Thermal Simulation Study on the Solidification Structure and Segregation of a Heavy Heat-Resistant Steel Casting

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Experimental Material
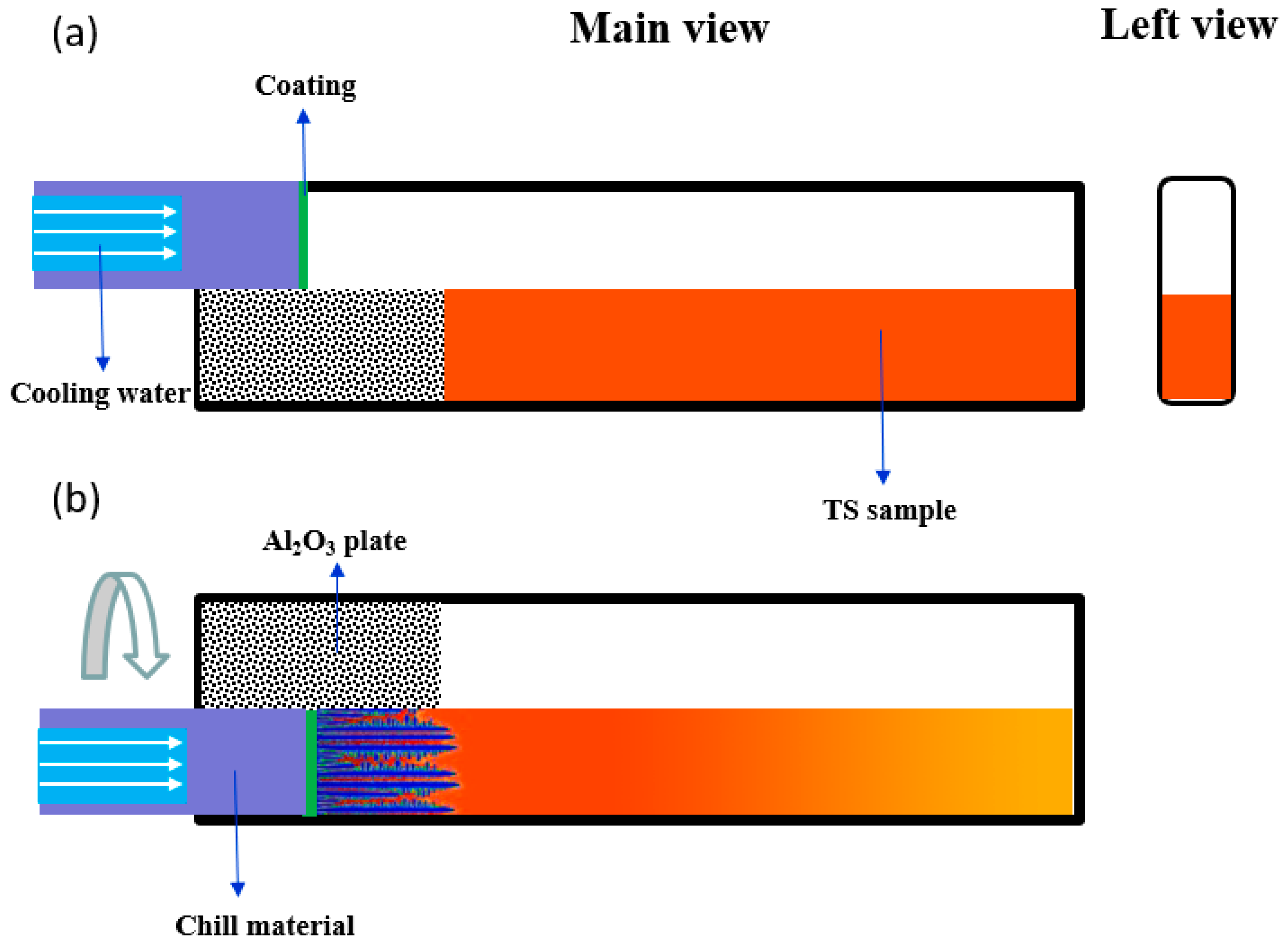
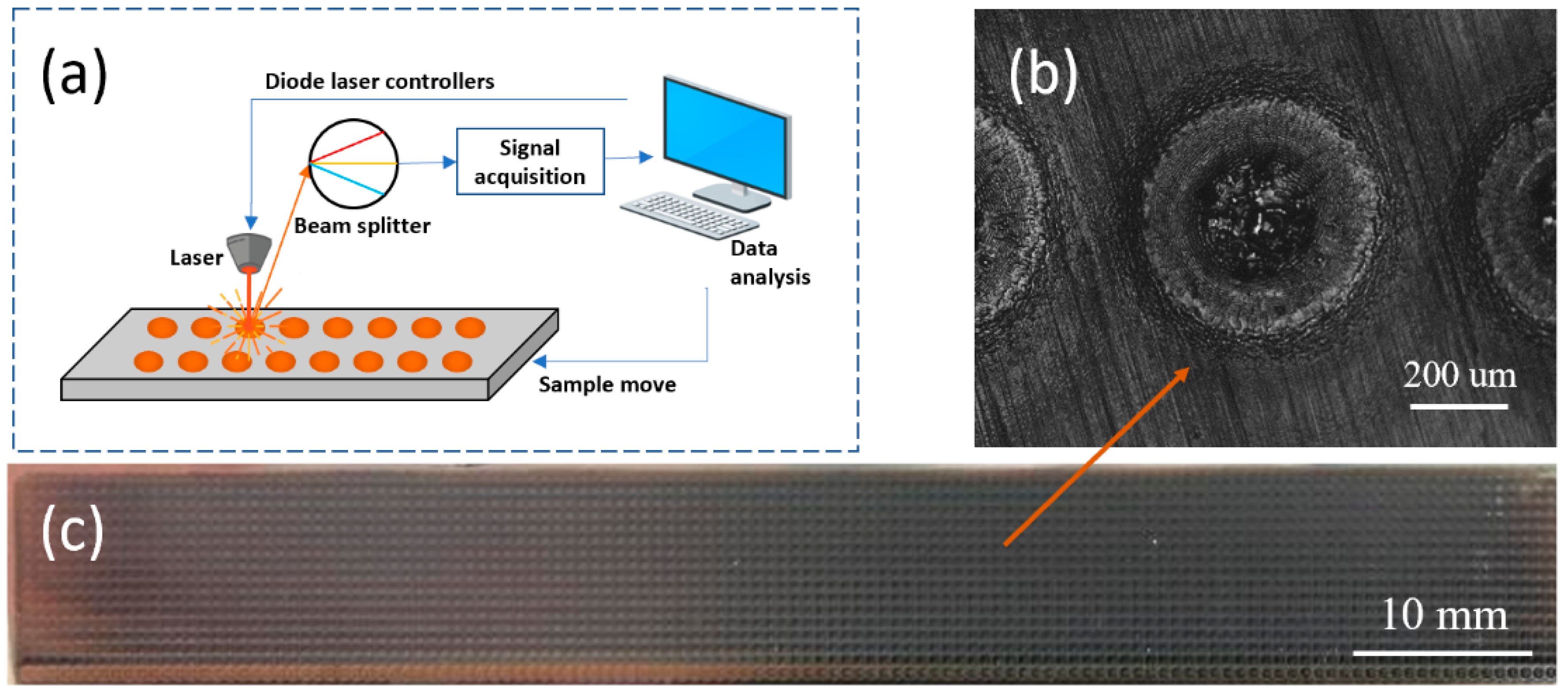
2.2. Experimental Method
3. Results and Discussion
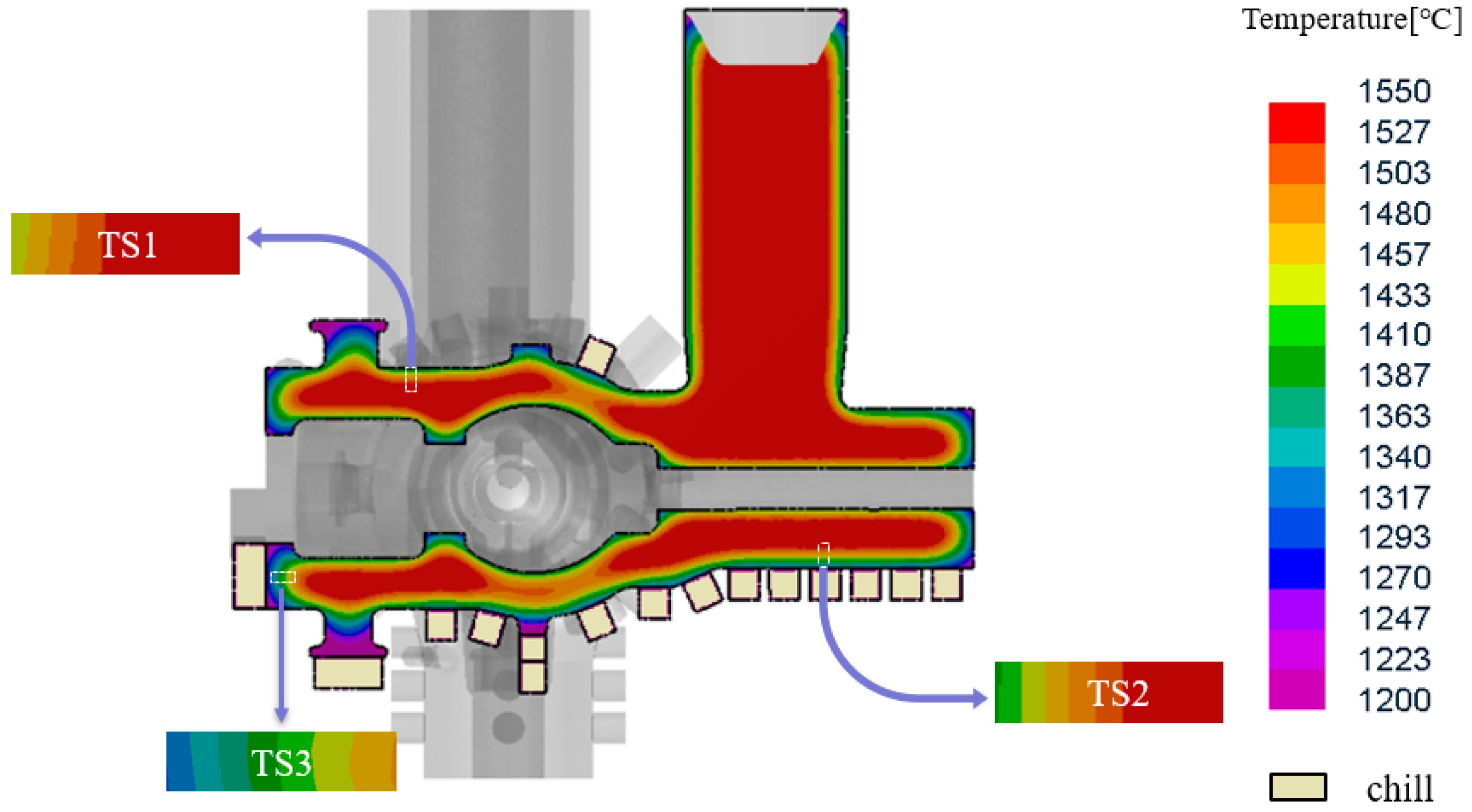
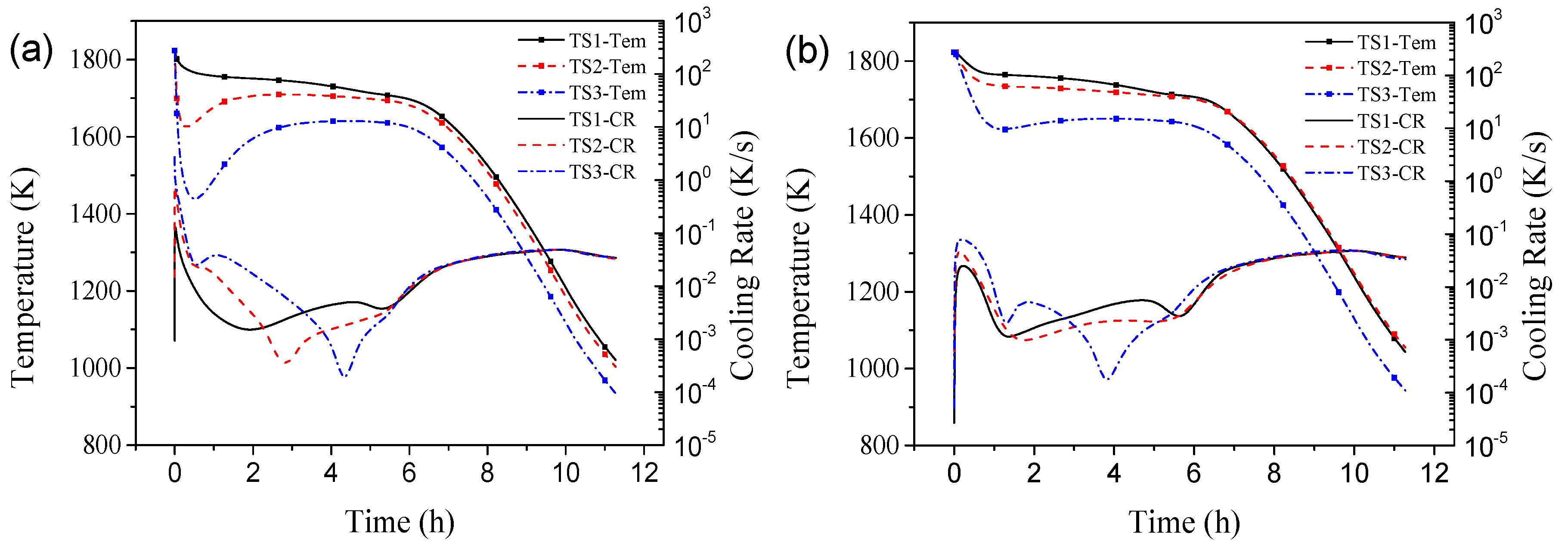
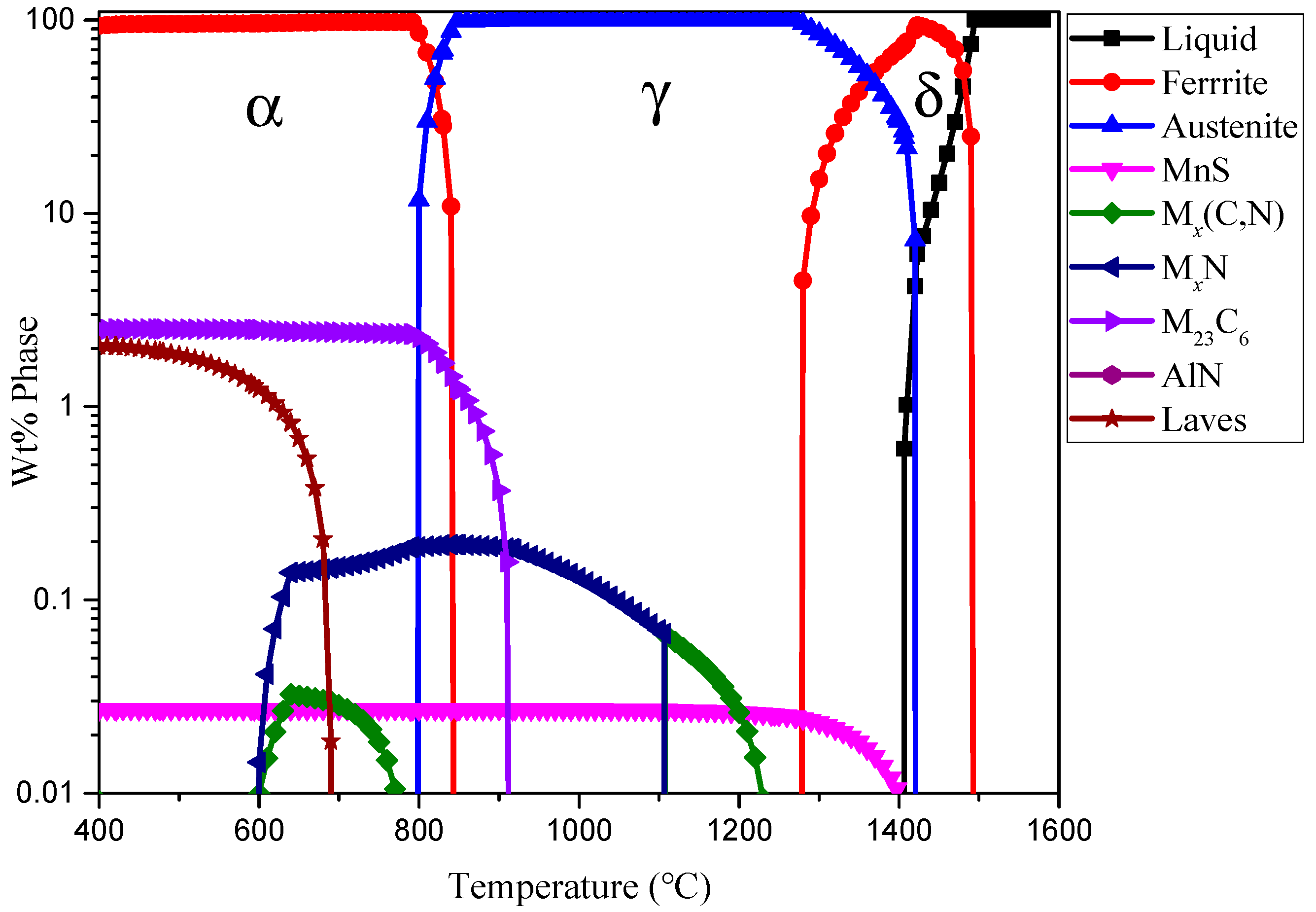
3.1. Numerical Simulation
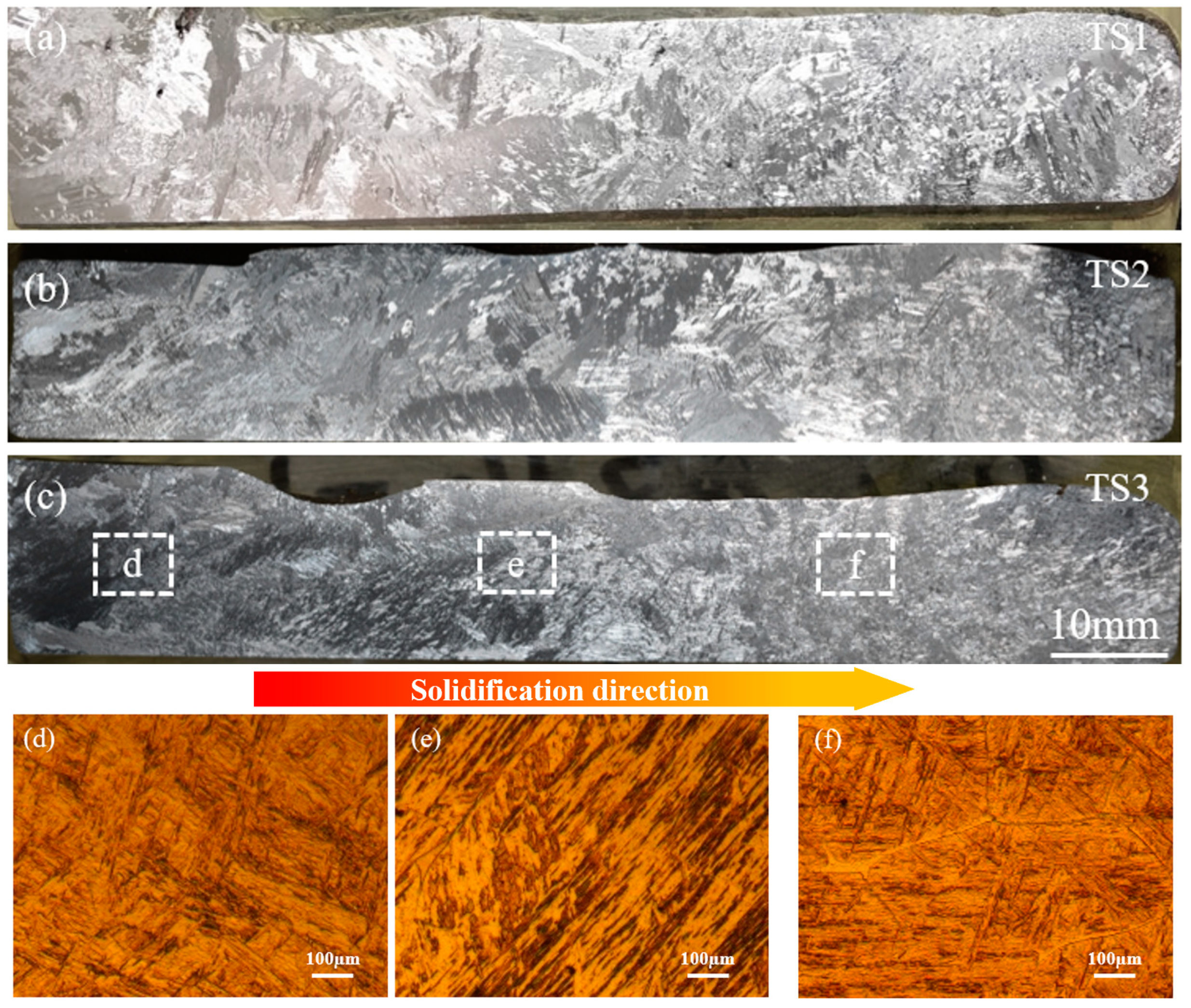
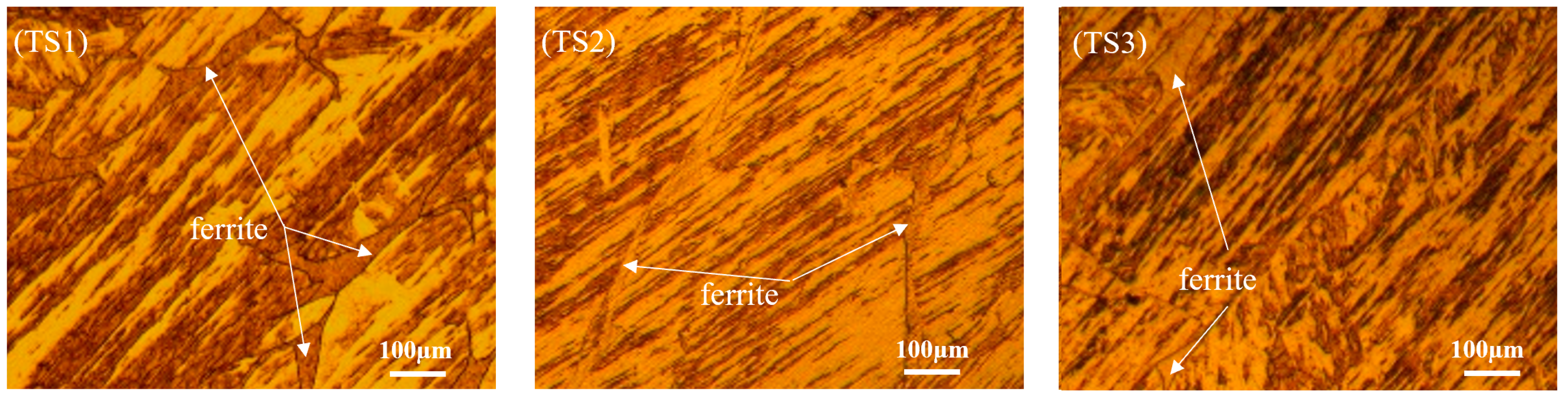
3.2. Solidification Structure
3.3. Segregation and Properties
4. Conclusions
- (1)
- The presence of chills and their size significantly influenced the cooling rate and temperature gradient of castings during solidification. In the parts near the large chills, the cooling rate could reach 2.72 K/s at the position 20 mm away from the surface. The parts near the small chills showed a low cooling rate of 0.63 K/s. The cooling rate of parts near the sand mold could only reach 0.14 K/s.
- (2)
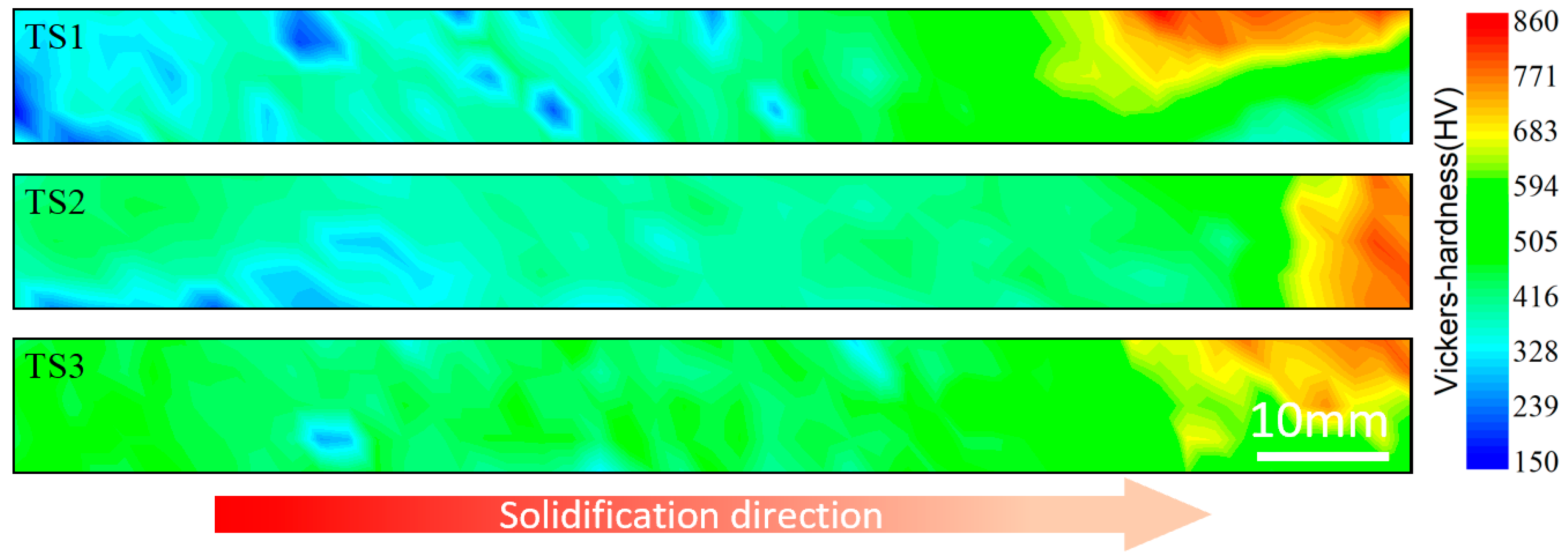
- The hardness of the CB2 heavy FHRS casting gradually increased from surface to center. The hardness at the center was close to twice that of the value at the surface. The hardness varied remarkably at different parts of the casting, due to the difference in macro-segregation, which depends highly on cooling rate. The parts near the chills had a high cooling rate, which suppressed the macro-segregation of the solutes, leading to a more homogeneous distribution of hardness.
- (3)
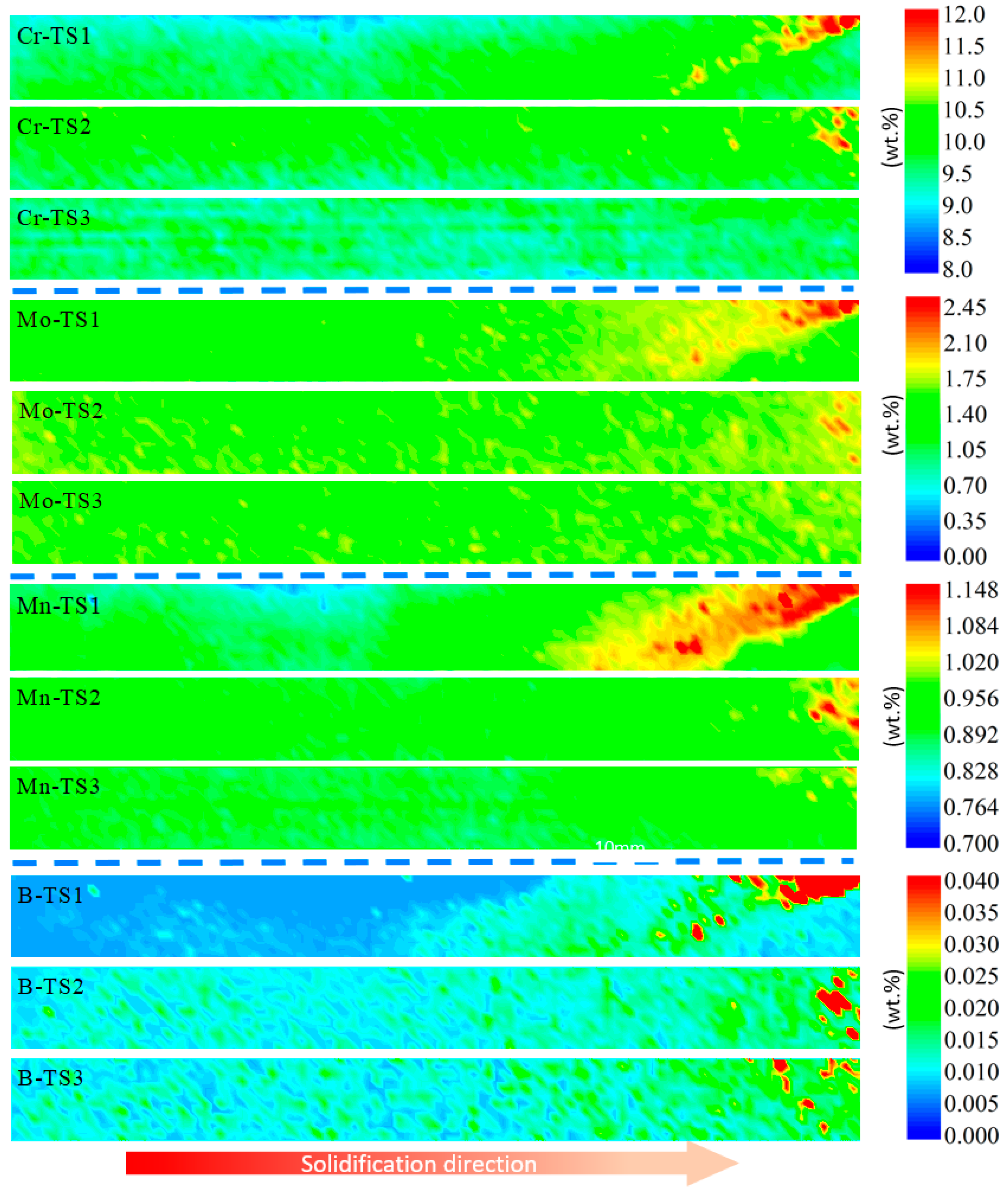
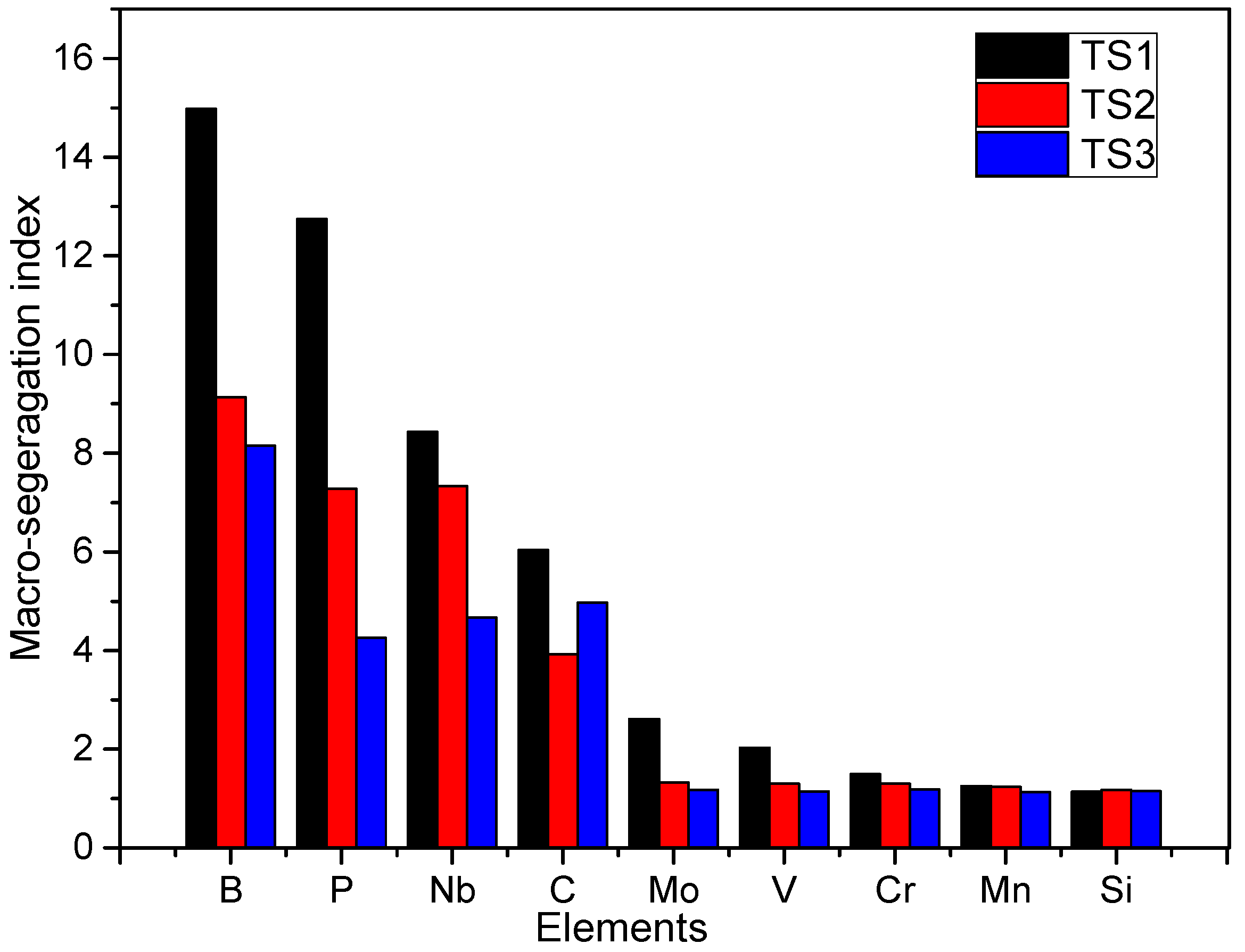
- The base of the heavy CB2 FHRS casting had a low cooling rate and small temperature gradient, which helped with solute enrichment, leading to severe macro-segregation at the solidification end. The cooling rate of positions near chills was high, resulting in the formation of fine dendrites. The dendrites intersected with each other to inhibit the migration of the enriched solutes. As a result, the composition distributions are homogeneous at these positions.
- (4)
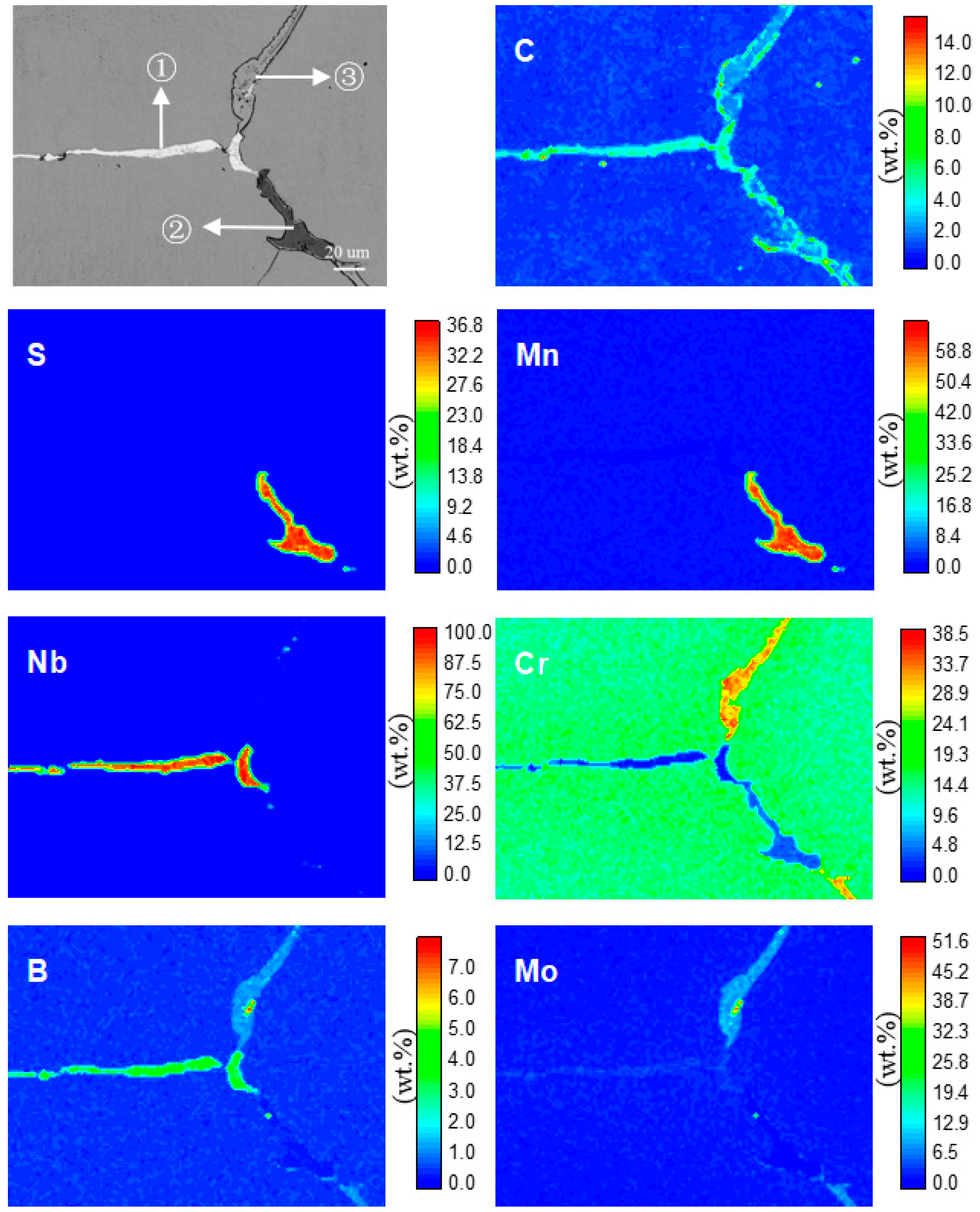
- Solute macro-segregation was severe in the center of the heavy CB2 FHRS casting. The solutes located at the grain boundaries, resulting in the formation of large MnS, NbxC precipitates. The precipitates significantly improved the hardness of FHRS, but they also served as the initiation of cracks, which undermined the toughness and tensile strength of FHRS.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| FHRS | Ferritic heat-resistant steel |
| TS | Thermal simulated |
| LIBS | Laser-induced breakdown spectroscope |
| EMPA | Electron Probe Micro-analyzer |
References
- Zhu, C.Z.; Yuan, Y.; Zhang, P.; Yang, Z.; Zhou, Y.L.; Huang, J.Y.; Yin, H.F.; Dang, Y.Y.; Zhao, X.B.; Lu, J.T.; et al. A Modified HR3C Austenitic Heat-Resistant Steel for Ultra-supercritical Power Plants Applications Beyond 650 A degrees C. Metall. Mater. Trans. A 2018, 49a, 434–438. [Google Scholar] [CrossRef]
- Xu, L.; Yuan, J.Q.; Wang, J.C. Dynamic modeling and solution algorithm of the evaporation system for the ultra-supercritical power plant. Int. J. Heat Mass Transfer 2017, 105, 589–596. [Google Scholar] [CrossRef]
- Baumgartner, S.; Pahr, H.; Zauchner, T. Investigation on a creep-tested CB2 steel cross-weld sample welded with a matching flux-cored wire. Weld World 2018, 62, 811–817. [Google Scholar] [CrossRef]
- Hu, P.; Yan, W.; Sha, W.; Wang, W.; Guo, Z.L.; Shan, Y.Y.; Yang, K. Study on Laves phase in an advanced heat-resistant steel. Front. Mater. Sci. Chin. 2009, 3, 434–441. [Google Scholar] [CrossRef]
- Eggeler, G.; Dlouhy, A. Boron segregation and creep in ultra-fine grained tempered martensite ferritic steels. Z Metallkd 2005, 96, 743–748. [Google Scholar] [CrossRef]
- Zhou, X.S.; Liu, C.X.; Yu, L.M.; Liu, Y.C.; Li, H.J. Phase Transformation Behavior and Microstructural Control of High-Cr Martensitic/Ferritic Heat-resistant Steels for Power and Nuclear Plants: A Review. J. Mater. Sci. Technol. 2015, 31, 235–242. [Google Scholar] [CrossRef]
- Li, Y.M.; Liu, Y.C.; Liu, C.X.; Li, C.; Huang, Y.; Li, H.J.; Li, W.Y. Carbide dissolution and precipitation in cold-rolled type 347H austenitic heat-resistant steel. Mater. Lett. 2017, 189, 70–73. [Google Scholar] [CrossRef]
- Ji, H.C.; Liu, J.P.; Wang, B.Y.; Tang, X.F.; Lin, J.G.; Huo, Y.M. Microstructure evolution and constitutive equations for the high-temperature deformation of 5Cr21Mn9Ni4N heat-resistant steel. J. Alloys Compd. 2017, 693, 674–687. [Google Scholar] [CrossRef]
- Kim, M.Y.; Hong, S.M.; Lee, K.H.; Jung, W.S.; Lee, Y.S.; Lee, Y.K.; Shim, J.H. Mechanism for Z-phase formation in 11CrMoVNbN martensitic heat-resistant steel. Mater. Charact. 2017, 129, 40–45. [Google Scholar] [CrossRef]
- Li, D.Z.; Chen, X.Q.; Fu, P.X.; Ma, X.P.; Liu, H.W.; Chen, Y.; Cao, Y.F.; Luan, Y.K.; Li, Y.Y. Inclusion flotation-driven channel segregation in solidifying steels. Nat. Commun. 2014, 5, 5572. [Google Scholar] [CrossRef]
- Zhu, H.C.; Jiang, Z.H.; Li, H.B.; Feng, H.; Zhang, S.C.; Liu, G.H.; Zhu, J.H.; Wang, P.B.; Zhang, B.B.; Fan, G.W.; et al. Effects of Nitrogen Segregation and Solubility on the Formation of Nitrogen Gas Pores in 21.5Cr-1.5Ni Duplex Stainless Steel. Metall. Mater. Trans. B 2017, 48, 2493–2503. [Google Scholar] [CrossRef]
- Ge, H.H.; Ren, F.L.; Li, J.; Han, X.J.; Xia, M.X.; Li, J.G. Four-Phase Dendritic Model for the Prediction of Macrosegregation, Shrinkage Cavity, and Porosity in a 55-Ton Ingot. Metall. Mater. Trans. A 2017, 48a, 1139–1150. [Google Scholar] [CrossRef]
- Liang, G.; Shi, C.; Zhou, Y.J.; Mao, D.H. Numerical Simulation and Experimental Study of an Ultrasonic Waveguide for Ultrasonic Casting of 35CrMo Steel. J. Iron. Steel Res. Int. 2016, 23, 772–777. [Google Scholar] [CrossRef]
- Koshikawa, T.; Bellet, M.; Gandin, C.A.; Yamamura, H.; Bobadilla, M. Study of Hot Tearing During Steel Solidification Through Ingot Punching Test and Its Numerical Simulation. Metall. Mater. Trans. A 2016, 47a, 4053–4067. [Google Scholar] [CrossRef]
- Delzant, P.O.; Baque, B.; Chapelle, P.; Jardy, A. On the Modeling of Thermal Radiation at the Top Surface of a Vacuum Arc Remelting Ingot. Metall. Mater. Trans. B 2018, 49, 958–968. [Google Scholar] [CrossRef]
- Zhong, H.G.; Chen, X.R.; Han, Q.Y.; Han, K.; Zhai, Q.J. A Thermal Simulation Method for Solidification Process of Steel Slab in Continuous Casting. Metall. Mater. Trans. B 2016, 47, 2963–2970. [Google Scholar] [CrossRef]
- Bai, L.; Wang, B.; Zhong, H.G.; Ni, J.; Zhai, Q.J.; Zhang, J.Y. Experimental and Numerical Simulations of the Solidification Process in Continuous Casting of Slab. Metals 2016, 6, 53. [Google Scholar] [CrossRef]
- Wolczynski, W. Nature of Segregation in the Steel Static and Brass Continuously Cast Ingots. Arch. Metall. Mater. 2018, 63, 1915–1922. [Google Scholar]
- Brody, H.D.; Flemings, M.C. Solute redistribution in dendritic solidification. Tran. Metall. Soc. AIME 1966, 236, 615–624. [Google Scholar]
- Wolczynski, W. Back-Diffusion in Crystal Growth. Eutectics. Arch. Metall. Mater. 2015, 60, 2403–2407. [Google Scholar] [CrossRef]
- Liu, J.; Jia, Y.H.; Zhang, Y.; Sun, N. Determination of the Insoluble Aluminum Content in Steel Samples by Using Laser-Induced Breakdown Spectroscopy. Plasma Sci. Technol. 2015, 17, 644–648. [Google Scholar] [CrossRef]
- Zhang, Y.; Jia, Y.H.; Yang, C.; Li, D.L.; Liu, J.; Chen, Y.Y.; Liu, Y.; Duan, Y.X. Characterization of the globular oxide inclusion ratings in steel using laser-induced breakdown spectroscopy. Front. Phys. 2016, 11, 273–279. [Google Scholar] [CrossRef]
- Yang, C.; Jia, Y.; Zhang, Y.; Li, D.; Liu, J.; Chen, J.; Chen, Y.; Liu, Y. Characterization of the Delamination Defects in Marine Steel Using Laser-Induced Breakdown Spectroscopy. Plasma Sci. Technol. 2015, 17, 671. [Google Scholar] [CrossRef]
- Shang, Z.; Shen, Y.; Ji, B.; Zhang, L. Effect of δ-ferrite evolution and high-temperature annealing on mechanical properties of 11Cr3W3Co ferritic/martensitic steel. Met. Mater. Int. 2016, 22, 171–180. [Google Scholar] [CrossRef]
- Dai, Q.X.; Cheng, X.N.; Zhao, Y.T.; Luo, X.M.; Yuan, Z.Z. Design of martensite transformation temperature by calculation for austenitic steels. Mater. Charact. 2004, 52, 349–354. [Google Scholar] [CrossRef]
- Aziz, M.J. Model for solute redistribution during rapid solidification. J. Appl. Phys. 1982, 53, 1158–1168. [Google Scholar] [CrossRef]
- DeArdo, A.J. Niobium in modern steels. Int. Mater. Rev. 2003, 48, 371–402. [Google Scholar] [CrossRef]
- Kang, S.; Jung, J.G.; Lee, Y.K. Effects of Niobium on Mechanical Twinning and Tensile Properties of a High Mn Twinning-Induced Plasticity Steel. Metall. Mater. 2012, 53, 2187–2190. [Google Scholar] [CrossRef]
- Liu, Q.D.; Liu, W.Q.; Zhao, S.J. Solute Behavior in the Initial Nucleation of V- and Nb-Containing Carbide. Metall. Mater. Trans. A 2011, 42a, 3952–3960. [Google Scholar] [CrossRef]
- Ren, X.Y.; Fu, H.G.; Xing, J.D.; Yang, Y.W.; Tang, S.L. Effect of boron concentration on microstructures and properties of Fe-B-C alloy steel. J. Mater. Res. 2017, 32, 3078–3088. [Google Scholar] [CrossRef]
- El-Kashif, E.; Asakura, K.; Shibata, K. Effects of nitrogen in 9Cr-3W-3Co ferritic heat resistant steels containing boron. ISIJ Int. 2002, 42, 1468–1476. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | Cr | Ni | Mo |
| 0.13 | 0.23 | 0.94 | <0.01 | 9.76 | 0.15 | 1.5 |
| Nb | V | Al | N | Co | B | - |
| 0.059 | 0.2 | <0.01 | 0.026 | 0.96 | 0.01 | - |
| Position | wt.% | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C | S | Mn | Nb | Mo | V | N | Ti | Ca | Si | Cr | B | |
| ① | 1.66 | 13.70 | - | - | 72.48 | 2.25 | 1.39 | 2.11 | 1.77 | 0.11 | - | - | 4.52 |
| ② | 1.15 | 7.89 | 32.10 | 58.16 | - | - | - | 0.71 | - | - | - | - | - |
| ③ | 55.90 | 4.38 | - | 1.04 | - | 8.95 | 1.32 | 0.59 | - | 0.36 | 0.53 | 27.82 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zhong, H.; Li, X.; Wang, X.; Wu, T.; Liu, Q.; Zhai, Q. Thermal Simulation Study on the Solidification Structure and Segregation of a Heavy Heat-Resistant Steel Casting. Metals 2019, 9, 249. https://doi.org/10.3390/met9020249
Wang B, Zhong H, Li X, Wang X, Wu T, Liu Q, Zhai Q. Thermal Simulation Study on the Solidification Structure and Segregation of a Heavy Heat-Resistant Steel Casting. Metals. 2019; 9(2):249. https://doi.org/10.3390/met9020249
Chicago/Turabian StyleWang, Biao, Honggang Zhong, Xihao Li, Xiebin Wang, Tieming Wu, Qingmei Liu, and Qijie Zhai. 2019. "Thermal Simulation Study on the Solidification Structure and Segregation of a Heavy Heat-Resistant Steel Casting" Metals 9, no. 2: 249. https://doi.org/10.3390/met9020249