Effects of Mg Content on Hydrogen Content and Melt Quality of Al-Mg Alloys

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Hydrogen Content in Molten Al-Mg Alloy
3.1.1. Hydrogen Solubility Calculation
3.1.2. Dissolved Hydrogen Content
3.1.3. Hydrogen in Al-Mg alloys at 800 °C
3.2. Melt Quality of Al-Mg Alloys Cast at 800 °C
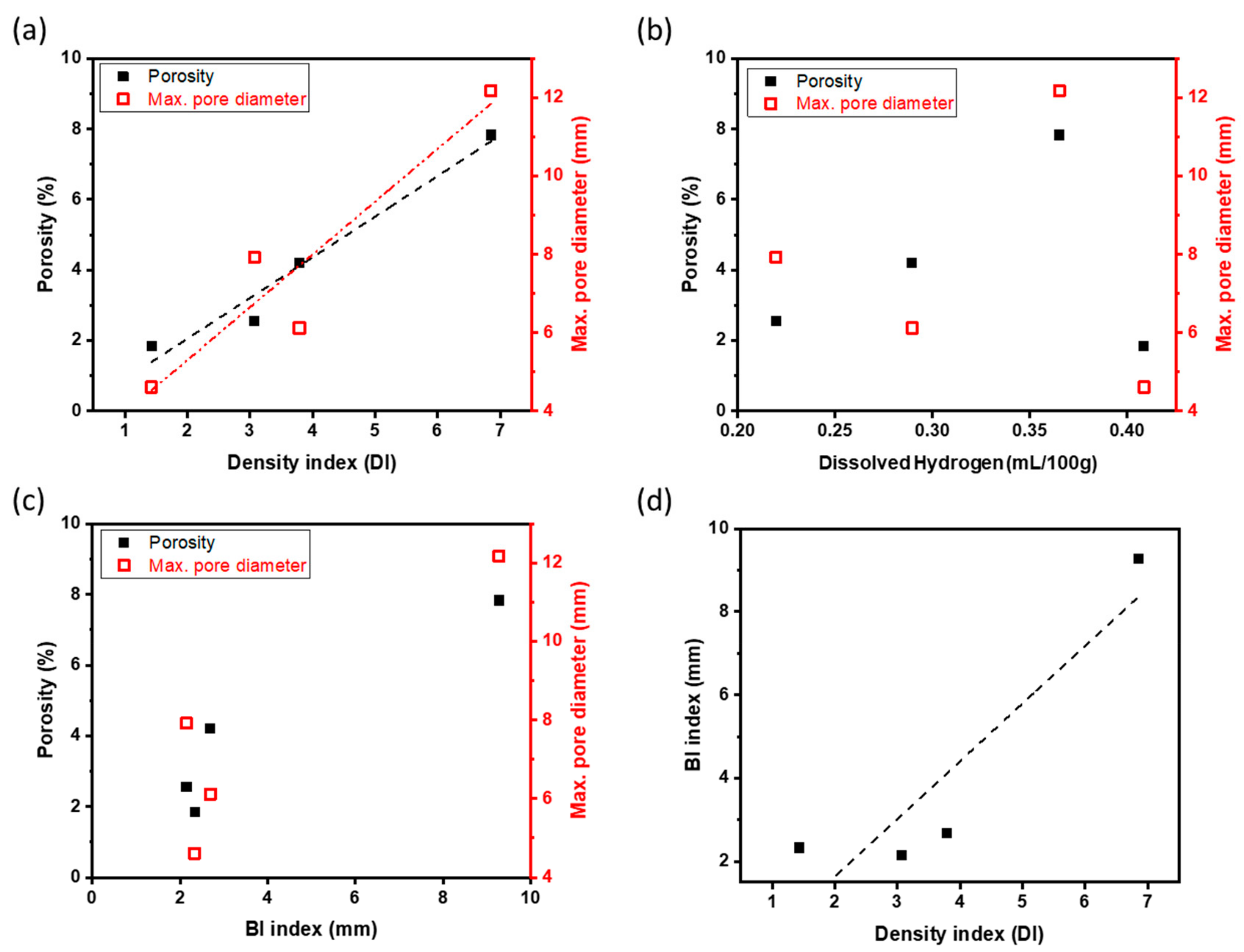
3.2.1. Density Index and Pore Analysis
3.2.2. Bifilm Index
3.2.3. Melt Quality Parameter Comparison
3.3. Oxidation of Molten Al-Mg Alloy
3.3.1. Kinetics of Oxidation
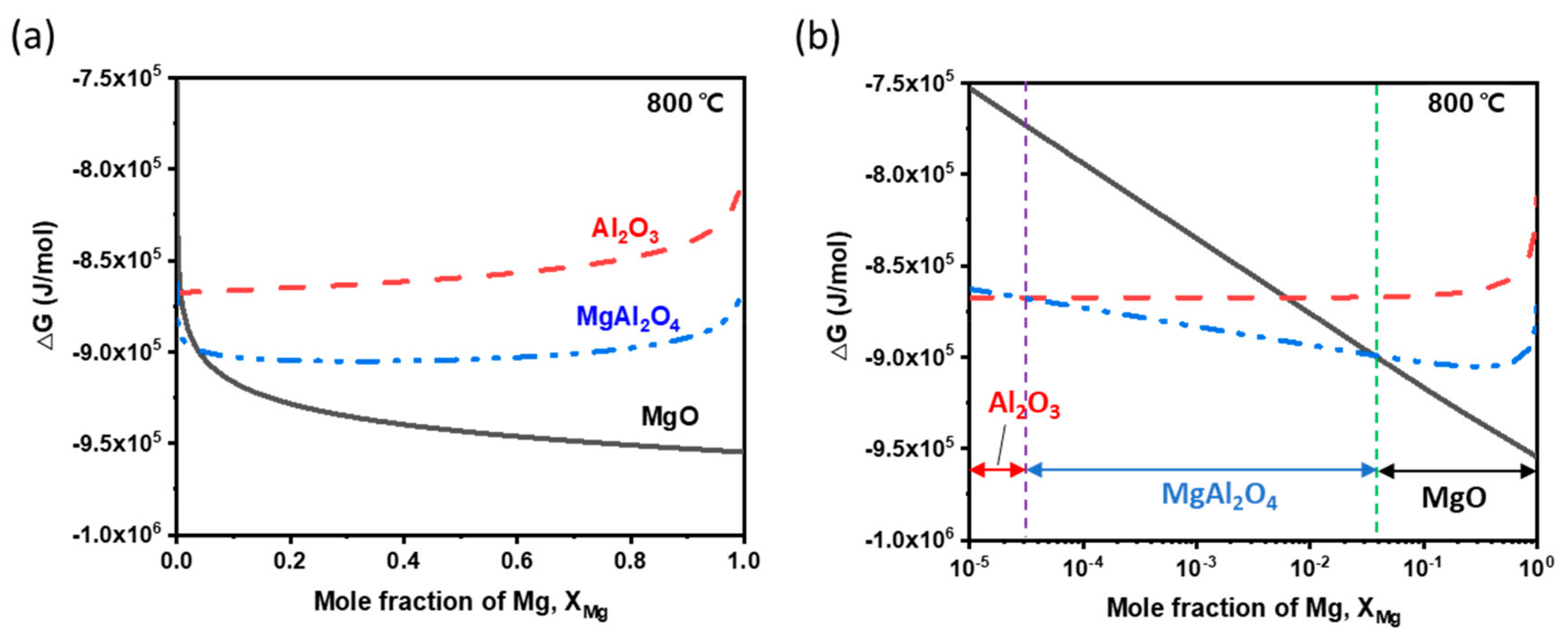
3.3.2. Thermodynamic Calculations for Oxides in Al-Mg Alloy
3.3.3. Melt Quality of Al-Mg Alloy Related with Their Oxidation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys Structure and Properties; Butterworth-Heinemann: Oxford, UK, 1976; ISBN 978-0-408-70932-3. [Google Scholar]
- Hardian, R.; Pistidda, C.; Chaudhary, A.L.; Capurso, G.; Gizer, G.; Cao, H.; Milanese, C.; Girella, A.; Santoru, A.; Yigit, D.; et al. Waste Mg-Al based alloys for hydrogen storage. Int. J. Hydrogen Energy 2018, 43, 16738–16748. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics; CRC Press: Florida, FL, USA, 2004. [Google Scholar]
- Neff, D.V. Metal Melting and Handling; NADCA: New Jersey, NJ, USA, 2018. [Google Scholar]
- Djurdjevic, M.B.; Odanovic, Z.; Pavlovic-Krstic, J. Melt quality control at aluminium casting plants. Assoc. Metall. Eng. Serb. 2010, 16, 63–76. [Google Scholar]
- ASM Handbook Volume 15: Casting; ASM International: Russell Township, OH, USA, 2008; ISBN 978-0-87170-711-6.
- AlSCAN Engineering Bulletin No. 5; ABB Bomen Inc.: Quebec, QC, Canada, 1991.
- DasGrupta, S.; Parmenter, L.; Apelian, D. Relationship between the reduced pressure test and hydrogen content of the melt. In Proceedings of the Fifth International Conference on Molten Metal Aluminum Processing, American Foundry Society, Orlando, FL, USA, 8 November 1998; pp. 285–300. [Google Scholar]
- Enright, P.; Hughes, I.; Pickering, J.; Simard, A.; Proulx, J. Characterisation of Molten Metal Quality Using the Pressure Filtration Technique. Trans. Am. Foundry Soc. 2003, 86, 1–11. [Google Scholar]
- Makarov, S.; Apelian, D.; Ludwig, R. Inclusion Removal and Detection in Molten Aluminum: Mechanical, Electromagnetic and Acoustic Techniques. Trans. Am. Foundry Soc. 1999, 107, 727–736. [Google Scholar]
- Dispinar, D.; Campbell, J. Porosity, hydrogen and bifilm content in Al alloy castings. Mater. Sci. Eng. A 2011, 528, 3860–3865. [Google Scholar] [CrossRef]
- Uludağ, M.; Çetin, R.; Dişpinar, D.; Tiryakioğlu, M. On the Interpretation of Melt Quality Assessment of A356 Aluminum Alloy by the Reduced Pressure Test: The Bifilm Index and Its Physical Meaning. Int. J. Met. 2018, 12, 853–860. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Use of bifilm index as an assessment of liquid metal quality. Int. J. Cast Met. Res. 2006, 19, 5–17. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. A comparison of methods used to assess aluminium melt quality. In Proceedings of the 136th TMS Annual Meeting, Shape Casting: 2nd International Symposium, Orlando, FL, USA, 25 Febrary–1 March 2007; pp. 11–18. [Google Scholar]
- Uludağ, M.; Çetin, R.; Dispinar, D.; Tiryakioğlu, M. Characterization of the Effect of Melt Treatments on Melt Quality in Al-7wt. %Si-Mg Alloys. Metals 2017, 7, 157. [Google Scholar] [CrossRef]
- Wagner, C. Thermodynamics of Alloys; Addison-Wesley Press: Cambridge, MA, USA, 1952. [Google Scholar]
- Jiang, G.R.; Li, Y.X.; Liu, Y. Calculation of hydrogen solubility in molten alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 1130–1135. [Google Scholar] [CrossRef]
- Redlich, O.; Kister, A.T. Algebraic Representation of Thermodynamic Properties and the Classification of Solutions. Ind. Eng. Chem. 1948, 40, 345–348. [Google Scholar] [CrossRef]
- Liang, P.; Tarfa, T.; Robinson, J.; Wagner, S.; Ochin, P.; Harmelin, M.; Seifert, H.; Lukas, H.; Aldinger, F. Experimental investigation and thermodynamic calculation of the Al–Mg–Zn system. Thermochim. Acta 1998, 314, 87–110. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Y.; Liu, Y. Hydrogen solubility in pure metals for Gasar process. ACTA Metall. Sin. Ed. 2007, 43, 113. [Google Scholar]
- Opie, W.R.; Grant, N.J. Hydrogen Solubility in Aluminum and Some Aluminum Alloys. Trans. Metall. Soc. AIME 1950, 188, 1237–1241. [Google Scholar] [CrossRef]
- Anyalebechi, P.N. Analysis of the effects of alloying elements on hydrogen solubility in liquid aluminum alloys. Scr. Metall. Mater. 1995, 33, 1209–1216. [Google Scholar] [CrossRef]
- Lea, C.; Ball, J. The oxidation of rolled and heat treated Al-Mg alloys. Appl. Surf. Sci. 1983, 17, 344–362. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Hassanin, H.; Essa, K. Bifilm defects and porosity in Al cast alloys. Int. J. Adv. Manuf. Technol. 2016, 86, 1173–1179. [Google Scholar] [CrossRef]
- Dispinar, D.; Akhtar, S.; Nordmark, A.; Di Sabatino, M.; Arnberg, L. Degassing, hydrogen and porosity phenomena in A356. Mater. Sci. Eng. A 2010, 527, 3719–3725. [Google Scholar] [CrossRef]
- Wu, G.; Dash, K.; Galano, M.L.; O’Reilly, K.A.Q. Oxidation studies of Al alloys: Part II Al-Mg alloy. Corros. Sci. 2019, 155, 97–108. [Google Scholar] [CrossRef]
- Alper, A.M.; Mcnally, R.N.; Ribbe, P.H.; Doman, R.C. The System MgO–MgAl2O4. J. Am. Ceram. Soc. 1962, 45, 263–268. [Google Scholar] [CrossRef]
- Raiszadeh, R.; Griffiths, W.D. A method to study the history of a double oxide film defect in liquid aluminum alloys. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2006, 37, 865–871. [Google Scholar] [CrossRef]
- Buchdahl, H.A. The Concepts of Classical Thermodynamics. Am. J. Phys. 1960, 28, 196–201. [Google Scholar] [CrossRef]
- Tiwari, B.L. Thermodynamic properties of liquid Al-Mg alloys measured by the EMF method. Metall. Trans. A Phys. Metall. Mater. Sci. 1987, 1 A, 1645–1651. [Google Scholar] [CrossRef]
- Saunders, N. A review and thermodynamic assessment of the Al-Mg and Mg-Li systems. Calphad 1990, 14, 61–70. [Google Scholar] [CrossRef]
- Bhatt, Y.J.; Garg, S.P. Thermodynamic study of liquid aluminum-magnesium alloys by vapor pressure measurements. Metall. Trans. B 1976, 7, 271–275. [Google Scholar] [CrossRef]
- Haginoya, I.; Fukusako, T. Oxidation of Molten Al-Mg Alloys. Trans. Jpn. Inst. Met. 1983, 24, 613–619. [Google Scholar] [CrossRef]
- Venugopalan, H.; DebRoy, T. Growth Stage Kinetics in the Synthesis of Al2O3/Al Composites by Directed Oxidation of Al-Mg and Al-Mg-Si Alloys. J. Eur. Ceram. Soc. 1996, 16, 1351–1363. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Si | Fe | Mg | Cr | Ti |
|---|---|---|---|---|---|
| Nominal | - | - | 0, 2, 4, 6 | 0.25 | 0.02 |
| Al-0Mg | 0.59 | 0.25 | 0.01 | 0.44 | 0.03 |
| Al-2Mg | 0.14 | 0.20 | 1.95 | 0.23 | 0.05 |
| Al-4Mg | 0.79 | 0.13 | 3.97 | 0.22 | 0.12 |
| Al-6Mg | 0.01 | 0.08 | 5.33 | 0.29 | 0.02 |
| Parameters | Source | |
|---|---|---|
(J/mol) | [21] | |
(mL/100 g) | [22] | |
(mL/100 g) | [22] | |
| Reactions | Gibbs Free Energy Change Functions (J/mol) |
|---|---|
| (7) | |
| (8) | |
| (9) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, H.S.; Kang, H.J.; Yoon, P.; Lee, G.; Jeon, J.B.; Park, J.Y.; Kim, E.S.; Shin, S. Effects of Mg Content on Hydrogen Content and Melt Quality of Al-Mg Alloys. Metals 2019, 9, 1235. https://doi.org/10.3390/met9111235
Jang HS, Kang HJ, Yoon P, Lee G, Jeon JB, Park JY, Kim ES, Shin S. Effects of Mg Content on Hydrogen Content and Melt Quality of Al-Mg Alloys. Metals. 2019; 9(11):1235. https://doi.org/10.3390/met9111235
Chicago/Turabian StyleJang, Ho Sung, Ho Jeong Kang, Pilhwan Yoon, Gyuheun Lee, Jong Bae Jeon, Jin Young Park, Eok Soo Kim, and Sunmi Shin. 2019. "Effects of Mg Content on Hydrogen Content and Melt Quality of Al-Mg Alloys" Metals 9, no. 11: 1235. https://doi.org/10.3390/met9111235