A Review of Austenite Memory Effect in HAZ of B Containing 9% Cr Martensitic Heat Resistant Steel

Abstract
:1. Introduction
2. Mechanisms of Austenite Memory Effect in 9Cr-B Steel HAZ
2.1. Martensitic Reverse Transformation
2.2. Restricting Austenite Growth by Precipitate
2.3. Growth and Coalescence of Retained Austenite
3. Factors Affecting Austenite Memory Effect in 9Cr-B Steel HAZ
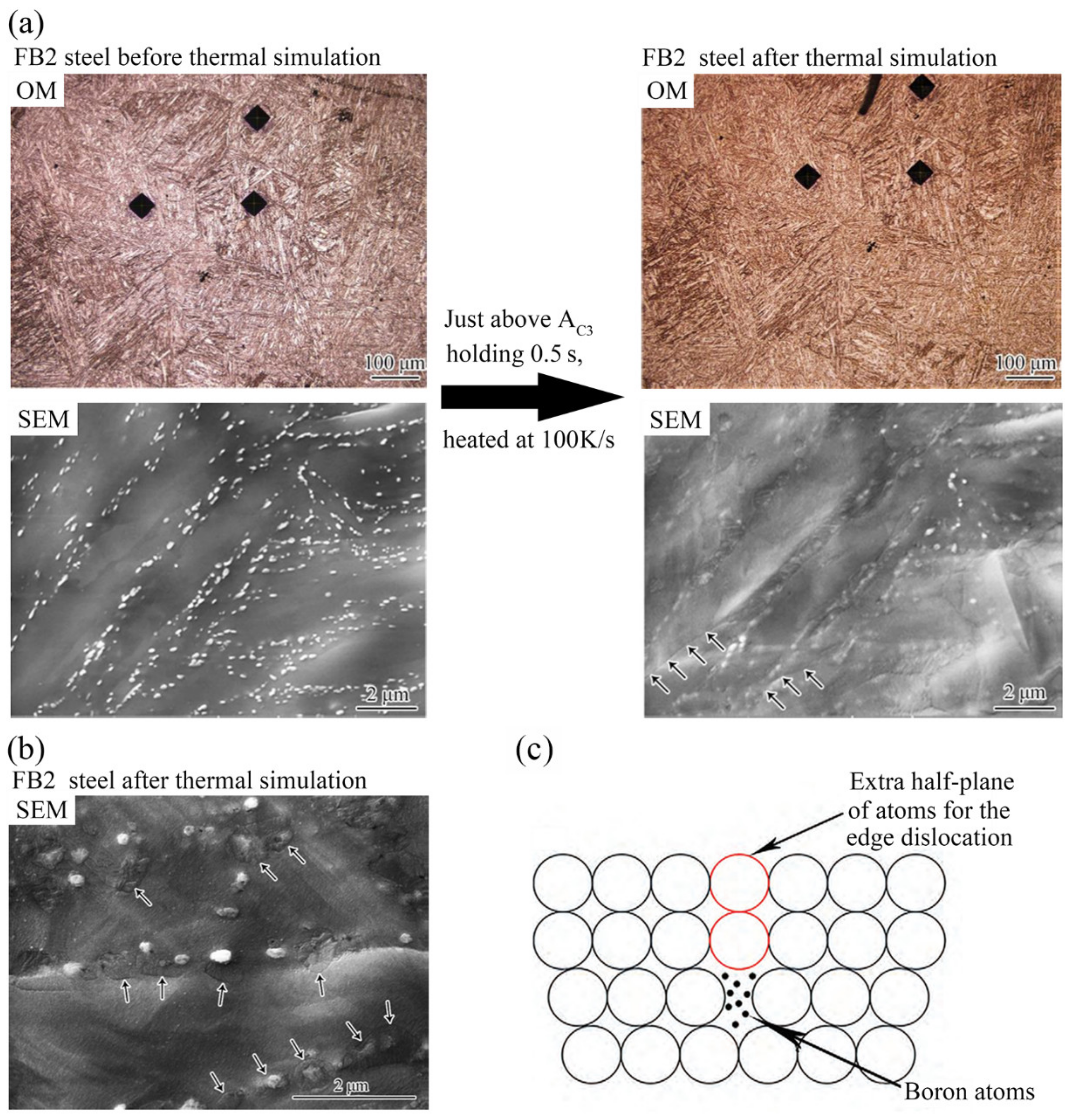
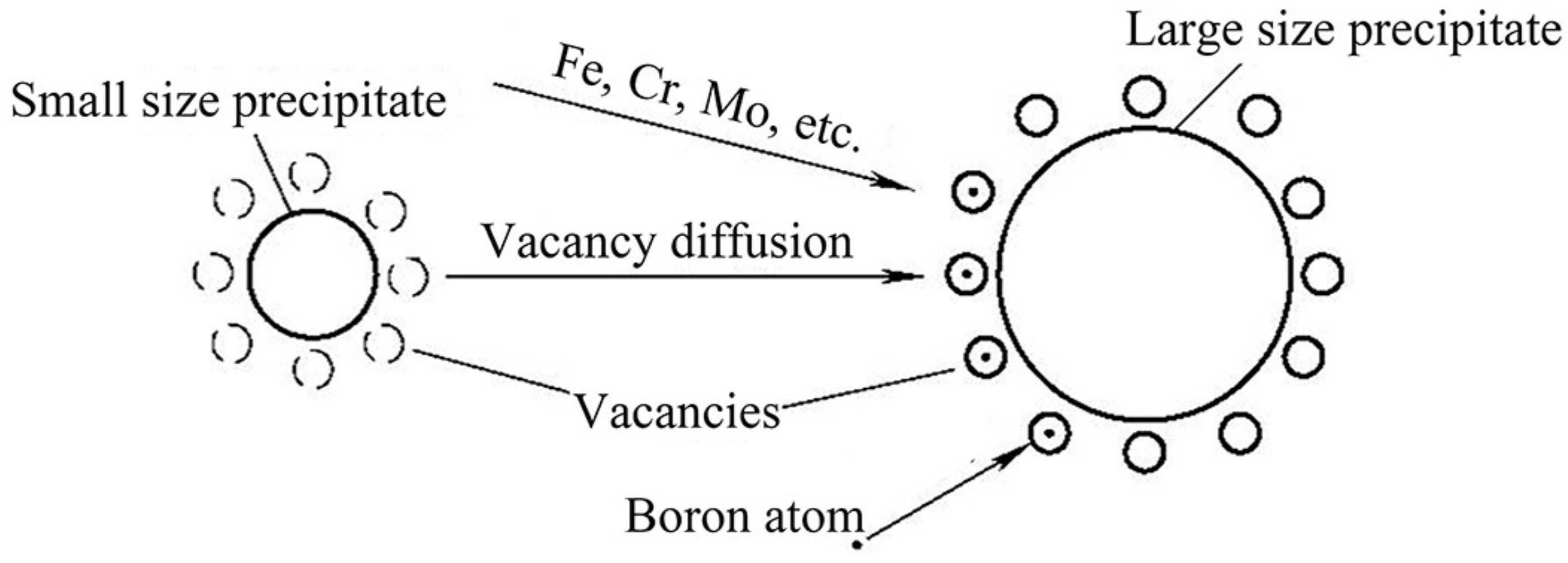
3.1. Boron Element
3.2. Matrix Microstructure
3.3. Heating Condition
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kimura, H.; Sato, T.; Bergins, C.; Imano, S.; Saito, E. Development of technologies for improving efficiency of large coal-fired thermal power plants. Hitachi Rev. 2011, 60, 365–371. [Google Scholar]
- Bugge, J.; Kjær, S.; Blum, R. High-efficiency coal-fired power plants development and perspectives. Energy 2006, 31, 1437–1445. [Google Scholar] [CrossRef]
- Abe, F. Research and development of heat-resistant materials for advanced USC power plants with steam temperatures of 700 °C and above. Engneering 2015, 1, 211–224. [Google Scholar] [CrossRef]
- Abe, F.; Taneike, M.; Sawada, K. Alloy design of creep resistant 9Cr steel using a dispersion of nano-sized carbonitrides. Int. J. Press. Vessel. Pip. 2007, 84, 3–12. [Google Scholar] [CrossRef]
- Babu, S.H.; Amarendra, G.; Rajaraman, R.; Sundar, C.S. Microstructural Characterization of Ferritic/Martensitic Steels by Positron Annihilation Spectroscopy. J. Physics: Conf. Ser. 2013, 443, 012010. [Google Scholar] [CrossRef]
- Coussement, C.; Dhooge, A.; De Witte, M.; Dobbelaere, R.; Van Der Donckt, E. High temperature properties of improved 9% Cr steel weldments. Int. J. Press. Vessel. Pip. 1991, 45, 163–178. [Google Scholar] [CrossRef]
- Ennis, P.J.; Czyrska-Filemonowicz, A. Recent advances in creep-resistant steels for power plant applications. Sadhana 2003, 28, 709–730. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Giri, A. Microstructure characterization and charpy toughness of P91 weldment for as-welded, post-weld heat treatment and normalizing & tempering heat treatment. Met. Mater. Int. 2017, 23, 900–914. [Google Scholar]
- Pandey, C.; Giri, A.; Mahapatra, M.M.; Kumar, P. Characterization of microstructure of HAZs in as-welded and service condition of P91 pipe weldments. Met. Mater. Int. 2017, 23, 148–162. [Google Scholar] [CrossRef]
- Silwal, B.; Li, L.; Deceuster, A.; Griffiths, B. Effect of postweld heat treatment on the toughness of heat-affected zone for Grade 91 steel. Weld. J. 2013, 92, 80S–87S. [Google Scholar]
- Zhang, Y.; Li, K.; Cai, Z.; Pan, J. Creep rupture properties of dissimilar metal weld between Inconel 617B and modified 9%Cr martensitic steel. Mater. Sci. Eng. A 2019, 764, 138189. [Google Scholar] [CrossRef]
- Abson, D.J.; Rothwell, J.S. Review of type IV cracking of weldments in 9–12%Cr creep strength enhanced ferritic steels. Int. Mater. Rev. 2013, 58, 437–473. [Google Scholar] [CrossRef]
- Falat, L.; Svoboda, M.; Výrostková, A.; Petryshynets, I.; Sopko, M. Microstructure and creep characteristics of dissimilar T91/TP316H martensitic/austenitic welded joint with Ni-based weld metal. Mater. Charact. 2012, 72, 15–23. [Google Scholar] [CrossRef]
- Lee, J.S.; Maruyama, K. Mechanism of microstructural deterioration preceding type IV failure in weldment of Mod.9Cr-1Mo steel. Met. Mater. Int. 2015, 21, 639–645. [Google Scholar] [CrossRef]
- Shin, K.Y.; Lee, J.W.; Han, J.M.; Lee, K.W.; Kong, B.O.; Hong, H.U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Matsui, M.; Tabuchi, M.; Watanabe, T.; Kubo, K.; Kinugawa, J.; Abe, F. Degradation of Creep Strength in Welded Joint of 9%Cr Steel. ISIJ Int. 2001, 41, 126–130. [Google Scholar] [CrossRef]
- Albert, S.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Variation in the Type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. Int. J. Press. Vessel. Pip. 2003, 80, 405–413. [Google Scholar] [CrossRef]
- Francis, J.A.; Mazur, W.; Bhadeshia, H.K.D.H. Type IV cracking in ferritic power plant steels. Mater. Sci. Technol. 2006, 22, 1387–1395. [Google Scholar] [CrossRef]
- Hirata, H.; Ogawa, K. Relationship between deterioration of creep rupture strength and microstructure in heat affected zone of heat resistant ferritic steel. Weld. Int. 2005, 19, 109–117. [Google Scholar] [CrossRef]
- Xue, W.; Pan, Q.-G.; Ren, Y.-Y.; Shang, W.; Zeng, H.-Q.; Liu, H. Microstructure and type IV cracking behavior of HAZ in P92 steel weldment. Mater. Sci. Eng. A 2012, 552, 493–501. [Google Scholar] [CrossRef]
- Zhang, Q.B.; Zhang, J.X.; Zhao, P.F.; Huang, Y.; Yang, Y.; Zhao, Y.L. Microstructure of 10% Cr martensitic heat-resistant steel welded joints and type IV cracking behavior during creep rupture at 650 °C. Mater. Sci. Eng. A 2015, 638, 30–37. [Google Scholar] [CrossRef]
- Li, X.; Cabrillat, M.T.; Lejeail, Y. Study of Modified 9Cr-1Mo Welds. Available online: https://inis.iaea.org/search/search.aspx?orig_q=RN:43024030 (accessed on 31 November 2006).
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Some studies on P91 steel and their weldments. J. Alloy. Compd. 2018, 743, 332–364. [Google Scholar] [CrossRef]
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Microstructural Investigations on Type IV Cracking in a High Cr Steel. ISIJ Int. 2002, 42, 1497–1504. [Google Scholar] [CrossRef]
- Li, D.; Shinozaki, K.; Kuroki, H.; Harada, H.; Ohishi, K. Analysis of factors affecting type IV cracking in welded joints of high chromium ferritic heat resistant steels, Sci. Technol. Weld. Join. 2003, 8, 296–302. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M. Microstructure and creep strength of welds in advanced ferritic power plant steels. Sci. Technol. Weld. Join. 2004, 9, 22–30. [Google Scholar] [CrossRef]
- Letofsky, E.; Cerjak, H. Metallography of 9Cr steel power plant weld microstructures. Sci. Technol. Weld. Join. 2004, 9, 31–36. [Google Scholar] [CrossRef]
- Li, D.; Shinozaki, K.; Harada, H.; Ohishi, K. Investigation of precipitation behavior in a weld deposit of 11Cr-2W ferritic steel. Met. Mater. Trans. A 2005, 36, 107–115. [Google Scholar] [CrossRef]
- Li, D.; Shinozaki, K. Simulation of role of precipitate in creep void occurrence in heat affected zone of high Cr ferritic heat resistant steels, Sci. Technol. Weld. Join. 2005, 10, 544–549. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Shirane, T.; Abe, F. Formation Mechanism of Type IV Failure in High Cr Ferritic Heat-Resistant Steel-Welded Joint. Met. Mater. Trans. A 2013, 44, 4626–4633. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.; Parameswaran, P.; Rao, K.B.S.; Mannan, S. Characterization of Microstructures across the Heat-Affected Zone of the Modified 9Cr-1Mo Weld Joint to Understand Its Role in Promoting Type IV Cracking. Met. Mater. Trans. A 2007, 38, 58–68. [Google Scholar] [CrossRef]
- Esposito, L. Type IV creep cracking of welded joints: Numerical study of the grain size effect in HAZ. Procedia. Struct. Integr. 2016, 2, 919–926. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.; Kumar, P.; Kumar, S.; Sirohi, S. Effect of post weld heat treatments on microstructure evolution and type IV cracking behavior of the P91 steel welds joint. J. Mater. Process. Technol. 2019, 266, 140–154. [Google Scholar] [CrossRef]
- Masuyama, F. Advance Power Plant Developments and Materials Experience in Japan. In Proceedings of the 8th Liege Conference on Materials for Advanced Power Engineering, Liege, Belgium, 18–20 September 2006; Volume 53, pp. 175–187. [Google Scholar]
- Viswanathan, R.; Purget, R.; Rao, U. Materials Technology Foradvanced Coal Power Plants; Springer: Berlin, Germany, 2005; Available online: www.phase-trans.msm.cam.ac.uk/2005/LINK/188.pdf.
- Horiuchi, T.; Igarashi, M.; Abe, F. Improved Utilization of Added B in 9Cr Heat-Resistant Steels Containing W. ISIJ Int. 2002, 42, 67–71. [Google Scholar] [CrossRef]
- Abe, F.; Horiuchi, T.; Taneike, M.; Sawada, K. Stabilization of martensitic microstructure in advanced 9Cr steel during creep at high temperature. Mater. Sci. Eng. A 2004, 378, 299–303. [Google Scholar] [CrossRef]
- Semba, H.; Abe, F. Alloy design and creep strength of advanced 9%Cr USC boiler steels containing high concentration of boron. Energy Mater. 2006, 1, 238–244. [Google Scholar] [CrossRef]
- Abe, F. Analysis of creep rates of tempered martensitic 9%Cr steel based on microstructure evolution. Mater. Sci. Eng. A 2009, 510, 64–69. [Google Scholar] [CrossRef]
- Abe, F. Creep Strain Behavior in Transient Region and Minimum Creep Rate of Tempered Martensitic 9%Cr Steel. Mater. Sci. Forum 2010, 638, 47–52. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Tsukamoto, S.; Sawada, K.; Tabuchi, M.; Abe, F. Precipitation Behavior in the Heat-Affected Zone of Boron-Added 9Cr-3W-3Co Steel During Post-Weld Heat Treatment and Creep Deformation. Met. Mater. Trans. A 2015, 46, 1843–1854. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Sawada, K.; Abe, F. Role of boundary strengthening on prevention of type IV failure in high Cr ferritic heat-resistant steels. Metall. Mater. Trans. A 2014, 45, 1306–1314. [Google Scholar] [CrossRef]
- Suzuki, S.; Shishido, R.; Tanaka, T.; Abe, F. Characterization of the Inhomogeneous Distribution of Light Elements in Ferritic Heat-Resistant Steels by Secondary Ion Mass Spectrometry. ISIJ Int. 2014, 54, 885–892. [Google Scholar] [CrossRef] [Green Version]
- Abe, F. Progress in Creep-Resistant Steels for High Efficiency Coal-Fired Power Plants. J. Press. Vessel. Technol. 2016, 138, 040804. [Google Scholar] [CrossRef]
- Shirane, T.; Shimizu, M.; Tsukamoto, S.; Tsuzaki, K.; Adachi, Y.; Hanamura, T.; Abe, F. Reverse transformation behaviour in B containing high Cr heat resistant steel HAZ. In Proceedings of the 8th International Conference, Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008; p. 284. [Google Scholar]
- Shirane, T.; Abe, F. Prevention of type IV failure in high Cr ferritic heat resistant steel welded joint. In Proceedings of the 8th International Conference, Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008; pp. 296–302. [Google Scholar]
- Abe, F. Behavior of boron in 9Cr heat resistant steel during heat treatment and creep deformation. In Key Engineering Materials; Trans Tech Publications: Stafa-Zurich, Switzerland, 2007; pp. 569–572. [Google Scholar]
- Abe, F.; Tabuchi, M.; Kondo, M.; Okada, H. Suppression of type IV fracture in welded joints of advanced ferritic power plant steels-effect of boron and nitrogen. Mater. High Temp. 2006, 23, 145–154. [Google Scholar]
- Abe, F. Long-term stabilization of creep resistant 9Cr steel by boron for efficient, low emission power plant at 650 °C. Rev. Metall-Paris 2006, 103, 247–256. [Google Scholar] [CrossRef]
- Kern, T.U.; Staubli, M.; Scarlin, B. The European efforts in material development for 650 °C USC power plants—COST522. ISIJ Int. 2002, 42, 1515–1519. [Google Scholar] [CrossRef]
- Shao, C.; Lu, F.; Wang, X.; Ding, Y.; Li, Z. Microstructure characterization and HCF fracture mode transition for modified 9Cr-1Mo dissimilarly welded joint at different elevated temperatures. J. Mater. Sci. Technol. 2017, 33, 1610–1620. [Google Scholar] [CrossRef]
- Jandova, D.; Kasl, J. Microstructural changes in weld joint of COST F and FB2 steels after long term creep tests. Mater. High Temp. 2017, 34, 482–491. [Google Scholar] [CrossRef]
- Li, K.J.; Cai, Z.P.; Li, Y.F.; Pan, J.L. Constitutional liquation of the laves phase in virgin FB2 steel. Weld. J. 2016, 95, 257S–263S. [Google Scholar]
- Li, K.J.; Cai, Z.P.; Pan, J.L. The Evolutionary Behavior of Laves Phase in Virgin FB2 Steel during Welding and Its Effect on Weld Joints. Advances in Materials Technology for Fossil Power Plants. In Proceedings of the Eighth International Conference (EPRI 2016), Algarve, Portugal, 11–14 October 2016; pp. 974–982. [Google Scholar]
- Kim, K.-C.; Ma, Y.-W.; Kong, B.-O.; Kim, M.-S.; Kang, S.-T. Effect of strain rate on low cycle fatigue with hold time in 9Cr rotor steel. Mater. Res. Innov. 2013, 17, 332–336. [Google Scholar] [CrossRef]
- Di Gianfrancesco, A.; Cipolla, L.; Paura, M.; Vipraio, S.T.; Venditti, D.; Neri, S.; Calderini, M. The Role of Boron in Long Term Stability of a CrMoCOB (FB2) Steel for Rotor Application. Advances in Materials Technology for Fossil Power Plants. In Proceedings of the Sixth International Conference (EPRI 2010), Sante Fe, NM, USA, 31 Augest–3 September 2010; pp. 342–360. [Google Scholar]
- Rothwell, J.; Abson, D. Performance of weldments in advanced 9%Cr steel-‘FB2’. Mater. High Temp. 2010, 27, 253–264. [Google Scholar] [CrossRef]
- Sammarco, A.; Thomson, R.C.; Vanstone, R. The Effect of Pre-Service Treatments on the Long Term Properties of 9Cr Steels Strengthened by Boron and Nitrogen. Advances in Materials Technology for Fossil Power Plants. In Proceedings of the Eighth International Conference (EPRI 2016), Algarve, Portugal, 11–14 October 2016; pp. 568–580. [Google Scholar]
- Donth, B.; Blaes, N.; Diwo, A.; Bokelmann, D. New Material and Manufacturing Developments for USC and A-USC Steam Turbine Rotor Forgings. Advances in Materials Technology for Fossil Power Plants. In Proceedings of the Eighth International Conference (EPRI 2016), Algarve, Portugal, 11–14 October 2016; pp. 656–667. [Google Scholar]
- Hald, J. Prospects for Martensitic 12 % Cr Steels for Advanced Steam Power Plants. Trans. Indian Inst. Met. 2016, 69, 183–188. [Google Scholar] [CrossRef]
- Albert, S.K.; Kondo, M.; Tabuchi, M.; Yin, F.; Sawada, K.; Abe, F. Improving the creep properties of 9Cr-3W-3Co-NbV steels and their weld joints by the addition of boron. Met. Mater. Trans. A 2005, 36, 333–343. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Semba, H.; Igarashi, M.; Yoshizawa, M.; Komai, N.; Fujita, A. Feasibility of MARBN Steel for Application to Thick Section Boiler Component in USC Power Plant at 650 °C. Advances in Materials Technology for Fossil Power Plants. In Proceedings of the 5th International Conference (EPRI 2007), Maroc Island, FL, USA, 3–5; October 2007; pp. 92–106. [Google Scholar]
- Abe, F.; Tabuchi, M.; Tsukamoto, S. Metallurgy of type IV fracture in advanced ferritic power plant steels. Mater. High Temp. 2011, 28, 85–94. [Google Scholar] [CrossRef]
- Kondo, M.; Tabuchi, M.; Tsukamoto, S.; Yin, F.; Abe, F. Suppressing type IV failure via modification of heat affected zone microstructures using high boron content in 9Cr heat resistant steel welded joints. Sci. Technol. Weld. Join. 2006, 11, 216–223. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Kondo, M.; Tsukamoto, S. Suppression of Type IV fracture and improvement of creep strength of 9Cr steel welded joints by boron addition. Int. J. Press. Vessel. Pip. 2007, 84, 44–52. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Kondo, M.; Tsukamoto, S. Improvement of creep strength of advanced ferritic steel welded joints. Weld. World 2005, 49, 59–66. [Google Scholar] [CrossRef]
- Law, N.C.; Edmonds, D.V. The formation of austenite in a low-alloy steel. Met. Mater. Trans. A 1980, 11, 33–46. [Google Scholar] [CrossRef]
- Kimmins, S.T.; Gooch, D.J. Austenite memory effect in 1Cr-1Mo-0.75V(Ti,B) steel. Met. Sci. 1983, 17, 519–532. [Google Scholar] [CrossRef]
- Floreen, S. The physical metallurgy of maraging steels. Metall Rev. 1968, 13, 115–128. [Google Scholar]
- Shirane, T.; Tsukamoto, S.; Tsuzaki, K.; Adachi, Y.; Hanamura, T.; Shimizu, M.; Abe, F. Ferrite to austenite reverse transformation process in B containing 9%Cr heat resistant steel HAZ. Sci. Technol. Weld. Join. 2009, 14, 698–707. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Tsukamoto, S. Mechanisms for boron effect on microstructure and creep strength of ferritic power plant steels. Energy Mater. 2009, 4, 166–175. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Tsukamoto, S.; Shirane, T. Microstructure evolution in HAZ and suppression of Type IV fracture in advanced ferritic power plant steels. Int. J. Press. Vessel. Pip. 2010, 87, 598–604. [Google Scholar] [CrossRef]
- Kurdjumov, G.; Sachs, G. Über den Mechanismus der Stahlhärtung. Z. Phys. 1930, 64, 325–343. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Das, C.R.; Albert, S.K.; Swaminathan, J.; Raju, S.; Bhaduri, A.K.; Murty, B.S. Transition of Crack from Type IV to Type II Resulting from Improved Utilization of Boron in the Modified 9Cr-1Mo Steel Weldment. Met. Mater. Trans. A 2012, 43, 3724–3741. [Google Scholar] [CrossRef]
- Das, C.R.; Bhaduri, A.K.; Lakshmi, S.; Chakravarty, S.; Kar, S.K.; Albert, S.K. Influence of boron and nitrogen on microstructure and hardness of heat-affected zone of modified 9Cr-1Mo steel-Gleeble simulation study. Weld. World 2015, 59, 513–519. [Google Scholar] [CrossRef]
- Liu, L.; Yang, Z.G.; Zhang, C.; Liu, W.B. An in situ study on austenite memory and austenitic spontaneous recrystallization of a martensitic steel. Mater. Sci. Eng. A 2010, 527, 7204–7209. [Google Scholar] [CrossRef]
- Liu, L.; Yang, Z.-G.; Zhang, C. Effect of retained austenite on austenite memory of a 13% Cr–5% Ni martensitic steel. J. Alloy. Compd. 2013, 577, S654–S660. [Google Scholar] [CrossRef]
- Li, K.J. Research on the Microstructure Evolutionary Behavior of High Performance Martensitic Heat-Resistant Steel during Welding. Ph.D. Thesis, Tsinghua University, Beijing, China, 2016. [Google Scholar]
- Li, K.J.; Cai, Z.P.; Wu, Y.; Pan, J.L. Research on austenite transformation of FB2 heat-resistant steel during welding heating process. Acta Metall. Sin. 2017, 53, 778–788. [Google Scholar]
- Abe, F. Effect of boron on creep deformation behavior and microstructure evolution in 9% Cr steel at 650 °C. Int. J. Mater. Res. 2008, 99, 387–394. [Google Scholar] [CrossRef]
- Maki, T.; Morimoto, H.; Tamura, I. Recrystallization of the Austenite Transformed Reversely and Structure of Martensite in 18Ni Maraging Steel. Tetsu-to-Hagane 1979, 65, 1598–1606. [Google Scholar] [CrossRef] [Green Version]
- Santella, M.; Specht, E.; Shingledecker, J.; Abe, F. A Synchrotron Diffraction Study of Transformation Behavior in 9 Cr Steels Using Simulated Weld Heat-affected Zone Conditions. In Proceedings of the 7th International Charles Parsons Turbine Conference, Glasgow, UK, 11–13 September 2007; pp. 427–438. [Google Scholar]
- Sakuraya, K.; Okada, H.; Abe, F. BN type inclusions formed in high Cr ferritic heat resistant steel. Energy Mater. 2006, 1, 158–166. [Google Scholar] [CrossRef]
- Karlsson, L.; Norden, H. Overview no. 63 Non-equilibrium grain boundary segregation of boron in austenitic stainless steel-II. Fine scale segregation behavior. Acta Metall. 1988, 36, 13–27. [Google Scholar] [CrossRef]
- Li, K.J.; Cai, Z.P.; Li, Y.F.; Pan, J.L.; Sun, L.G. Effect of boron on the microstructure and high temperature quasi-static fracture toughness of heat affected zone in heat-resistant steel FB2. J. Mech. Eng. 2015, 24, 69–74. [Google Scholar] [CrossRef]
- Apple, C.; Krauss, G. The effect of heating rate on the martensite to austenite transformation in Fe-Ni-C alloys. Acta Met. 1972, 20, 849–856. [Google Scholar] [CrossRef]
- Abe, F.; Kern, T.U.; Viswanathan, R. Creep-Resistant Steels; CRC Press: New York, UY, USA, 2008; p. 243. [Google Scholar]
- Zhou, Z.F.; Zhang, W.Y. Welding Metallurgy and Metal Weldability, 2nd ed.; Machine Press: Beijing, China, 1988; p. 207. [Google Scholar]
- Abe, F. Effect of Boron on Microstructure and Creep Strength ofAdvanced Ferritic Power Plant Steels. Procedia Eng. 2011, 10, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.M.; He, X.L. Effect of Boron Addition on Structure and Properties of Low Carbon Bainitic Steels. ISIJ Int. 2002, 42, S38–S46. [Google Scholar] [CrossRef]
- Colling, D.A. Martensite-to-austenite reverse transformation in Fe-Ni-Co alloys. Met. Mater. Trans. A 1970, 1, 1677–1682. [Google Scholar] [CrossRef]
- Zhu, J.; Zhao, Y.W.; Pan, T.X.; Cai, Q.G. Investigation on reverse austenite in 18Ni(250 grade)maraging steel. Iron Steel 1981, 16, 41–45. [Google Scholar]
- Cai, Q.G.; Zhu, J.; He, C.Z.; Shen, H.W.; Luo, L.G.; Song, W.S.; Yu, W.L. An investigation of a maraging steel with lower Ni and Co contents. Acta Metall. Sin. 1977, 13, 289–365. [Google Scholar]
- Cai, Q.G.; Zhu, J.; He, C.Z. Aging structure of maraging steel. Acta Phys. Sin. Ch. Ed. 1974, 23, 26–41. [Google Scholar]
- Banerjee, B.R.; Hauser, J.J.; Capenos, J.M. Role of Cobalt in the marage-type alloy matrix. Met. Sci. J. 1968, 2, 76–80. [Google Scholar] [CrossRef]
- Gustafson, Å.; Ågren, J. Possible Effect of Co on Coarsening of M23C6 Carbide and Orowan Stress in a 9% Cr Steel. ISIJ Int. 2001, 41, 356–360. [Google Scholar] [CrossRef]
- Azuma, T.; Miki, K.; Tanaka, Y.; Ishiguro, T. Effect of B on Microstructural Change during Creep Deformation in High Cr Ferritic Heat Resistant Steel. Tetsu-to-Hagane 2002, 88, 678–685. [Google Scholar] [CrossRef] [Green Version]
- Lundin, L.; Fallman, S.; Andren, H.O. Microstructure and mechanical properties of a 10% chromium steel with improved creep resistance at 600 °C. Mater. Sci. Technol. 1997, 13, 233–242. [Google Scholar] [CrossRef]
- Gladman, T. Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering Sciences. R. Soc. 1966, 294, 298–309. [Google Scholar]
- Karlyn, D.A.; Cahn, J.W.; Cohen, M. The Massive Transformation in Copper-Zinc Alloys. In The Selected Works of John W. Cahn; TMS: Warrendale, PA, USA, 1969; p. 237. [Google Scholar]
- Dayananda, M.A. 6.2 Solutions of Diffusion Equations for Constant Ternary Interdiffusion Coefficients. In Diffusion in Solid Metals and Alloys; Mehrer, H., Ed.; Springer: Berlin/Heidelberg, Germany, 1990; Volume 26, p. 372. [Google Scholar]
- Kessler, H.; Pitsch, W. On the nature of the martensite to austenite reverse transformation. Acta Metall. 1967, 15, 401–405. [Google Scholar] [CrossRef]
- Deng, J.G.; Liang, Z.Y.; Hui, S.E.; Zhao, Q.X. Aging treatment on the microstructures and mechanical properties of new groove T92/Super 304H dissimilar steel joints. High Temp. Mater. Process. 2015, 34, 425–433. [Google Scholar] [CrossRef]
- Dunder, M.; Vuherer, T.; Samardzic, I.; Maric, D. Analysis of heat-affected zone microstructures of steel P92 after welding and after post-weld heat treatment. Int. J. Adv. Manuf. Technol. 2019, 102, 3801–3812. [Google Scholar] [CrossRef]
- Wang, X.; Xu, Q.; Yu, S.-M.; Liu, H.; Hu, L.; Ren, Y.-Y. Laves-phase evolution during aging in fine grained heat-affected zone of a tungsten-strengthened 9% Cr steel weldment. J. Mater. Process. Technol. 2015, 219, 60–69. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Yang, Z.G. Microstructural analysis on creep properties of dissimilar materials joints between T92 martensitic and HR3C austenitic steels. Mater. Sci. Eng. A 2011, 528, 6103–6111. [Google Scholar] [CrossRef]
- Lee, S.-J.; Park, Y.-M.; Lee, Y.-K. Reverse transformation mechanism of martensite to austenite in a metastable austenitic alloy. Mater. Sci. Eng. A 2009, 515, 32–37. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Years | Alloy Modification | 600 °C/105 h Creep Repture Strength/Mpa | Example Alloys | Maximum Metal Use Temperature/°C |
|---|---|---|---|---|
| 1960–1970 | Addition of Mo or Nb, V to simple 12Cr and 9Cr steels | 60 | EM12, HCM9M, HT9, Tempaloy F9, HT 91 | 565 |
| 1970–1985 | Optimization of C, Nb, V | 100 | HCM12, T91, HCM2S | 593 |
| 1985–1995 | Partial substitution of W for Mo | 130 | P92, P122, P911 (NF 616, HCM12A) | 620 |
| Emerging | Increase W and addition of Co, B and controlled N | 150 | NF12, SAVE 12, MARN, MARB2, MARBN | 650 |
| Elements | C | Cr | Mo | Mn | Si | Ni | Co | W | V |
|---|---|---|---|---|---|---|---|---|---|
| NIMS 130B steel [70] | 0.077 | 8.97 | − | 0.49 | 0.300 | − | 2.91 | 2.87 | 0.18 |
| NIMS 90B steel [72] | 0.074 | 8.93 | − | 0.48 | 0.3 | − | 2.92 | 3.13 | 0.18 |
| MARBN [72] | 0.079 | 8.81 | − | 0.51 | 0.31 | − | 3.10 | 3.05 | 0.20 |
| Maraging steel [70] | 0.003 | − | 5.80 | 0.02 | 0.006 | 18.5 | 8.57 | − | − |
| P91B [75] | 0.100 | 8.500 | 1.040 | 0.300 | 0.400 | 0.020 | − | − | 0.230 |
| P91 [75] | 0.100 | 9.500 | 1.000 | 0.390 | 0.480 | 0.140 | − | − | 0.250 |
| 13Cr–5Ni Martensitic steel [77] | 0.04 | 12.87 | 1.36 | 0.55 | 0.14 | 5.01 | − | − | 0.03 |
| P92 [66] | 0.09 | 8.72 | 0.45 | 0.47 | 0.16 | − | − | 1.87 | 0.21 |
| Gr.92 [72] | 0.09 | 8.72 | 0.45 | 0.47 | 0.16 | − | − | 1.87 | 0.21 |
| FB2 [79] | 0.13 | 9.30 | 1.5 | 0.40 | 0.05 | 0.15 | 1.0 | − | 0.2 |
| Elements | Nb | Al | Cu | Ti | P | S | N | B | Fe |
| NIMS 130B steel [70] | 0.05 | − | − | − | − | − | 0.0015 | 0.0130 | Balance |
| NIMS 90B steel [72] | 0.046 | − | − | − | − | − | 0.0014 | 0.009 | Balance |
| MARBN [72] | 0.055 | − | − | − | − | − | 0.085 | 0.016 | Balance |
| Maraging steel [70] | − | − | − | 0.72 | − | − | − | − | Balance |
| P91B [75] | 0.090 | 0.030 | − | − | 0.005 | 0.002 | 0.002 | 0.010 | Balance |
| P91 [75] | 0.100 | 0.024 | − | − | 0.021 | 0.009 | 0.065 | − | Balance |
| 13Cr–5Ni Martensitic steel [77] | − | − | 0.04 | − | 0.01 | 0.02 | 0.06 | − | Balance |
| P92 [66] | 0.06 | − | − | − | − | − | 0.050 | 0.002 | Balance |
| Gr.92 [72] | 0.06 | − | − | − | − | − | 0.05 | 0.002 | Balance |
| FB2 [79] | 0.05 | − | − | − | − | − | 0.02 | 0.01 | Balance |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Li, K.; Cai, Z.; Pan, J. A Review of Austenite Memory Effect in HAZ of B Containing 9% Cr Martensitic Heat Resistant Steel. Metals 2019, 9, 1233. https://doi.org/10.3390/met9111233
Li X, Li K, Cai Z, Pan J. A Review of Austenite Memory Effect in HAZ of B Containing 9% Cr Martensitic Heat Resistant Steel. Metals. 2019; 9(11):1233. https://doi.org/10.3390/met9111233
Chicago/Turabian StyleLi, Xiaogang, Kejian Li, Zhipeng Cai, and Jiluan Pan. 2019. "A Review of Austenite Memory Effect in HAZ of B Containing 9% Cr Martensitic Heat Resistant Steel" Metals 9, no. 11: 1233. https://doi.org/10.3390/met9111233