 1512–1524. [Google Scholar] [CrossRef]
- Haase, C.; Kühbach, M.; Barrales-Mora, L.A.; Wong, S.L.; Roters, F.; Molodov, D.A.; Gottstein, G. Recrystallization behavior of a high-manganese steel: Experiments and simulations. Acta Mater. 2015, 100, 155–168. [Google Scholar] [CrossRef]
- Li, C.; Ma, B.; Song, Y.; Li, K.; Dong, J. The Annealing Twins of Fe-20Mn-4Al-0.3 C Austenitic Steels during Symmetric and Asymmetric Hot Rolling. Metals 2018, 8, 882. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A.; Roters, F.; Molodov, D.A.; Gottstein, G. Applying the texture analysis for optimizing thermomechanical treatment of high manganese twinning-induced plasticity steel. Acta Mater. 2014, 80, 327–340. [Google Scholar] [CrossRef]
- Santos, D.B.; Saleh, A.A.; Gazder, A.A.; Carman, A.; Duarte, D.M.; Ribeiro, É.A.; Gonzalez, B.M.; Pereloma, E.V. Effect of annealing on the microstructure and mechanical properties of cold rolled Fe–24Mn–3Al–2Si–1Ni–0.06 C TWIP steel. Mater. Sci. Eng. A 2011, 528, 3545–3555. [Google Scholar] [CrossRef]
- Saleh, A.A.; Gazder, A.A.; Pereloma, E.V. EBSD observations of recrystallisation and tensile deformation in twinning induced plasticity steel. Trans. Indian Inst. Met. 2013, 66, 621–629. [Google Scholar] [CrossRef]
- Yan, J.-B.; Xie, J. Experimental studies on mechanical properties of steel reinforcements under cryogenic temperatures. Constr. Build. Mater. 2017, 151, 661–672. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.; Ghosh, S.; Chattopadhyay, P.J. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Bouaziz, O.; Scott, C.; Petitgand, G. Nanostructured steel with high work-hardening by the exploitation of the thermal stability of mechanically induced twins. Scr. Mater. 2009, 60, 714–716. [Google Scholar] [CrossRef]
- Hutchinson, B.; Ridley, N. On dislocation accumulation and work hardening in Hadfield steel. Scr. Mater. 2006, 55, 299–302. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kusakin, P.; Belyakov, A.; Kaibyshev, R.; Molodov, D. Microstructure and mechanical properties of a high-Mn TWIP steel subjected to cold rolling and annealing. Metals 2017, 7, 571. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, Z.; Li, S.; Fan, J. Effect of effective grain size and grain boundary of large misorientation on upper shelf energy in pipeline steels. J. Wuhan Univ. Technol. 2016, 31, 606–610. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | P | S | Cu | Fe |
|---|---|---|---|---|---|---|---|
| 0.44 | 24 | 0.27 | 3.4 | 0.013 | 0.0023 | 0.429 | Bal. |
| Specimen ID | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Average Vickers Hardness (Hv) |
|---|---|---|---|---|
| As-received | 486 | 920 | 83 | 259 |
| CW5 | 791 | 1091 | 49 | 336 |
| CW5_H600 | 690 | 1093 | 57 | 345 |
| CW5_H700 | 603 | 1063 | 61 | 337 |
| CW5_H800 | 524 | 1030 | 67 | 274 |
| CW5_H900 | 322 | 931 | 96 | 260 |
| CW5_H1000 | 318 | 881 | 107 | 260 |
| CW10 | 1042 | 1187 | 31 | 383 |
| CW10_H600 | 834 | 1164 | 43 | 372 |
| CW10_H700 | 721 | 1133 | 51 | 346 |
| CW10_H800 | 571 | 1052 | 58 | 312 |
| CW10_H900 | 346 | 956 | 90 | 237 |
| CW10_H1000 | 338 | 856 | 107 | 228 |
| CW30 | 1365 | 1384 | 15 | 484 |
| CW30_H600 | 1149 | 1355 | 31 | 449 |
| CW30_H700 | 846 | 1179 | 40 | 413 |
| CW30_H800 | 498 | 1051 | 60 | 293 |
| CW30_H900 | 362 | 955 | 88 | 212 |
| CW30_H1000 | 311 | 870 | 110 | 201 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, M.; Kang, M.S.; Park, G.-W.; Choi, E.Y.; Kim, H.-C.; Moon, H.-S.; Jeon, J.B.; Kim, H.; Kwon, S.-H.; Kim, B.J. The Effects of Recrystallization on Strength and Impact Toughness of Cold-Worked High-Mn Austenitic Steels. Metals 2019, 9, 948. https://doi.org/10.3390/met9090948
Park M, Kang MS, Park G-W, Choi EY, Kim H-C, Moon H-S, Jeon JB, Kim H, Kwon S-H, Kim BJ. The Effects of Recrystallization on Strength and Impact Toughness of Cold-Worked High-Mn Austenitic Steels. Metals. 2019; 9(9):948. https://doi.org/10.3390/met9090948
Chicago/Turabian StylePark, Minha, Moon Seok Kang, Geon-Woo Park, Eun Young Choi, Hyoung-Chan Kim, Hyoung-Seok Moon, Jong Bae Jeon, Hyunmyung Kim, Se-Hun Kwon, and Byung Jun Kim. 2019. "The Effects of Recrystallization on Strength and Impact Toughness of Cold-Worked High-Mn Austenitic Steels" Metals 9, no. 9: 948. https://doi.org/10.3390/met9090948