
Effect of Mg17Al12 Fraction on Mechanical Properties of Mg-9%Al-1%Zn Cast Alloy


Abstract
:
1. Introduction
2. Material and Methods
3. Results and Discussion
4. Conclusions
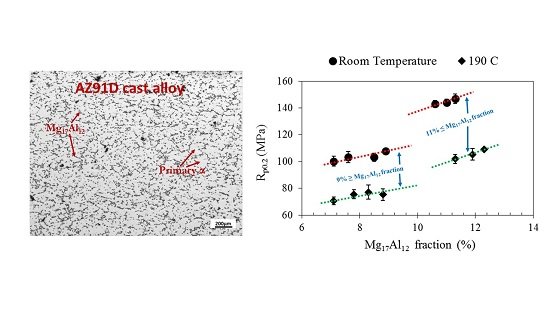
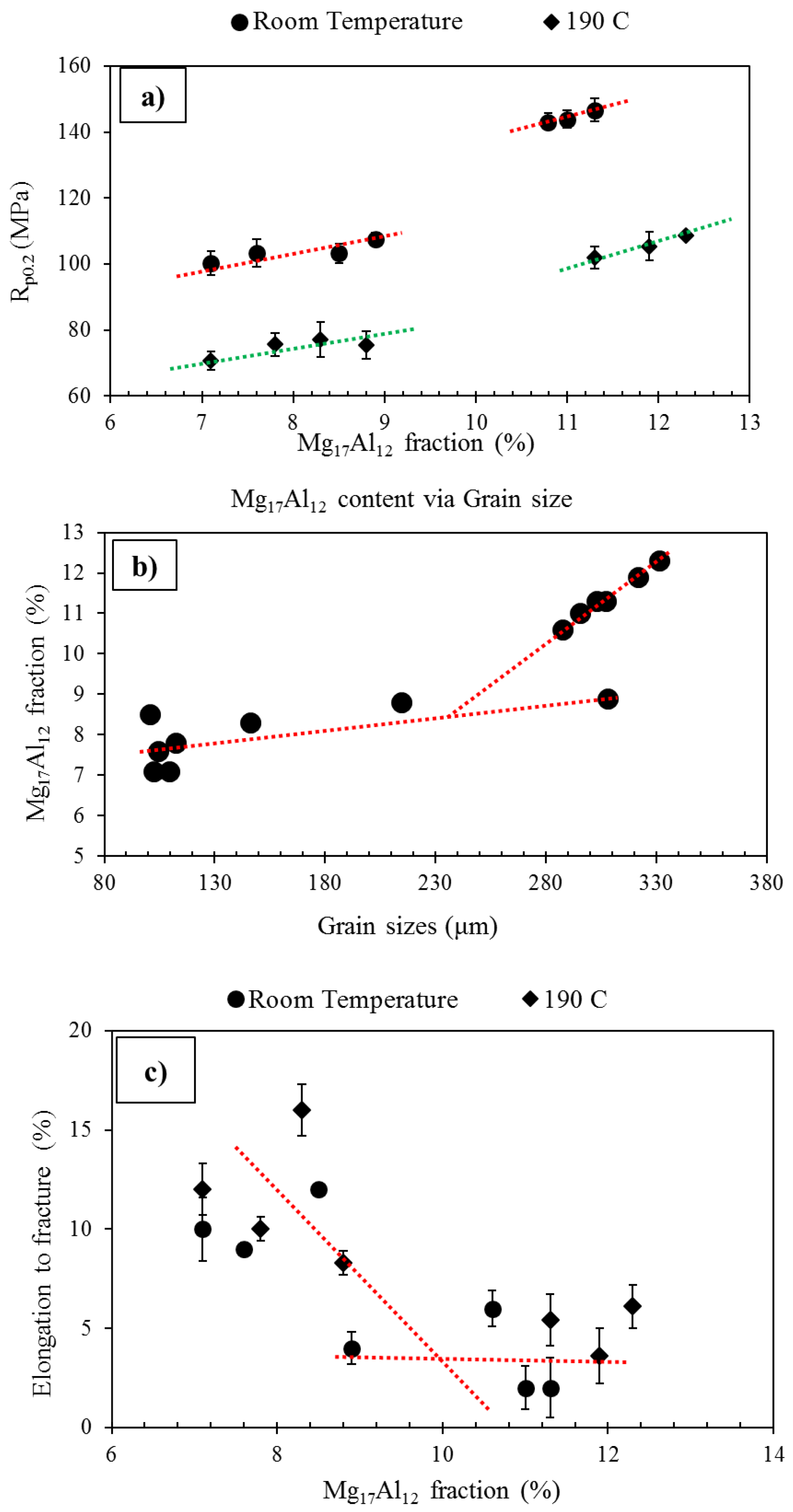
- The offset yield strength (Rp0.2) of AZ91D at a temperature range from Room Temperature (RT) to 190 °C was strongly related to the fraction of Mg17Al12 with an abrupt increase occurring between 9% and 11%.
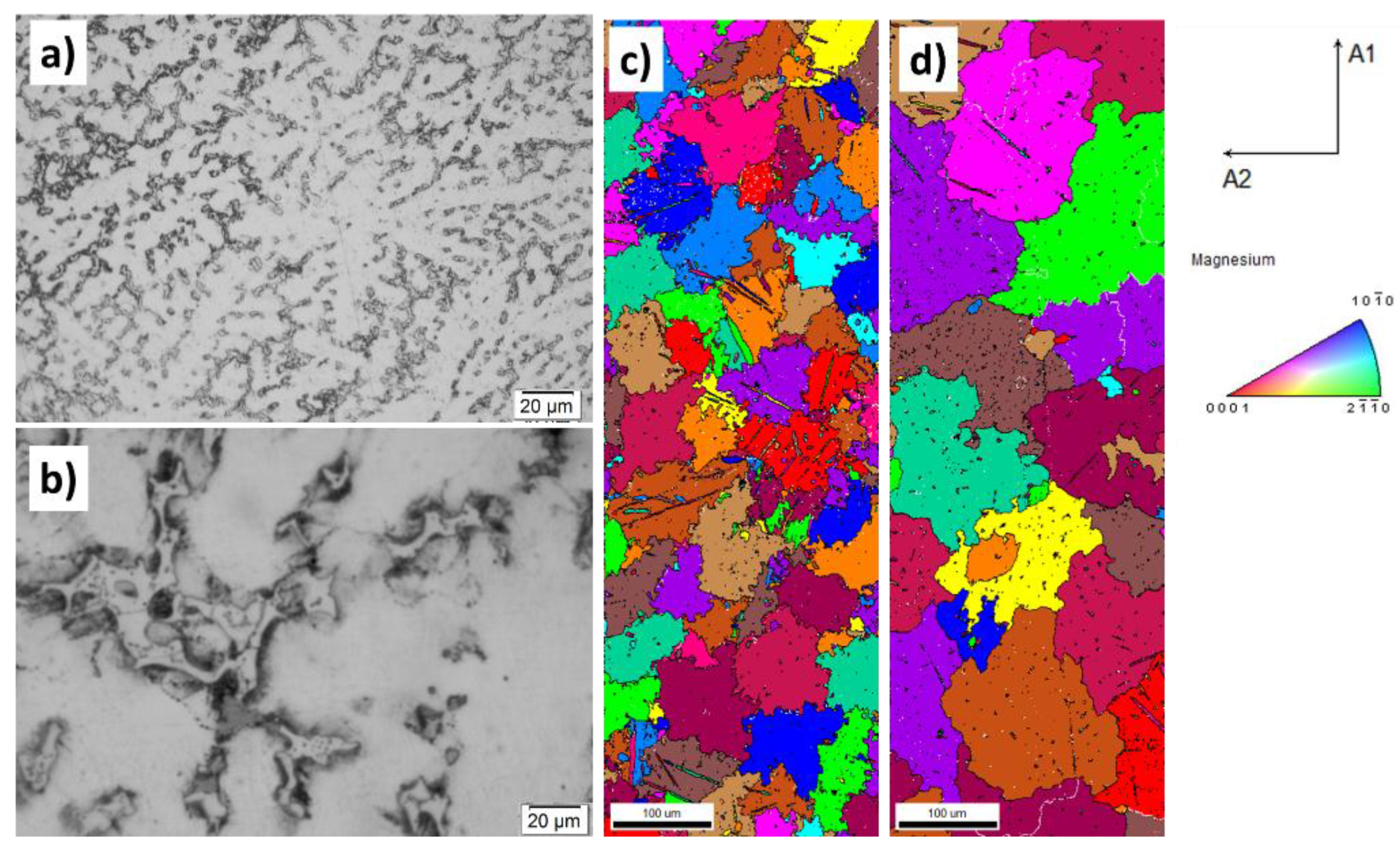
- The fraction of Mg17Al12 showed a strong relation with the primary grain size. Larger primary grains showed higher fractions to be precipitated. At a precipitated fraction above 9%, the dependence on grain size became very strong.
- The ductility (elongation to failure (εf)) of AZ91D strongly depended on the fraction of Mg17Al12. Ductility was reduced with an increased fraction of Mg17Al12 up to approximately 9%, after which a further ductility decrease was inconclusive.
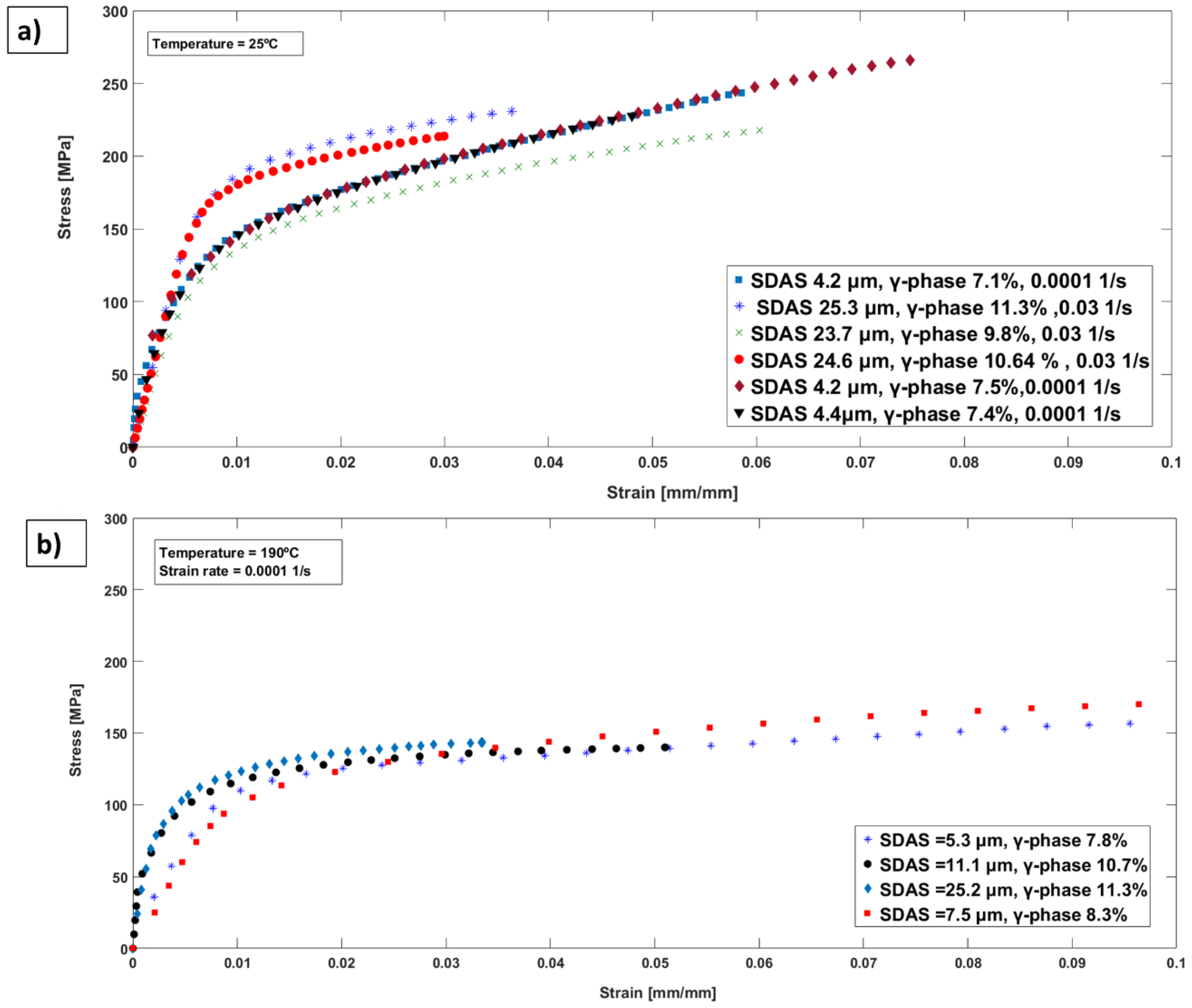
- The hardening rate in the tensile tests appeared to be higher for smaller SDAS while no such relation could be seen for the ultimate tensile strength.
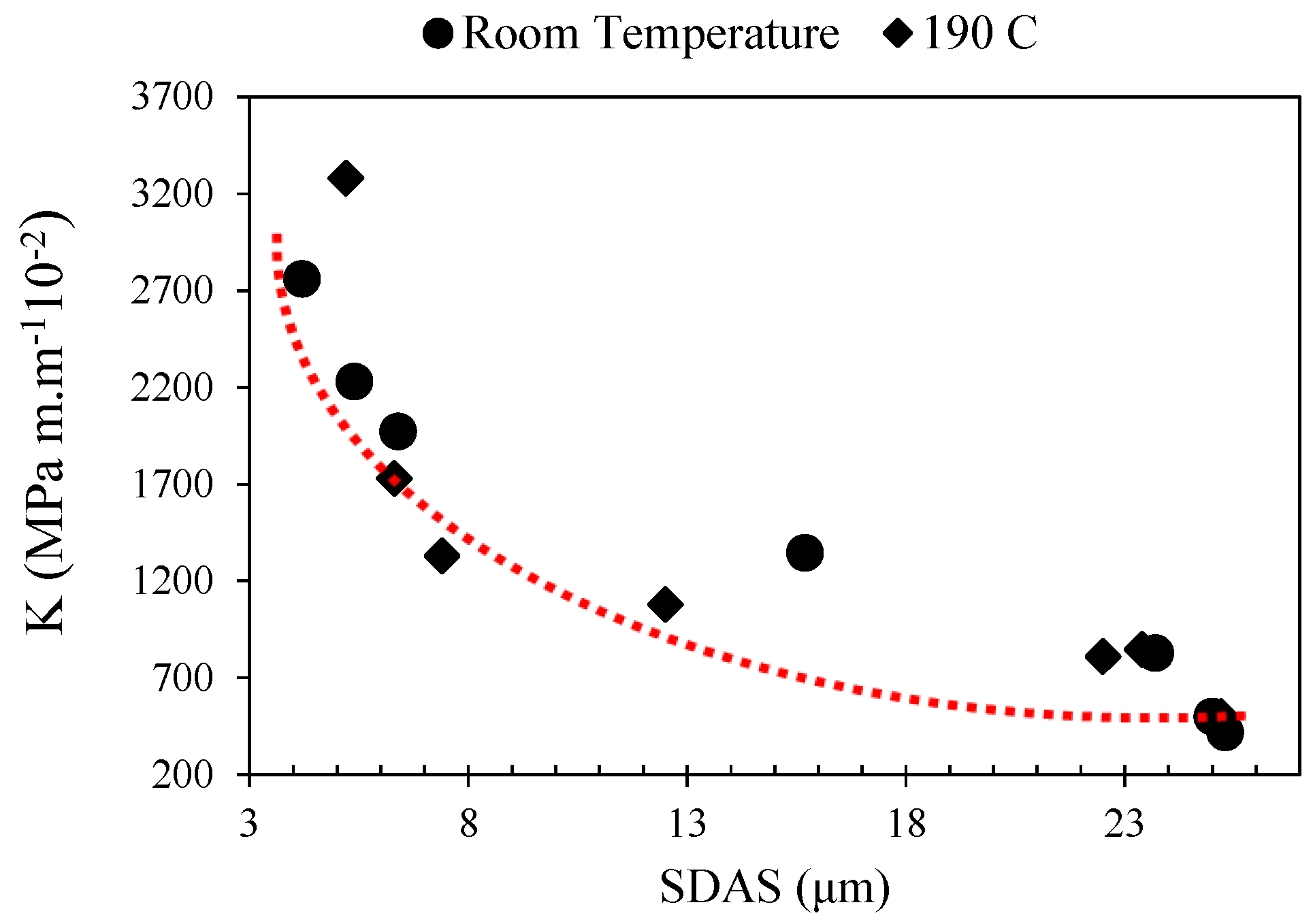
- The apparent toughness showed a strong inverse relation to the SDAS. This relationship was temperature-independent.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Friedrich, H.; Schumann, S. Research for a “new age of magnesium” in the automotive industry. J. Mater. Process. Technol. 2001, 117, 276–281. [Google Scholar] [CrossRef]
- Lee, C.D. Effect of grain size on the tensile properties of magnesium alloy. Mater. Sci. Eng. A 2007, 459, 355–360. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Griffiths, J.R.; Pakdel, A.R.; Davidson, C.J. Microhardness mapping and the hardness-yield strength relationship in high-pressure diecast magnesium alloy AZ91. Mater. Sci. Eng. A 2005, 402, 258–268. [Google Scholar] [CrossRef]
- Prakash, D.L.; Regener, D.; Vorster, W. Microscopic failure modes of hpdc AZ91HP magnesium alloy under monotonic loading. Mater. Sci. Eng. A 2008, 488, 303–310. [Google Scholar] [CrossRef]
- Caceres, C.H.; Davidson, C.J.; Griffiths, J.R.; Newton, C.L. Effects of solidification rate and ageing on the microstructure and mechanical properties of AZ91 alloy. Mater. Sci. Eng. A 2002, 325, 344–355. [Google Scholar] [CrossRef]
- Cerri, E.; Leo, P.; de Marco, P. Hot compression behavior of the AZ91 magnesium alloy produced by high pressure die casting. J. Mater. Process. Technol. 2007, 189, 97–106. [Google Scholar] [CrossRef]
- Aghion, E.; Moscovitch, N.; Arnon, A. The correlation between wall thickness and properties of HPDC Magnesium alloys. Mater. Sci. Eng. A 2007, 447, 341–346. [Google Scholar] [CrossRef]
- Prakash, D.L.; Regener, D. Quantitative characterization of Mg17Al12 phase and grain size in HPDC AZ91 magnesium alloy. J. Alloy. Compd. 2008, 461, 139–146. [Google Scholar] [CrossRef]
- Nagasekhar, A.; Cáceres, C.; Kong, C. On the development of a pseudo micro-truss intermetallic microstructure in a high pressure die cast AZ91 alloy. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2010. [Google Scholar]
- Amberger, D.; Eisenlohr, P.; Göken, M. Influence of microstructure on creep strength of MRI 230D Mg alloy. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2010. [Google Scholar]
- Nagasekhar, A.; Cáceres, C.; Kong, C. 3D characterization of intermetallics in a high pressure die cast Mg alloy using focused ion beam tomography. Mater. Charact. 2010, 61, 1035–1042. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Poole, W.J.; Bowles, A.L.; Davidson, C.J. Section thickness, macrohardness and yield strength in high-pressure diecast magnesium alloy AZ91. Mater. Sci. Eng. A 2005, 402, 269–277. [Google Scholar] [CrossRef]
- Cao, H.-P.; Wessén, M. Effect of microstructure on mechanical properties of as-cast Mg-Al alloys. Metall. Mater. Trans. A 2004, 35, 309–319. [Google Scholar] [CrossRef]
- Dini, H.; Andersson, N.E.; Jarfors, A. Effects of Microstructure on Deformation Behaviour of AZ91D Cast Alloy. In TMS 2014 Supplemental Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 565–572. [Google Scholar]
- ASTM B557M-10. Standard Methods of Tension Testing Wrought and Cast Aluminum and Magnesium Alloy Products. In Annual Book of ASTM Standards; American Society for testing and Materials: West Conshohocken, PA, USA, 2010.
- Maltais, A.; Dubé, D.; Fiset, M.; Laroche, G.; Turgeon, S. Improvements in the metallography of as-cast AZ91 alloy. Mater. Charact. 2004, 52, 103–119. [Google Scholar] [CrossRef]
- Handbook, A. Metallography and Microstructures; Vander Voort, G.F., Ed.; ASM Intenational: Geauga County, OH, USA, 2004; Volume 9. [Google Scholar]
- Standard, A. E112: Standard Test Methods for Determining Average Grain Size; ASM Intenational: West Conshocken, PA, USA, 1996. [Google Scholar]
- DeHoff, R.T.; Rhines, F.N. Quantitative Microscopy; McGraw-Hill: New York, NY, USA, 1968. [Google Scholar]
- Pickering, F.B. The Basis of Quantitative Metallography; Metals and Metallurgy Trust for the Institute of Metallurgical Technicians: London, UK, 1976. [Google Scholar]
- International Organization for Standardization. ISO 9276-6: 2008 (E); ISO: Geneva, Switzerland, 2008. [Google Scholar]
- Eliezer, D.; Aghion, E.; Froes, F.S. Magnesium science, technology and applications. Adv. Perform. Mater. 1998, 5, 201–212. [Google Scholar] [CrossRef]
- Nave, M.; Dahle, A.; StJohn, D. Eutectic Growth Morphologies in Magnesium-Aluminium Alloys. In Magnesium Technology 2000; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000; pp. 233–242. [Google Scholar]
- Nave, M.; Dahle, A.; StJohn, D. The effect of solidification rate on the structure of magnesium-aluminium eutectic grains. Int. J. Cast Met. Res. 2000, 13, 1–7. [Google Scholar]
- Zhang, J.; Guo, Z.X.; Pan, F.; Li, Z.; Luo, X. Effect of composition on the microstructure and mechanical properties of Mg-Zn-Al alloys. Mater. Sci. Eng. A 2007, 456, 43–51. [Google Scholar] [CrossRef]
- Dini, H.; Andersson, N.-E.; Ghassemali, E.; Jarfors, A.E.W. Microstructural scale effects on thermal expansion behaviour of cast AZ91D. In Proceedings of the TMS 144th Annual Meeting & Exhibition, Orlando, FL, USA, 15–19 March 2015; p. 361.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Solidification Rate | Test Temperature | Strain Rate | Grain Size | SDAS | Mg17Al12 Fraction | Rp0.2 | Rm | εf |
|---|---|---|---|---|---|---|---|---|---|
| (mm/s) | (°C) | (1/s) | (μm) | (μm) | (%) | (MPa) | (MPa) | (%) | |
| R16:(8) | 6 | RT | 0.0001 | 100.5 ± 0.3 | 4.2 ± 0.2 | 8.5 ± 0.4 | 103.2 ± 4.2 | 230 ± 6 | 12 ± 0.2 |
| R8:(8) | 6 | RT | 0.0001 | 102.4 ± 0.4 | 5.4 ± 0.3 | 7.1 ± 0.2 | 100.2 ± 3.6 | 223 ± 10 | 10 ± 1.6 |
| R12:(8) | 6 | RT | 0.0001 | 104.4 ± 0.5 | 6.4 ± 0.5 | 7.6 ± 0.4 | 103.4 ± 4.2 | 219 ± 11 | 9 ± 0.3 |
| R20:(4) | 0.3 | RT | 0.0001 | 295.4 ± 0.6 | 25.0 ± 0.6 | 11.0 ± 0.9 | 144 ± 2.7 | 250 ± 9 | 2 ± 1.1 |
| R2:(4) | 0.3 | RT | 0.03 | 303.2 ± 0.5 | 25.3 ± 0.4 | 11.3 ± 0.3 | 146.8 ± 3.5 | 209 ± 4 | 2 ± 1.5 |
| R13:(4) | 0.3 | RT | 0.03 | 307.8 ± 0.6 | 23.7 ± 0.5 | 8.9 ± 0.3 | 107.7 ± 1.8 | 207 ± 10 | 4 ± 0.8 |
| R18:(5) | 0.3 | RT | 0.03 | 287.6 ± 0.5 | 15.7 ± 0.2 | 10.6 ± 0.2 | 143.1 ± 2.5 | 224 ± 12 | 6 ± 0.9 |
| R14:(8) | 6 | 89 | 0.06 | 103.4 ± 0.2 | 4.2 ± 1.2 | 7.1 ± 0.4 | 88.1 | 229 | 4.3 ± 0.5 |
| R3:(8) | 6 | 89 | 0.06 | 95.1 ± 0.5 | 4.7 ± 0.5 | 7.8 ± 0.7 | 90.4 ± 3.5 | 258 ± 4.5 | 3.5 ± 0.4 |
| R15:(8) | 6 | 89 | 0.1 | 98.4 ± 0.2 | 4.3 ± 0.2 | 6.8 ± 0.5 | 100.3 | 253 | 2.6 |
| R4:(4) | 6 | 89 | 0.02 | 103.0 ± 0.2 | 4.5 ± 0.2 | 6.7 ± 0.5 | 94.2 | 245 | 2.3 |
| R10:(4) | 6 | 89 | 0.0001 | 100.3 ± 0.5 | 4.2 ± 0.3 | 7.1 ± 0.6 | 104.9 | 257 | 4.3 |
| R17:(6) | 0.3 | 120 | 0.04 | 304.5 ± 1.2 | 24.0 ± 1.2 | 11.5 ± 0.6 | 140.8 | 191 | 3.8 |
| R14:(5) | 0.3 | 131 | 0.1 | 295.1 ± 0.4 | 23.0 ± 0.4 | 11.4 ± 0.2 | 139.8 | 211 | 2.6 ± 0.6 |
| R9:(6) | 4 | 133 | 0.03 | 142.3 ± 0.3 | 6.7 ± 1 | 9.3 ± 0.6 | 102.8 | 241 | 3.4 ± 0.2 |
| R21:(5) | 4 | 133 | 0.03 | 138.6 ± 0.7 | 6.4 ± 1 | 8.4 ± 0.6 | 92.9 ± 3.5 | 261 ± 1.3 | 3.1 |
| R19:(5) | 6 | 190 | 0.0001 | 109.2 ± 0.3 | 6.3 ± 0.4 | 7.1 ± 0.6 | 70.7 ± 5.3 | 144 ± 9.7 | 12 ± 1.3 |
| R22:1(6) | 6 | 190 | 0.0001 | 112.4 ± 0.9 | 7.4 ± 0.6 | 7.8 ± 0.4 | 75.6 ± 4.5 | 133 ± 6 | 10 ± 0.6 |
| R5:(6) | 6 | 190 | 0.1 | 92.5 ± 0.4 | 4.6 ± 0.6 | 7.3 ± 0.2 | 75.9 ± 2.4 | 203 ± 9.2 | 2.1 ± 3.2 |
| R11:(10) | 6 | 190 | 0.06 | 128.5 ± 0.7 | 6.0 ± 1.9 | 7.1 ± 0.6 | 80.3 | 217 | 3.9 ± 0.5 |
| R6:(9) | 6 | 190 | 0.0001 | 146 ± 0.9 | 5.2 ± 0.4 | 8.3 | 77.2 ± 2.8 | 205 ± 11 | 16 ± 1.3 |
| R23:(9) | 0.3 | 190 | 0.0001 | 331.3 | 22.5 | 12.3 | 108.9 ± 3.5 | 133 ± 3 | 6.1 ± 1.1 |
| R1:(8) | 0.3 | 190 | 0.0001 | 321.6 ± 0.6 | 25.2 ± 1.6 | 11.9 ± 0.9 | 105.3 ± 4.3 | 139 ± 6 | 3.6 ± 1.4 |
| R24:(8) | 0.3 | 190 | 0.0001 | 307.2 ± 0.2 | 23.4 ± 1.6 | 11.3 ± 0.2 | 101.9 ± 3.4 | 157 ± 7 | 5.4 ± 1.3 |
| R7:(5) | 3 | 190 | 0.0001 | 214.6 ± 0.3 | 12.5 ± 1.1 | 8.8 ± 0.9 | 75.4 ± 4.3 | 130 ± 5 | 8.3 ± 1.6 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dini, H.; Andersson, N.-E.; Jarfors, A.E.W. Effect of Mg17Al12 Fraction on Mechanical Properties of Mg-9%Al-1%Zn Cast Alloy. Metals 2016, 6, 251. https://doi.org/10.3390/met6100251
Dini H, Andersson N-E, Jarfors AEW. Effect of Mg17Al12 Fraction on Mechanical Properties of Mg-9%Al-1%Zn Cast Alloy. Metals. 2016; 6(10):251. https://doi.org/10.3390/met6100251
Chicago/Turabian StyleDini, Hoda, Nils-Eric Andersson, and Anders E.W. Jarfors. 2016. "Effect of Mg17Al12 Fraction on Mechanical Properties of Mg-9%Al-1%Zn Cast Alloy" Metals 6, no. 10: 251. https://doi.org/10.3390/met6100251