3.1. Microstructure
In the conventional cast Al–Si hypoeutectic alloy [
14], since the solidification process is non-directional solidification, the primary alpha-Al dendrites do not have the characteristics of directional growth, and there is no fixed dendrite spacing, however, the dendrite size is an order of magnitude larger than the SLM formation. SLM is a process of rapid melting and solidification, and the solidification rate of its molten pool is fast (up to 10
6–10
8 °C/s), and the alloy obtained has ultra-fine grain size, thus presenting a series of different microstructure and structure characteristics from conventional alloy.
Figure 5b shows the morphology of the microstructure of one scan. The layers of the weld line are overlapped and the shape is clearly visible. The red dotted line in the figure is the boundary of the molten pool where the dendrites are thicker than the inside of the molten pool and grow in a cell shape with an average primary dendrite spacing λ
1 of 1.5 µm; the internal dendrites are relatively small and grow in dendrites, with an average primary dendrite spacing λ
1 of less than 1 µm. The dendrites have a typical epitaxial growth characteristic, that is, the branches grow to the top along the bottom of the molten pool, although there are sub-structures in which the dendrite growth directions are inconsistent at local locations in the same molten pool.
Figure 5c is a microscopic diagram of the two scans where the red dotted line is the boundary of the molten pool, which becomes larger.
Figure 5d shows the microstructure of four scans from which it can be seen that the boundary of the molten pool becomes linear and blurred.
According to the solidification principle of Al–Si binary phase diagram, the alloy first undergoes precipitation of the primary alpha Al phase during solidification, that is, L→L+α, then the temperature reaches the eutectic point (577 °C) and the eutectic reaction L→α+Si occurs. According to the solidification process of AlSi10Mg, the dendrites (cell crystals, dendrites) described above are primary alpha Al, that is, the bright regions in
Figure 5, when the temperature reaches the eutectic point, Al– precipitates between the dendrites. Si eutectic structure, which is the dark region of
Figure 5, but the orientation of the dendrite growth direction determines the precipitation morphology of the Al–Si eutectic structure, resulting in anisotropy of the microstructure of the alloy in different directions.
Figure 6 shows the top surface microstructure of the SLM-formed AlSi10Mg alloy. In
Figure 6a–c, the formation of the melting trajectory can be seen. The upper and lower layers observe the bidirectional laser scanning trajectory, and the upper strip or cylindrical fine blister structure is solidified. The reason for the melting trajectory is that since the raw material for SLM forming is a spherical powder, the spherical powder generates a liquid phase and spreads out in the process of absorbing laser energy and melting. It can be seen from the melting trajectory of the lower layer that the laser spot is formed into a line, and the tightly melted plane between the line and the line is relatively flat, indicating that the process parameters of the SLM process are accurate and no large holes nor looseness are observed, which also indicates that the powder has good fluid flow performance. The porosity between the powders is low and the density is higher after the laser is melted and formed. It can be seen from
Figure 6d–f that a coarse crystal region is formed at the boundary of the molten pool region, mainly coarse cell crystal. The reason for this formation is mainly due to the re-melting of the solidified alloy by the laser scanning line, so that the solidified alloy re-crystallises, and the crystal grains grow again and form a coarse crystal region. A fine-grained zone is formed in the centre of the molten pool zone, mainly composed of finely dispersed cell crystals. The reason for the formation is mainly due to the temperature gradient in the centre of the molten pool area, which is the smallest, the solute distribution is relatively uniform, and the supercooling degree is formed at the front edge of the interface, which generates a large number of crystal nuclei, and the rapid solidification inhibits the growth of the crystal grains, thereby forming a fine grain area [
3,
15]. The other side of the coarse grain zone is the heat affected zone, mainly coarse particles. Combined with the XRD analysis (
Figure 7), the particles can be judged to be coarse eutectic Si. The reason for the formation is mainly because the position of the solidified region close to the coarse crystal region is affected by the heat transfer of the laser scanning line, and the chaos of the eutectic Si is increased to form a self-shaped crystal. In the fine-grained zone inside the molten pool, the Al–Si eutectic structure precipitates between the alpha Al dendrites, and its morphology is a fine network structure with a width of <1 µm. The primary alpha Al phase is Al–Si eutectic. Surrounding this is the coarse-grained zone is located at the boundary of the molten pool. Since the primary α-Al grows here in the form of cell crystals, the morphology of the Al–Si eutectic structure is a nearly circular network with a width between 1 and 3 µm. It can be seen that the Al–Si eutectic structure at the boundary of the molten pool is clearly roughened when compared with the inside of the molten pool. The heat affected zone (HAZ) is located outside the molten pool, and the laser is formed by the secondary heating of the laser during the scanning process of the previous layer. The cycle causes the Al–Si eutectic structure to be decomposed, the network Al–Si eutectic structure is gradually interrupted, and the morphology is close to the spherical particles [
16].
It can be seen from the
Figure 6d–f that as the number of laser scans increases, the grain structure becomes larger. This is because as the number of scans increases, the temperature of the molten pool rises, causing the cooling rate to slow down, thereby causing the grains to grow. As the number of scans increases, the solidified layer of the alloy re-crystallises and the grain grows. Thijs et al. [
3] studied the effects of different scanning strategies on AlSi10Mg parts. The results illustrate that the high-energy gradient in the SLM process leads to submicron cells. The coagulation mode is active, and the preferential growth direction of the cells proceeds along the (100) crystal direction, towards the centre line of the molten pool. The face centred cubic aluminium cells are decorated by a diamond-like silicon phase. Therefore, we can infer that the fine crystals are formed in the molten pool, and begin to thicken near the centre until the boundary of the heat affected zone is reached. The laser is scanned multiple times to obtain re-crystallisation and a fine structure of the upper coarse structure.
The laser focused spot that affects the width of the melt is generally related to the design of the laser used by the device. The heat affected zone of the energy is mainly affected by the laser power and the scanning speed. When the scanning speed is constant, the larger the laser power and the larger the energy heat affected zone. When the two lasers illuminate the overlap area, the laser energy input increases and the heat affected zone increases. Compared to the energy density of the second and four scans, it can be established that the heat affected zone increases and the corresponding melt width increases.
XRD patterns (
Figure 7) show that the phase composition of α-Al and Si are found in both AlSi10Mg powders and AlSi10Mg samples (i.e., the microstructure was mainly composed of an Al/Si phase). It can be seen from the spectrum in the XRD that the peak of Al in the sample forming the SLM and the peak corresponding to the powder slightly moved to the right and moved to a higher angle. According to the basic principle of X-ray diffraction, there is a certain relationship between the diffraction angle (
θ) corresponding to the diffraction peak and the interplanar spacing (
d), which can be expressed by the Bragg relation:
The XRD test used in the experiment uses a CuKa target, so the wavelength (λ) is 0.15406 nm. In addition, α-Al is a face-centred cubic structure, and the lattice constant at room temperature is 0.40495 mm. The interplanar spacing and lattice constant have the following equation:
From Equation (1), it is understood that the diffraction angle 2θ becomes large, the sine value becomes large and the interplanar spacing D becomes small. From Equation (2), it is understood that the lattice constant (a) becomes small and it is understood that α-Al undergoes lattice distortion. During the forming process of AlSi10Mg, the process itself is carried out by laser beam scanning with a fast scanning speed. Therefore, the melting of the synthetic metal and the process of cooling and solidification are also fast, and the Si grains in the alloy are too late to precipitate and grow the alloy. It has been solidified and formed in a solid solution of Si in the matrix of Al to form a supersaturated solid solution. The α-Al matrix exists in the form of a replacement solid solution as the radius of the Al atom is 0.143 nm, which is a solvent atom, and the atomic radius of Si is 0.117 nm, which is a solute atom. Therefore, in the Al matrix, Si atoms in the crystal lattice occupy a large number of positions of Al atoms. Lattice distortion is generated, and the lattice constant of the Al matrix becomes small. The derivative peak corresponding to the Al matrix shifts to the right, which matches the results displayed in the figure.
No Mg
2Si was found in the XRD pattern, which is consistent with previous studies on the AlSi10Mg alloy manufactured by SLM [
17,
18]. However, there are also some studies of Mg
2Si for XRD detection [
19,
20]. This may be because the amount of Mg in AlSi10Mg is too small, which is lower than the detection ranges of the machine. As the number of laser scans increases, the rate of solidification also increases. As a result, a Si-formed solid solution is found in the Al matrix, and failed to precipitate in the form of primary silicon and eutectic silicon. This results in a decrease in the peak of Si and an increase in the peak of α-Al. The preferred orientation shown is the (200) plane. This texture is usually produced by preferential solidification in the (100) cube texture along the building direction [
3,
21]. This is related to the microstructure and texture characteristics of AlSi10Mg produced by the SLM process.
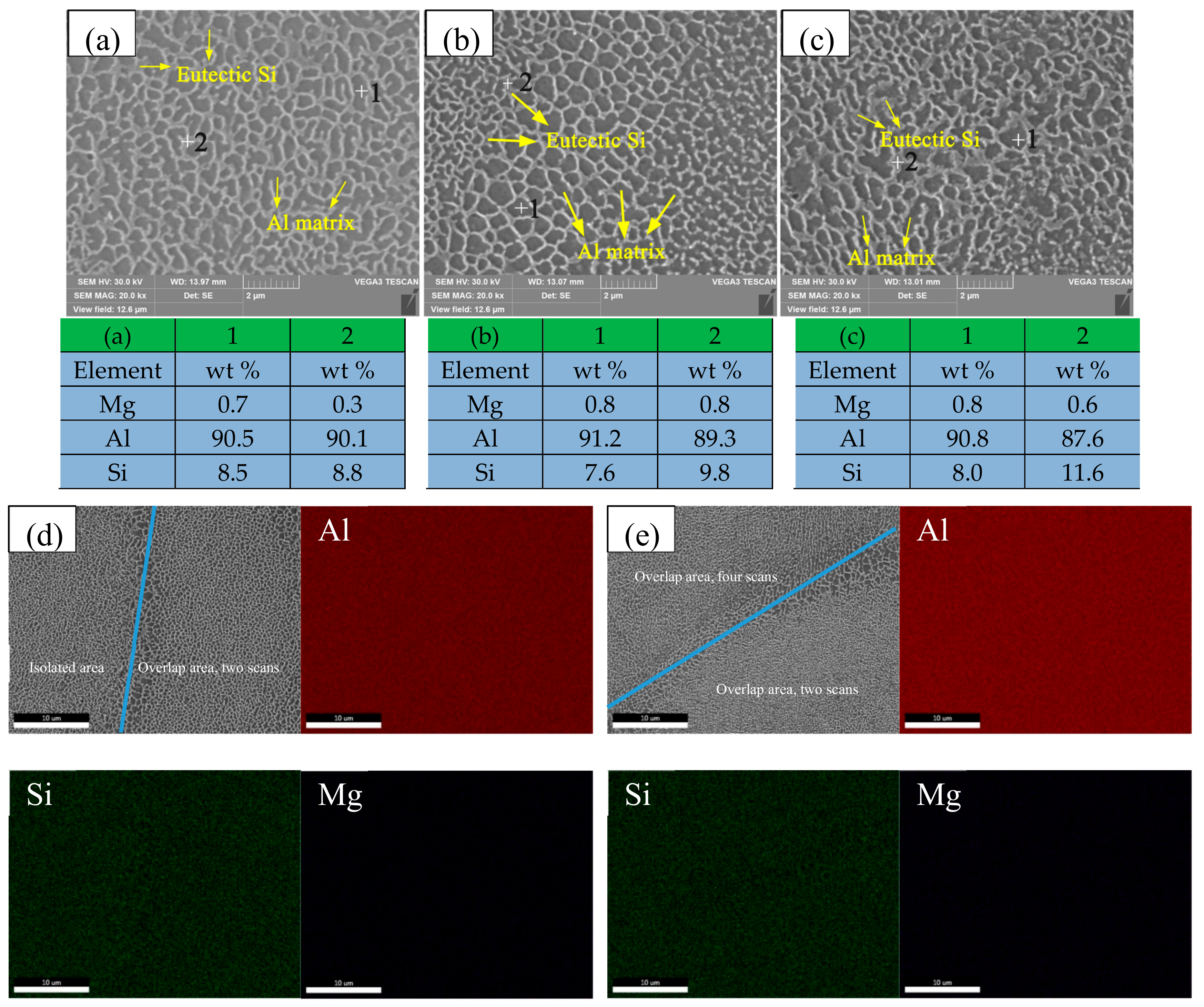
Figure 8 shows the SEM image of the cross section of the SLMed AlSi10Mg samples. The grey island-like regions are columnar dendritic α-Al matrixes, and the white mesh-like regions are eutectic precipitated Si phases. The Si phase is uniformly distributed in a network on the α-Al matrix. The factors leading to the appearance of this micro-morphology are mainly due to the rapid formation of liquid molten pools during SLM forming. The presence of convection causes the liquid phase in the molten pool to reach liquid phase equilibrium and each element is evenly distributed, and the Si element is evenly distributed in the Al matrix. During rapid cooling, the process of element segregation is suppressed, and grain growth is limited. Si will rapidly nucleate and grow in the Al matrix during rapid cooling. There are many Si atoms in the Al matrix and the distribution is uniform, so a small range of aggregation occurs to a certain extent. It can be seen from
Figure 8a–c that there is no significant change in the element content of the samples in one scan, two scan, and four scan. It can be seen from
Figure 8 that the Al, Si and Mg elements in the sample are uniformly distributed, and there is no macro-segregation. As can be seen from
Figure 8d,e, the size of the lap area is relatively large, which is because the lap area has undergone two and four times of laser scanning, which is equivalent to remelting. There is thermal accumulation, and the grain has the opportunity to grow further. The distribution of Mg element is relatively uniform and there is no trend of enrichment.
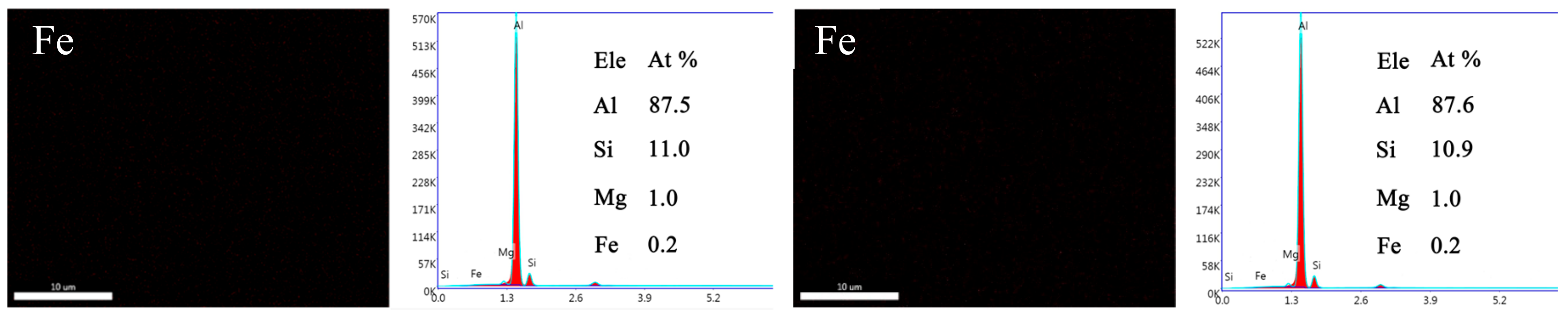
Figure 8d,e shows a field of view randomly selected by a scanning electron microscope and the area is scanned face-to-face, and the distribution of the Mg element of the Si element of the Al element of Fe element is listed. As can be seen from the distribution of the elements in the figure, in the selective laser melting of AlSi10Mg alloy, due to its extremely fast cooling rate, it can reach 10
3 K/s, and the element distribution is uniform at this cooling rate.
The solidification rate R and the thermal gradient G are the two most important coagulation scalars. The G/R ratio determines the solidification morphology, with higher G/R leading to cellular structure associated with most SLM processes. In the SLM process, the solidification mode and characteristic fineness depend on the thermal gradient G and the solidification rate R. The G/R ratio determines the fineness of the structure and is calculated by the following equation [
22]:
where Cst is the criterion of columnar to equiaxed transition. In addition, the G/R product, which represents the cooling rate, determines the size of the microstructure where the higher the G/R value the finer the structure. The ratio of G/R represents the cooling rate of the alloy. The higher the G/R value, the finer the structure. The bath boundary is maintained at a higher temperature for a longer period of time, so the cooling rate from the melt pool core to the edge is reduced. Different grain structures can be obtained by changing the process parameters to control the G and R values, where a higher G R ratio limits columnar growth [
23]. The columnar grains originate from epitaxial grains grown in the direction of heat flux (generating direction) and can also be observed in the microstructure of directional solidification.
Figure 9 illustrates that the microstructure of the vertical section is an elongated columnar dendrite, which is different from the cross section. The overlap area of the two laser scans has a small G/R value, resulting in a large tissue structure. Similarly, the overlapping area of the scanning of the four lasers has a larger columnar dendrite structure. The relationship between dendrite spacing and cooling velocity can be expressed as [
21,
24]:
where B is the proportionality constant. The results show that with the decrease of cooling rate Rc, the spacing between the twin crystal rods increases. It can be seen from
Figure 9 that the microstructure in the overlap area has sufficient time for grain growth, therefore, the dendrite spacing increases. This also implies that the amount of Si rejected from the supersaturated Al increases.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}