Annealing Behavior of Surface-Locally Cold-Deformed Low-Carbon Steel with a Large Strain Gradient

Abstract
:1. Introduction
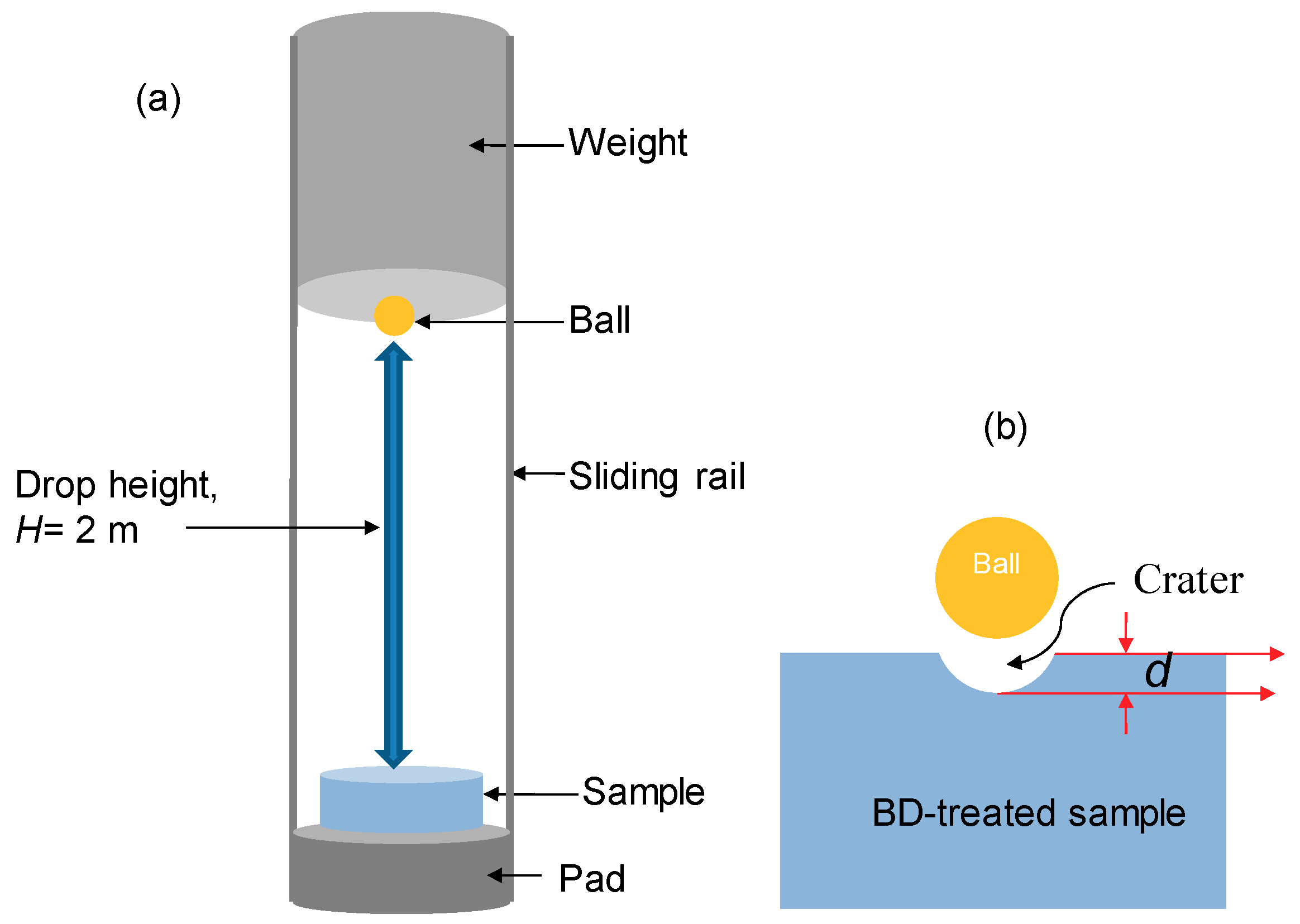
2. Materials and Methods
3. Results and Discussion
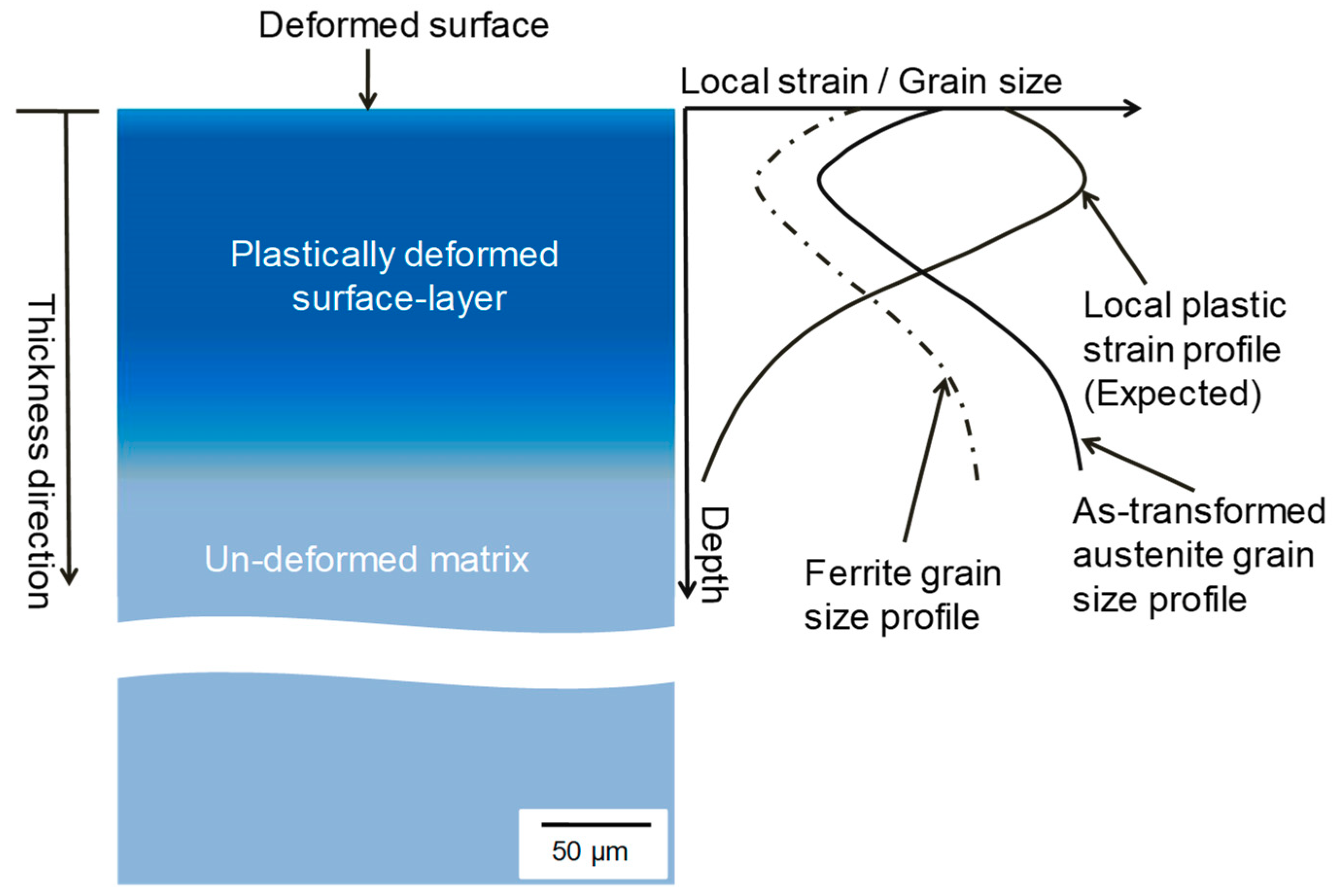
3.1. Local Plastic Strain Profile in Pure Iron
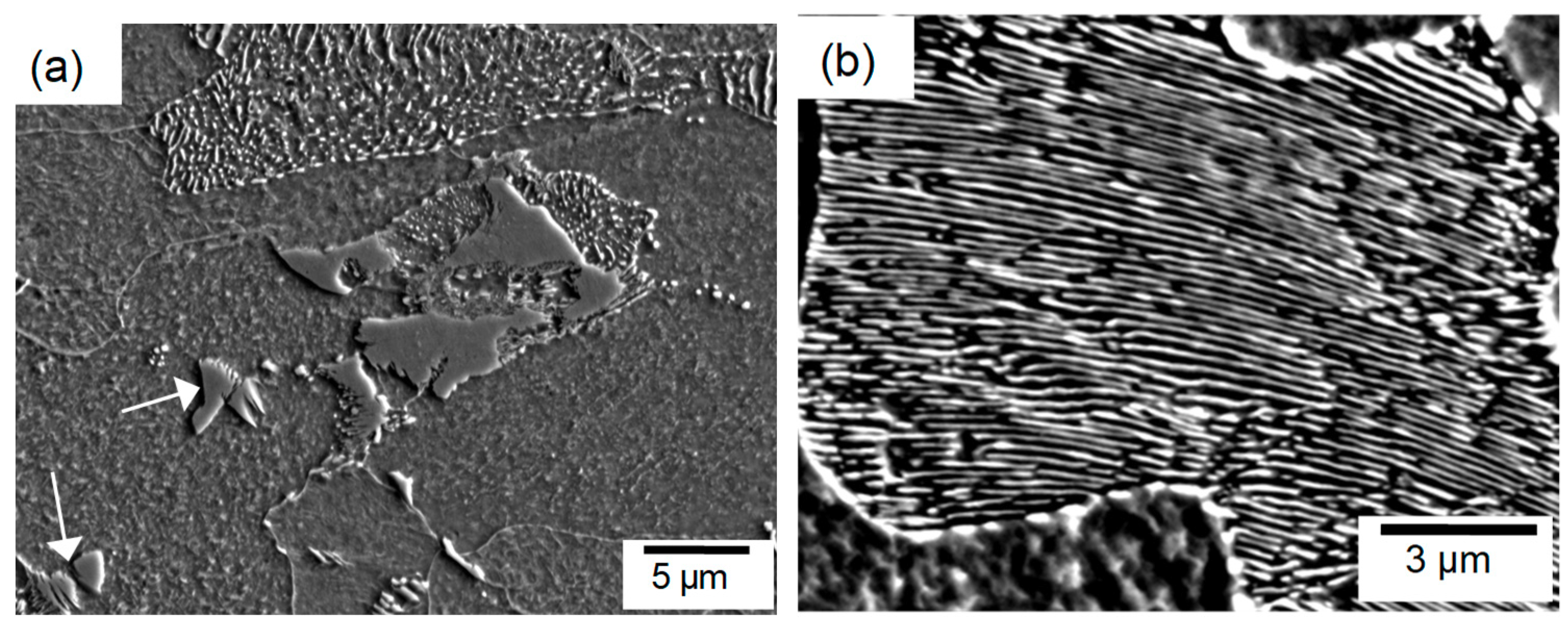
3.2. Recrystallization of Ferrite in Cold-Deformed 0.2 mass% Carbon Steel
3.3. Austenite Formation in Cold-Deformed 0.2 mass% Carbon Steel
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Fecht, H.J.; Hellstern, E.; Fu, Z.; Johnson, W.L. Nanocrystalline metals prepared by high-energy ball milling. Metall. Mater. Trans. A 1990, 21, 2333–2337. [Google Scholar] [CrossRef]
- Eckert, J.; Holzer, J.C.; Krill, C.E.; Johnson, W.L. Structural and thermodynamic properties of nanocrystalline fcc metals prepared by mechanical attrition. J. Mater. Res. 1992, 7, 1751–1761. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Zhang, X.; Matsuura, K.; Ohno, M.; Suzuki, S. Quantification of local plastic strain distribution beneath surface of deformed iron. Mater. Sci. Eng. A 2013, 564, 169–175. [Google Scholar] [CrossRef]
- Mankins, W.L. Recovery, recrystallization, and grain-growth structures. ASM Int. 2004, 9, 207–214. [Google Scholar]
- Huang, J.; Poole, W.J.; Militzer, M. Austenite formation during intercritical annealing. Metall. Mater. Trans. A 2004, 35, 3363–3375. [Google Scholar] [CrossRef]
- Nedjada, S.H.; Moghaddama, Y.Z.; Vazirabadia, A.M.; Shirazib, H.; Ahmadabadib, M.N. Grain refinement by cold deformation and recrystallization of bainite and acicular ferrite structures of C–Mn steels. Mater. Sci. Eng. A 2011, 528, 1521–1526. [Google Scholar] [CrossRef]
- Yang, D.Z.; Brown, E.L.; Matlock, D.K.; Krauss, G. Ferrite recrystallization and austenite formation in cold-rolled intercritically annealed steel. Metall. Mater. Trans. A 1985, 16, 1385–1392. [Google Scholar] [CrossRef]
- Yang, D.Z.; Brown, E.L.; Matlock, D.K.; Krauss, G. The Formation of austenite at low intercritical annealing temperatures in a normalized 0.08C-1.45Mn-0.21Si steel. Metall. Mater. Trans. A 1985, 16, 1523–1526. [Google Scholar] [CrossRef]
- Park, K.T.; Lee, E.G.; Lee, C.S. Reverse austenite transformation behavior of equal channel angular pressed low carbon ferrite/pearlite steel. ISIJ Int. 2007, 47, 294–298. [Google Scholar] [CrossRef]
- Tokizane, M.; Matsumuara, N.; Tsuzaki, K.; Maki, T.; Tamura, I. Recrystallization and formation of austenite in deformed lath martensitic structure of low carbon steels. Metall. Mater. Trans. A 1982, 13, 1379–1388. [Google Scholar] [CrossRef]
- Keichel, J.; Foct, J.; Gottstein, G. Deformation and annealing behavior of nitrogen alloyed duplex stainless steels. Part II: annealing. ISIJ Int. 2003, 43, 1788–1794. [Google Scholar] [CrossRef]
- Beswick, J. Effect of prior cold work on the martensite transformation in SAE 52100. Metall. Mater. Trans. A 1984, 15, 299–306. [Google Scholar] [CrossRef]
- Yi, J.J.; Kim, I.S.; Choi, H.S. Austenitization during intercritical annealing of an Fe-C-Si-Mn dual-phase steel. Metall. Mater. Trans. A 1985, 16, 1237–1245. [Google Scholar] [CrossRef]
- Asadabad, M.A.; Goodarzi, M.; Kheirandish, S. Kinetics of austenite formation in dual phase steels. ISIJ Int. 2008, 48, 1251–1255. [Google Scholar] [CrossRef]
- Garcia, C.I.; Deardo, A.J. Formation of austenite in 1.5 pct Mn steels. Metall. Mater. Trans. A 1981, 12, 521–530. [Google Scholar] [CrossRef]
- Speich, G.R.; Demarest, V.A.; Miller, R.L. Formation of austenite during intercritical annealing of dual-phase steels. Metall. Mater. Trans. A 1981, 12, 1419–1482. [Google Scholar] [CrossRef]
- Li, Z.D.; Miyamoto, G.; Yang, Z.G.; Furuhara, T. Kinetics of reverse transformation from pearlite to austenite in an Fe-0.6 mass pct C Alloy and the effects of alloying elements. Metall. Mater. Trans. A 2011, 45, 1586–1596. [Google Scholar] [CrossRef]
- Karlsson, B.; Linden, G. Plastic Deformation of Ferrite-Pearlite Structures in Steel. Mater. Sci. Eng. 1975, 17, 209–219. [Google Scholar] [CrossRef]
- Kamaya, M.; Wilkinson, A.J.; Titchmarsh, J.M. Quantification of plastic strain of stainless steel and nickel alloy by electron backscatter diffraction. Acta Mater. 2006, 54, 539–548. [Google Scholar] [CrossRef]
- Kamaya, M.; Wilkinson, A.J.; Titchmarsh, J.M. Measurement of plastic strain of polycrystalline material by electron backscatter diffraction. Nucl. Eng. Des. 2005, 235, 713–725. [Google Scholar] [CrossRef]
- Sáez-Maderuelo, A.; Castro, L.; De Diego, G. Plastic strain characterization in austenitic stainless steels and nickel alloys by electron backscatter diffraction. J. Nucl. Mater. 2011, 416, 75–79. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | Al | N | Fe |
|---|---|---|---|---|---|---|
| 0.2 | 0.2 | 0.8 | 0.015 | 0.04 | 0.006 | Bal. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Matsuura, K.; Ohno, M. Annealing Behavior of Surface-Locally Cold-Deformed Low-Carbon Steel with a Large Strain Gradient. Metals 2018, 8, 976. https://doi.org/10.3390/met8110976
Zhang X, Matsuura K, Ohno M. Annealing Behavior of Surface-Locally Cold-Deformed Low-Carbon Steel with a Large Strain Gradient. Metals. 2018; 8(11):976. https://doi.org/10.3390/met8110976
Chicago/Turabian StyleZhang, Xianguang, Kiyotaka Matsuura, and Munekazu Ohno. 2018. "Annealing Behavior of Surface-Locally Cold-Deformed Low-Carbon Steel with a Large Strain Gradient" Metals 8, no. 11: 976. https://doi.org/10.3390/met8110976