Double Reinforcement of Al–Fe Intermetallic Composites Fabricated by Friction Stir Processing

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
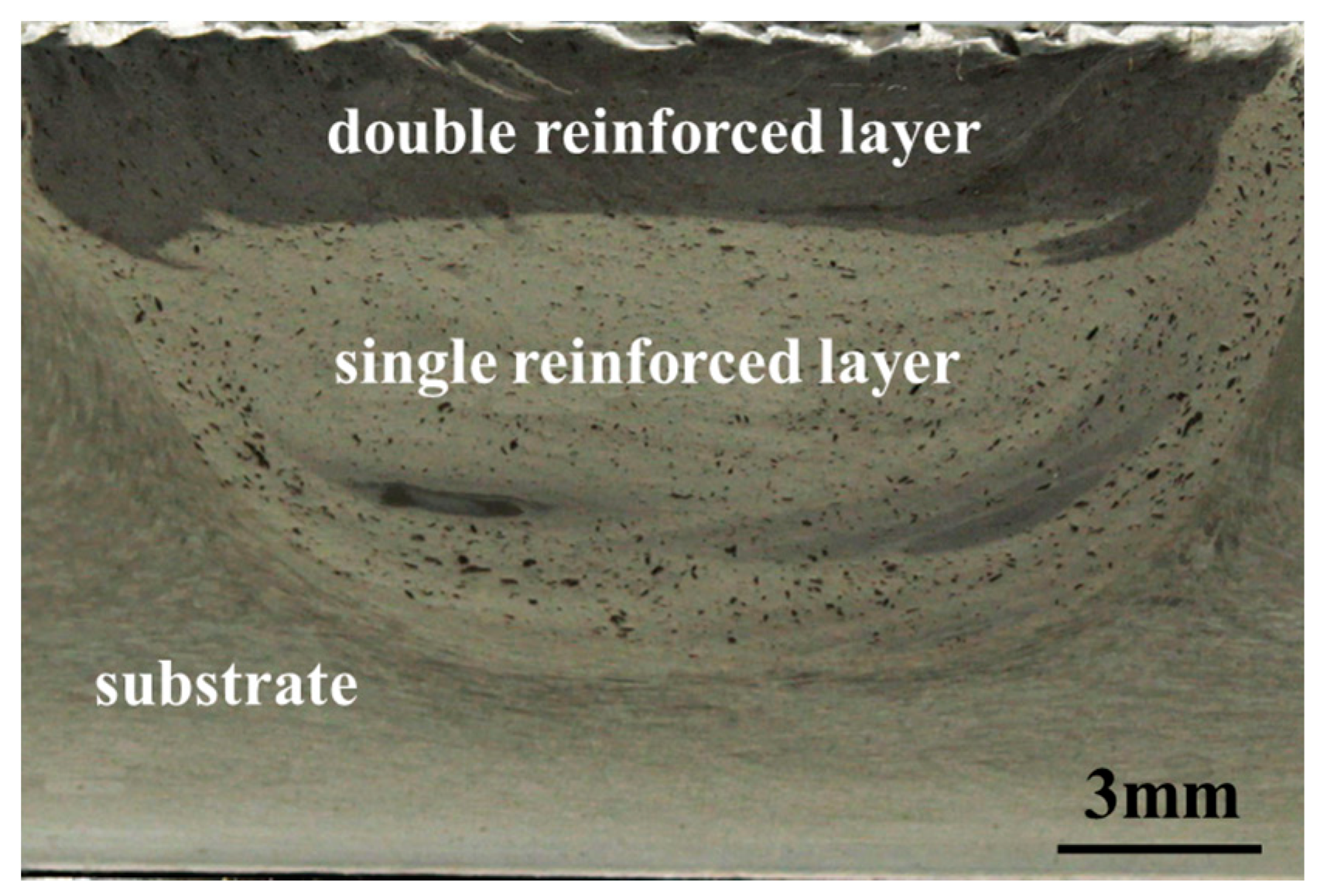
- A double reinforcement layer of Al13Fe4 intermetallic was successfully fabricated using FSP. The volume fraction of Al13Fe4 in the double reinforced layer was higher than in the single reinforced layer. Interfaces between the double and single reinforced layer had a good metallurgical bond.
- The particles formed in FSP specimens was mainly spherical, multilayer, bending-folding, broken, slim, and entirely intermetallic. Deformation of the particles can promote Al–Fe reaction.
- The microhardness of the double reinforced layer was significantly increased due to the distribution of Al13Fe4 and 34CrNiMo6 particles in the reinforced layer. Compared with the AA2024 substrate, the microhardness of the double and single reinforced layers increased by five- (576 HV) and two-fold (254 HV), respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, L.-Y.; Xu, J.-Q.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.-M.; Mathaudhu, S.; Li, X.-C. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Qian, J.; Li, J.; Xiong, J.; Zhang, F.; Lin, X. In situ synthesizing Al3Ni for fabrication of intermetallic-reinforced aluminum alloy composites by friction stir processing. Mater. Sci. Eng. A 2012, 550, 279–285. [Google Scholar] [CrossRef]
- Li, Q.; Xue, S.; Wang, J.; Shao, S.; Kwong, A.H.; Giwa, A.; Fan, Z.; Liu, Y.; Qi, Z.; Ding, J. High-Strength Nanotwinned Al Alloys with 9R Phase. Adv. Mater. 2018, 30, 1704629. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Zhao, Y.; Tian, W.; Qian, Z.; Chen, H.; Wu, Y.; Liu, X. A novel Al matrix composite reinforced by nano-AlN p network. Sci. Rep. 2016, 6, 34919. [Google Scholar] [CrossRef] [PubMed]
- Gibson, B.T.; Lammlein, D.; Prater, T.; Longhurst, W.; Cox, C.; Ballun, M.; Dharmaraj, K.; Cook, G.; Strauss, A. Friction stir welding: Process, automation, and control. J. Manuf. Process. 2014, 16, 56–73. [Google Scholar] [CrossRef]
- Lotfollahi, M.; Shamanian, M.; Saatchi, A. Effect of friction stir processing on erosion–corrosion behavior of nickel–aluminum bronze. Mater. Des. 2014, 62, 282–287. [Google Scholar] [CrossRef]
- Kumar, A.; Raj, R.; Kailas, S.V. A novel in-situ polymer derived nano ceramic MMC by friction stir processing. Mater. Des. 2015, 85, 626–634. [Google Scholar]
- Gangil, N.; Maheshwari, S.; Siddiquee, A.N. Multipass FSP on AA6063-T6 Al: Strategy to fabricate surface composites. Mater. Manuf. Process. 2018, 33, 805–811. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Processing, microstructure and mechanical properties of nickel particles embedded aluminium matrix composite. Mater. Sci. Eng. A 2011, 528, 1326–1333. [Google Scholar] [CrossRef]
- Najafi, A.; Movahedi, M.; Yarandi, A.S. Properties–microstructure relationship in Al–Fe in situ composite produced by friction stir processing. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 1955–1965. [Google Scholar] [CrossRef]
- Huang, G.; Hou, W.; Li, J.; Shen, Y. Development of surface composite based on Al-Cu system by friction stir processing: Evaluation of microstructure, formation mechanism and wear behavior. Surf. Coat. Technol. 2018, 344, 30–42. [Google Scholar] [CrossRef]
- Fujii, H.; Sun, Y.; Inada, K.; Ji, Y.; Yokoyama, Y.; Kimura, H.; Inoue, A. Fabrication of Fe-based metallic glass particle reinforced Al-based composite materials by friction stir processing. Mater. Trans. 2011, 52, 1634–1640. [Google Scholar] [CrossRef]
- Dinaharan, I.; Kumar, G.A.; Vijay, S.; Murugan, N. Development of Al3Ti and Al3Zr intermetallic particulate reinforced aluminum alloy AA6061 in situ composites using friction stir processing. Mater. Des. 2014, 63, 213–222. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Kokabi, A. The effect of SiC nanoparticles on the friction stir processing of severely deformed aluminum. Mater. Sci. Eng. A 2014, 602, 110–118. [Google Scholar] [CrossRef]
- Saadatmand, M.; Mohandesi, J.A. Comparison between Wear Resistance of Functionally Graded and Homogenous Al-SiC Nanocomposite Produced by Friction Stir Processing (FSP). J. Mater. Eng. Perform. 2014, 23, 736–742. [Google Scholar] [CrossRef]
- Ni, D.; Wang, J.; Zhou, Z.; Ma, Z. Fabrication and mechanical properties of bulk NiTip/Al composites prepared by friction stir processing. J. Alloy. Compd. 2014, 586, 368–374. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Samadi, S.; Janghorban, Z.; Movahedi, M. In-situ aluminum matrix composite produced by friction stir processing using FE particles. Mater. Sci. Eng. A 2015, 641, 380–390. [Google Scholar] [CrossRef]
- Song, Y.; Yang, X.; Cui, L.; Hou, X.; Shen, Z.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Arora, A.; Zhang, Z.; De, A.; DebRoy, T. Strains and strain rates during friction stir welding. Scr. Mater. 2009, 61, 863–866. [Google Scholar] [CrossRef]
- Ammouri, A.; Kridli, G.; Ayoub, G.; Hamade, R. Relating grain size to the Zener–Hollomon parameter for twin-roll-cast AZ31B alloy refined by friction stir processing. J. Mater. Process. Technol. 2015, 222, 301–306. [Google Scholar] [CrossRef]
- Morisada, Y.; Imaizumi, T.; Fujii, H. Determination of strain rate in friction stir welding by three-dimensional visualization of material flow using X-ray radiography. Scr. Mater. 2015, 106, 57–60. [Google Scholar] [CrossRef]
- Davis, J. ASM International: Handbook of Aluminium & Aluminium Alloys; ASM International: Novelty, OH, USA, 1996. [Google Scholar]
- El-Danaf, E.A.; El-Rayes, M.M.; Soliman, M.S. Friction stir processing: An effective technique to refine grain structure and enhance ductility. Mater. Des. 2010, 31, 1231–1236. [Google Scholar] [CrossRef]
- Lee, I.; Kao, P.; Ho, N. Microstructure and mechanical properties of Al–Fe in situ nanocomposite produced by friction stir processing. Intermetallics 2008, 16, 1104–1108. [Google Scholar] [CrossRef]
- Massalski, T.B. Binary Alloy Phase Diagrams; ASM International: Novelty, OH, USA, 1992; p. 147. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Ni | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.5 | 3.8–4.9 | 0.3–0.9 | 1.2–1.8 | 0.1 | 0.25 | 0.15 | balance |
| Region | L/W | Thickness (μm) |
|---|---|---|
| A1 | 1 | 7 |
| B1 | 6 | 17.5 |
| B2 | 7.2 | 21 |
| B3 | 12 | 26 |
| Element | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Al | 76.1 | 75.2 | 0 | 92.1 | 90.5 |
| Fe | 22.8 | 20.5 | 95.9 | 1.9 | 2.7 |
| Cr | - | - | 1.4 | - | - |
| Ni | - | 1.1 | 1.5 | - | - |
| Si | - | 0.8 | 0.3 | 0.7 | 0.5 |
| Cu | 0.7 | 1.9 | - | 3.8 | 4.4 |
| Mn | - | - | 0.9 | - | 0.6 |
| Mg | 0.4 | 0.5 | - | 1.5 | 1.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.; Xia, Y.; Xia, C.; Liu, F. Double Reinforcement of Al–Fe Intermetallic Composites Fabricated by Friction Stir Processing. Metals 2019, 9, 1002. https://doi.org/10.3390/met9091002
Huang C, Xia Y, Xia C, Liu F. Double Reinforcement of Al–Fe Intermetallic Composites Fabricated by Friction Stir Processing. Metals. 2019; 9(9):1002. https://doi.org/10.3390/met9091002
Chicago/Turabian StyleHuang, Chunping, Yang Xia, Chun Xia, and Fencheng Liu. 2019. "Double Reinforcement of Al–Fe Intermetallic Composites Fabricated by Friction Stir Processing" Metals 9, no. 9: 1002. https://doi.org/10.3390/met9091002