
The Microstructure Evolution, Mechanical Properties and Densification Mechanism of TiAl-Based Alloys Prepared by Spark Plasma Sintering

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
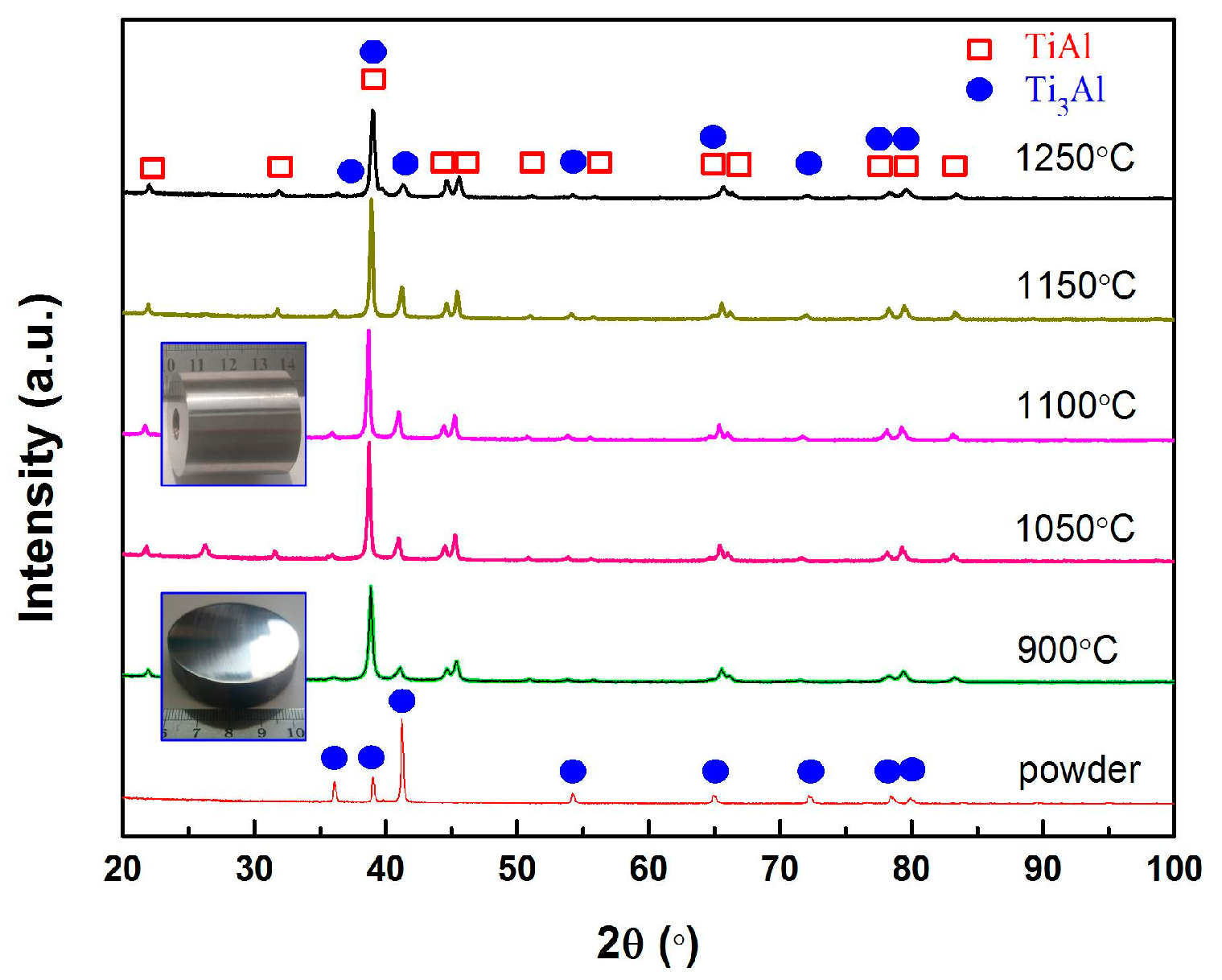
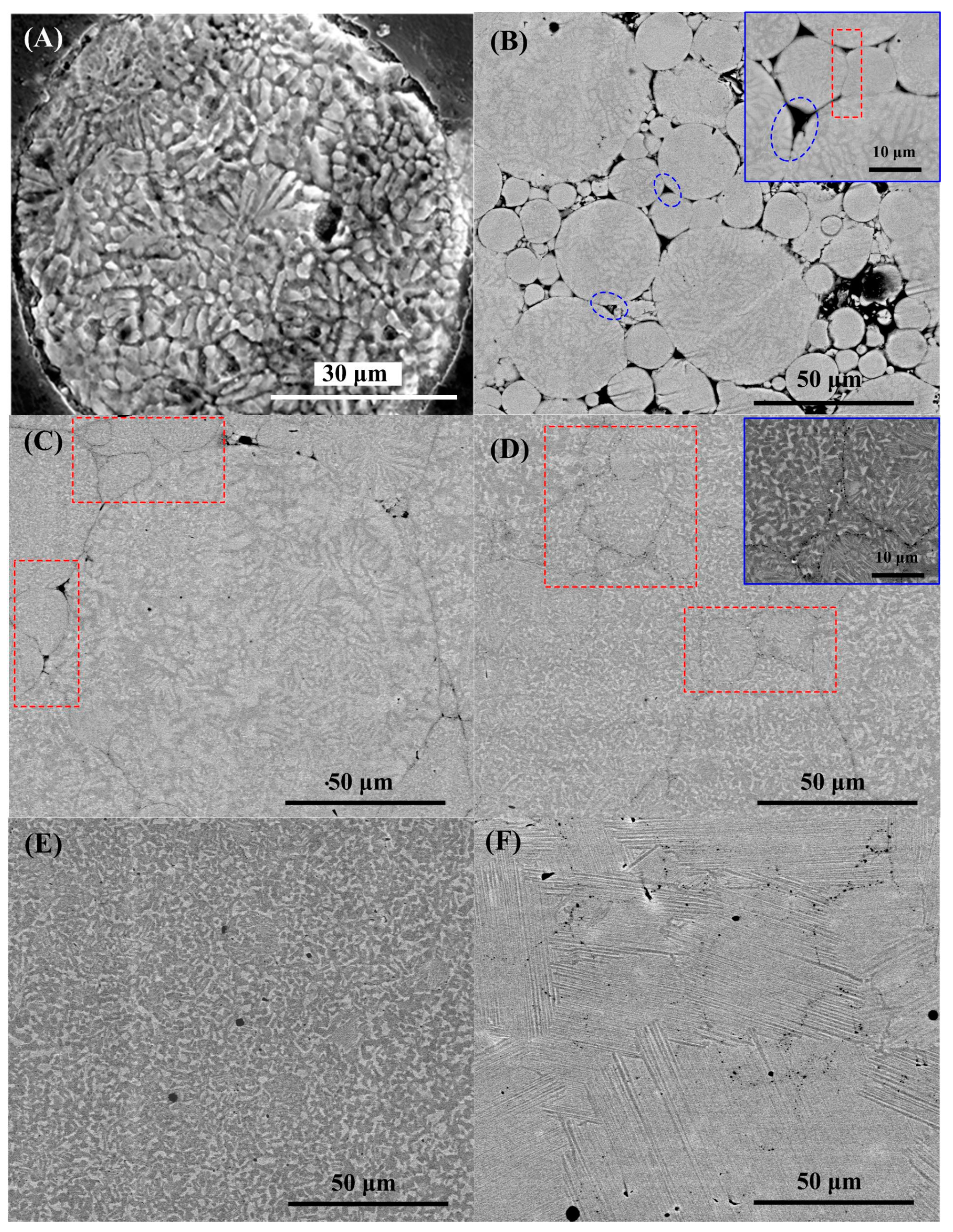
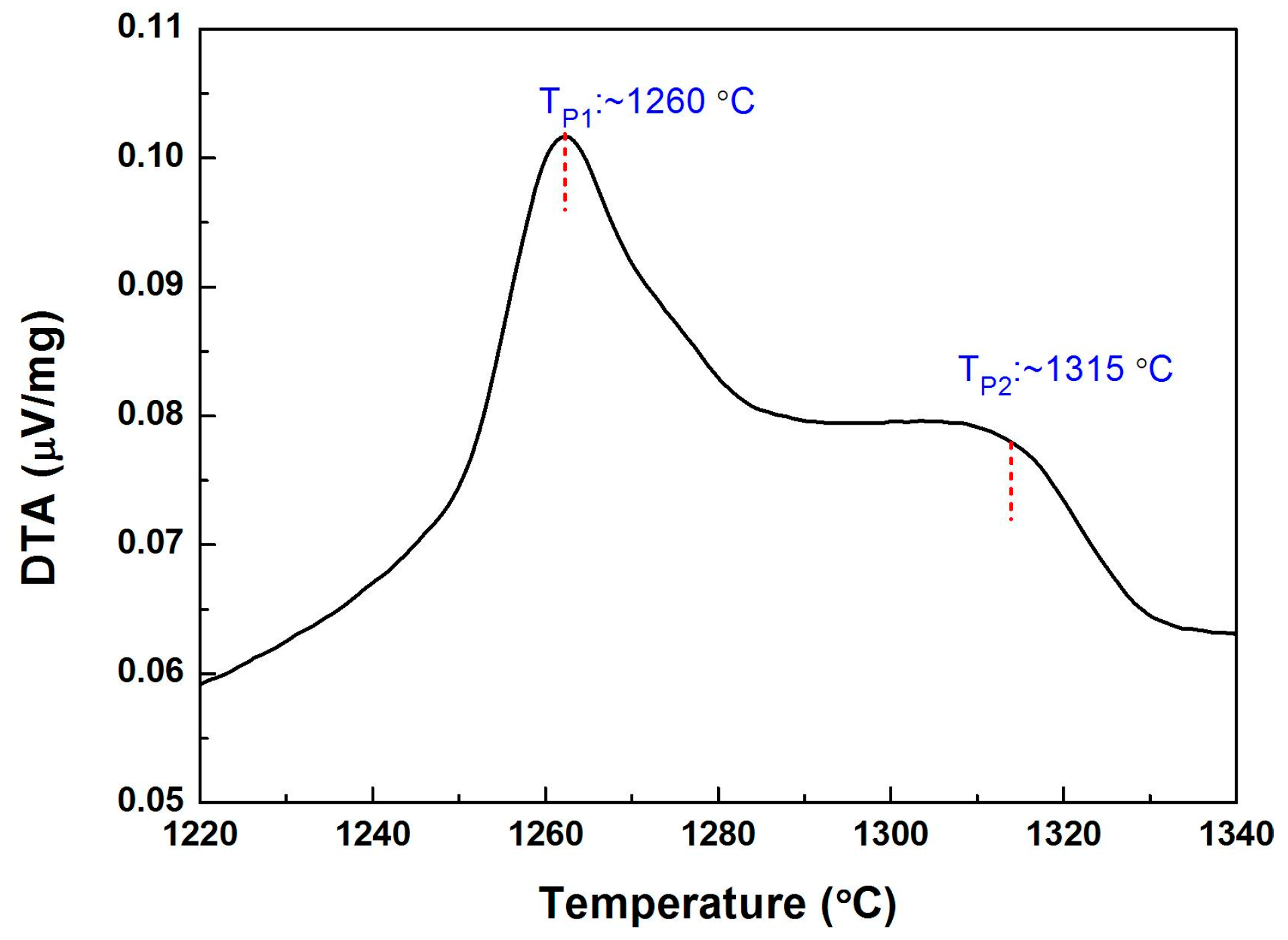
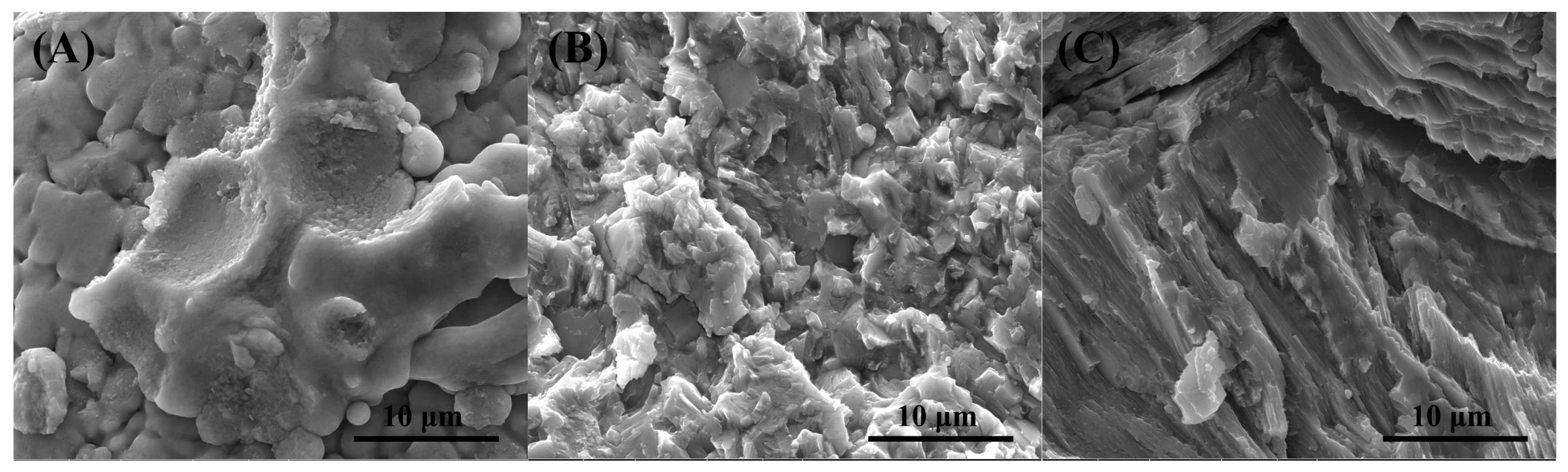
3.1. Microstructure Evolution
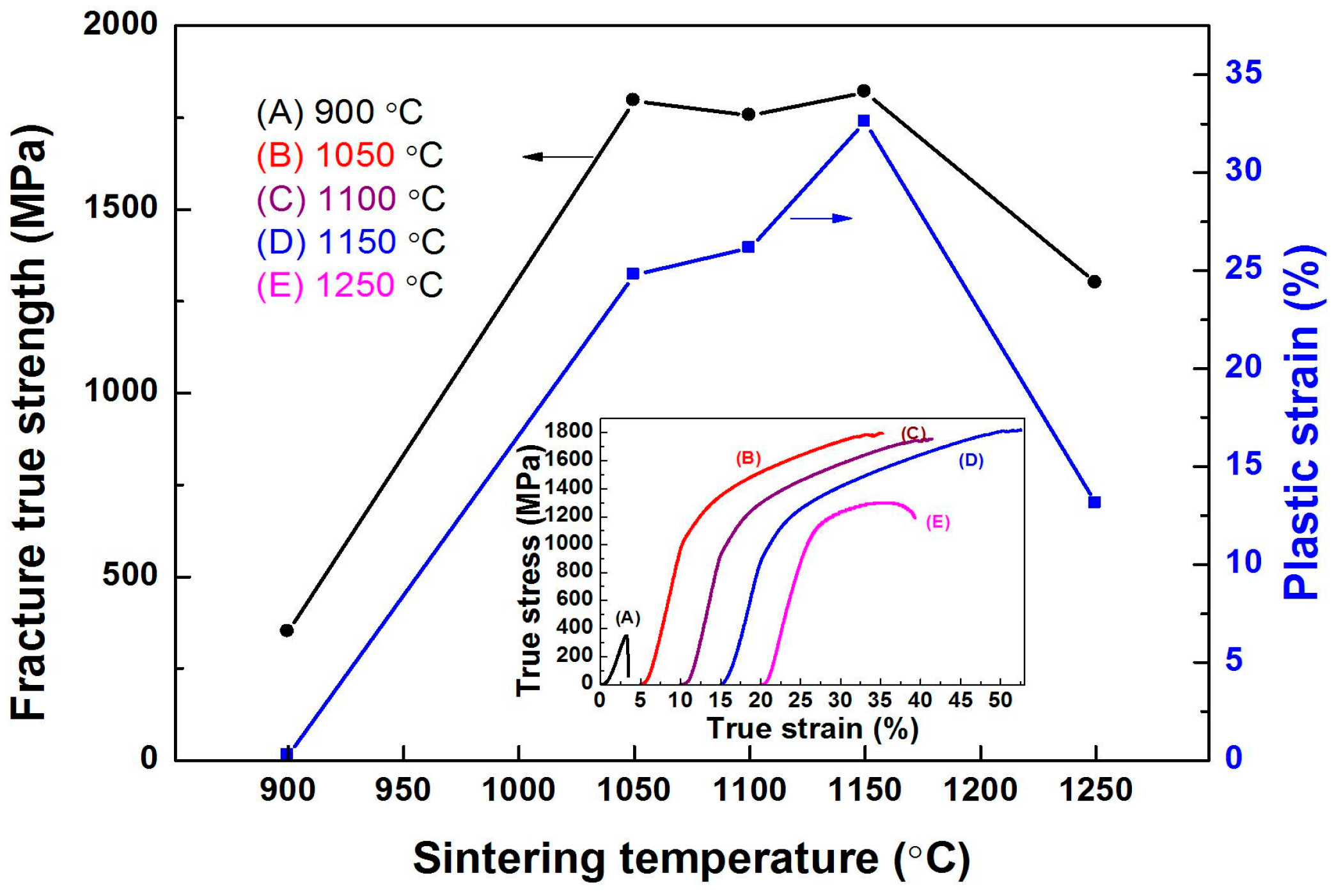
3.2. Mechanical Property
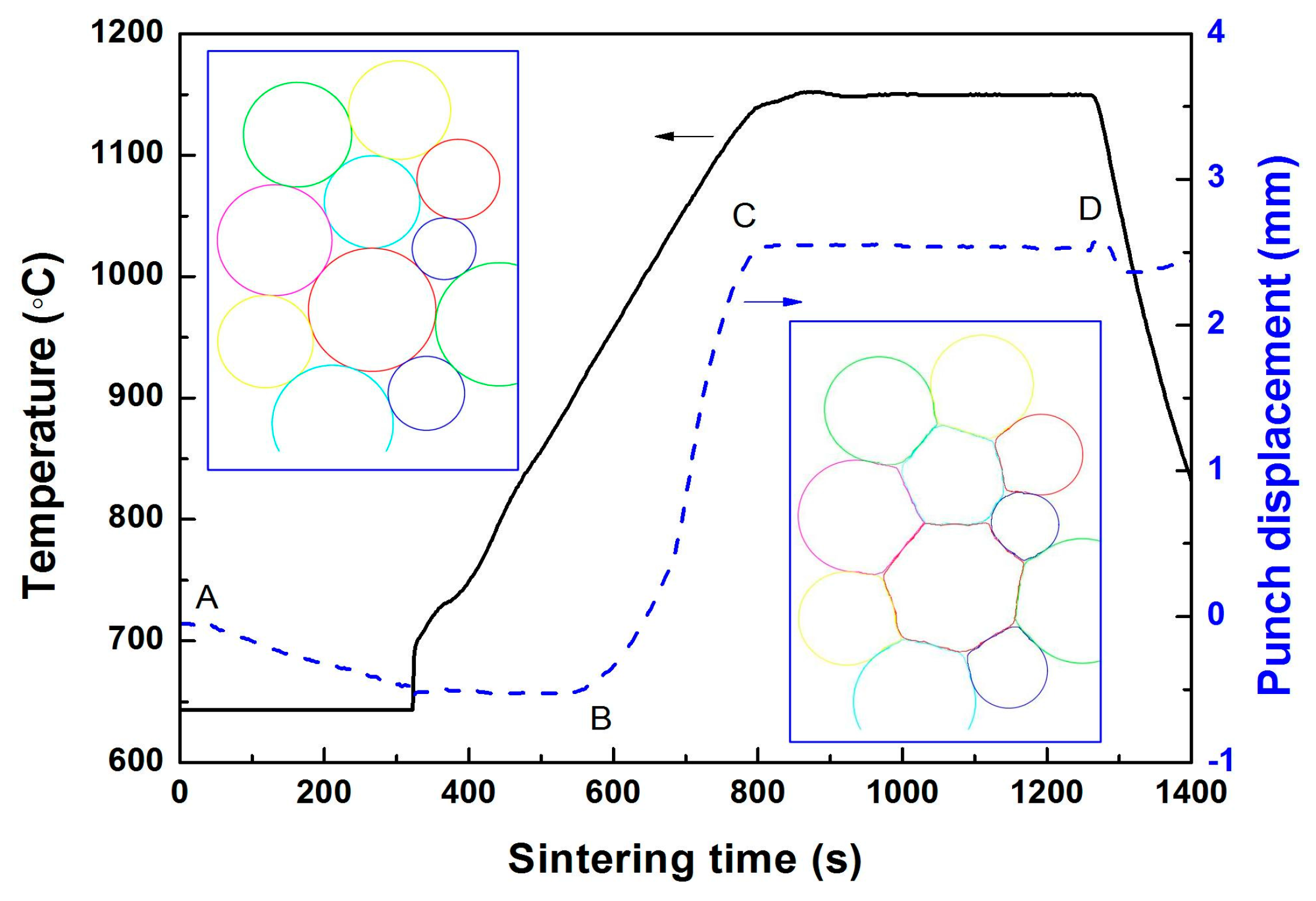
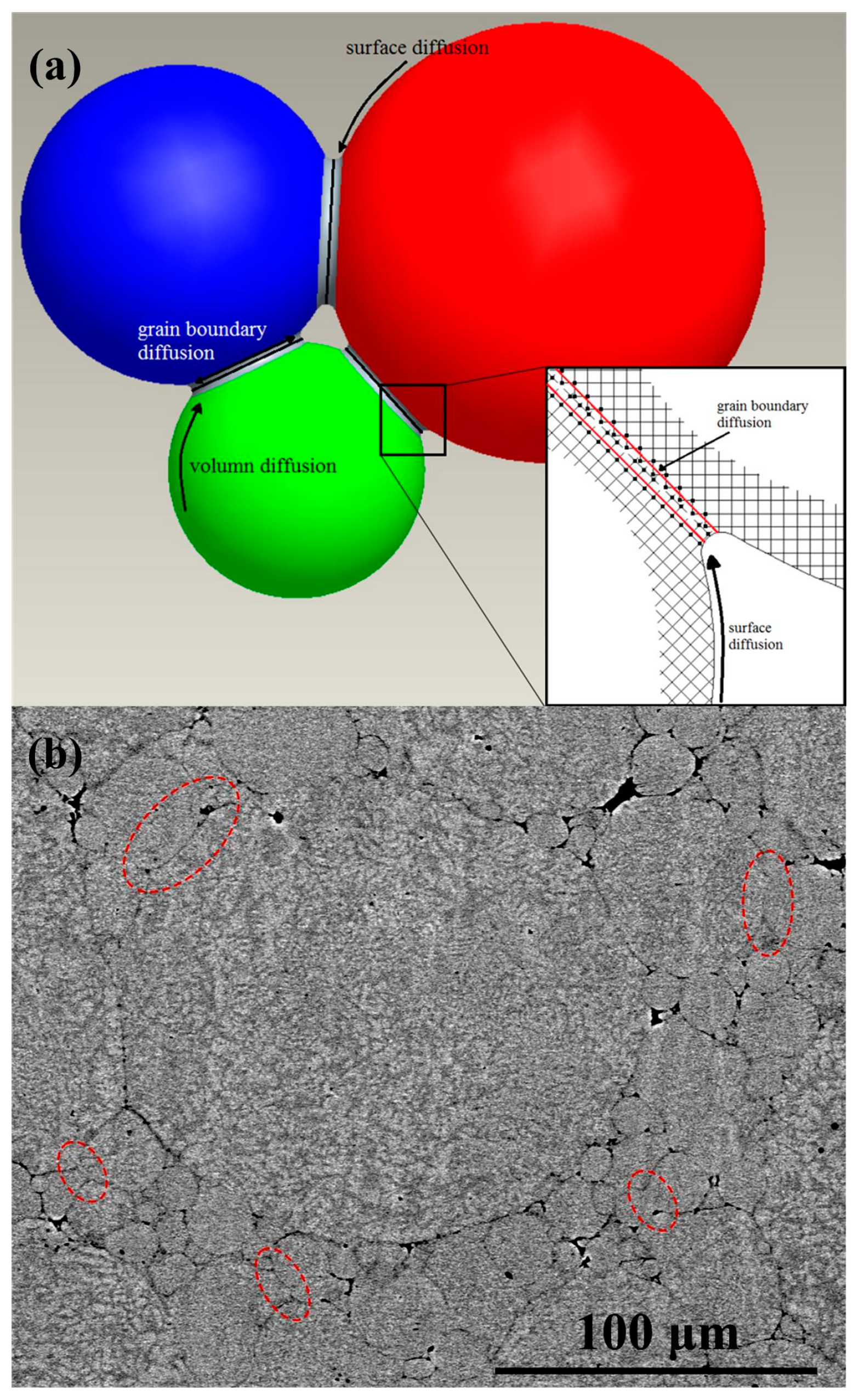
3.3. Densification Process
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lagos, M.A.; Agote, I. SPS synthesis and consolidation of TiAl alloys from elemental powder: Microstructure evolution. Intermetallics 2013, 36, 51–56. [Google Scholar] [CrossRef]
- Liss, K.D.; Funakoshi, K.I.; Dippenaar, R.J.; Higo, Y.; Shiro, A.; Reid, M.; Suzuki, H.; Shobu, T.; Akita, K. Hydrostatic compression behavior and high-pressure stabilized β-phase in γ-based titanium aluminide intermetallics. Metals 2016, 6, 165. [Google Scholar] [CrossRef]
- Liu, H.W.; Rong, R.; Gao, F.; Li, Z.X.; Liu, Y.G.; Wang, Q.F. Hot deformation behavior and microstructural evolution characteristics of Ti-44Al-5V-1Cr alloy containing (γ + α2 + B2) phases. Metals 2016, 6, 305. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, processing, microstructure, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.Y.; Xiao, S.L.; Xu, L.J. Microstructure evolution and mechanical properties of a novel beta γ-TiAl alloy. Intermetallics 2012, 31, 225–231. [Google Scholar] [CrossRef]
- Edalati, K.; Toh, S.; Iwaoka, H.; Watanabe, M.; Horita, Z.; Kashioka, D.; Kishida, K.; Inui, H. Ultrahigh strength and high plasticity in TiAl intermetallics with bimodal grain structure and nanotwins. Scr. Mater. 2012, 67, 814–817. [Google Scholar] [CrossRef]
- Miriyev, A.; Levy, A.; Kalabukhov, S.; Frage, N. Interface evolution and shear strength of Al/Ti bi-metals processed by a spark plasma sintering (SPS) apparatus. J. Alloy Compd. 2016, 678, 329–336. [Google Scholar] [CrossRef]
- Sadeghi, E.; Karimzadeh, F.; Abbasi, M.H. Thermodynamic analysis of Ti-Al-C intermetallics formation by mechanical alloying. J. Alloy Compd. 2013, 576, 317–323. [Google Scholar] [CrossRef]
- Guillaume, B.G.; Chrisian, G. Spark plasma sintering of a commercially available granulated zirconia powder: I. Sintering path and hypotheses about the mechanism(s) controlling densification. Acta Mater. 2007, 55, 3493–3504. [Google Scholar]
- Jiang, D.T.; Hulbert, D.M.; Kuntz, J.D.; Anselmi-Tamburini, U.; Mukherjee, A.K. Spark plasma sintering: A high strain rate low temperature forming tool for ceramics. Mater. Sci. Eng. A 2013, 463, 89–93. [Google Scholar] [CrossRef]
- Li, J.; Liu, Y.; Liu, B.; Wang, Y.; Liang, X.; He, Y. Microstructure characterization and mechanical behaviors of a hot forged high Nb containing PM TiAl alloy. Mater. Charact. 2014, 95, 148–156. [Google Scholar] [CrossRef]
- Trzaska, Z.; Couret, A.; Monchoux, J.P. Spark plasma sintering mechanisms at the necks between TiAl powder particles. Acta Mater. 2016, 118, 100–108. [Google Scholar] [CrossRef]
- Ghasali, E.; Pakseresht, A.H.; Alizadeh, M.; Shirvanimoghaddam, K.; Ebadzadeh, T. Vanadium carbide reinforced aluminum matrix composite prepared by conventional, microwave and spark plasma sintering. J. Alloy Compd. 2016, 688, 527–533. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Akbari, M.K.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication process and properties. Composites Part A 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Wang, Y.H.; Lin, J.P.; He, Y.H.; Wang, Y.L.; Chen, G.L. Microstructures and mechanical properties of Ti-45Al-8.5Nb-(W, B, Y) alloy by SPS-HIP route. Mater. Sci. Eng. A 2008, 489, 55–61. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.P.; Perrut, M.; Couret, A. Obtaining of a fine near-lamellar microstructure in TiAl alloys by spark plasma sintering. Intermetallics 2016, 71, 88–97. [Google Scholar] [CrossRef]
- Liu, X.W.; Zhang, Z.L.; Sun, R.; Liu, F.C.; Fan, Z.T.; Niu, H.Z. Microstructure and mechanical properties of beta TiAl alloys elaborated by spark plasma sintering. Intermetallics 2014, 55, 177–183. [Google Scholar] [CrossRef]
- Wang, Y.H.; Lin, J.P.; He, Y.H.; Wang, Y.L.; Chen, G.L. Fabrication and SPS microstructure of Ti-45Al-8.5Nb-(W, B, Y) alloying powders. Intermetallics 2008, 16, 215–224. [Google Scholar] [CrossRef]
- Couret, A.; Molenat, G.; Galy, J.; Thomas, M. Microstructures and mechanical properties of TiAl alloys consolidated by spark plasma sintering. Intermetallics 2008, 16, 1134–1141. [Google Scholar] [CrossRef]
- Jabbar, H.; Couret, A.; Durand, L.; Monchoux, J.P. Identification of microstructural mechanisms during densification of a TiAl alloy by spark plasma sintering. J. Alloy Compd. 2011, 509, 9826–9835. [Google Scholar] [CrossRef]
- Lee, G.; Yurlova, M.S.; Giuntini, D.; Grigoryev, E.G.; Khasanov, O.L.; Mckittrick, J.; Olevsky, E.A. Densification of zirconium nitride by spark plasma sintering and high voltage electric discharge consolidation: A comparative analysis. Ceram. Int. 2015, 41, 14973–14987. [Google Scholar] [CrossRef]
- Niraj, C.; Koundinya, N.T.B.N.; Srivastav, A.K.; Kottada, R.S. On correlation between densification kinetics during spark plasma sintering and compressive creep of B2 aluminides. Scr. Mater. 2015, 107, 63–66. [Google Scholar]
- Lodhe, M.; Chawake, N.; Yadav, D.; Balasubramanian, M. On correlation between β → α transformation and densification mechanisms in SiC during spark plasma sintering. Scr. Mater. 2016, 115, 137–140. [Google Scholar] [CrossRef]
- Voisin, T.; Durand, L.; Karnatak, N.; Gallet, S.L.; Thomas, M.; Berre, Y.L.; Castagné, J.F.; Couret, A. Temperature control during spark plasma sintering and application to up-scaling and complex shaping. J. Mater. Process. Technol. 2013, 213, 269–278. [Google Scholar] [CrossRef]
- Ghasali, E.; Shirvanimoghaddam, K.; Pakseresht, A.H.; Alizadeh, M.; Ebadzadeh, T. Evaluation of microstructure and mechanical properties of Al-TaC composites prepared by spark plasma sintering process. J. Alloy Compd. 2017, 705, 283–289. [Google Scholar] [CrossRef]
- Wang, J.W.; Wang, Y.; Liu, Y.; Li, J.B.; He, L.Z.; Zhang, C. Densification and microstructural evolution of a high niobium containing TiAl alloy consolidated by spark plasma sintering. Intermetallics 2015, 64, 70–77. [Google Scholar] [CrossRef]
- German, R. Sintering from Empirical Observations to Scientific Principles, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2014; pp. 197–198. [Google Scholar]
- Zhang, W.; Gladwell, I. Sintering of two particles by surface and grain boundary diffusion—A three dimensional model and numerical study. Comp. Mater. Sci. 1998, 12, 84–104. [Google Scholar] [CrossRef]
- Wang, J.C. Analysis of early stage sintering with simultaneous surface and volume diffusion. Metall. Mater. Trans. A 1990, 21, 305–312. [Google Scholar] [CrossRef]
- Chng, H.N.; Pan, J. Cubic spline elements for modeling microstructural evolution of materials controlled by solid-state diffusion and grain boundary migration. J. Comp. Phys. 2004, 196, 724–750. [Google Scholar] [CrossRef]
- Svoboda, J.; Riedel, H. Quasi-equilibrium sintering for coupled grain boundary and surface diffusion. Acta Metall. Mater. 1995, 43, 499–506. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 900 | 1050 | 1100 | 1150 | 1250 |
|---|---|---|---|---|---|
| Density (g/cm3) | 3.392 | 3.944 | 3.966 | 3.967 | 3.965 |
| Hardness (HV) | 278.6 | 413.0 | 420.0 | 417.0 | 430.0 |
| Stress (MPa) | 10 | 30 | 50 |
|---|---|---|---|
| Density (g/cm3) | 3.947 | 3.961 | 3.967 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Yuan, H.; Qiang, J. The Microstructure Evolution, Mechanical Properties and Densification Mechanism of TiAl-Based Alloys Prepared by Spark Plasma Sintering. Metals 2017, 7, 201. https://doi.org/10.3390/met7060201
Wang D, Yuan H, Qiang J. The Microstructure Evolution, Mechanical Properties and Densification Mechanism of TiAl-Based Alloys Prepared by Spark Plasma Sintering. Metals. 2017; 7(6):201. https://doi.org/10.3390/met7060201
Chicago/Turabian StyleWang, Dongjun, Hao Yuan, and Jianming Qiang. 2017. "The Microstructure Evolution, Mechanical Properties and Densification Mechanism of TiAl-Based Alloys Prepared by Spark Plasma Sintering" Metals 7, no. 6: 201. https://doi.org/10.3390/met7060201