Microstructure and Mechanical Properties of Nb and V Microalloyed TRIP-Assisted Steels

 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Dilatometry
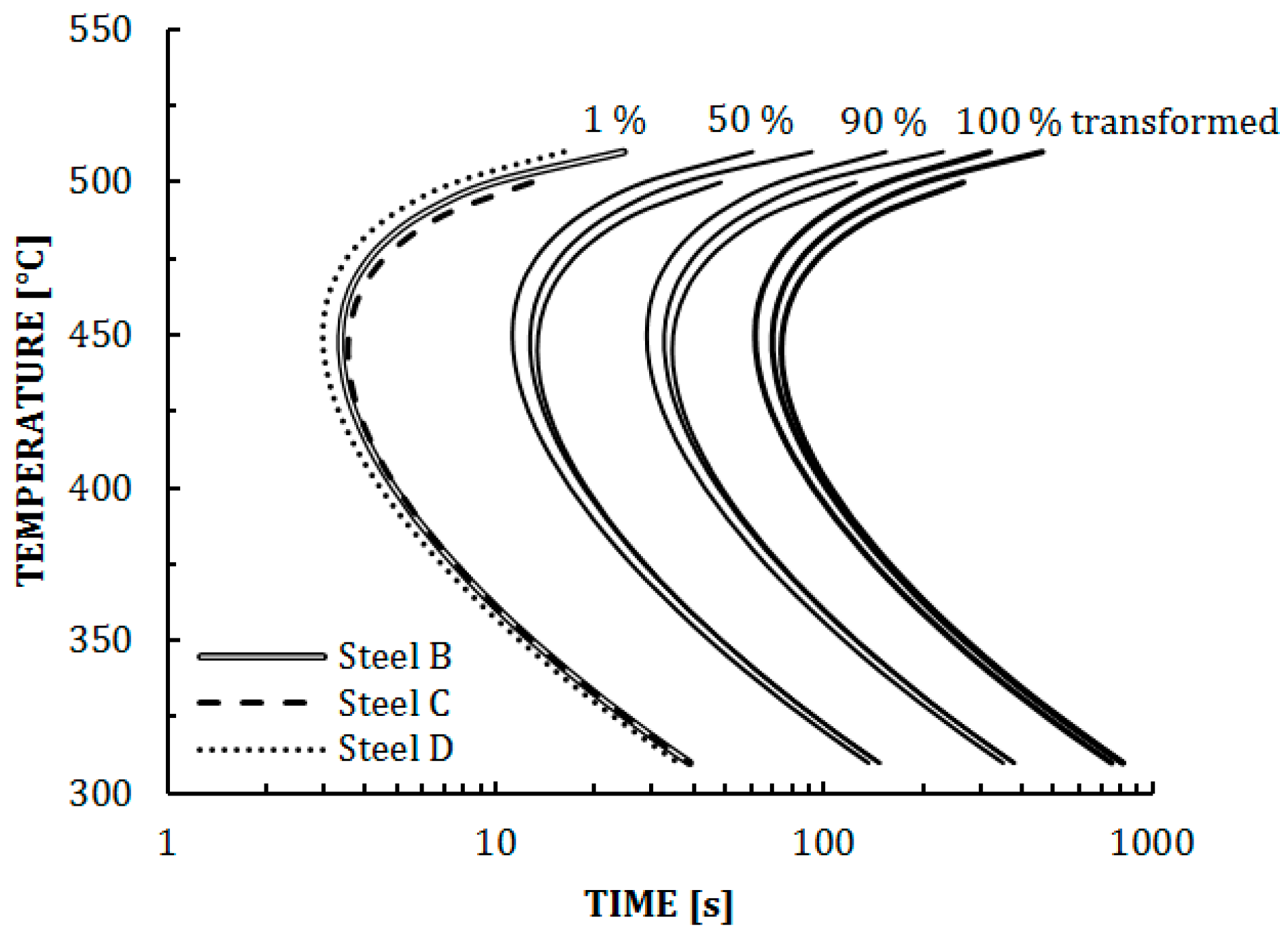
3.2. Isothermal Bainitic Transformation
3.3. Mechanical Properties
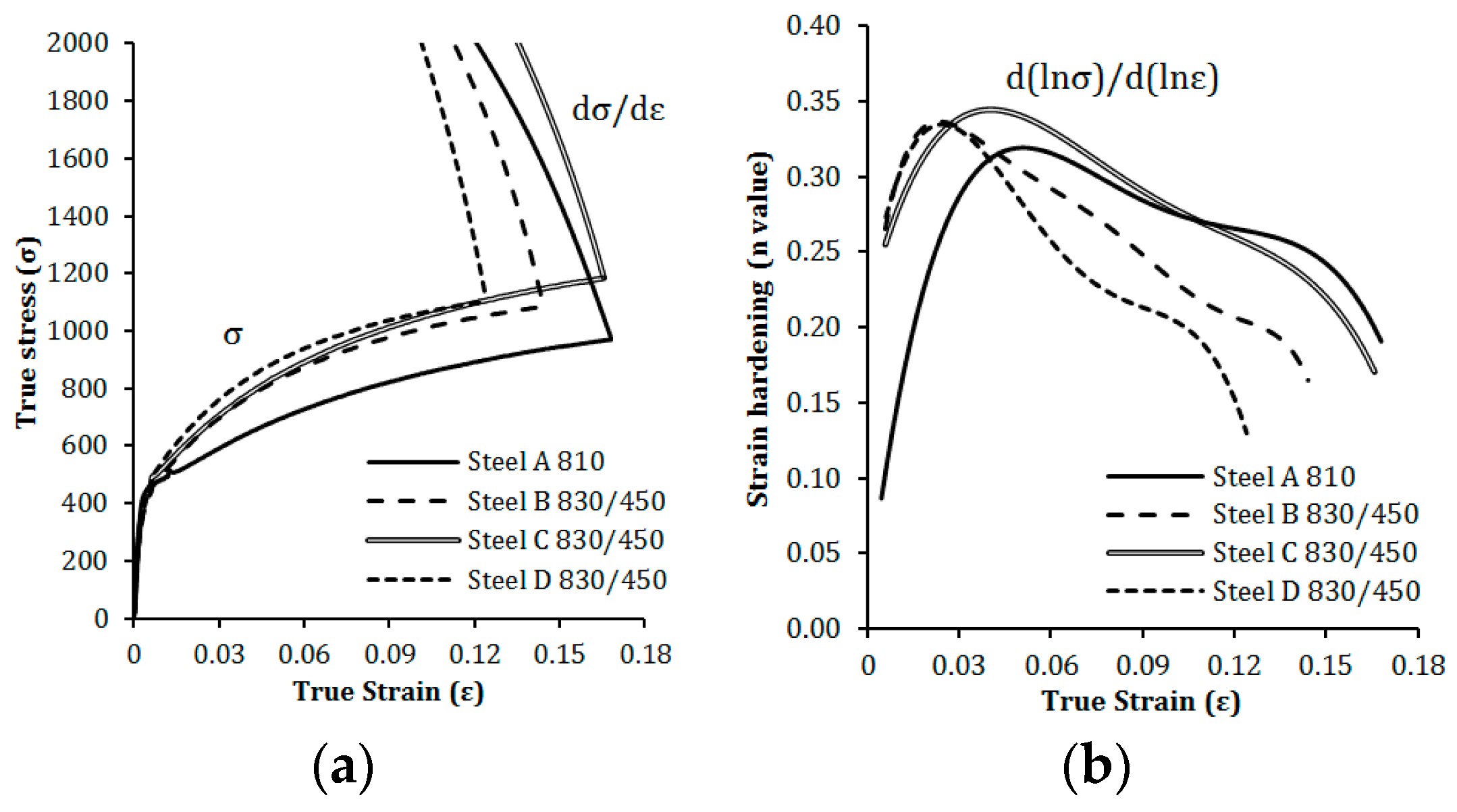
3.3.1. Tensile Tests
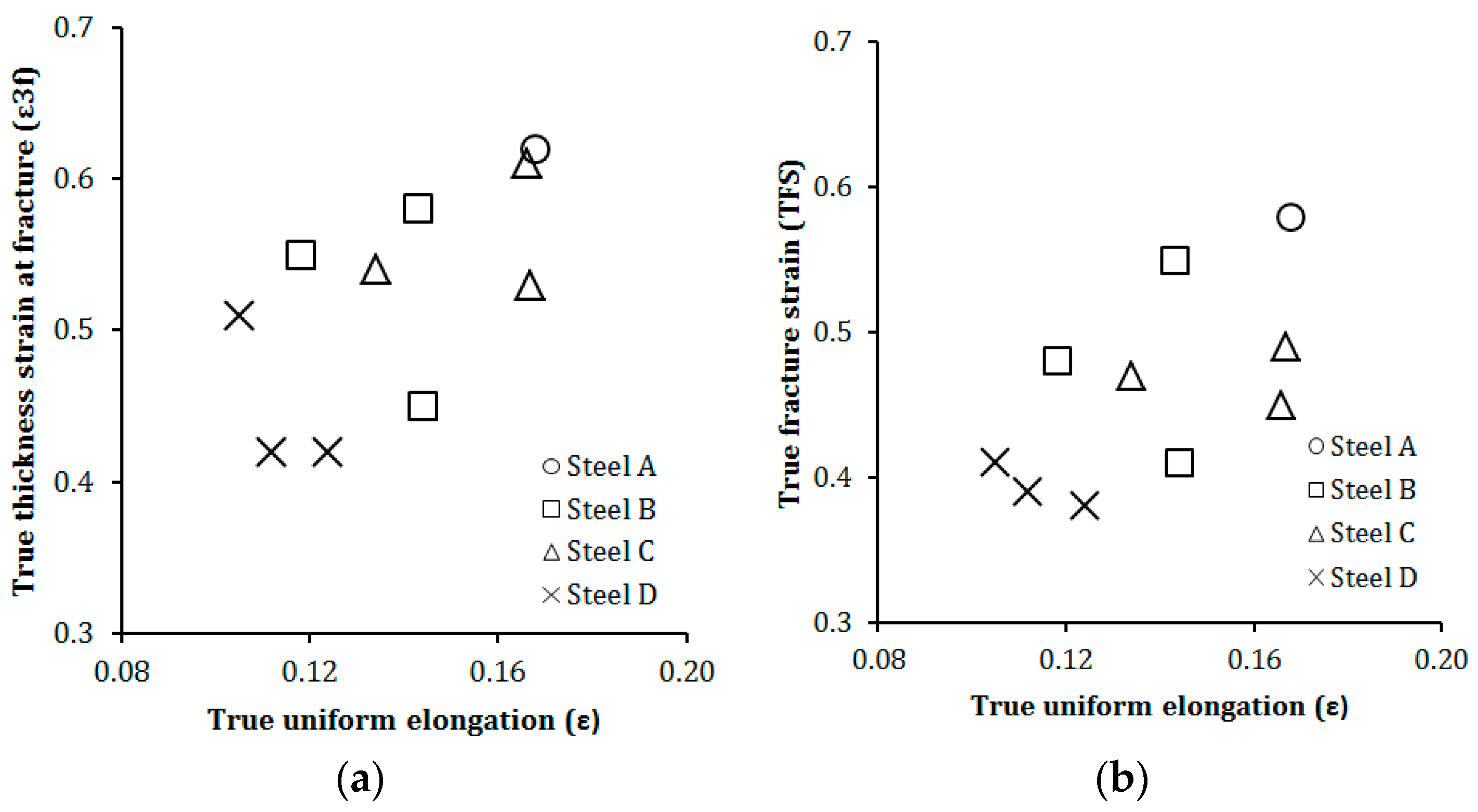
3.3.2. True Fracture Strain
3.4. Retained Austenite
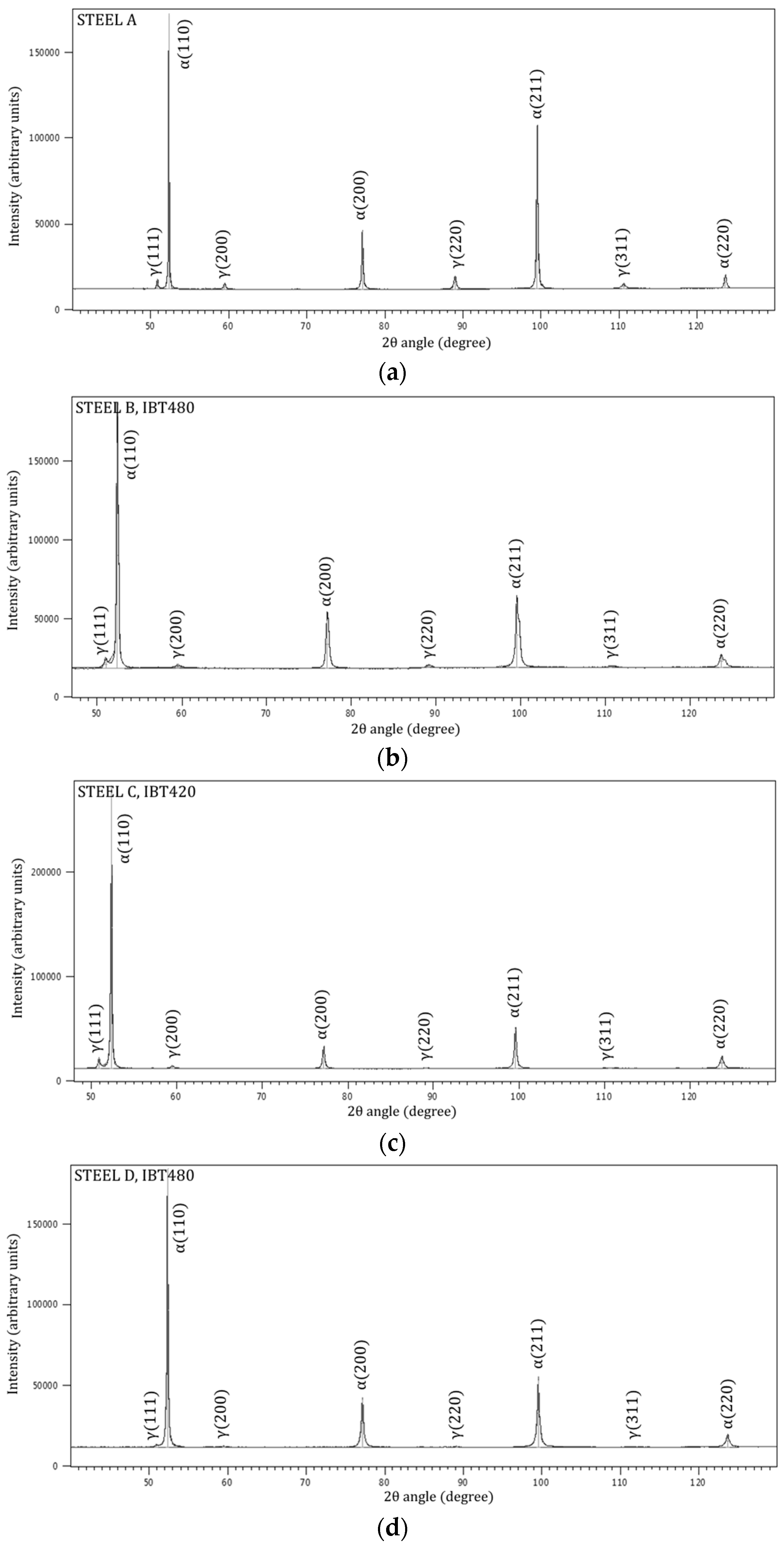
3.4.1. XRD Measurements
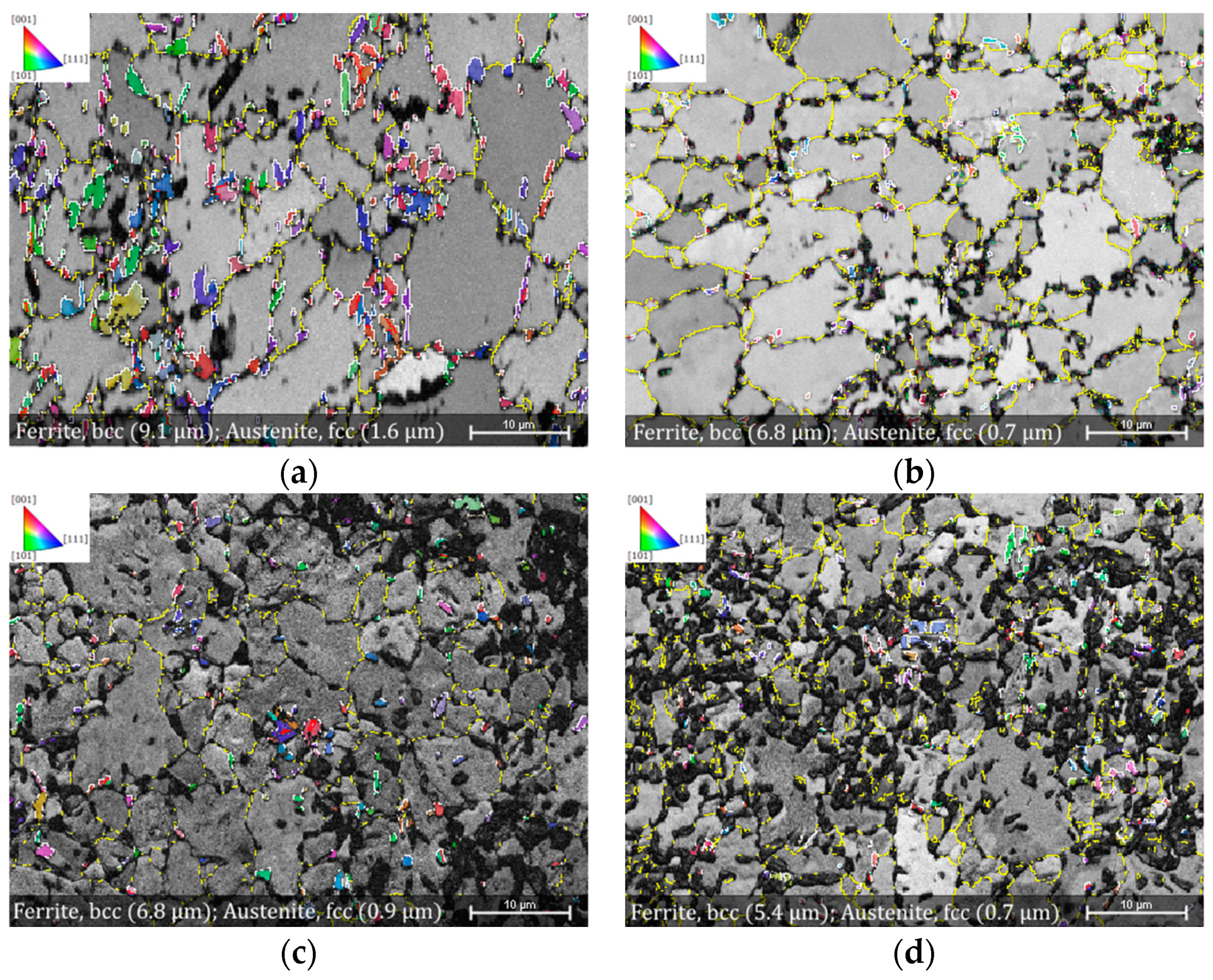
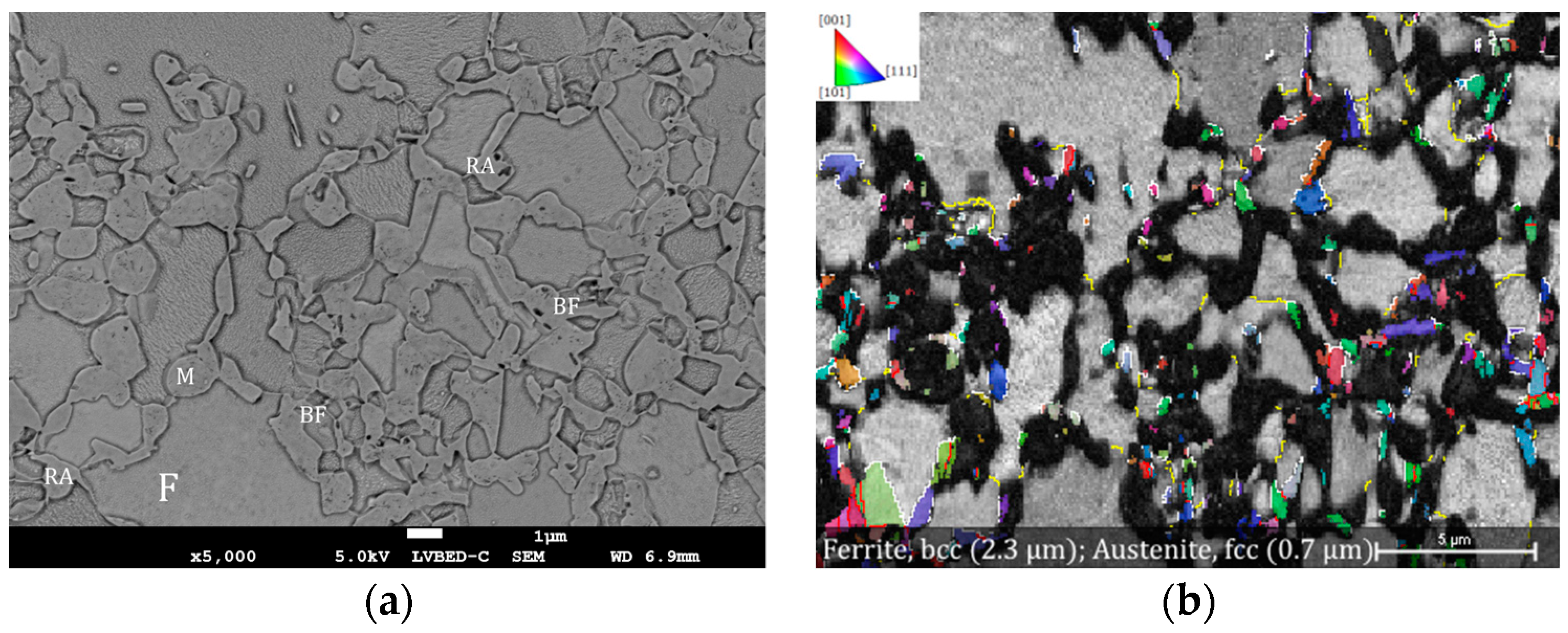
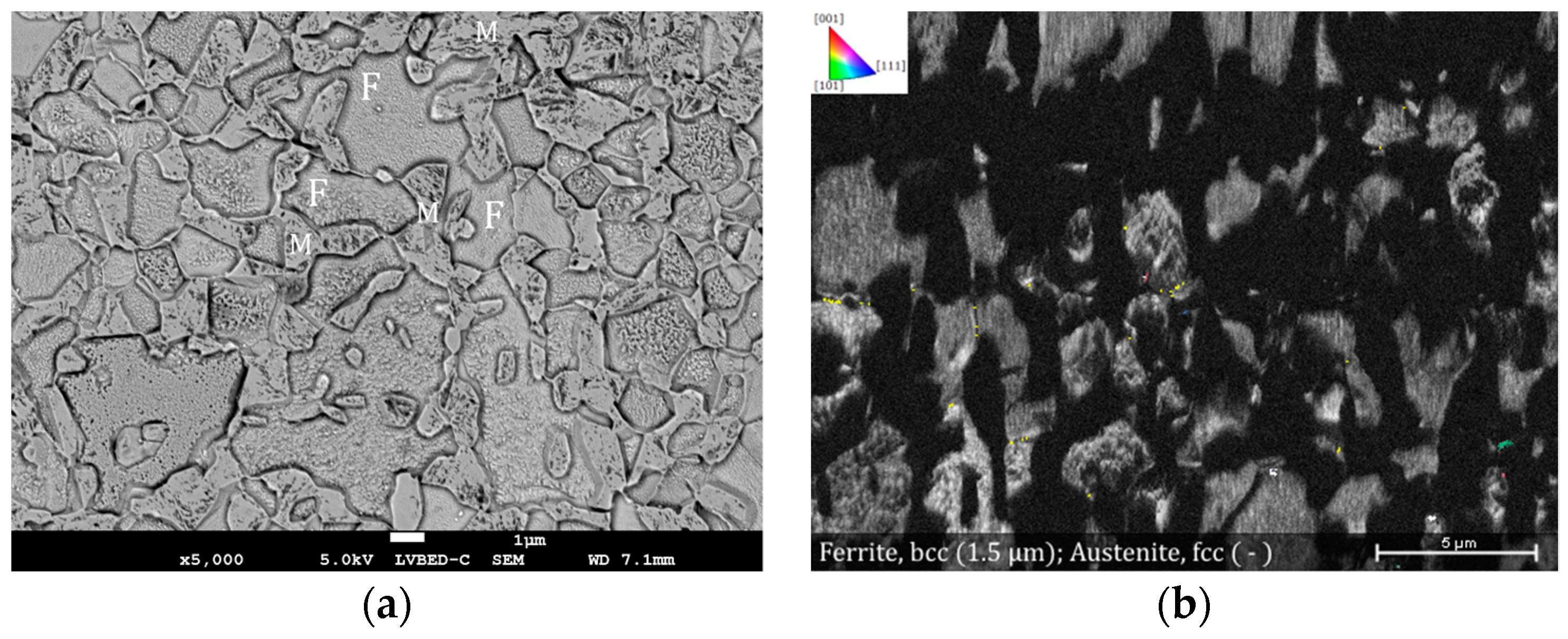
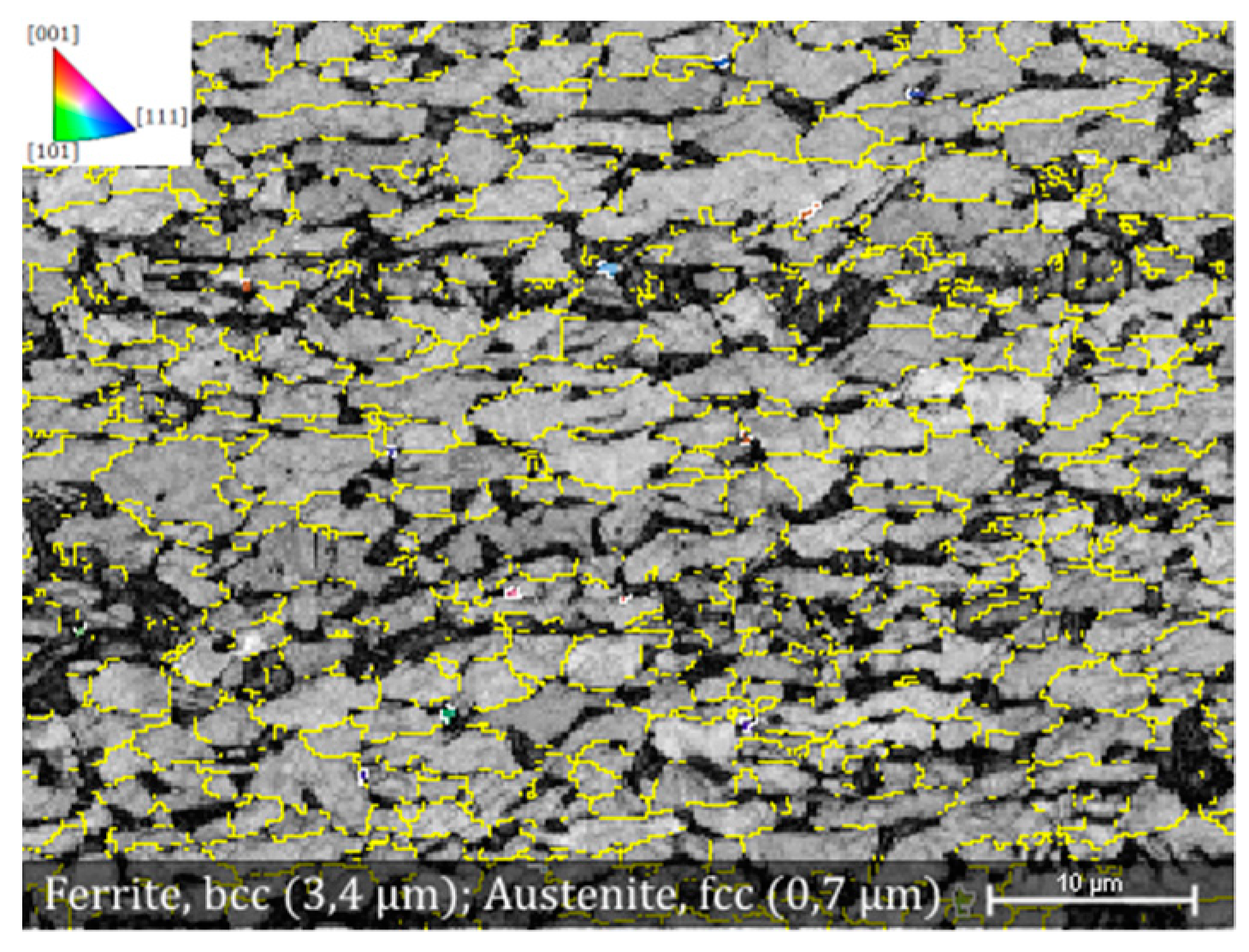
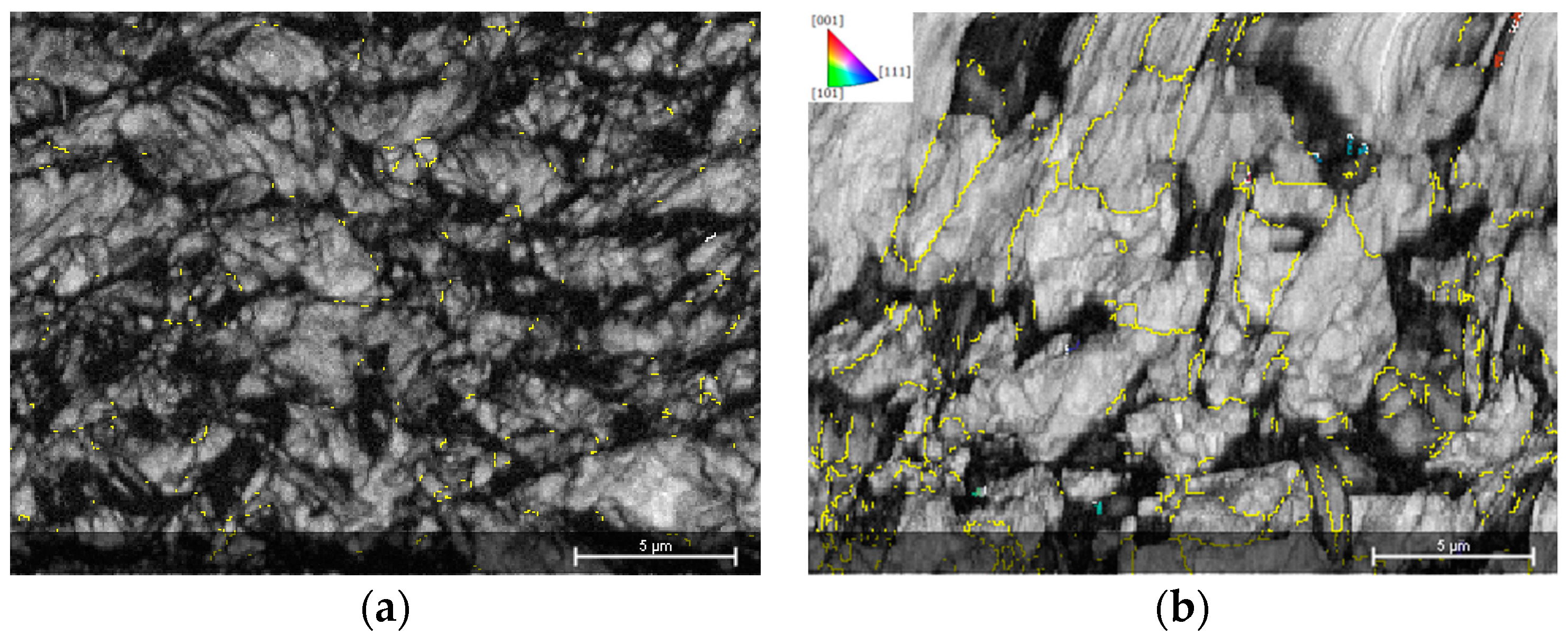
3.4.2. Microstructure and EBSD Investigations
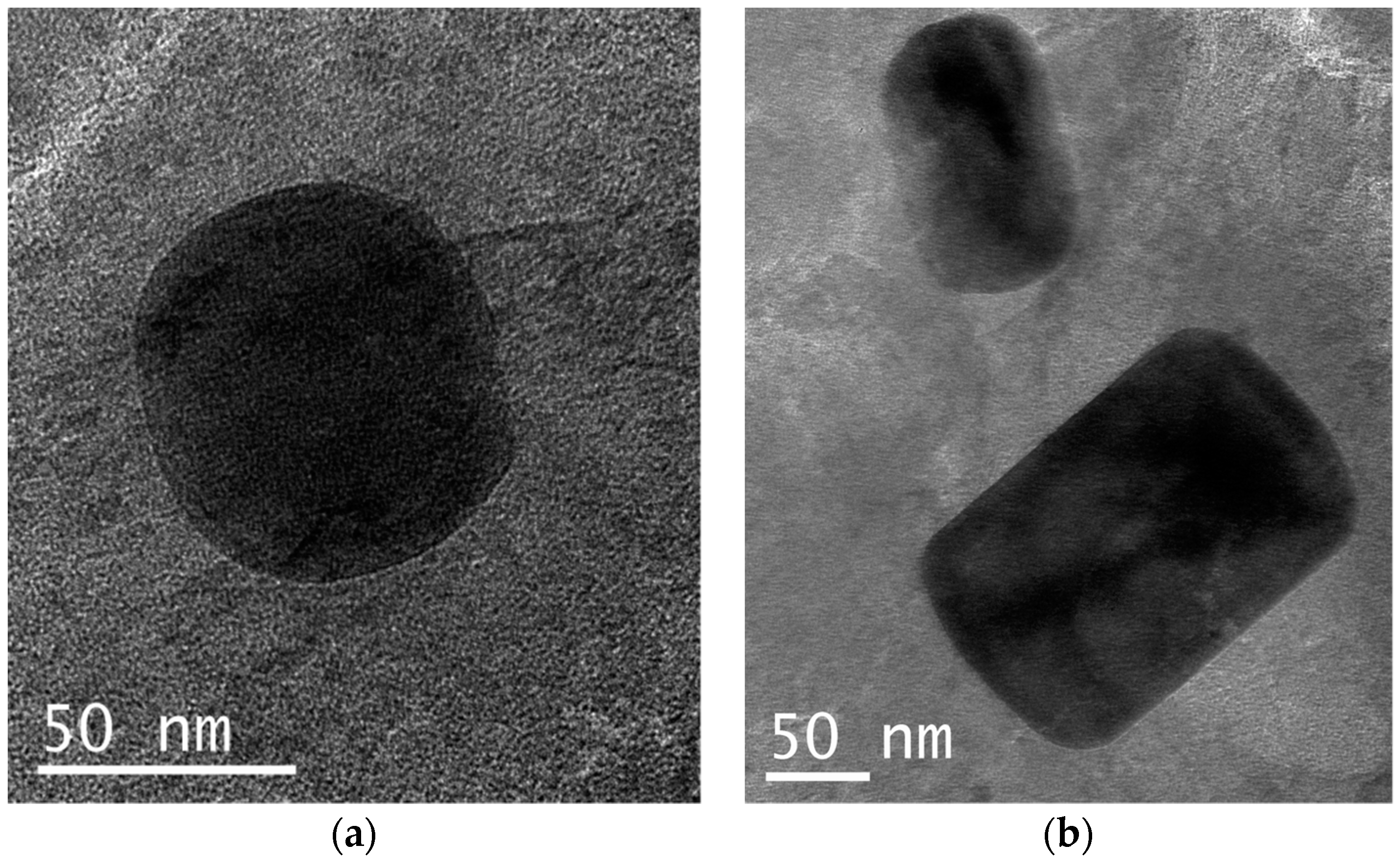
3.5. Precipitation of Microalloying Elements
4. Discussion
4.1. The Effect of Retained Austenite on Mechanical Properties
4.2. Effect of Microalloying Elements on Mechanical Properties
4.3. Formability
5. Conclusions
- The grain size controlling effect of Nb was stronger than the effect of V. Smaller grain size led into increased elongation and ductility values.
- The effect of microalloying elements was seen mainly as grain size controlling effect. However, the results also suggested that V microalloying may have contributed as a precipitation hardening element.
- Isothermal bainitic holding at 450 °C led to the highest UTS × TEL values.
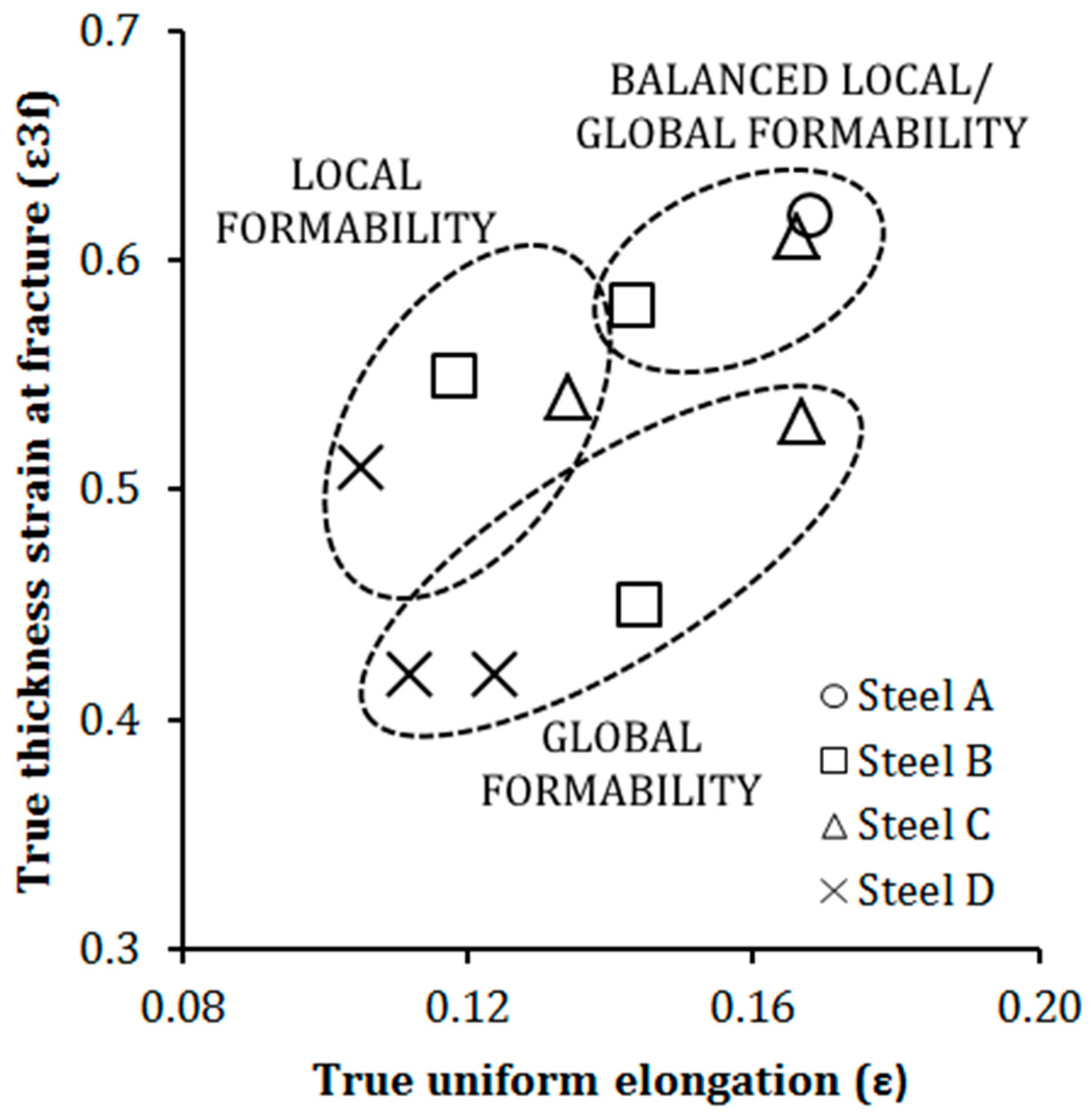
- True fracture strain values, which were used to evaluate the formability of the investigated steels, had the preferable values after an IBT temperature of 420 or 450 °C. These values were at the balanced local/global formability region of the diagram.
- The use of microalloying elements Nb and V lowered the retained austenite content of the steels. The highest retained austenite volume was found from Steel A and the second highest from Steel B after an IBT temperature of 450 °C.
- By implementing the IBT and adding microalloying elements, the relative formability properties of 980 MPa grade steel can be raised on the similar level compared to TRIP 800 steel.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jacques, P.J.; Girault, E.; Mertens, A.; Verlinden, B.; Van Humbeeck, J.; Delannay, F. The developments of cold-rolled TRIP-assisted multiphase steels. Al-alloyed TRIP-assisted multiphase steels. ISIJ Int. 2001, 41, 1068–1074. [Google Scholar] [CrossRef]
- Matsumura, O.; Sakuma, Y.; Takechi, H. Enhancement of elongation by retained austenite in intercritical annealed 0.4C-1.5Si-0.8Mn steel. Trans. Iron Steel Inst. Jpn. 1987, 27, 570–579. [Google Scholar] [CrossRef]
- Wang, C.; Ding, H.; Tang, Z.Y.; Zhang, J. Effect of isothermal bainitic processing on microstructures and mechanical properties of novel Mo and Nb microalloyed TRIP steel. Ironmak. Steelmak. 2015, 42, 9–16. [Google Scholar] [CrossRef]
- Girault, E.; Mertens, A.; Jacques, P.; Houbaert, Y.; Verlinden, B.; Van Humbeeck, J. Comparison of the effects of silicon and aluminium on the tensile behaviour of multiphase TRIP-assisted steels. Scr. Mater. 2001, 44, 885–892. [Google Scholar] [CrossRef]
- Krizan, D.; Spiradek-Hahn, K.; Pichler, A. Relationship between microstructure and mechanical properties in Nb-V microalloyed TRIP steel. Mater. Sci. Technol. 2015, 31, 661–668. [Google Scholar] [CrossRef]
- Bhattacharyya, T.; Singh, S.B.; Das, S.; Haldar, A.; Bhattacharjee, D. Development and characterisation of C–Mn–Al–Si–Nb TRIP aided steel. Mater. Sci. Eng. A 2011, 528, 2394–2400. [Google Scholar] [CrossRef]
- Zhu, R.; Li, S.; Song, M.; Karaman, I.; Arroyave, R. Phase constitution effect on the ductility of low alloy multiphase transformation induced plasticity steels. Mater. Sci. Eng. A 2013, 569, 137–143. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Kermanidis, A.T.; Malliaros, C.; Dickert, H.H.; Kucharzyk, P.; Bleck, W. On the effect of austenite stability on high cycle fatigue of TRIP 700 steel. Mater. Sci. Eng. A 2013, 573, 7–11. [Google Scholar] [CrossRef]
- Zackay, V.F.; Parker, E.R.; Fahr, D.; Busch, R. The enhancement of ductility in high-strength steels. ASM Trans Quart 1967, 60, 252. [Google Scholar]
- Bhandarkar, D.; Zackay, V.F.; Parker, E.R. Stability and mechanical properties of some metastable austenitic steels. Metall. Trans. B 1972, 3, 2619. [Google Scholar] [CrossRef]
- Sugimoto, K.; Usui, N.; Kobayashi, M.; Hashimoto, S. Effects of Volume Fraction and Stability of Retained Austenite on Ductility of TRIP-aided Dual-phase Steels. ISIJ Int. 1992, 32, 1311. [Google Scholar] [CrossRef]
- Sakuma, Y.; Matsumura, O.; Takechi, H. Mechanical properties and retained austenite in intercritically heat-treated bainite-transformed steel and their variation with Si and Mn additions. Metall. Trans. A 1991, 22, 489–498. [Google Scholar] [CrossRef]
- Matsumura, O.; Sakuma, Y.; Ishii, Y.; Zhao, J. Effect of retained austenite on formability of high strength sheet steels. ISIJ Int. 1992, 32, 1110–1116. [Google Scholar] [CrossRef]
- Bleck, W.; Guo, X.; Ma, Y. The TRIP Effect and Its Application in Cold Formable Sheet Steels. Steel Res. Int. 2017, 88, 1700218. [Google Scholar] [CrossRef]
- Zuidema, B.K. Bridging the Design–Manufacturing–Materials Data Gap: Material Properties for Optimum Design and Manufacturing Performance in Light Vehicle Steel-Intensive Body Structures. JOM 2012, 64, 1039–1047. [Google Scholar] [CrossRef]
- Keeler, S.; Kimchi, M.; Mooney, P.J. Advanced High-Strength Steels Application Guidelines; Version 6.0.; WorldAutoSteel: Middletown, OH, USA, 2017. [Google Scholar]
- De Cooman, B.C. Structure-properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- De Meyer, M.; Vanderschueren, D.; De Cooman, B.C. The Influence of the Substitution of Si by Al on the Properties of Cold Rolled C-Mn-Si TRIP Steels. ISIJ Int. 1999, 39, 813. [Google Scholar] [CrossRef]
- Jacques, P.; Girault, E.; Catlin, T.; Geerlofs, N.; Kop, T.; van der Zwaag, S.; Delannay, F. Bainite transformation of low carbon Mn–Si TRIP-assisted multiphase steels: Influence of silicon content on cementite precipitation and austenite retention. Mater. Sci. Eng. A 1999, 273–275, 475–479. [Google Scholar] [CrossRef]
- Hori, M.; Nakamori, T.; Usuki, N.; Toki, T.; Arai, M. Effect of Si in Steel on Hot-dip Galvanizing and Galvannealing. In Proceedings of the 4th International Conference on Zinc and Zinc Alloy Coated Steel Sheet: GALVATECH, Makuhari, Chiba, Japan, 20–23 September 1998; p. 221. [Google Scholar]
- Krizan, D.; De Cooman, B.C. Mechanical properties of TRIP steel microalloyed with Ti. Metall. Mater. Trans. A 2014, 45, 3481–3492. [Google Scholar] [CrossRef]
- Mahieu, J.; Van Dooren, D.; Barbé, L.; De Cooman, B.C. Influence of Al, Si and P on the kinetics of intercritical annealing of TRIP-aided steels: Thermodynamical prediction and experimental verification. Steel Res. Int. 2002, 73, 267–273. [Google Scholar] [CrossRef]
- Mintz, B. Hot dip galvanising of transformation induced plasticity and other intercritically annealed steels. Int. Mater. Rev. 2001, 46, 169–197. [Google Scholar] [CrossRef]
- Chen, H.C.; Era, H.; Shimizu, M. Effect of phosphorus on the formation of retained austenite and mechanical properties in Si-containing low-carbon steel sheet. Metall. Trans. A 1989, 20, 437–445. [Google Scholar] [CrossRef]
- Cai, M.; Ding, H.; Lee, Y.; Tang, Z.; Zhang, J. Effects of Si on microstructural evolution and mechanical properties of hot-rolled ferrite and bainite dual-phase steels. ISIJ Int. 2011, 51, 476–481. [Google Scholar] [CrossRef]
- Mahieu, J.; Maki, J.; De Cooman, B.C.; Claessens, S. Phase transformation and mechanical properties of Si-free CMnAl transformation-induced plasticity-aided steel. Metall. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 2573–2580. [Google Scholar] [CrossRef]
- Kimura, Y.; Takaki, S. Phase transformation mechanism of Fe-Cu alloys. ISIJ Int. 1997, 37, 290–295. [Google Scholar] [CrossRef]
- Kim, S.-J.; Lee, C.G.; Lee, T.-H.; Oh, C.-S. Effect of Cu, Cr and Ni on mechanical properties of 0.15 wt.% C TRIP-aided cold rolled steels. Scr. Mater. 2003, 48, 539–544. [Google Scholar] [CrossRef]
- Lagneborg, R.; Siwecki, T.; Zajac, S.; Hutchinson, B. The Role of Vanadium in Microalloyed Steels. Scand. J. Metall. 1999. [Google Scholar]
- Pereloma, E.V.; Timokhina, I.B.; Russell, K.F.; Miller, M.K. Characterization of clusters and ultrafine precipitates in Nb-containing C–Mn–Si steels. Scr. Mater. 2006, 54, 471–476. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C.; Antonissen, J. Retained Austenite Stability in the Cold Rolled CMnAlSiP Micro-alloyed TRIP steels. AHSSS Proc. 2004, 205–216. [Google Scholar]
- Nagayama, K.; Terasaki, T.; Tanaka, K.; Fischer, F.D.; Antretter, T.; Cailletaud, G.; Azzouz, F. Mechanical properties of a Cr–Ni–Mo–Al–Ti maraging steel in the process of martensitic transformation. Mater. Sci. Eng. A 2001, 308, 25–37. [Google Scholar] [CrossRef]
- Scott, C.; Maugis, P.; Barges, P.; Gouné, M. Microalloying with vanadium in TRIP steels. In Proceedings of the International Conference on Advanced High Strength Sheet Steels for Automotive Applications, Winter Park, CO, USA, 6–9 June 2004; pp. 181–193. [Google Scholar]
- Bleck, W.; Frehn, A.; Ohlert, J. Niobium in dual phase and trip steels. In Proceedings of the International Symposium Niobium 2001, Orlando, FL, USA, 2–5 December 2001. [Google Scholar]
- Heibel, S.; Dettinger, T.; Nester, W.; Clausmeyer, T.; Erman Tekkaya, A. Damage Mechanisms and Mechanical Properties of High-Strength Multiphase Steels. Materials 2018, 11, 761. [Google Scholar] [CrossRef] [PubMed]
- Koistinen, D.P.; Marburger, R.E. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Nyyssonen, T.; Oja, O.; Jussila, P.; Saastamoinen, A.; Somani, M.; Peura, P. Quenching and Partitioning of Multiphase Aluminum-Added Steels. Metals 2019, 9, 373. [Google Scholar] [CrossRef]
- Wagner, L.; Larour, P. Influence of specimen geometry on measures of local fracture strain obtained from uniaxial tensile tests of AHSS sheets. In Proceedings of the International Deep Drawing Research Group 37th Annual Conference, Waterloo, ON, Canada, 3–7 June 2018. [Google Scholar]
- Jatczak, C.F.; Larsen, J.A.; Shin, S.W. Retained Austenite and Its Measurements by X-Ray Diffraction. Soc. Automot. Eng. 1980. [Google Scholar]
- Dyson, D.J.; Holmes, B. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 208, 469–474. [Google Scholar]
- Perrard, F.; Scott, C. Vanadium Precipitation During Intercritical Annealing in Cold Rolled TRIP Steels. ISIJ Int. 2007, 47, 1168–1177. [Google Scholar] [CrossRef] [Green Version]
- Scott, C.P.; Fazeli, F.; Shalchi Amirkhiz, B.; Pushkareva, I.; Allain, S.Y.P. Structure-properties relationship of ultra-fine grained V-microalloyed dual phase steels. Mater. Sci. Eng. A 2017, 703, 293–303. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt. % | C | Mn | Si + Al | Cr + Mo + Cu | Balance |
|---|---|---|---|---|---|
| Steel A | 0.19 | 1.64 | 1.65 | 0.040 | Fe and traces of P, S, N |
| wt. % | C | Mn | Si | Al | Cr | Mo | Cu | Ti | Nb | V | N | Balance |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Steel B | 0.21 | 1.51 | 0.71 | 0.97 | 0.021 | 0.21 | 0.50 | 0.024 | 0.001 | 0.002 | 0.0025 | Fe and traces of P, S |
| Steel C | 0.20 | 1.54 | 0.72 | 1.00 | 0.018 | 0.21 | 0.50 | 0.023 | 0.043 | 0.002 | 0.0010 | Fe and traces of P, S |
| Steel D | 0.21 | 1.50 | 0.69 | 0.92 | 0.022 | 0.21 | 0.49 | 0.023 | 0.002 | 0.097 | 0.0045 | Fe and traces of P, S |
| Material | IA, [°C] | tIA, [s] | IBT, [°C] | tIBT, [s] |
|---|---|---|---|---|
| Steel A | 810 | 60 | 460 | 10 |
| Steel B | 830 | 70 | 420 | 100 |
| - | - | - | 450 | - |
| - | - | - | 480 | - |
| Steel C | 830 | 70 | 420 | 100 |
| - | - | - | 450 | - |
| - | - | - | 480 | - |
| Steel D | 830 | 70 | 420 | 100 |
| - | - | - | 450 | - |
| - | - | - | 480 | - |
| Material | IA, [°C] | AT, [°C] | Dilatometry Ms, [°C] | JMatPro Ms, [°C] | Austenite Carbon Content at IA [wt. %] |
|---|---|---|---|---|---|
| Steel A 1 | 810 | 850 | 116 | 380 | 0.70 |
| Steel B | 830 | 1000 | 384 | 385 | 0.38 |
| Steel C | 830 | 1000 | 193 | 380 | 0.70 |
| Steel D | 830 | 1000 | 389 | 395 | 0.36 |
| Material | IA, [°C] | IBT, [°C] | YS, [MPa] | UTS [MPa] | YS/UTS | UEL, Uniform Elongation [%] | TEL, Total Elongation [%] | n [4,5,6] | n [10–20/Ag] | UTS × TEL [MPa%] |
|---|---|---|---|---|---|---|---|---|---|---|
| Steel A | 810 | 460 | 445 | 822 | 0.54 | 19.30 | 27 | 0.305 | 0.260 | 19 048 |
| Steel B | 830 | 420 | 401 | 887 | 0.45 | 15.50 | 22 | 0.308 | 0.211 | 19 071 |
| - | - | 450 | 422 | 939 | 0.45 | 15.70 | 24 | 0.303 | 0.177 | 22 724 |
| - | - | 480 | 448 | 950 | 0.47 | 12.70 | 17 | 0.301 | 0.203 | 15 770 |
| Steel C | 830 | 420 | 417 | 937 | 0.45 | 18.40 | 19 | 0.350 | 0.237 | 17 522 |
| - | - | 450 | 451 | 999 | 0.45 | 18.50 | 25 | 0.346 | 0.203 | 24 875 |
| - | - | 480 | 503 | 1050 | 0.48 | 14.60 | 19 | 0.309 | 0.170 | 20 160 |
| Steel D | 830 | 420 | 456 | 956 | 0.48 | 11.80 | 18 | 0.280 | 0.123 | 17 399 |
| - | - | 450 | 493 | 975 | 0.51 | 13.10 | 20 | 0.275 | 0.168 | 19 403 |
| - | - | 480 | 538 | 1035 | 0.52 | 11.10 | 15 | 0.241 | 0.118 | 15 836 |
| Material | IA, [°C] | IBT, [°C] | True Thickness Strain at Fracture (ε3f) | True Fracture Strain (TFS) | True Uniform Elongation (σ = dσ/dε) |
|---|---|---|---|---|---|
| Steel A | 810 | 460 | 0.62 | 0.58 | 0.17 |
| Steel B | 830 | 420 | 0.58 | 0.55 | 0.14 |
| - | - | 450 | 0.45 | 0.41 | 0.14 |
| - | - | 480 | 0.55 | 0.48 | 0.12 |
| Steel C | 830 | 420 | 0.53 | 0.49 | 0.17 |
| - | - | 450 | 0.61 | 0.45 | 0.17 |
| - | - | 480 | 0.54 | 0.47 | 0.13 |
| Steel D | 830 | 420 | 0.42 | 0.39 | 0.11 |
| - | - | 450 | 0.42 | 0.38 | 012 |
| - | - | 480 | 0.51 | 0.41 | 0.11 |
| Material | IA, [°C] | IBT, [°C] | RA, [vol. %] | RA Carbon Content [wt. %] |
|---|---|---|---|---|
| Steel A | 810 | 460 | 13.7 | 0.75 |
| Steel B | 830 | 420 | 5.4 | 0.71 |
| - | - | 450 | 12.0 | 0.82 |
| - | - | 480 | 8.9 | 0.66 |
| Steel C | 830 | 420 | 8.5 | 0.72 |
| - | - | 450 | 4.6 | 0.73 |
| - | - | 480 | 1.2 | 0.72 |
| Steel D | 830 | 420 | 0.3 | 1.19 |
| - | - | 450 | 1.1 | 0.70 |
| - | - | 480 | 1.2 | 0.73 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oja, O.; Saastamoinen, A.; Patnamsetty, M.; Honkanen, M.; Peura, P.; Järvenpää, M. Microstructure and Mechanical Properties of Nb and V Microalloyed TRIP-Assisted Steels. Metals 2019, 9, 887. https://doi.org/10.3390/met9080887
Oja O, Saastamoinen A, Patnamsetty M, Honkanen M, Peura P, Järvenpää M. Microstructure and Mechanical Properties of Nb and V Microalloyed TRIP-Assisted Steels. Metals. 2019; 9(8):887. https://doi.org/10.3390/met9080887
Chicago/Turabian StyleOja, Olli, Ari Saastamoinen, Madan Patnamsetty, Mari Honkanen, Pasi Peura, and Martti Järvenpää. 2019. "Microstructure and Mechanical Properties of Nb and V Microalloyed TRIP-Assisted Steels" Metals 9, no. 8: 887. https://doi.org/10.3390/met9080887