
Models to Predict the Viscosity of Metal Injection Molding Feedstock Materials as Function of Their Formulation

 ,
,  ,
, 
 ,
, 
Abstract
:
1. Introduction
2. Theoretical Background
2.1. Models for Viscosity Prediction of Multicomponent Binders
2.2. Models for Viscosity Prediction of Feedstocks with Different Filler Contents
3. Materials and Methods
3.1. Materials
3.1.1. Polypropylene-Based Feedstock
3.1.2. Polyoxymethylene-Based Feedstock
3.2. Methods
3.2.1. Rotational Rheometry
3.2.2. Capillary Rheometry
4. Results and Discussion
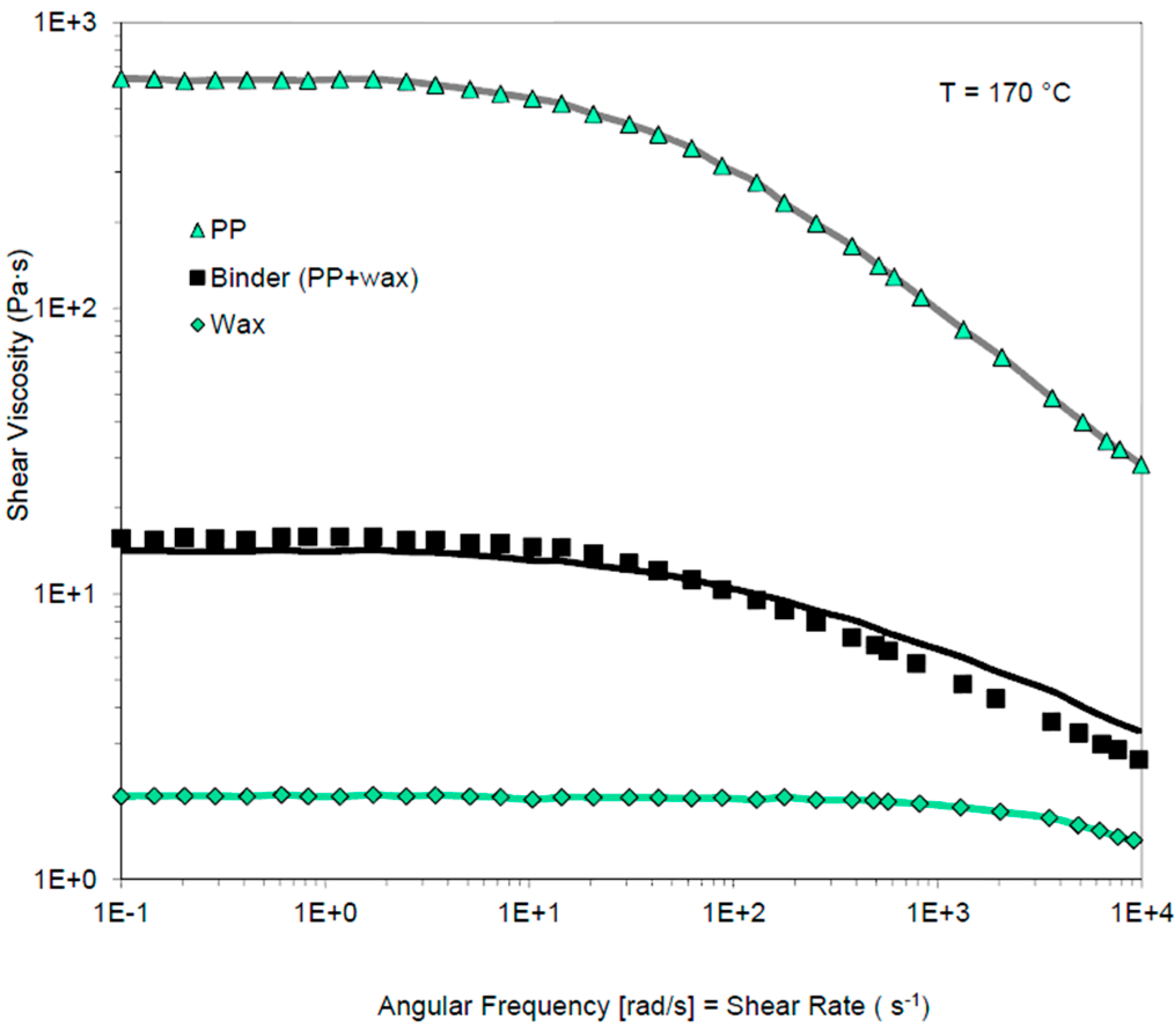
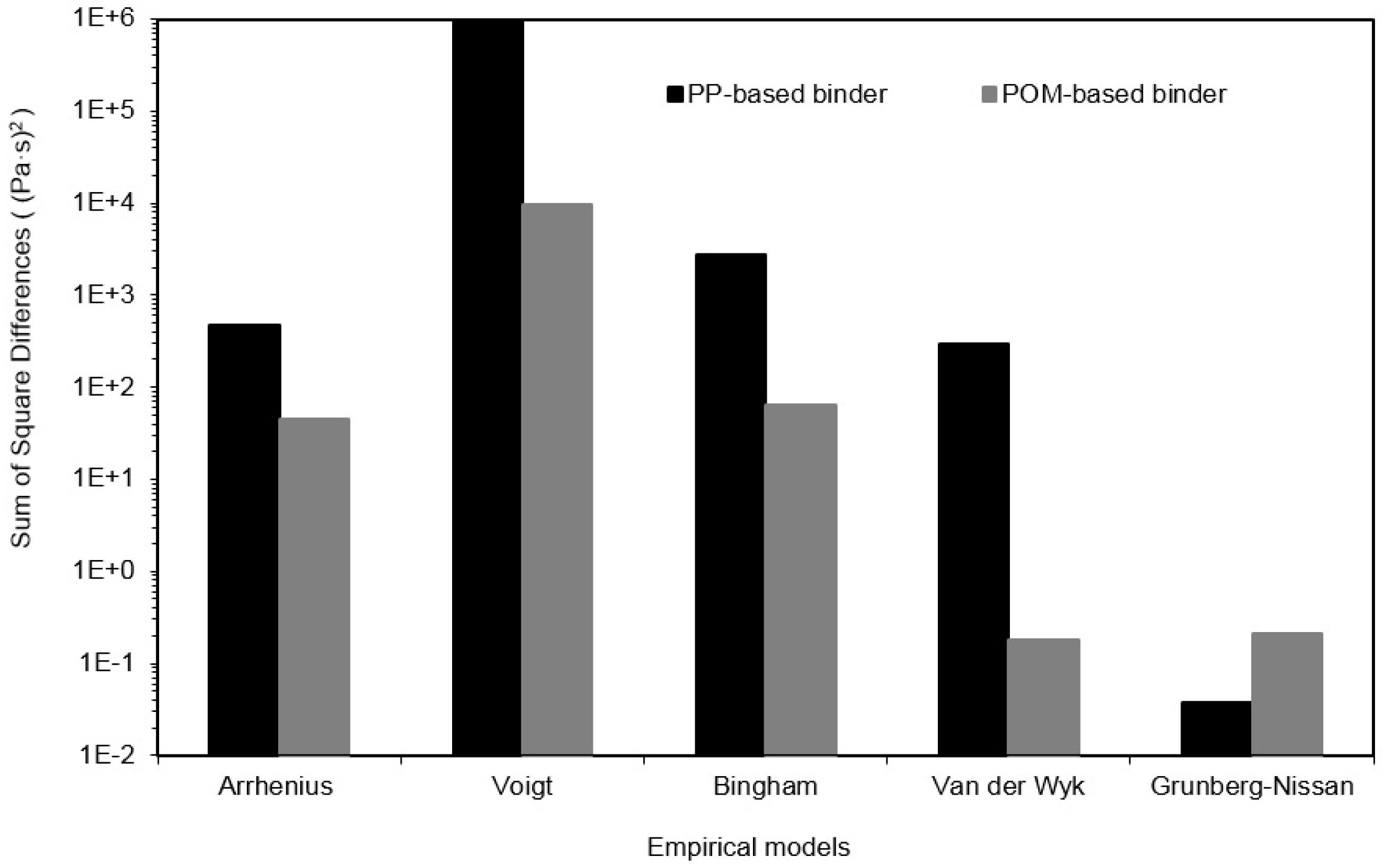
4.1. Viscosity of Binders
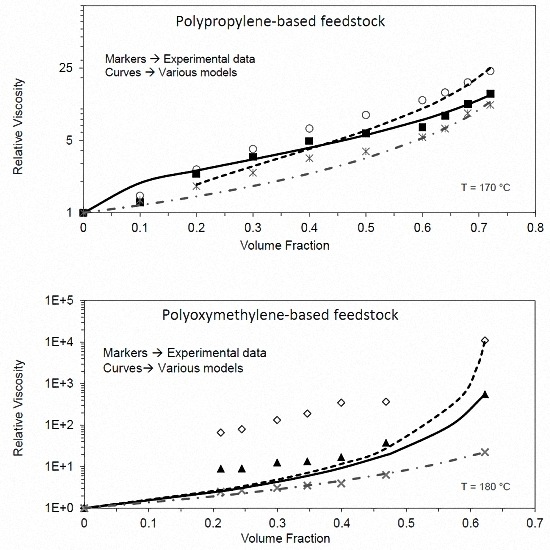
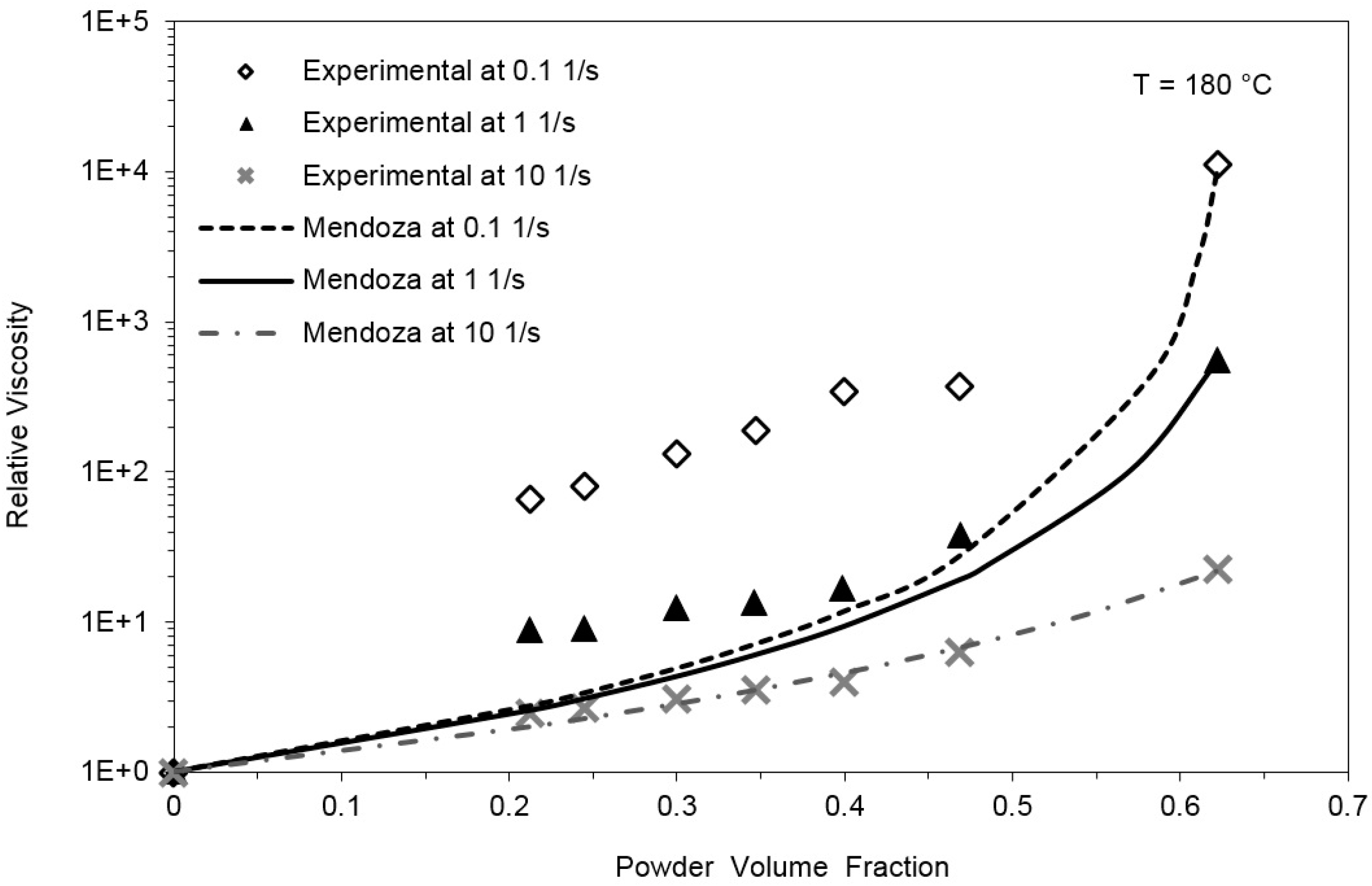
4.2. Viscosity of Feedstock Materials
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| MIM | Metal injection molding |
| POM | Polyoxymethylene |
| PP | Polypropylene |
| vol. % | volume percentage |
References
- Lazzaro, E. Contamination in Recycling Thermoplastics used for Manufacturing of Consumer Durable Products. Master’s Thesis, Swinburne University of Technology, Melbourne, Australia, November 2009. [Google Scholar]
- Bouakaza, B.S.; Pillin, I.; Habi, A.; Grohens, Y. Synergy between fillers in organomontmorillonite/grapheme-PLA nanocomposites. Appl. Clay Sci. 2015, 116–117, 69–77. [Google Scholar] [CrossRef]
- Noh, Y.J.; Kim, S.Y. Synergistic improvement of thermal conductivity in polymer composites filled with pitch based carbon fiber and graphene nanoplatelets. Polym. Test. 2015, 45, 132–138. [Google Scholar] [CrossRef]
- Grizzuti, N.; Buonocore, G.; Iorio, G. Viscous behavior and mixing rules for an immiscible model polymer blend. J. Rheol. 2000, 44, 148–164. [Google Scholar] [CrossRef]
- Viswanath, D.S.; Ghosh, T.K.; Prasad, D.H.; Dutt, N.V.K.; Rani, K.Y. Viscosity of solutions and mixtures. In Viscosity of Liquids—Theory, Estimation, Experiment, and Data, 1st ed.; Viswanath, D.S., Ghosh, T.K., Prasad, D.H., Dutt, N.V.K., Rani, K.Y., Eds.; Springer: Dordrecht, The Netherlands, 2007; pp. 407–434. [Google Scholar]
- Centeno, G.; Sánchez-Reyna, G.; Ancheyta, J.; Muñoz, J.A.D.; Cardona, N. Testing various mixing rules for calculation of viscosity of petroleum blends. Fuel 2011, 90, 3561–3570. [Google Scholar] [CrossRef]
- Tariq, M.; Altamash, T.; Salavera, D.; Coronas, A.; Rebelo, L.P.N.; Lopes, J.N.C. Viscosity Mixing Rules for Binary Systems Containing One Ionic Liquid. Chem. Phys. Chem. 2013, 14, 1956–1968. [Google Scholar] [CrossRef] [PubMed]
- Arrhenius, S.A. Über die Dissociation der in Wasser gelösten Stoffe. Z. Phys. Chem. 1887, 1, 631–649. [Google Scholar] [CrossRef]
- Voigt, W. Ueber die Beziehung zwinschen den Beiden Elasticitätsconstanten Isotroper Körpe. Ann. Phys. 1889, 274, 573–587. [Google Scholar] [CrossRef]
- Bingham, E.C.; White, G.F. The viscosity and fluidity of emulsions, crystalline liquids and colloidal solutions. J. Am. Chem. Soc. 1911, 33, 1257–1275. [Google Scholar] [CrossRef]
- Van der Wyk, A.J.A. The viscosity of binary mixtures. Nature 1936, 138, 845–846. [Google Scholar] [CrossRef]
- Grunberg, L.; Nissan, A.H. Mixture law for viscosity. Nature 1949, 164, 799–800. [Google Scholar] [CrossRef] [PubMed]
- Tamura, M.; Kurata, M. On the viscosity of a binary mixture of liquids. Bull. Chem. Soc. Jpn. 1952, 25, 32–38. [Google Scholar] [CrossRef]
- Lima, F.W. The viscosity of binary liquid mixtures. J. Phys. Chem. 1952, 56, 1052–1054. [Google Scholar] [CrossRef]
- McAllister, R.A. The viscosity of liquid mixtures. AlChE J. 1960, 6, 427–431. [Google Scholar] [CrossRef]
- Heric, E.L. On the Viscosity of Ternary Mixtures. J. Chem. Eng. Data 1966, 11, 66–68. [Google Scholar] [CrossRef]
- Kukla, C.; Duretek, I.; Holzer, C. Rheological behaviour of binder systems for PIM and mixing rules for calculation of viscosity. In Proceedings of the Euro PM2013 Congress and Exhibition, Göteborg, Sweden, 15–18 September 2013; pp. 305–310.
- Baker, K.R. Nonlinear programming. In Optimization Modeling with Spreadsheets, 3rd ed.; John Wiley & Sons: New York, NY, USA, 2015; pp. 270–306. [Google Scholar]
- Einstein, A. Eine neue Bestimmung der Moleküldimensionen. Ann. Phys. 1906, 324, 289–306. [Google Scholar] [CrossRef]
- Einstein, A. Berichtigung zu meiner Arbeit: Eine neue Bestimmung der Moleküldimensionen. Ann. Phys. 1911, 339, 591–592. [Google Scholar] [CrossRef]
- Mueller, S.; Llewellin, E.W.; Mader, H.M. The rheology of suspensions of solid particles. Proc. R. Soc. Lond. Ser. A 2010, 466, 1201–1228. [Google Scholar] [CrossRef]
- Chong, J.S.; Christiansen, E.B.; Baer, A.D. Rheology of concentrated suspensions. J. Appl. Polym. Sci. 1971, 15, 2007–2021. [Google Scholar] [CrossRef]
- Kate, K.H.; Enneti, R.K.; Park, S.J.; German, R.M.; Atre, S.V. Predicting powder-polymer mixture properties for PIM design. Crit. Rev. Solid State Mater. Sci. 2014, 39, 197–214. [Google Scholar] [CrossRef]
- Pabst, W. Fundamental considerations on suspension rheology. Ceram.-Silik. 2004, 48, 6–12. Available online: http://www.ceramics-silikaty.cz/2004/pdf/2004_01_006.pdf (accessed on 7 March 2016). [Google Scholar]
- Eilers, H. Die Viskosität von Emulsionen hochviskoser Stoffe als Funktion der Konzentration. Kolloid-Zeitschrift 1941, 97, 313–321. [Google Scholar] [CrossRef]
- Mooney, M. The viscosity of a concentrated suspension of spherical particles. J. Colloid Sci. 1951, 6, 162–170. [Google Scholar] [CrossRef]
- Krieger, I.M.; Dougherty, T.J. A mechanism for non-Newtonian flow in suspensions of rigid spheres. Trans. Soc. Rheol. 1959, 3, 137–152. [Google Scholar] [CrossRef]
- Frankel, N.A.; Acrivos, A. On viscosity of a concentrated suspension of solid spheres. Chem. Eng. Sci. 1967, 22, 847–853. [Google Scholar] [CrossRef]
- Quemada, D. Rheology of concentrated disperse systems and minimum energy-dissipation principle—1. Viscosity-concentration relationship. Rheol. Acta 1977, 16, 82–94. [Google Scholar] [CrossRef]
- Van den Brule, B.H.A.A.; Jongschaap, R.J.J. Modeling of concentrated suspensions. J. Stat. Phys. 1991, 62, 1225–1237. [Google Scholar] [CrossRef]
- Reddy, J.J.; Ravi, N.; Vijayakumar, M. A simple model for viscosity of powder injection moulding mixes with binder content above powder critical binder volume concentration. J. Eur. Ceram. Soc. 2000, 20, 2183–2190. [Google Scholar] [CrossRef]
- Zarraga, I.E.; Hill, D.A.; Leighton, D.T. The characterization of the total stress of concentrated suspensions of noncolloidal spheres in Newtonian fluids. J. Rheol. 2000, 44, 185–220. [Google Scholar] [CrossRef]
- Mendoza, C.I.; Santamaria-Holek, I. The rheology of hard sphere suspensions at arbitrary volume fractions: An improved differential viscosity model. J. Chem. Phys. 2009, 130, 044904. [Google Scholar] [CrossRef] [PubMed]
- Pal, R. Rheology of suspensions of solid particles in power-law fluids. Can. J. Chem. Eng. 2015, 93, 166–173. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J. Time-Dependent Characteristics of Polymer-Metal Composites for the Use in Injection Moulding Technology. Ph.D. Thesis, University of Ljubljana, Ljubljana, Slovenia, December 2014. [Google Scholar]
- Supati, R.; Loh, N.H.; Khor, K.A.; Tor, S.B. Mixing and characterization of feedstock for powder injection moulding. Mater. Lett. 2000, 46, 109–114. [Google Scholar] [CrossRef]
- Cox, W.P.; Merz, E.H. Correlation of dynamic and steady flow viscosities. J. Polym. Sci. 1958, 28, 619–622. [Google Scholar] [CrossRef]
- Bagley, E.B. End corrections in the capillary flow of polyethylene. J. Appl. Phys. 1957, 28, 624–662. [Google Scholar] [CrossRef]
- Rabinowitsch, B. Über die Viskosität und Elastizität von Solen. Z. Phys. Chem. 1929, 145, 1–26. [Google Scholar]
- Carreau, P.J. Rheological Equations from Molecular Network Theories. Trans. Soc. Rheol. 1972, 16, 99. [Google Scholar] [CrossRef]
- Kukla, C.; Duretek, I.; Holzer, C. Modelling of rheological behaviour of 316L feedstocks with different powder loadings and binder compositions. In Proceedings of the Euro PM2014 Congress and Exhibition, Salzburg, Austria, 21–24 September 2014.
- Gonzalez-Gutierrez, J.; Durham, A.; Bernstorff, B.S.; Emri, I. Prediction of viscosity and time-dependent properties of polyoxymethylene blends through the use of mixing rules. In Proceedings of the ICR 2012—The XVIth International Congress on Rheology, Lisbon, Portugal, 3–8 August 2012.
- Dabak, T.; Yucel, O. Modeling of the concentration and particle-size distribution effects on the rheology of highly concentrated suspensions. Powder Technol. 1987, 52, 193–206. [Google Scholar] [CrossRef]
- Wildemuth, C.R.; Williams, M.C. Viscosity of suspensions modeled with a shear-dependent maximum packing fraction. Rheol. Acta 1984, 23, 627–635. [Google Scholar] [CrossRef]
- Mewis, J.; Wagner, N.J. Colloidal Suspension Rheology, 1st ed.; Cambridge University Press: Cambridge, UK, 2012; pp. 1–34. [Google Scholar]
- McGeary, R.K. Mechanical packing of spherical particles. J. Am. Ceram. Soc. 1961, 44, 513–522. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author(s) | Year | Equation of the Model * | Equation Number |
|---|---|---|---|
| Arrhenius [8] | 1887 | (1) | |
| Voigt [9] | 1889 | (2) | |
| Bingham [10] | 1911 | (3) | |
| Van Der Wyk [11] | 1936 | (4) | |
| Grunberg and Nissan ** [12] | 1946 | (5) | |
| Tamura and Kurata [13] | 1952 | (6) | |
| Lima [14] | 1952 | (7) | |
| McAllister [15] | 1960 | (8) | |
| Heric [16] | 1966 | (9) |
| Model Author(s) | Year | Equation of the Model | Equation Number |
|---|---|---|---|
| Eilers [25] | 1941 | (11) | |
| Mooney [26] | 1951 | (12) | |
| Krieger and Dougherty [27] | 1959 | (13) | |
| Frankel and Acrivos [28] | 1967 | (14) | |
| Chong et al. [22] | 1971 | (15) | |
| Quemada [29] | 1977 | (16) | |
| Van den Brule and Jongschaap [30] | 1991 | (17) | |
| Janardhana et al. [31] | 2000 | (18) | |
| Zarraga et al. [32] | 2000 | (19) | |
| Mendoza and Santamaria-Holek [33] | 2009 | (20) | |
| Pal [34] | 2015 | (21) |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Gutierrez, J.; Duretek, I.; Kukla, C.; Poljšak, A.; Bek, M.; Emri, I.; Holzer, C. Models to Predict the Viscosity of Metal Injection Molding Feedstock Materials as Function of Their Formulation. Metals 2016, 6, 129. https://doi.org/10.3390/met6060129
Gonzalez-Gutierrez J, Duretek I, Kukla C, Poljšak A, Bek M, Emri I, Holzer C. Models to Predict the Viscosity of Metal Injection Molding Feedstock Materials as Function of Their Formulation. Metals. 2016; 6(6):129. https://doi.org/10.3390/met6060129
Chicago/Turabian StyleGonzalez-Gutierrez, Joamin, Ivica Duretek, Christian Kukla, Andreja Poljšak, Marko Bek, Igor Emri, and Clemens Holzer. 2016. "Models to Predict the Viscosity of Metal Injection Molding Feedstock Materials as Function of Their Formulation" Metals 6, no. 6: 129. https://doi.org/10.3390/met6060129