Grain Refinement of AZ91 Magnesium Alloy Induced by Al-V-B Master Alloy

 ,
,
Abstract
:1. Introduction
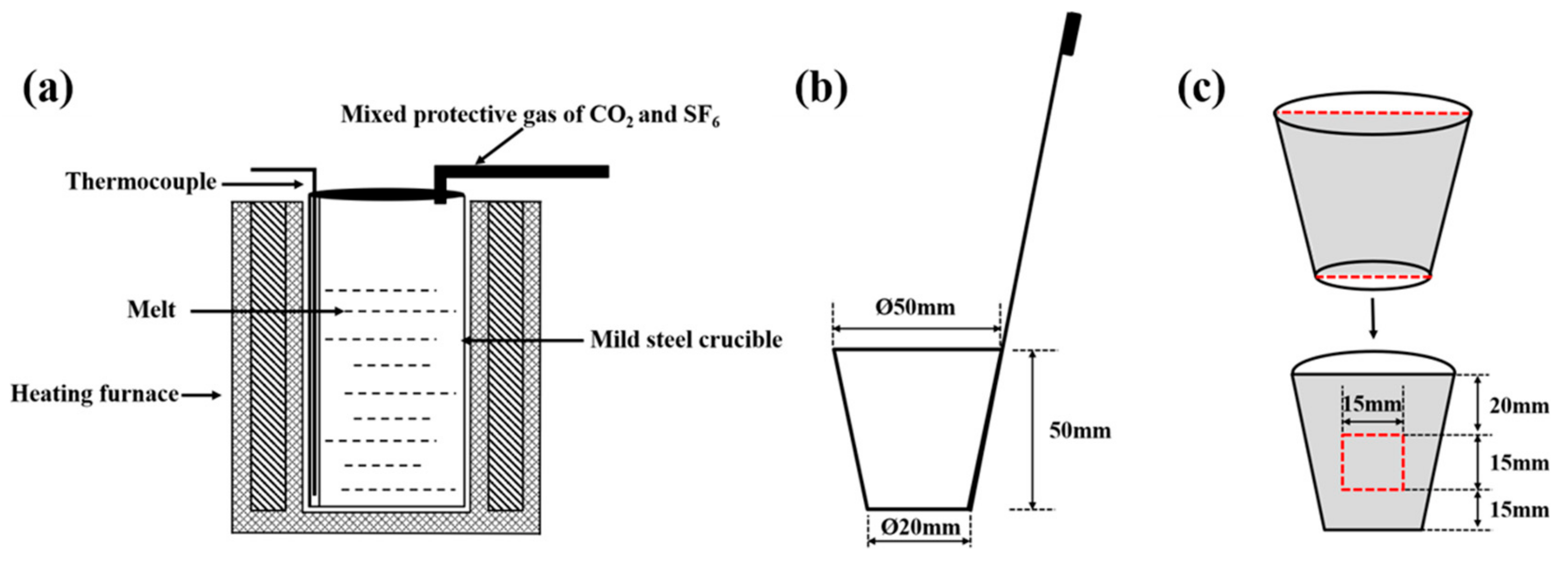
2. Experimental Method
3. Results
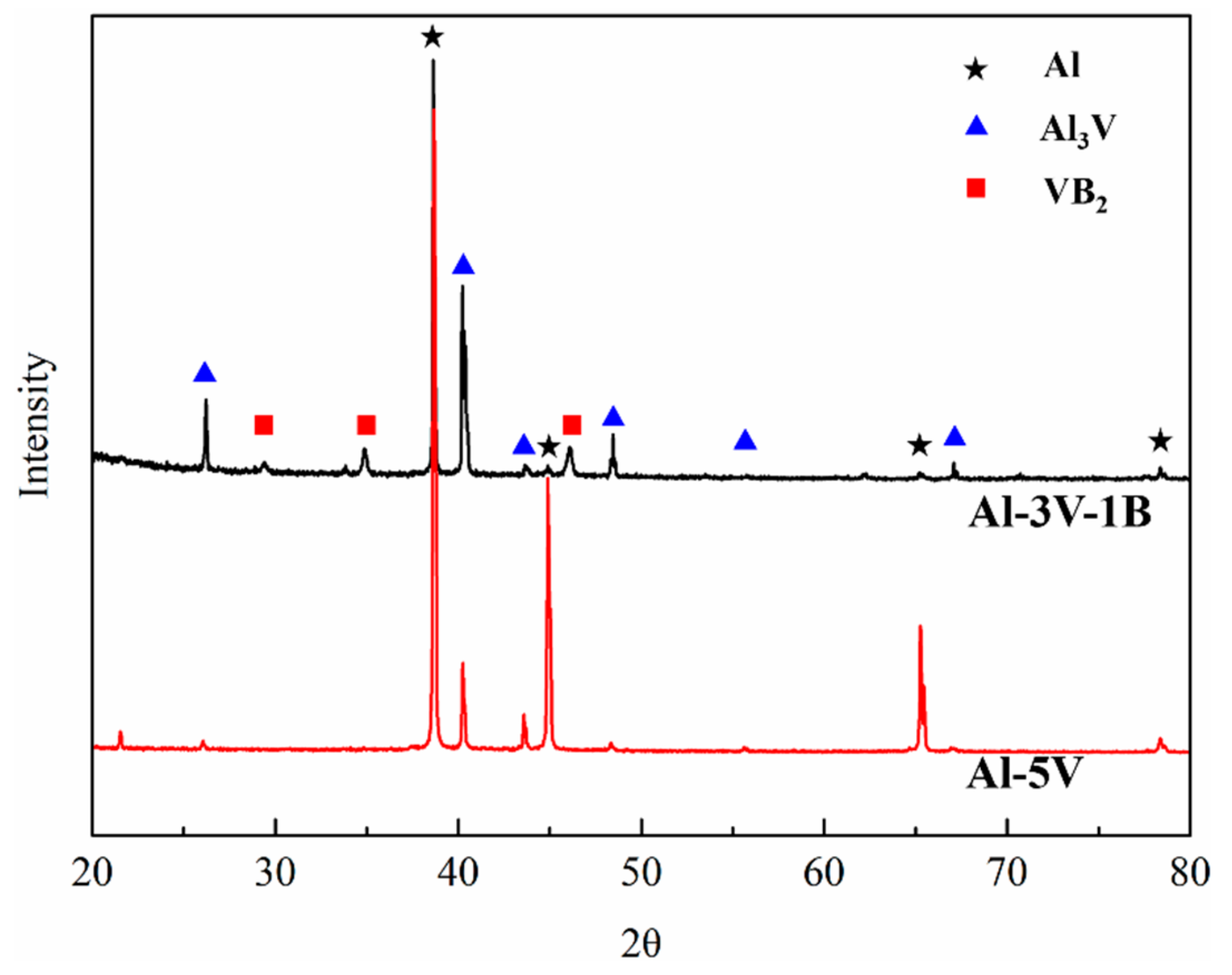
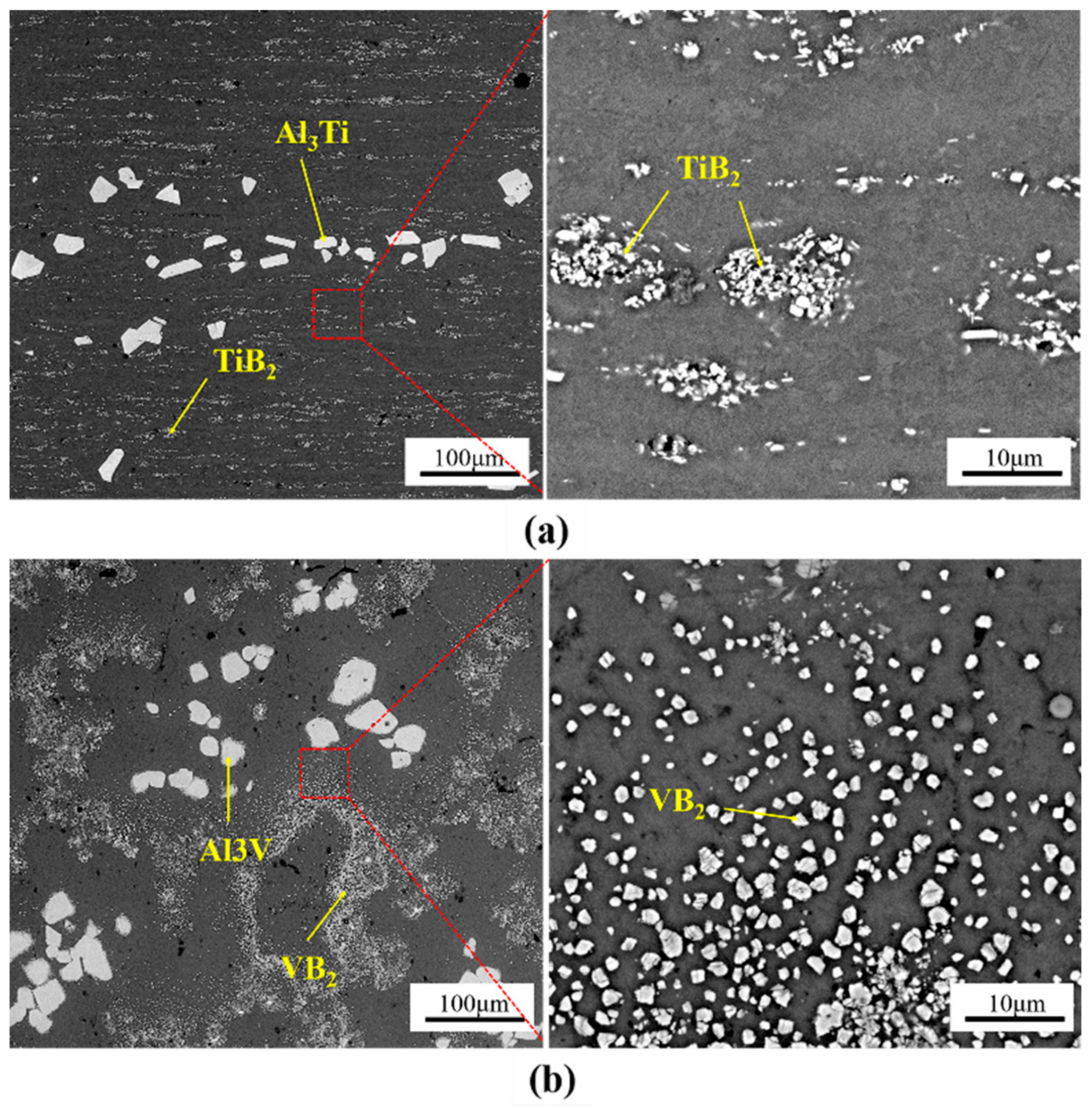
3.1. Characteristics of Al-3.4V-1B and Al-5V Master Alloys
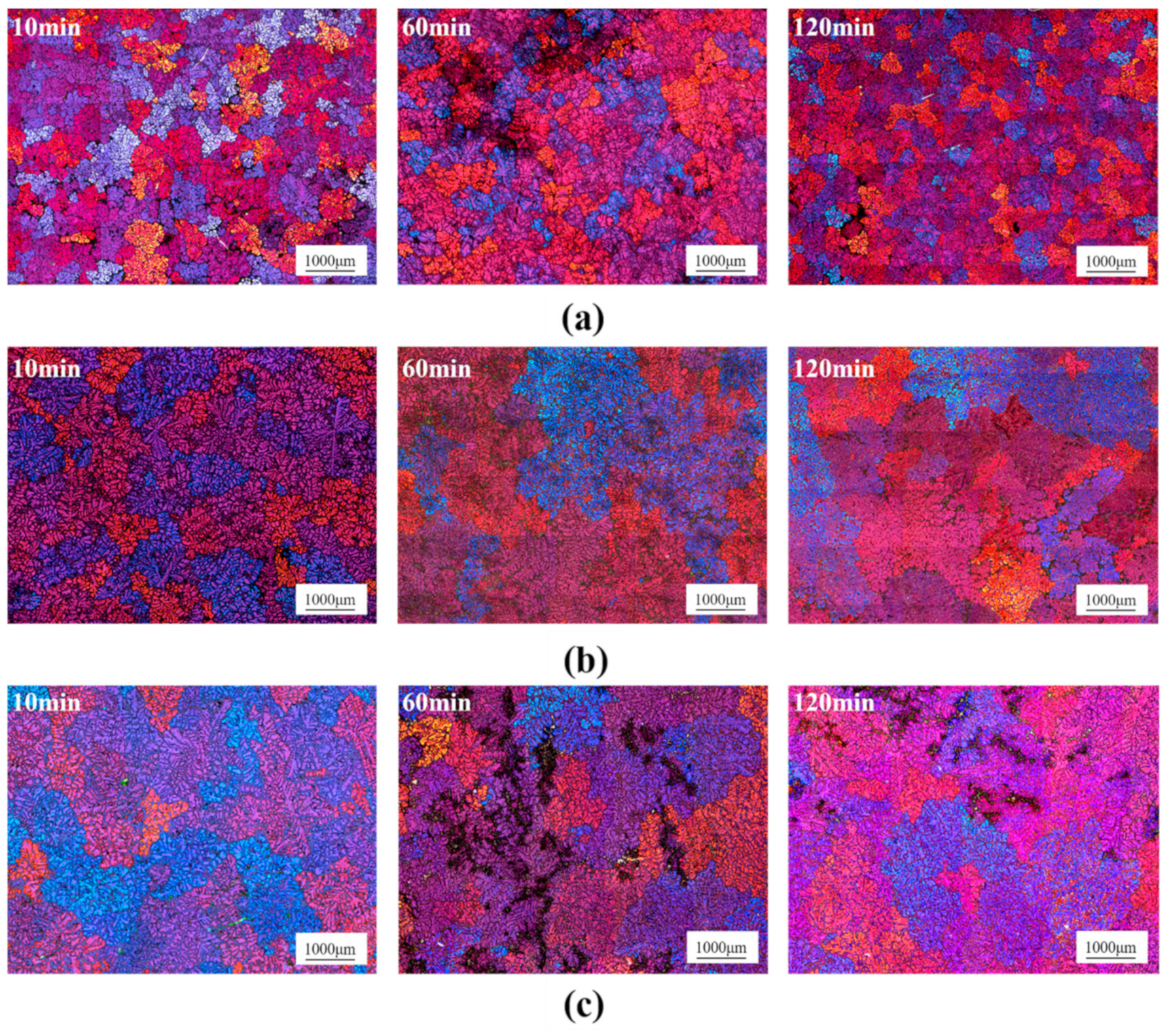
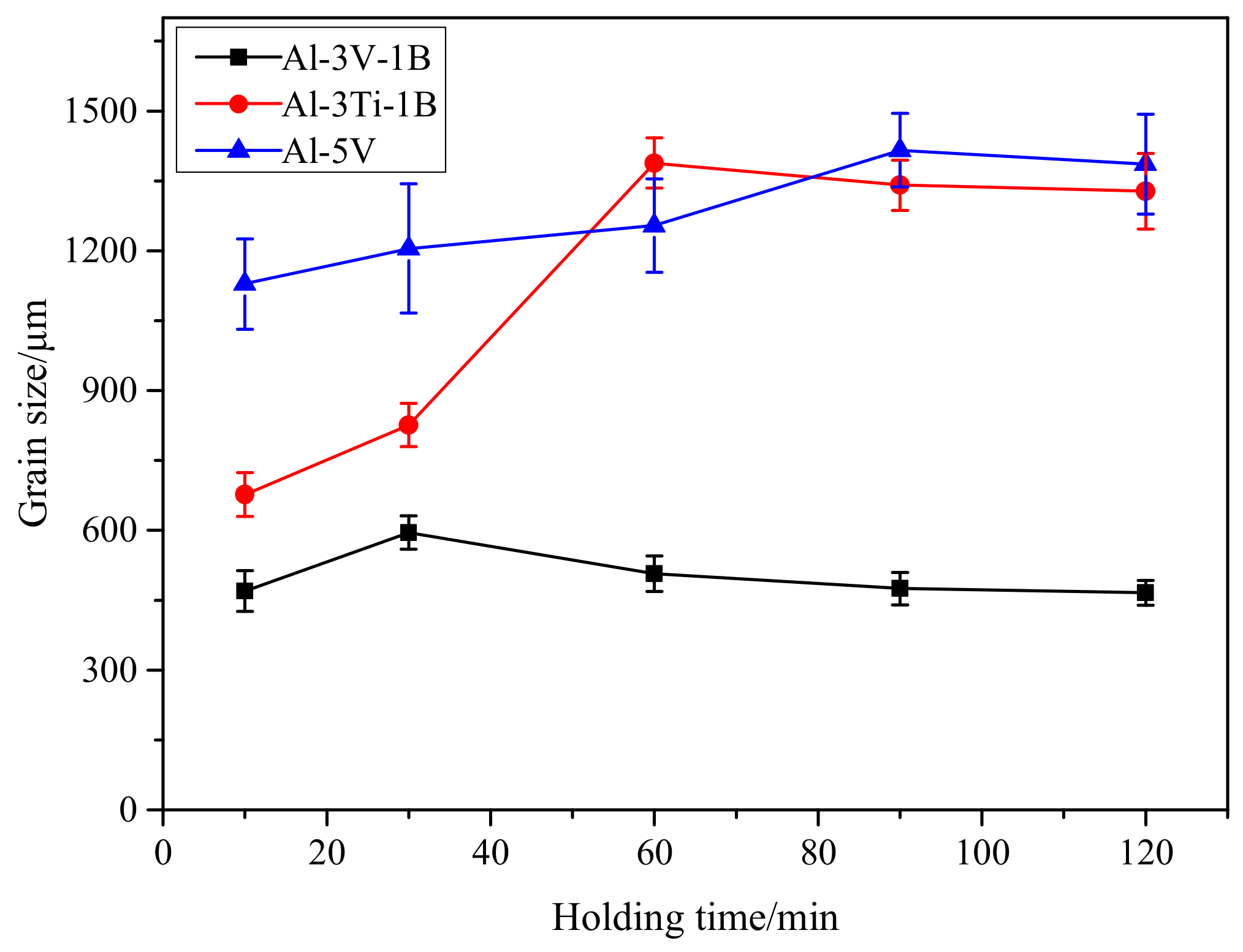
3.2. Grain Refining Performance of the Al-3.4V-1B Master Alloy
4. Discussion
5. Conclusions
- (1)
- Significant grain refinement was achieved in the AZ91 alloy inoculated by Al-3.4V-1B master alloy. The grain size is decreased from 1156 μm (±114 μm) to 466 μm (±27 μm) with 0.6 wt.% addition of Al-3.4V-1B refiner. This represent a decrease of 60% in grain size.
- (2)
- Al-3.4V-1B master alloy has a potential to be a fading resistance grain refiner for AZ91 alloy. This may be due to the more homogenized distribution of VB2 particles in matrix and slower sedimentation rate in AZ91 melt.
- (3)
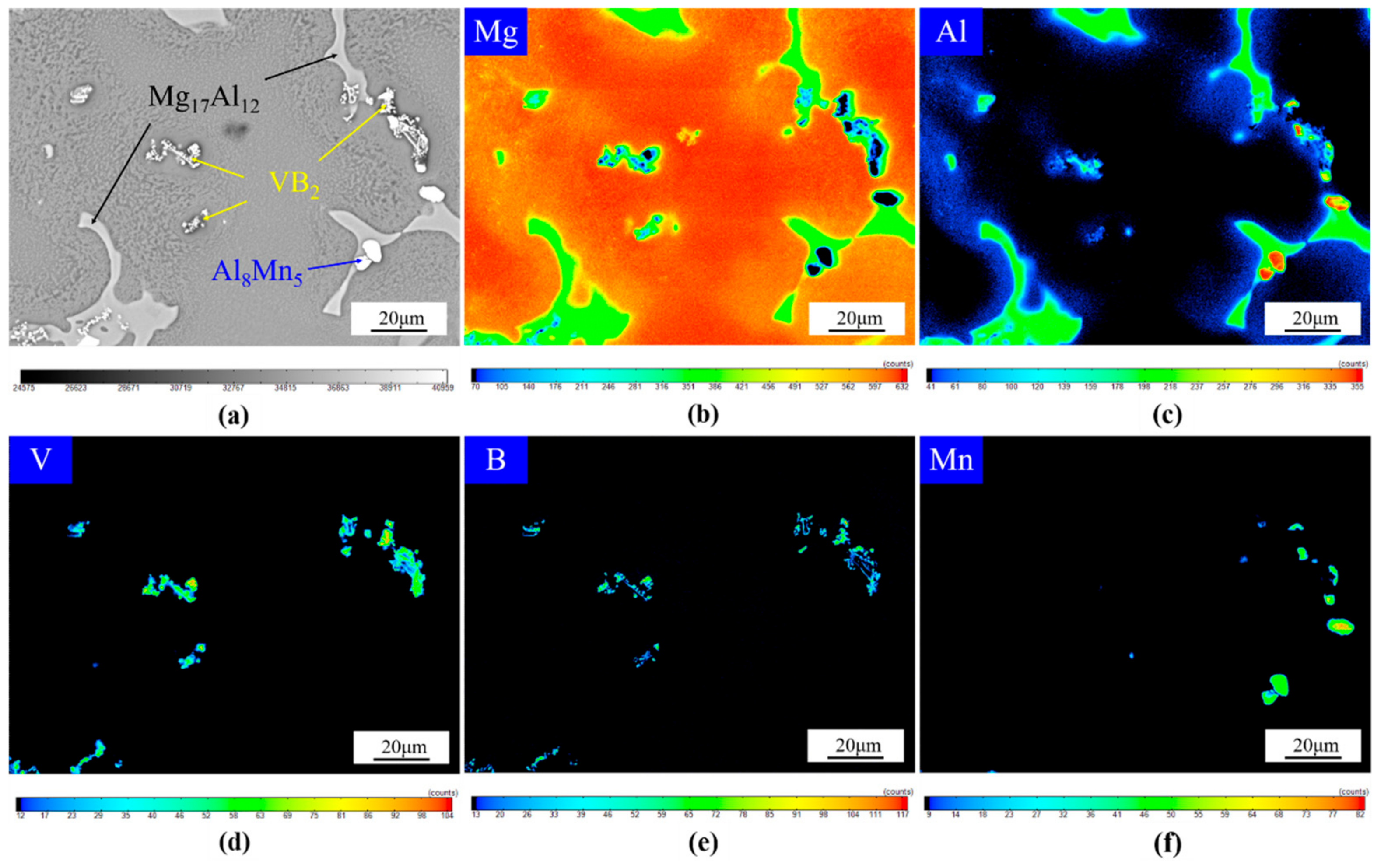
- It is most likely that VB2 particles are the effective nuclei for the grain refinement of AZ91 alloy inoculated by Al-3.4V-1B master alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Mordike, B.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Dieringa, H. Influence of cryogenic temperatures on the microstructure and mechanical properties of magnesium alloys: A review. Metals 2017, 7, 38. [Google Scholar] [CrossRef] [Green Version]
- Karakulak, E. A review: Past, present and future of grain refining of magnesium castings. J. Magn. Alloy. 2019, 7, 355–369. [Google Scholar] [CrossRef]
- Friedrich, H.; Schumann, S. Research for a “new age of magnesium” in the automotive industry. J. Mater. Process. Technol. 2001, 117, 276–281. [Google Scholar] [CrossRef]
- Hanko, G.; Antrekowitsch, H.; Ebner, P. Recycling automotive magnesium scrap. JOM 2002, 54, 51–54. [Google Scholar] [CrossRef]
- Dahle, A.K.; Lee, Y.C.; Nave, M.D.; Schaffer, P.L.; StJohn, D.H. Development of the as-cast microstructure in magnesium–Aluminium alloys. J. Light Metals 2001, 1, 61–72. [Google Scholar] [CrossRef]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M.X. Current research progress in grain refinement of cast magnesium alloys: A review article. J. Alloys Compd. 2015, 619, 639–651. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Metall. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Motegi, T. Grain-refining mechanisms of superheat-treatment of and carbon addition to Mg–Al–Zn alloys. Mater. Sci. Eng. A 2005, 413, 408–411. [Google Scholar] [CrossRef]
- Men, H.; Jiang, B.; Fan, Z. Mechanisms of grain refinement by intensive shearing of AZ91 alloy melt. Acta Mater. 2010, 58, 6526–6534. [Google Scholar] [CrossRef] [Green Version]
- Ramirez, A.; Qian, M.; Davis, B.; Wilks, T.; StJohn, D.H. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys. Scr. Mater. 2008, 59, 19–22. [Google Scholar] [CrossRef]
- Aghayani, M.K.; Niroumand, B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. J. Alloys Compd. 2011, 509, 114–122. [Google Scholar] [CrossRef]
- Ferguson, J.; Schultz, B.; Cho, K.; Rohatgi, K.R. Correlation vs. causation: The effects of ultrasonic melt treatment on cast metal grain size. Metals 2014, 4, 477–489. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Zeng, X.; Ding, W.; Luo, A.A.; Sachdev, A.K. Grain refinement of AZ31 magnesium alloy by titanium and low-frequency electromagnetic casting. Metall. Mater. Trans. A 2007, 38, 1358–1366. [Google Scholar] [CrossRef]
- Sun, J.; Sheng, C.; Wang, D.P.; Zhang, Y.H.; Zhong, H.G.; Xu, Z.S.; Li, L.J.; Zhai, Q.J. Influence of pulsed magneto-oscillation on microstructure and mechanical property of rectangular 65Mn steel ingot. J. Iron Steel Res. Int. 2018, 25, 862–866. [Google Scholar] [CrossRef]
- Lee, Y.; Dahle, A.; StJohn, D. The role of solute in grain refinement of magnesium. Metal. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Hirai, K.; Somekawa, H.; Takigawa, Y.; Higashi, K. Effects of Ca and Sr addition on mechanical properties of a cast AZ91 magnesium alloy at room and elevated temperature. Mater. Sci. Eng. A 2005, 403, 276–280. [Google Scholar] [CrossRef]
- Li, S.S.; Tang, B.; Zeng, D.B. Effects and mechanism of Ca on refinement of AZ91D alloy. J. Alloys Compd. 2007, 437, 317–321. [Google Scholar] [CrossRef]
- Suresh, M.; Srinivasan, A.; Ravi, K.; Pillai, U.; Pai, B. Influence of boron addition on the grain refinement and mechanical properties of AZ91 Mg alloy. Mater. Sci. Eng. A 2009, 525, 207–210. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Qiu, X.; Zhang, D.; Tian, Z.; Niu, X.; Tang, D.; Meng, J. Effect of Nd on the microstructure, mechanical properties and corrosion behavior of die-cast Mg–4Al-based alloy. J. Alloys Compd. 2008, 464, 556–564. [Google Scholar] [CrossRef]
- Wang, J.; Li, X.B. Simultaneously improving strength and ductility of AZ91-type alloys with minor Gd addition. J. Alloys Compd. 2019, 803, 689–699. [Google Scholar] [CrossRef]
- Guang, H.; Xiangfa, L.; Haimin, D. Grain refinement of Mg–Al based alloys by a new Al–C master alloy. J. Alloys Compd. 2009, 467, 202–207. [Google Scholar] [CrossRef]
- Chen, T.; Wang, R.; Ma, Y.; Hao, Y. Grain refinement of AZ91D magnesium alloy by Al–Ti–B master alloy and its effect on mechanical properties. Mater. Des. 2012, 34, 637–648. [Google Scholar] [CrossRef]
- Qian, M.; Cao, P. Discussions on grain refinement of magnesium alloys by carbon inoculation. Scr. Mater. 2005, 52, 415–419. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, B.; Niu, Z.; Zhang, Z.; Leng, Z. Grain refinement and mechanical properties of Mg–5Li–3Al alloy inoculated by Al–5Ti–1B master alloy. Mater. Sci. Eng. A 2014, 619, 152–157. [Google Scholar] [CrossRef]
- Guolong, M.; Guang, H.; Xiangfa, L. Grain refining efficiency of a new Al–1B–0.6 C master alloy on AZ63 magnesium alloy. J. Alloys Compd. 2010, 491, 165–169. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, X.; Xu, F.; Yang, C.; Li, B.; Li, Y.; Liu, Z.; Zheng, Q. Processing, microstructure and ageing behavior of in-situ submicron TiB2 particles reinforced AZ91 Mg matrix composites. J. Alloys Compd. 2018, 764, 96–106. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Xu, F.; Yang, S.; Li, B.; Li, Y.; Huang, Z.; Zheng, Q. An investigation on grain refinement mechanism of TiB2 particulate reinforced AZ91 composites and its effect on mechanical properties. J. Alloys Compd. 2019, 780, 237–244. [Google Scholar] [CrossRef]
- Koltygin, A.; Bazhenov, V.; Mahmadiyorov, U. Influence of Al–5Ti–1B master alloy addition on the grain size of AZ91 alloy. J. Magnes. Alloys. 2017, 5, 313–319. [Google Scholar] [CrossRef]
- Wang, Y.; Zeng, X.; Ding, W. Effect of Al–4Ti–5B master alloy on the grain refinement of AZ31 magnesium alloy. Scr. Mater. 2006, 54, 269–273. [Google Scholar] [CrossRef]
- Sun, M.; StJohn, D.H.; Easton, M.A.; Wang, K.; Ni, J.J. Effect of Cooling Rate on the Grain Refinement of Mg-Y-Zr Alloys. Metal. Mater. Trans. A 2019, 1–5. [Google Scholar] [CrossRef]
- Dini, H.; Andersson, N.E.; Jarfors, E.W. Effect of Mg17Al12 fraction on mechanical properties of Mg-9% Al-1% Zn cast alloy. Metals 2016, 6, 251. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Xia, M.; Fan, Z.; Zhou, X.; Thompson, G. The effect of Al8Mn5 intermetallic particles on grain size of as-cast Mg–Al–Zn AZ91D alloy. Intermetallics 2010, 18, 1683–1689. [Google Scholar] [CrossRef]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metal. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Sun, J.; Wang, D.P.; Zhang, Y.H.; Sheng, C.; Dargusch, M.; Wang, G.; St John, D.; Zhai, Q.J. Heterogeneous nucleation of pure Al on MgO single crystal substrate accompanied by a MgAl2O4 buffer layer. J. Alloys Compd. 2018, 753, 543–550. [Google Scholar] [CrossRef] [Green Version]
- Sheng, C.; Sun, J.; Wang, D.P.; Zhang, Y.H.; Li, L.J.; Chen, X.R.; Zhong, H.G.; Zhai, Q.J. Heterogeneous nucleation of pure gold on highly smooth ceramic substrates and the influence of lattice misfit and cooling rate. J. Mater. Sci. 2018, 53, 4612–4622. [Google Scholar] [CrossRef]
- Wang, D.; Chang, W.; Shen, Y.; Sun, J.; Sheng, C.; Zhang, Y.H.; Zhai, Q.J. The role of lattice mismatch in heterogeneous nucleation of pure Al on Al2O3 single-crystal substrates with different termination planes. J. Therm. Anal. Calorim. 2019, 137, 1–7. [Google Scholar] [CrossRef]
- Bolzoni, L.; Nowak, M.; Babu, N.H. On the effect of Nb-based compounds on the microstructure of Al–12Si alloy. Mater. Chem. Phys. 2015, 162, 340–345. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Element (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| AZ91 | Al | Zn | Mn | Si | Fe | Cu | Ni | Be | Mg |
| (wt.%) | 8.94 | 0.57 | 0.21 | 0.022 | 0.0033 | 0.0022 | 0.0009 | 0.0009 | Balance |
| Al-3Ti-1B | Ti | B | Fe | Si | Mn | Al | |||
| (wt.%) | 3.13 | 0.93 | 0.06 | 0.06 | <0.01 | Balance | |||
| Al-3.4V-1B | V | B | Fe | Zn | Cu | Al | |||
| (wt.%) | 3.17 | 1.09 | 0.07 | <0.01 | 0.01 | Balance | |||
| Al-5V | V | Si | Fe | Ti | B | Al | |||
| (wt.%) | 5.11 | 0.10 | 0.14 | <0.03 | <0.01 | Balance | |||
| Al-3B | B | Fe | Si | Cu | Zn | Na | Al | ||
| (wt.%) | 3.07 | 0.15 | 0.08 | <0.03 | <0.04 | <0.50 | Balance | ||
| Phases | Crystal Structure | Lattice Constant | |
|---|---|---|---|
| Mg | hexagonal | a = 0.321 nm | c = 0.521 nm |
| VB2 | hexagonal | a = 0.2998 nm | c = 0.3057 nm |
| TiB2 | hexagonal | a = 0.3028 nm | c = 0.3228 nm |
| Al3V | tetragonal | a = 0.3775 nm | c = 0.832 nm |
| Al3Ti | tetragonal | a = 0.3854 nm | c = 0.8584 nm |
| Phases | Possible Crystallographic Orientation | ||
|---|---|---|---|
| (0001)VB2||(100)Mg | |||
| [UVW]VB2 | [100] | [0] | [00] |
| [UVW]Mg | [010] | [001] | [011] |
| δ | 3.0% | ||
| (001)Al3V||(100)Mg | |||
| [UVW]Al3V | [010] | [00] | [10] |
| [UVW]Mg | [010] | [001] | [011] |
| δ | 20.1% | ||
| (0001)TiB2||(100)Mg | |||
| [UVW] TiB2 | [100] | [0] | [00] |
| [UVW]Mg | [010] | [001] | [011] |
| δ | 2.46% | ||
| (001)Al3Ti||(100)Mg | |||
| [UVW]Al3Ti | [010] | [00] | [10] |
| [UVW]Mg | [010] | [001] | [011] |
| δ | 19.8% | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, W.; Shen, Y.; Su, Y.; Zhao, L.; Zhang, Y.; Chen, X.; Sun, M.; Dai, J.; Zhai, Q. Grain Refinement of AZ91 Magnesium Alloy Induced by Al-V-B Master Alloy. Metals 2019, 9, 1333. https://doi.org/10.3390/met9121333
Chang W, Shen Y, Su Y, Zhao L, Zhang Y, Chen X, Sun M, Dai J, Zhai Q. Grain Refinement of AZ91 Magnesium Alloy Induced by Al-V-B Master Alloy. Metals. 2019; 9(12):1333. https://doi.org/10.3390/met9121333
Chicago/Turabian StyleChang, Wang, Yanping Shen, Yueying Su, Long Zhao, Yunhu Zhang, Xiangru Chen, Ming Sun, Jichun Dai, and Qijie Zhai. 2019. "Grain Refinement of AZ91 Magnesium Alloy Induced by Al-V-B Master Alloy" Metals 9, no. 12: 1333. https://doi.org/10.3390/met9121333