
An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel


Abstract
:1. Introduction
2. Dissimilar Material Welding between Ni-Based Alloy 617 and 12Cr Steel
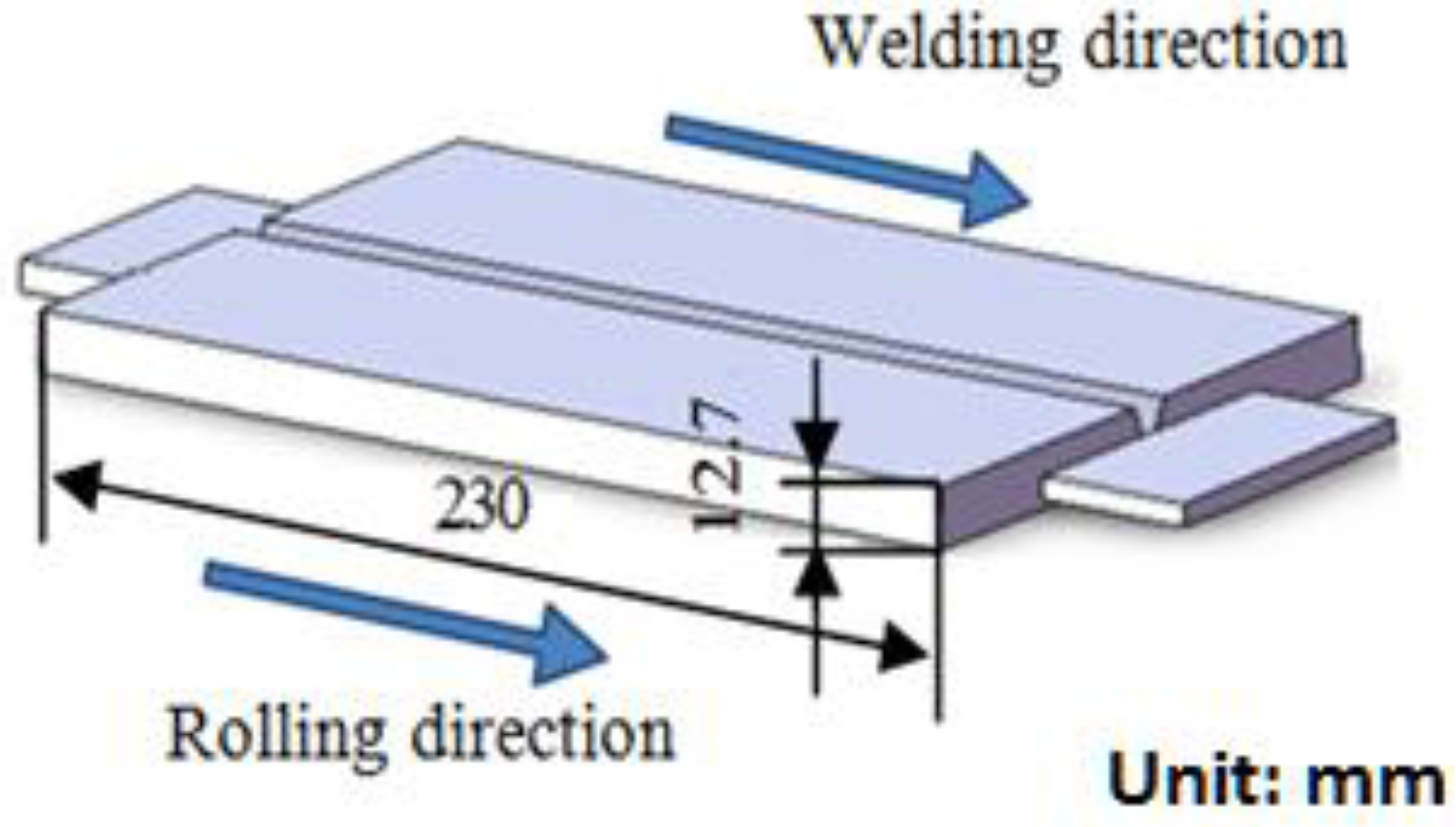
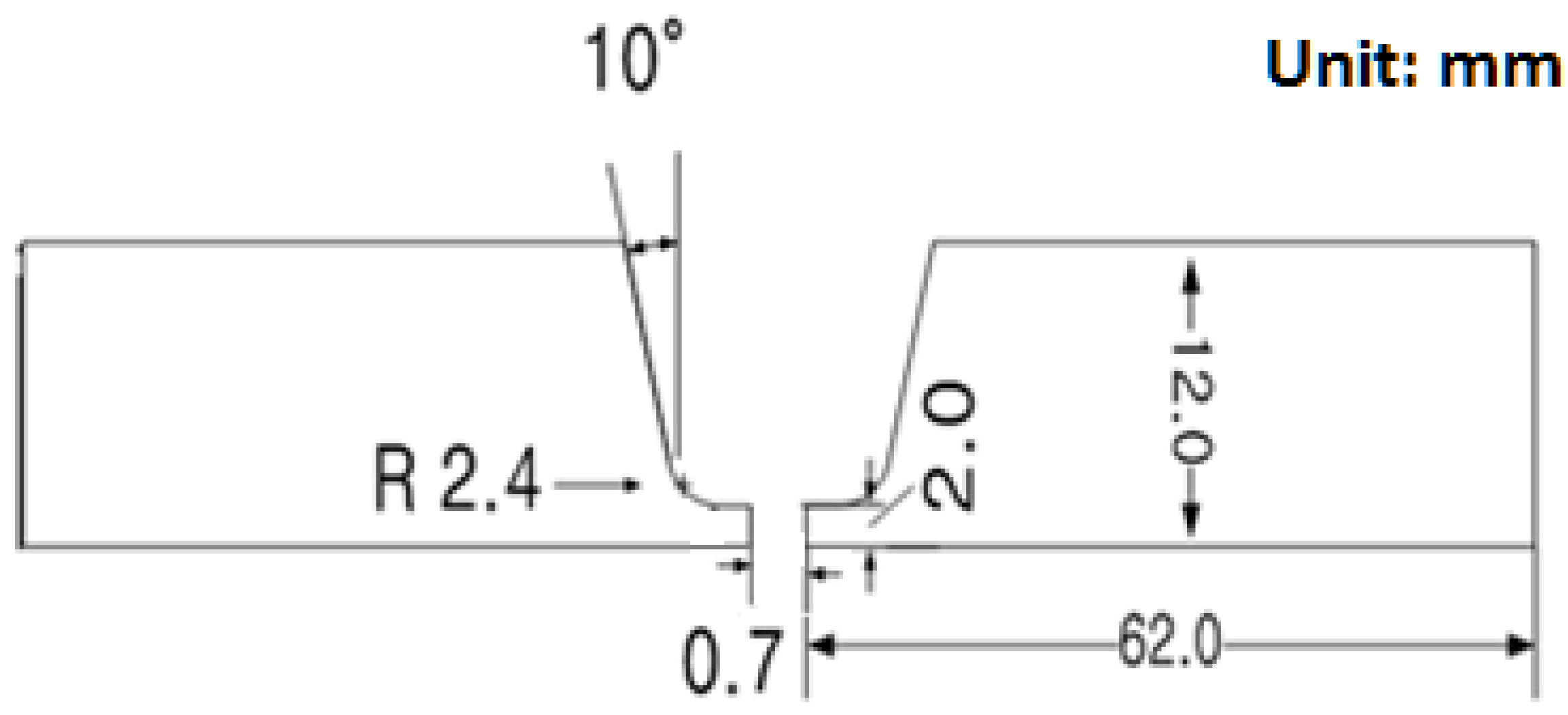
2.1. Materials and Welding Procedure
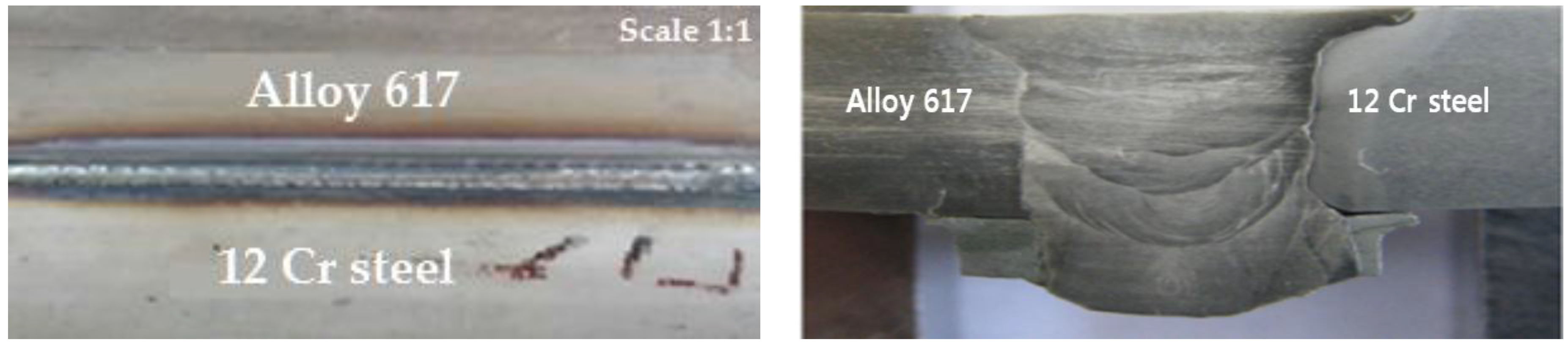
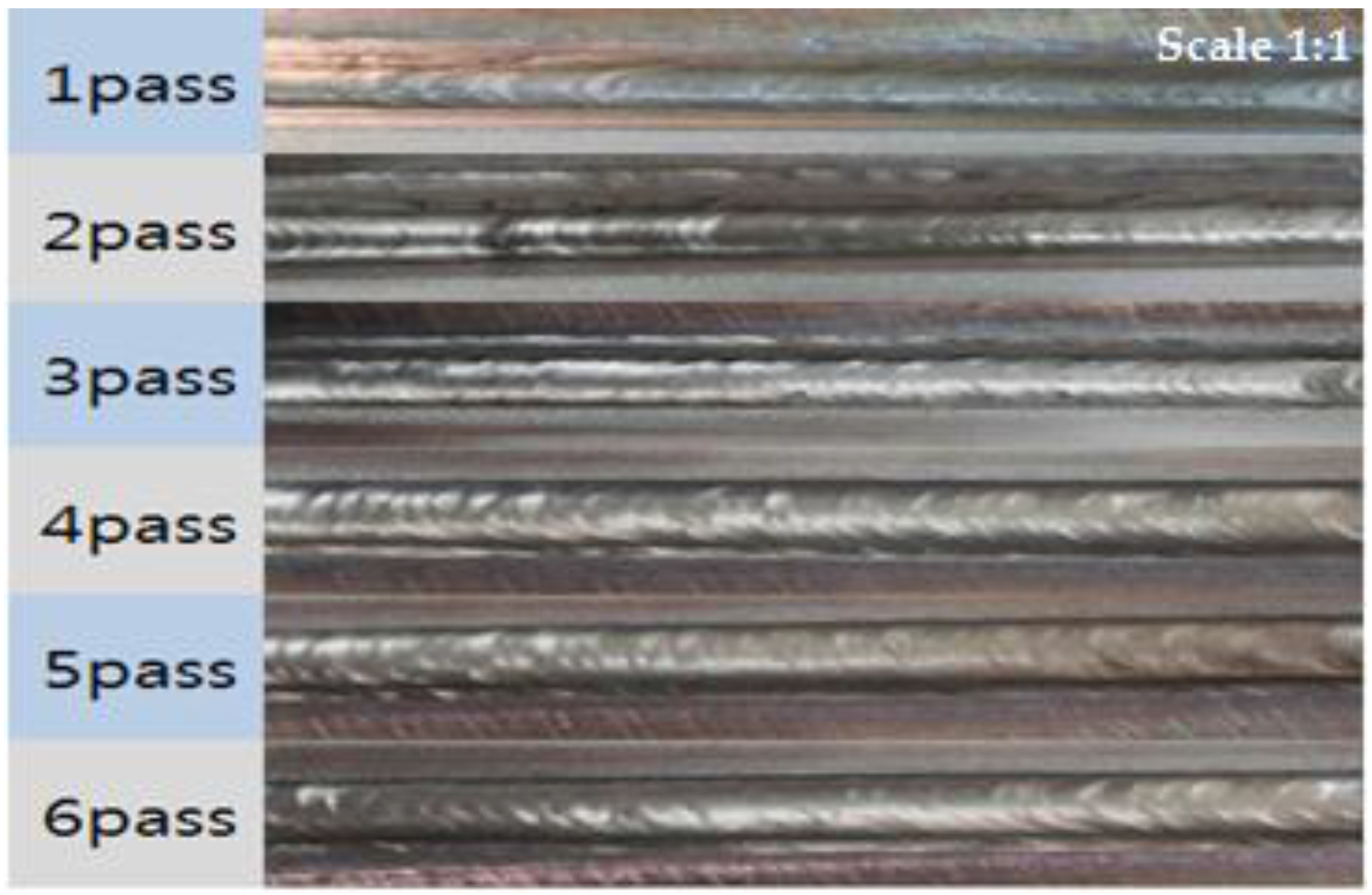
2.2. Results of the Dissimilar Welding
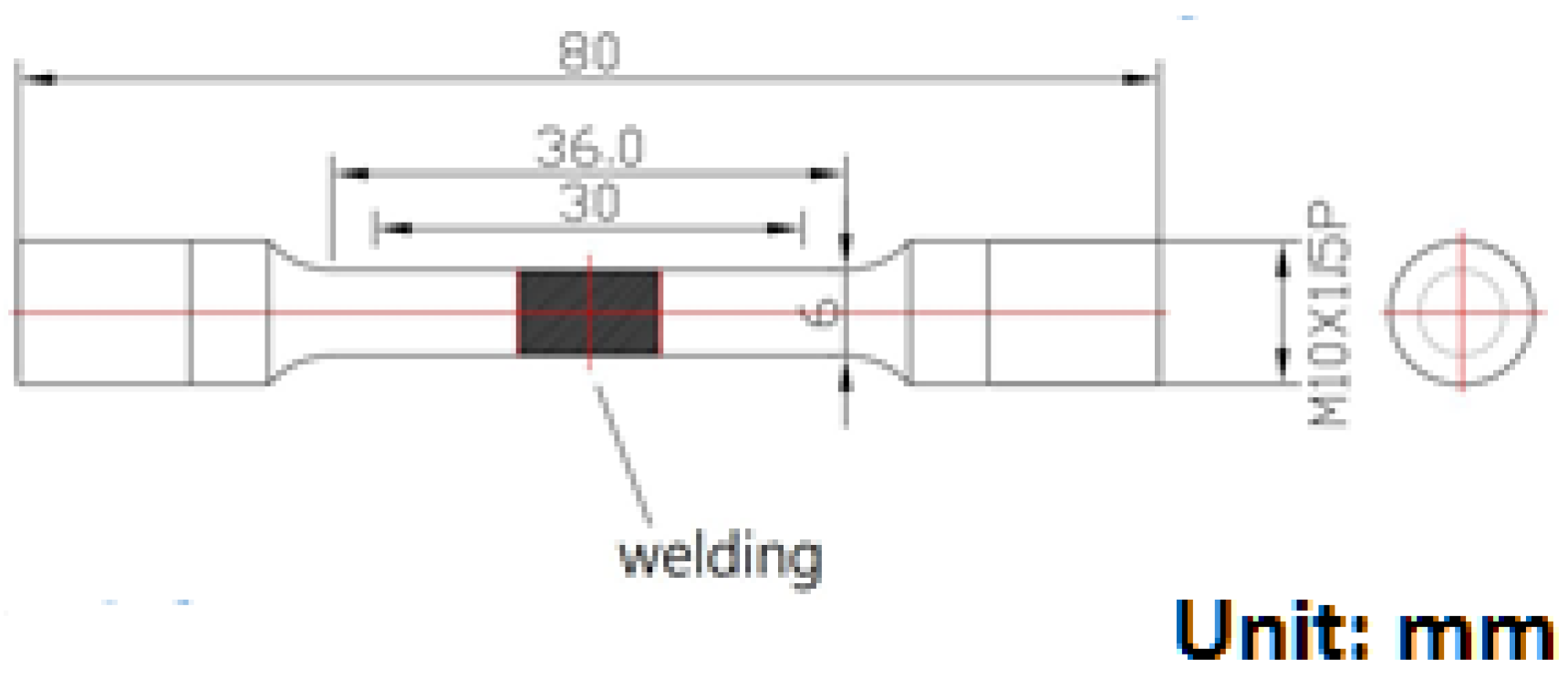
3. Assessing Mechanical Properties of Dissimilar Material Welded Joint
Specimen and Procedure
4. Results and Discussion
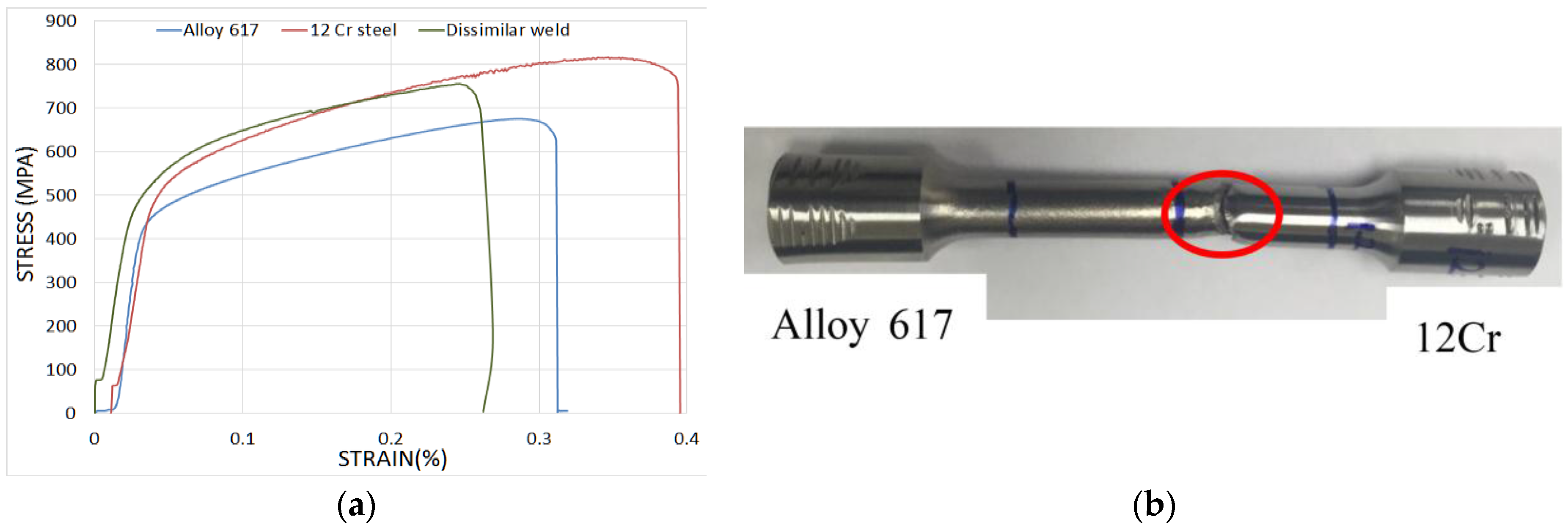
4.1. Tensile Test Results
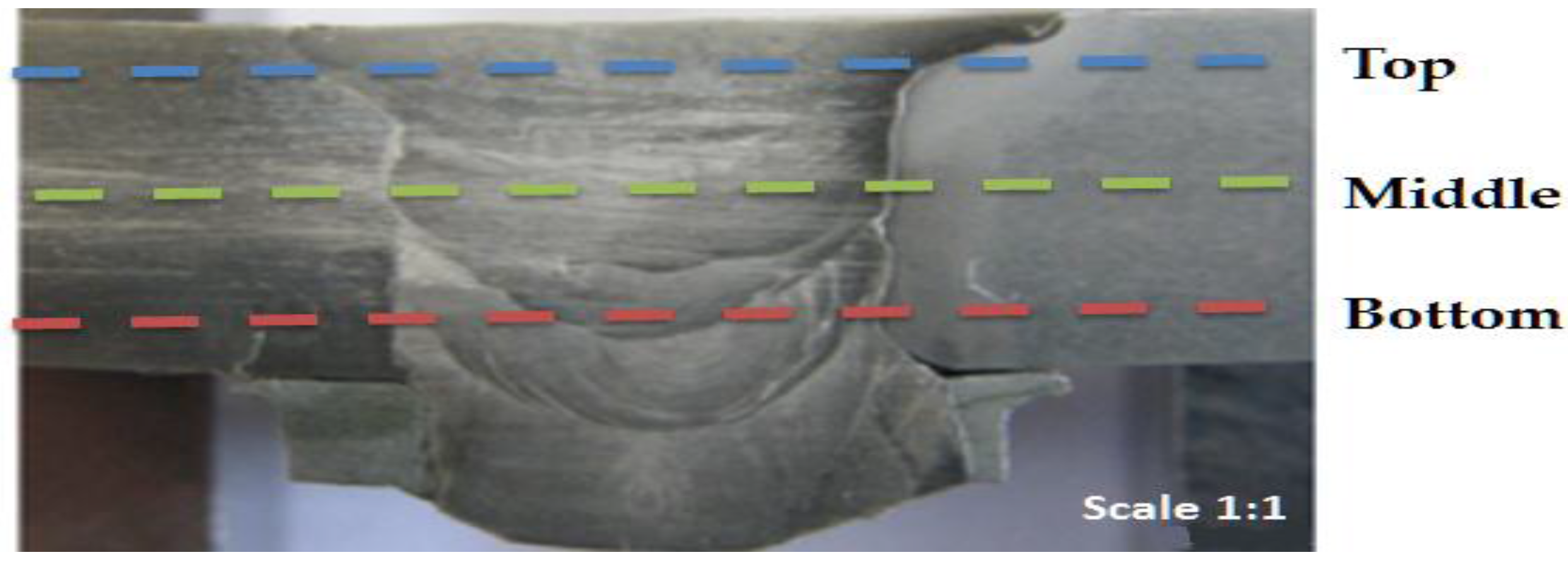
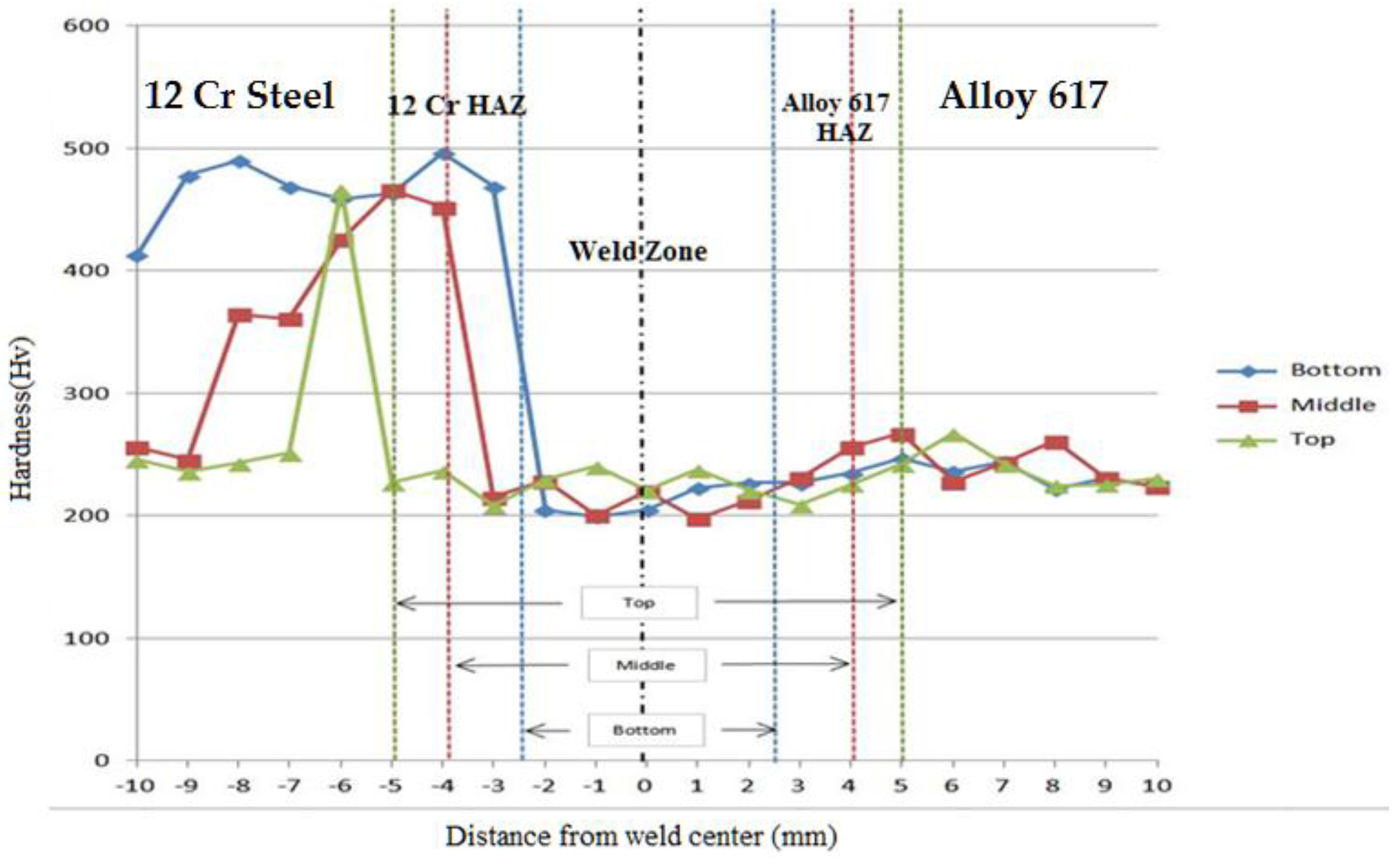
4.2. Hardness Distribution
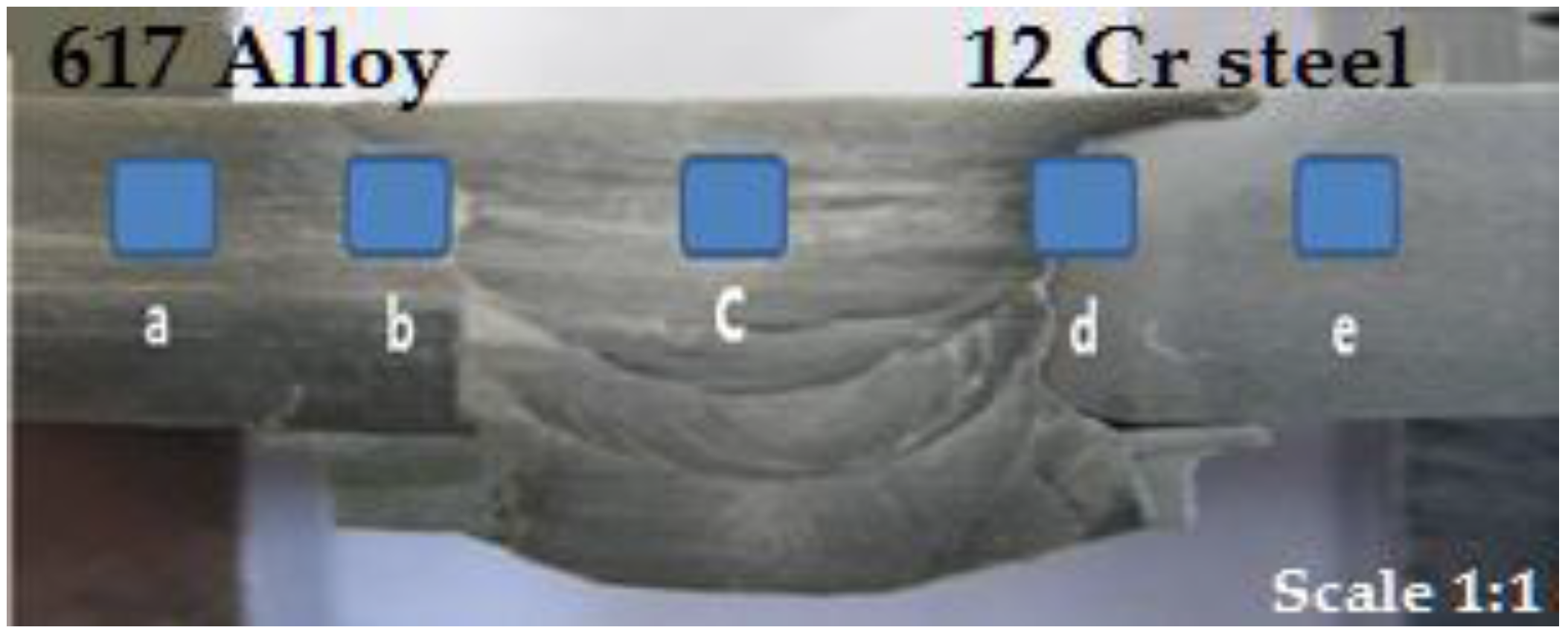
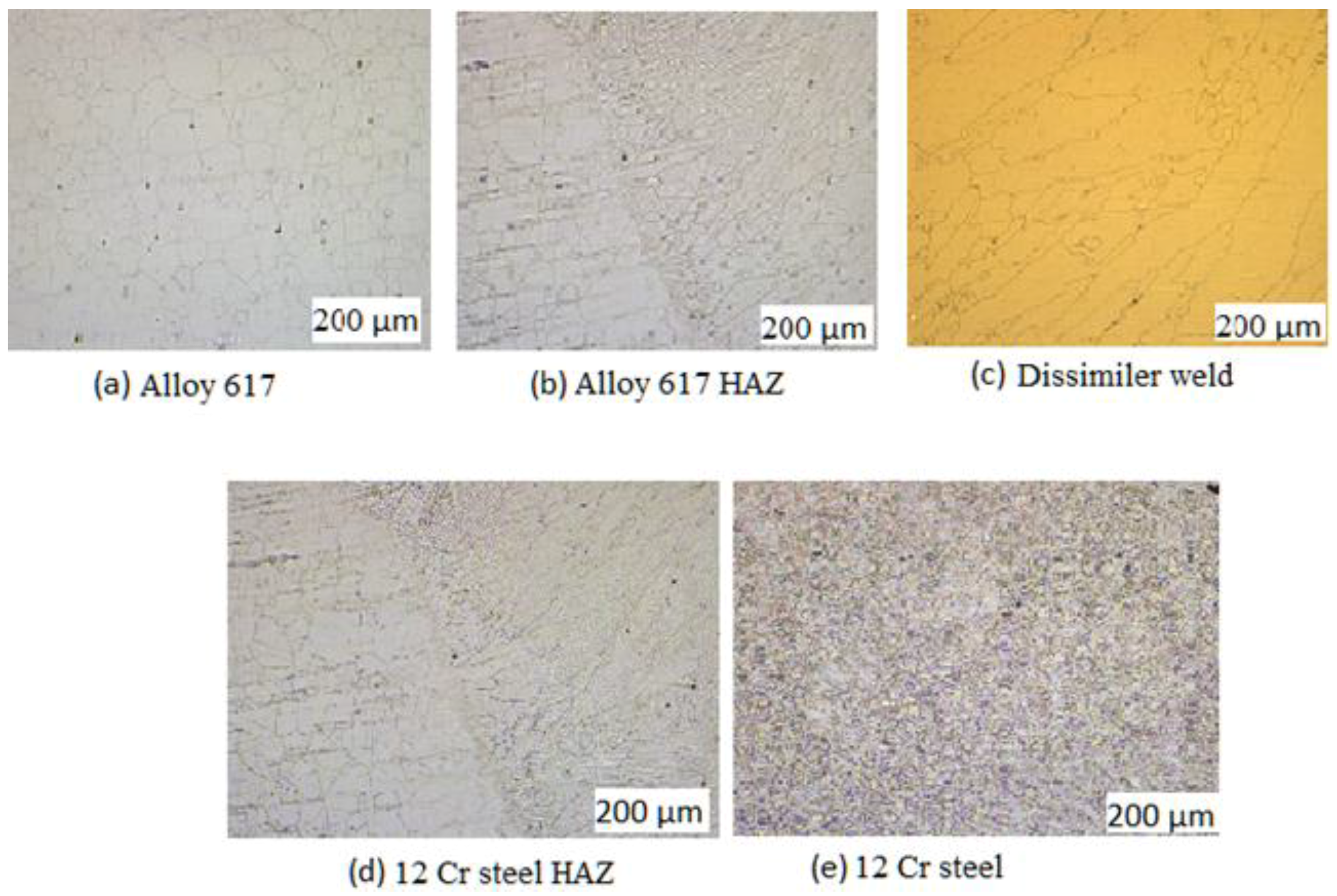
4.3. Microstructure and Composition Analysis
5. Conclusions
- Dissimilar material welding technology using DCSP TIG welding between Ni-based Alloy 617 and 12Cr steel was developed. Optimized major conditions for the DCSP TIG welding were determined as shield gas (Ar-2.5% H2 mixed gas), 150 Amp, and 10–16 V.
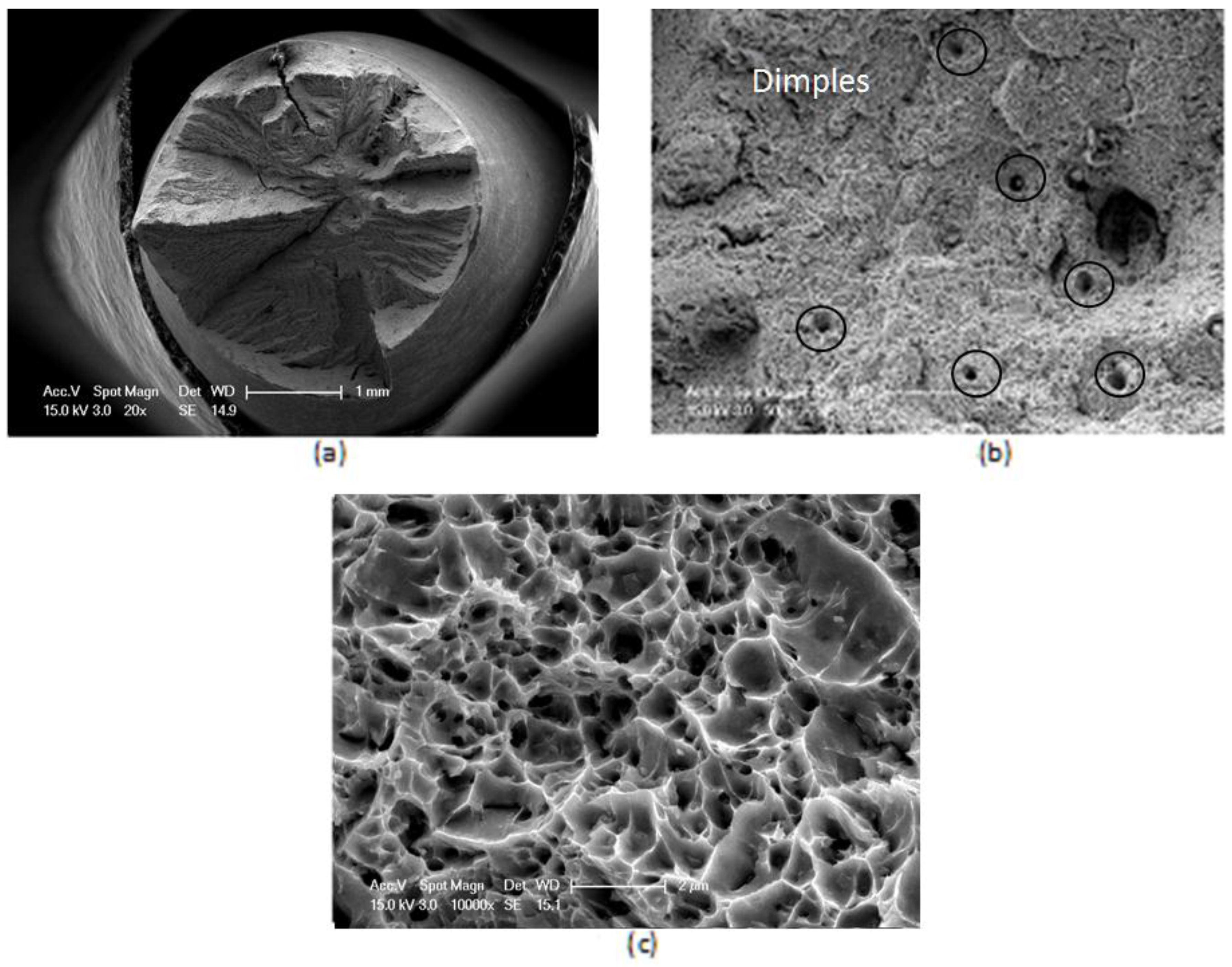
- The magnitudes of yield strength and tensile strength of the multi-pass dissimilar material welded joint were assessed as 490 MPa and 767 MPa, respectively. Dissimilar material welded joints mostly failed at the HAZ of 12Cr steel. The mechanical properties of the dissimilar material weld, including yield and tensile strength, were higher than those of the Alloy 617 base metal, and less than those of the 12Cr base metal.
- The hardness distribution at the HAZ of 12Cr steel is higher than that of the weld metal zone and the Alloy 617 base metal. The magnitudes of the peak values were assessed as 460–490 Hv for the HAZ of 12Cr steel, and about 220–260 Hv for both the weld metal and the Alloy 617 base metal. The hardness distributions for the weld metal zone and Alloy 617 HAZ and the base metal did not show a significant difference.
- The microstructures of the dissimilar material welded joint, including the Alloy 617 base metal and the HAZ, the weld metal, and the 12Cr steel HAZ and 12Cr base metal, were metallurgically changed via welding heat input during the multi-pass welding process. The microstructures of Ni-based Alloy 617 base plate and the HAZ of Alloy 617 were analyzed as a typical austenite grain and an irregular austenite grain. However, 12Cr steel HAZ and the 12Cr base metal were analyzed as collapsed martensite and martensite grain, respectively. The microstructure of the weld metal was analyzed as dendrite grain.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| DMW | Dissimilar Metal Welding |
| EDAX | Energy Dispersive Analysis of X-rays |
| HAZ | Heat Affected Zone |
| DCSP | Direct Current Straight Polarity |
| TIG | Tungsten Inert Gas |
References
- Mitigating Climate Change Through Renewables. Available online: http://www.irena.org/remap/REmap-FactSheet-8-Climate%20Change.pdf (accessed on 13 October 2016).
- Weitzel, P.S.; Tanzosh, J.M.; Boring, B. Advanced Ultra-Supercritical Power Plant (700 to 760C) Design for Indian Coal; Power Generation Group, Inc.: Barberton, OH, USA, 2012. [Google Scholar]
- Higher Efficiency Power Generation Reduces Emissions. Available online: https://www.scribd.com/document/144610465/Beer-Emissions (accessed on 13 October 2016).
- Maile, K. Qualification of Ni-Based Alloys for Advanced Ultra Supercritical Plants. Proced. Eng. 2013, 55, 214–220. [Google Scholar] [CrossRef]
- Xie, X.; Wu, Y.; Chi, C.; Zhang, M. Superalloys for Advanced Ultra-Super-Critical Fossil Power Plant Application. In Superalloys; InTech: Rijeka, Croatia, 2015; pp. 51–76. [Google Scholar]
- Development of Materials for Use in A-USC Boilers. Available online: https://www.mhi.co.jp/technology/review/pdf/e524/e524027.pdf (accessed on 12 October 2016).
- Guo, Y.; Wang, B.; Hou, S. Aging Precipitation Behavior and Mechanical Properties of Inconel 617 Superalloy. Acta Met. Sin. 2013, 26, 307–312. [Google Scholar] [CrossRef]
- Nickel Alloy 617, Inconel® 617. Available online: http://continentalsteel.com/nickel-alloys/grades/inconel-617/ (accessed on 12 October 2016).
- Klueh, R.L.; Harries, D.R. Development of High (7%–12%) 2 Chromium Martensitic Steels. In High-Chromium Ferritic and Martensitic Steels for Nuclear Applications; ASTM: West Conshohocken, PA, USA, 2001; pp. 5–27. [Google Scholar]
- Taban, E.; Kaluc, E.; Atici, T.; Kaplan, E. 9%–12%Cr Steel: Properties and Weldability Aspects, The Situation in Turkish Industry. In Proceedings of the 2nd Internaional Conference on Welding Technologies and Exhibiton, Ankara, Turkey, 23–25 May 2012; pp. 203–212.
- Latest Technologies and Future Prospects for a New Steam Turbine. Available online: https://www.mhi-global.com/company/technology/review/pdf/e522/e522039.pdf (accessed on 12 October 2016).
- Degallaix, G.; Vogt, J.B.; Foct, J. Low Cycle Fatigue of a 12Cr Martensitic Stainless Steel: The Role of Microstructure. In Low Cycle Fatigue and Elasto-Plastic Behaviour of Materials; Springer: Dordrecht, The Netherlands, 1987; pp. 95–100. [Google Scholar]
- Abe, F. Research and Development of Heat-Resistant Materials for Advanced USC Power Plants with Steam Temperatures of 700 °C and Above. Engineering 2015, 1, 211–224. [Google Scholar] [CrossRef]
- Mankins, W.L.; Hosier, J.C.; Bassford, T.H. Microstructure and Phase of INCONEL Alloy 617 Stability. Metall. Trans. 1974, 5, 2579–2590. [Google Scholar] [CrossRef]
- Microstructure and Strength Characteristics of Alloy 617 Welds. Available online: https://searchworks.stanford.edu/view/11171654 (accessed on 13 October 2016).
- Corlett, B.J.; Lucas, J.; Smith, J.S. Sensors for Narrow-Gap Welding. IEEE Proc. A Sci. Meas. Technol. 1991, 138, 213. [Google Scholar] [CrossRef]
- Park, K.D.; Ksmpe, J.Y. A Study on Welding Characteristics of Environment for the Stuctural Inconel. In Proceedings of the KSMPE Conference, Daegu, Korea, November 2004; pp. 216–220.
- Standard Test Method for Tension Testing of Metallic Materials. Available online: https://www.astm.org/Standards/E8.htm (accessed on 12 October 2016).
- Standard Practice for Micro-Etching Metals and Alloys. Available online: https://www.scribd.com/document/259609551/ASTM-E407-07-Standard-Practice-for-Microetching-Metals-and-Alloys (accesed on 12 October 2016).
- Du Toit, M.; van Rooyen, G.T.; Smith, D. Heat-Affected Zone Sensitization and Stress Corrosion Cracking in 12% Chromium Type 1.4003 Ferritic Stainless Steel. Corros. Sci. 2007, 63, 395–404. [Google Scholar] [CrossRef]
- Microstructure and Strength Characteristics of Alloy 617 Weld. Available online: https://inldigitallibrary.inl.gov/sti/3310959.pdf (accessed on 12 October 2016).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base/Filler Metal | Chemical Composition (% Weight) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Co | Mo | Al | C | Fe | Si | Ti | Cu | Mn | S | |
| Alloy 617 | 44.3 | 22 | 12.5 | 9.0 | 1.2 | 0.07 | 1.5 | 0.5 | 0.3 | 0.2 | 0.5 | 0.008 |
| Thyssen 617 | 45.7 | 21.5 | 11.0 | 9.0 | 1.0 | 0.05 | 1.0 | 0.1 | 1 | - | - | - |
| 12Cr | 0.43 | 11.6 | - | 0.04 | - | 0.13 | Bal. | 0.4 | - | 0.1 | 0.58 | - |
| Base Material | Y.S. (MPa) | T.S. (MPA) | Elongation | R.A. (%) | M.P. (°C) |
|---|---|---|---|---|---|
| Alloy 617 | 322 | 732 | 62 | 56 | 1330 |
| 12Cr | 551 | 758 | 18 | 50 | 1375 |
| Pass | Shield Gas | Current (A) | Voltage (V) | Welding Speed (cm/min) | Freq. (Hz) |
|---|---|---|---|---|---|
| 1 | Ar-2.5% H2 | 150 | 10 | 10 | 0.5 |
| 2 | Ar-2.5% H2 | 150 | 13 | 10 | 0.5 |
| 3 | Ar-2.5% H2 | 150 | 16 | 10 | 0.5 |
| 4 | Ar-2.5% H2 | 150 | 16 | 10 | 0.5 |
| 5 | Ar-2.5% H2 | 150 | 16 | 10 | 0.5 |
| 6 | Ar-2.5% H2 | 150 | 16 | 10 | 0.5 |
| 7 | Ar-2.5% H2 | 150 | 16 | 10 | 0.5 |
| Elements | Alloy 617 Base Metal | Alloy 617 HAZ | Weld Metal | 12Cr HAZ | 12Cr Base Metal |
|---|---|---|---|---|---|
| Mo | 10.29 | 10.70 | 9.57 | - | - |
| Cr | 22.09 | 21.50 | 21.11 | 13.00 | 10.28 |
| Fe | - | - | 12.03 | 87.00 | 89.72 |
| Co | 13.29 | 13.76 | 10.32 | - | - |
| Ni | 54.33 | 54.05 | 46.97 | - | - |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2016, 6, 242. https://doi.org/10.3390/met6100242
Ahmad HW, Hwang JH, Lee JH, Bae DH. An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals. 2016; 6(10):242. https://doi.org/10.3390/met6100242
Chicago/Turabian StyleAhmad, Hafiz Waqar, Jeong Ho Hwang, Ju Hwa Lee, and Dong Ho Bae. 2016. "An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel" Metals 6, no. 10: 242. https://doi.org/10.3390/met6100242