Porosity and Microstructure Iron-Based Graded Materials Sintered by Spark Plasma Sintering and the Conventional Method


Abstract
:1. Introduction
2. Test Materials and Studies Performed
- bulk density—3.14 (g/cm3);
- flowability—25 (s/50 g]);
- loss of hydrogen, 0.19%.
- measurement of the apparent density of products sintered by the hydrostatic method;
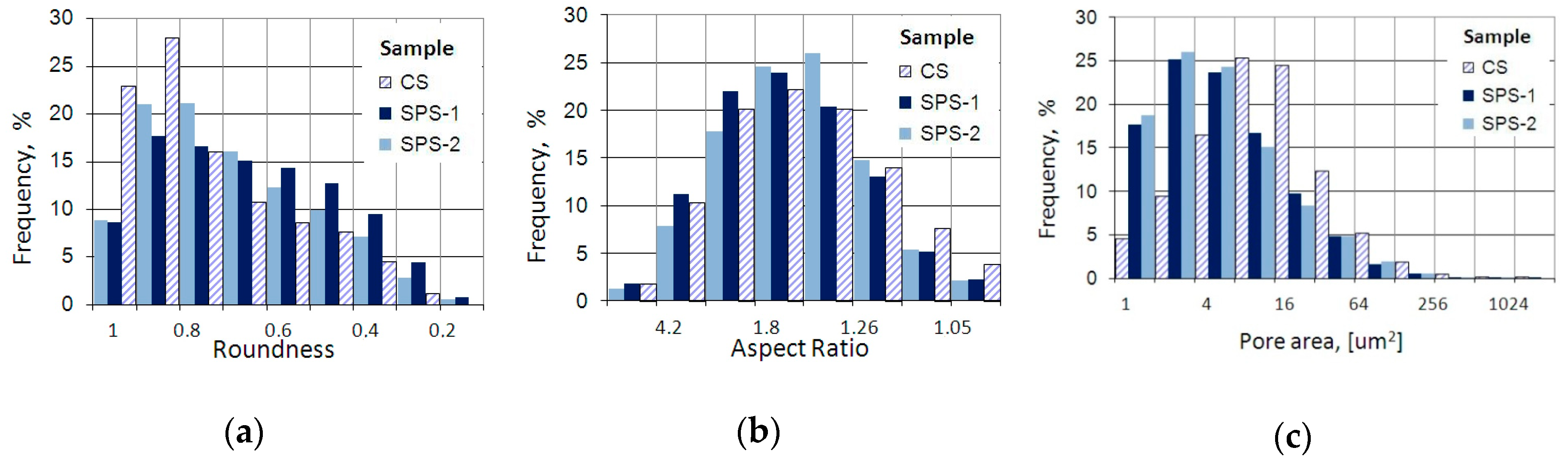
- analysis of pore structure using image analysis, including a determination of pore size distribution and shape (ImageJ used for image processing and analysis, version 1.51);
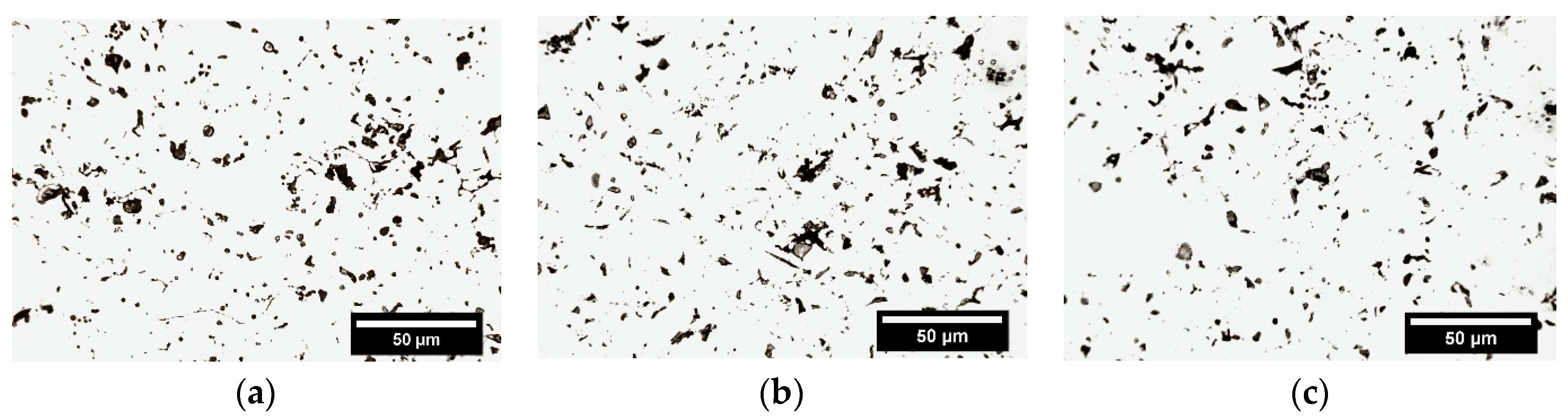
- examination of microstructure based on the images taken with a Nikon Eclipse ME600P optical microscope (Nikon Instruments Inc. Melville, New York, NY, USA) equipped with a digital image recording system.
3. Results and Discussion
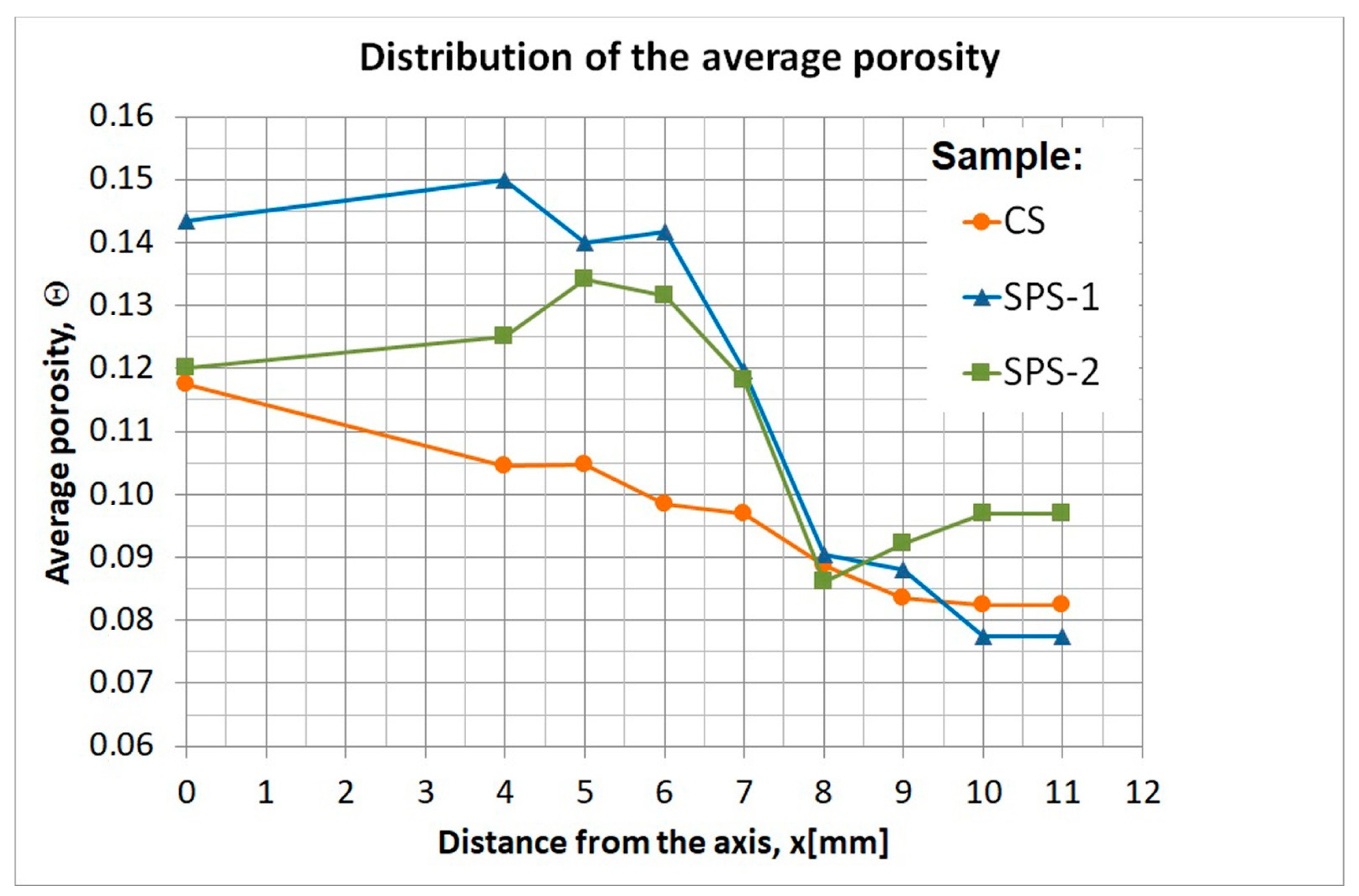
3.1. Analysis of Porosity
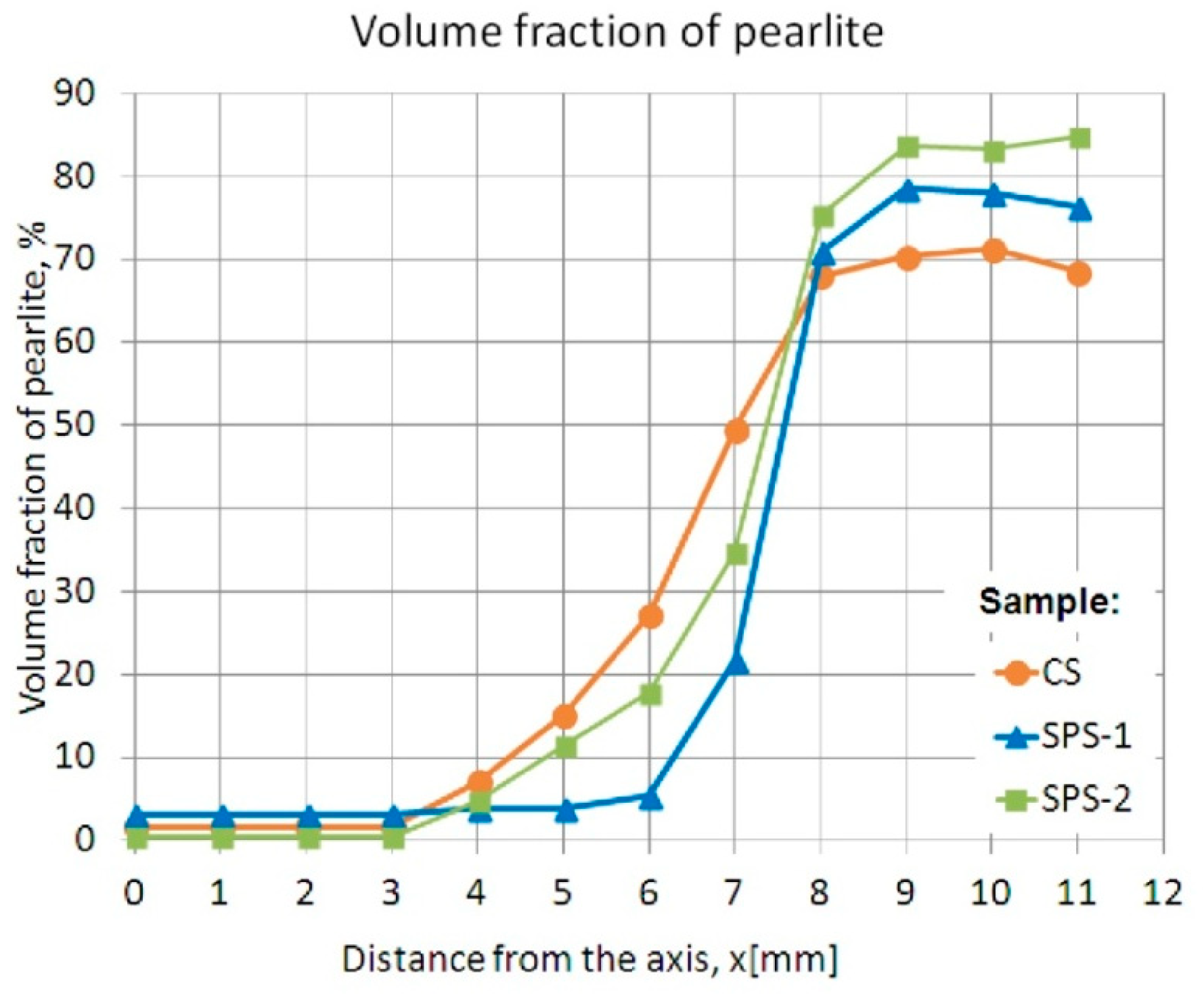
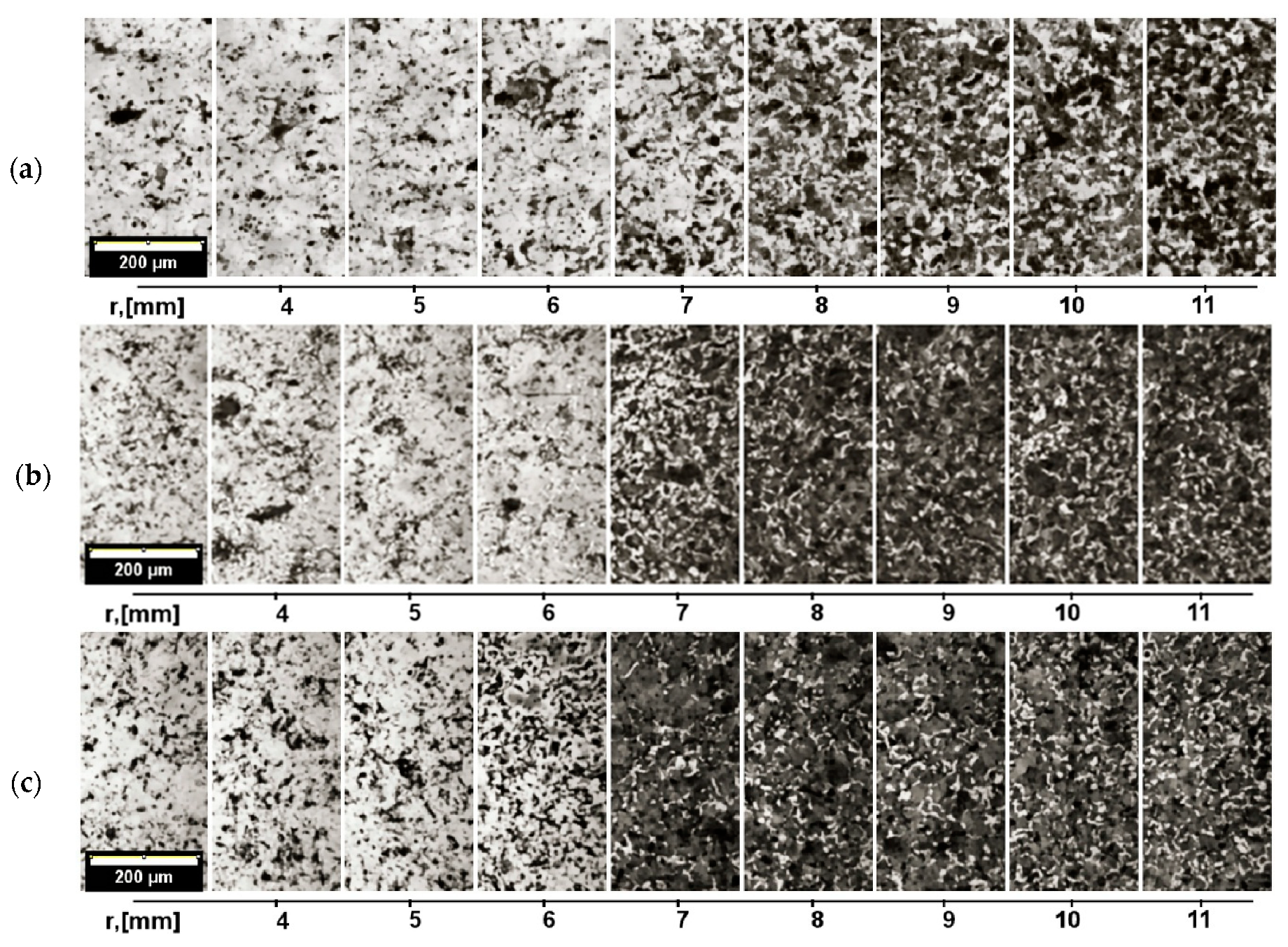
3.2. Microstructural Analysis
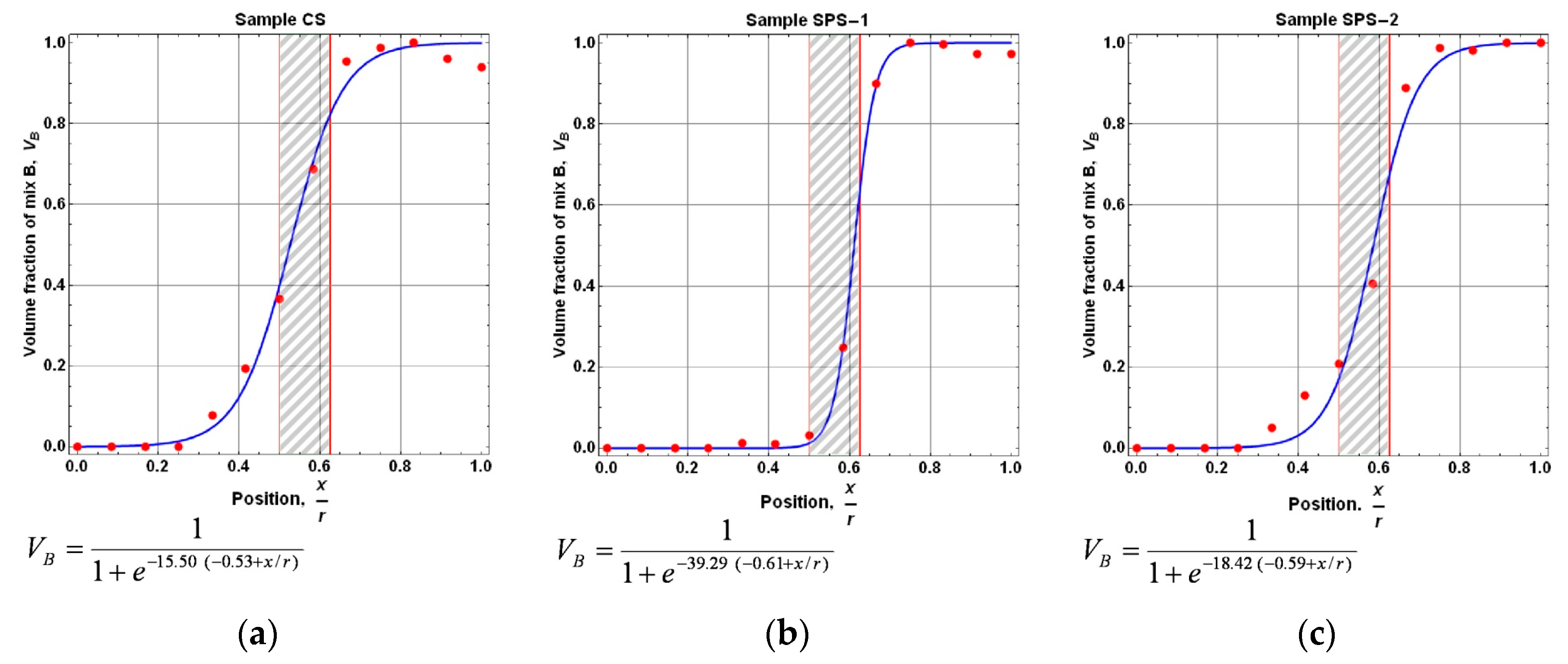
3.3. Mathematical Description of the Gradient Microstructure
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Kamdem, Y.; Bouvard, D.; Doremus, P.; Imbault, D. Production of bi-material tubular structures by powder metallurgy. Powder Metall. 2010, 53, 274–277. [Google Scholar] [CrossRef]
- Simoneti, J.; Kapelski, G.; Bouvard, D. A sedimentation process for the fabrication of solid oxide fuel cell cathodes with graded composition. J. Eur. Ceram. Soc. 2007, 27, 3113–3116. [Google Scholar] [CrossRef]
- Watanabe, Y.; Sato, H. Review Fabrication of Functionally Graded Materials under a Centrifugal Force. In Nanocomposites with Unique Properties and Applications in MedicIne and Industry; IntechOpen: London, UK, 2011; pp. 133–150. [Google Scholar]
- Gasik, M.; Zhang, B.; Van der Biest, O.V.J.; Guy, A.; Put, S. Design and fabrication of symmetric FGM plates. In Materials Science Forum; Trans Tech Publications: Aedermannsdorf, Switzerland, 2003; pp. 23–28. [Google Scholar]
- Zarebski, K.; Putyra, P. Iron powder-based graded products sintered by conventional method and by SPS. Adv. Powder Technol. 2015, 26, 401–408. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Anders, A.; Andersson, J.; Lavernia, E.J.; Mukherjee, A.K. A discussion on the absence of plasma in spark plasma sintering. Scr. Mater. 2009, 60, 835–838. [Google Scholar] [CrossRef]
- Saheb, N.; Iqbal, Z.; Khalil, A.; Hakeem, N.; Al Aqeeli, A.; Laoui, T.; Al-Qutub, A.; Kirchner, R. Spark plasma sintering of metals and metal matrix nanocomposites: A review. J. Nanomaterials 2012, 2012, 13. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Reathel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials and technology developments. Adv. Eng. Mater. 2014, 16. [Google Scholar] [CrossRef]
- Schmidt, T.; Weissgaerber, T.; Schubert, B.; Kieback, B. Spark plasma sintering of intermetallics and metal matrix composites. In Proceedings of the Euro PM2005 Congress, Prague, Czech Republic, 2–5 October 2005; EPMA: Brussels, Belgium. [Google Scholar]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system SPS. Mater. Sci. Eng. A 2000, 287, 183–188. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Kieback, B.; Neubrand, A.; Riedel, H. Processing techniques for functionally graded materials. Mater. Sci. Eng. A 2003, 362, 81–106. [Google Scholar] [CrossRef] [Green Version]
- Anselmi-Tamburini, U.; Gennari, S.; Garay, J.; Munir, Z. Fundamental investigations on the spark plasma sintering/synthesis process: II. Modeling of current and temperature distributions. Mater. Sci. Eng. A 2005, 394, 139–148. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Hennicke, J.; Vleugels, J.; Van der Biest, O. Modelling of the temperature distribution during field assisted sintering. Acta Mater. 2005, 53, 4379–4388. [Google Scholar] [CrossRef]
- Chen, W.; Anselmi-Tamburini, U.; Garay, J.; Groza, J.; Munir, Z. Fundamental investigations on the spark plasma sintering/synthesis process: I. Effect of dc pulsing on reactivity. Mater. Sci. Eng. A 2005, 394, 132–138. [Google Scholar] [CrossRef]
- Shyang-Ho, C.; Yen-Ling, C. Mechanical behavior of functionally graded material plates under transverse load—Part I: Analysis. Int. J. Solids Struct. 2006, 43, 3657–3674. [Google Scholar] [Green Version]
- Bhandari, M.; Purohit, K. Analysis of functionally graded material plate under transverse load for various boundary conditions. IOSR J. Mech. Civ. Eng. 2014, 10, 46–55. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Size of Powder Particles (μm) | Content (%) |
|---|---|
| >212 | 0 |
| 150–212 | 2.1 |
| 106–150 | 26.4 |
| 75–106 | 30.4 |
| 45–75 | 22.9 |
| <45 | 18.2 |
| Designation | Content (wt %) | Theoretical density (g/cm3) | ||||
|---|---|---|---|---|---|---|
| PNC-60 | C (Graphite) | Lubricant | ||||
| P | C | Fe | ||||
| A | 0.60 | 0.06 | Rest | 0.00 | 0.50 | 7.834 |
| B | 0.60 | 0.06 | Rest | 0.60 | 0.50 | 7.801 |
| Samples | Pressing | Sintering | ||||
|---|---|---|---|---|---|---|
| Pressure, Pc, MPa | Method | Temperature, Ts, °C | Time, ts, min | Pressure, Ps, MPa | Atmosphere | |
| CS | 700 | Conventional | 1120 | 30 | - | Hydrogen |
| SPS-1 | 700 | SPS | 1120 | 1 | 6.6 | Argon |
| SPS-2 | 700 | SPS | 1050 | 10 | 6.6 | Argon |
| Sample | Average Density after Pressing, ρc, (g/cm3) | Average Density after Sintering ρs, (g/cm3) | Apparent Porosity after Sintering, Θ |
|---|---|---|---|
| CS | 6.911 ± 0.008 | 7.047 ± 0.029 | 0.098 ± 0.004 |
| SPS-1 | 6.936 ± 0.022 | 0.112 ± 0.003 | |
| SPS-2 | 6.998 ± 0.006 | 0.104 ± 0.001 |
| Sample | Average Pore Area a, (um2) | Average Roundness fr | Average Aspect Ratio far |
|---|---|---|---|
| CS | 13.0 ± 0.5 | 0.749 ± 0.002 | 1.461 ± 0.007 |
| SPS-1 | 5.8 ± 0.2 | 0.639 ± 0.002 | 1.793 ± 0.010 |
| SPS-2 | 5.7 ± 0.2 | 0.672 ± 0.002 | 1.668 ± 0.010 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zarębski, K.; Putyra, P.; Mierzwiński, D. Porosity and Microstructure Iron-Based Graded Materials Sintered by Spark Plasma Sintering and the Conventional Method. Metals 2019, 9, 264. https://doi.org/10.3390/met9020264
Zarębski K, Putyra P, Mierzwiński D. Porosity and Microstructure Iron-Based Graded Materials Sintered by Spark Plasma Sintering and the Conventional Method. Metals. 2019; 9(2):264. https://doi.org/10.3390/met9020264
Chicago/Turabian StyleZarębski, Krzysztof, Piotr Putyra, and Dariusz Mierzwiński. 2019. "Porosity and Microstructure Iron-Based Graded Materials Sintered by Spark Plasma Sintering and the Conventional Method" Metals 9, no. 2: 264. https://doi.org/10.3390/met9020264