
The Establishment of Surface Roughness as Failure Criterion of Al–Li Alloy Stretch-Forming Process

Abstract
:
1. Introduction
2. Experiments
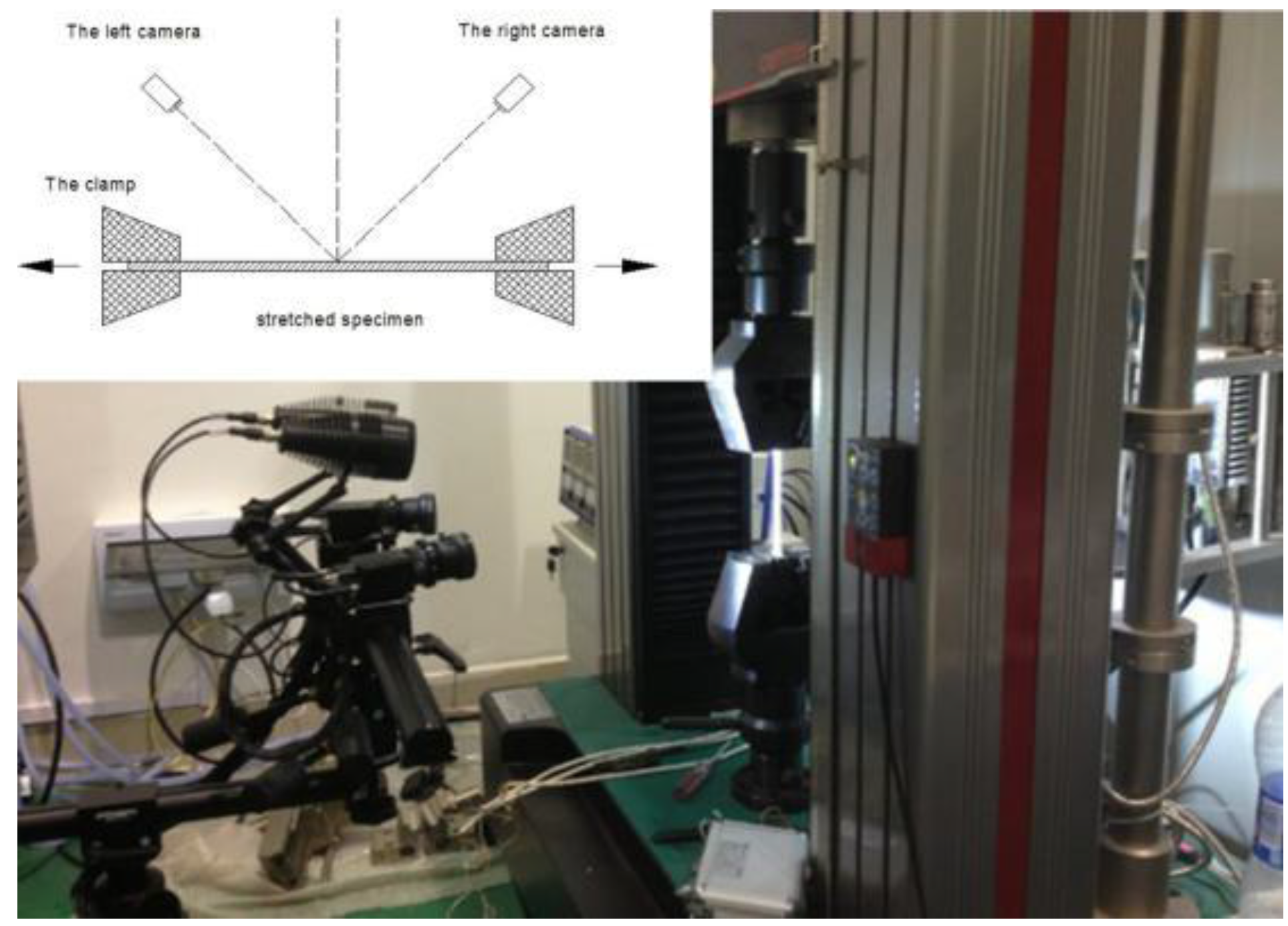
2.1. Instrument and Methods


2.2. Experimental Design
2.2.1. Experiment Design of Critical State Criterion of Orange Peel Defect


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Batch No. | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Stretching Strain | 0% | 3% | 6% | 9% | 12% |
| Specimen No. | Strain Speed/s−1 | Critical Strain/% | Roughness Ra/nm |
|---|---|---|---|
| 1 | 0.0001 | 1.78 | 841 |
| 2 | 0.0005 | 1.87 | 827 |
| 3 | 0.001 | 1.14 | 973 |
| 4 | 0.0015 | 1.19 | 1002 |
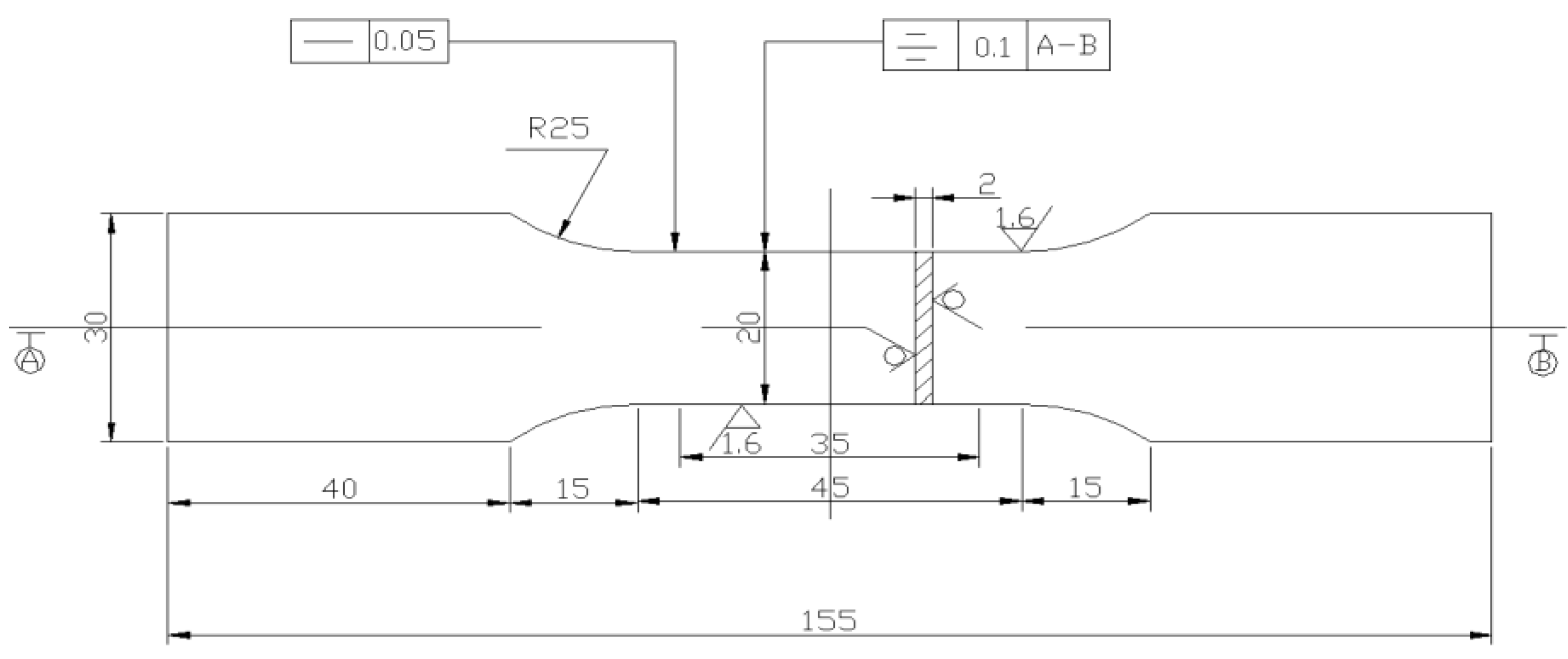
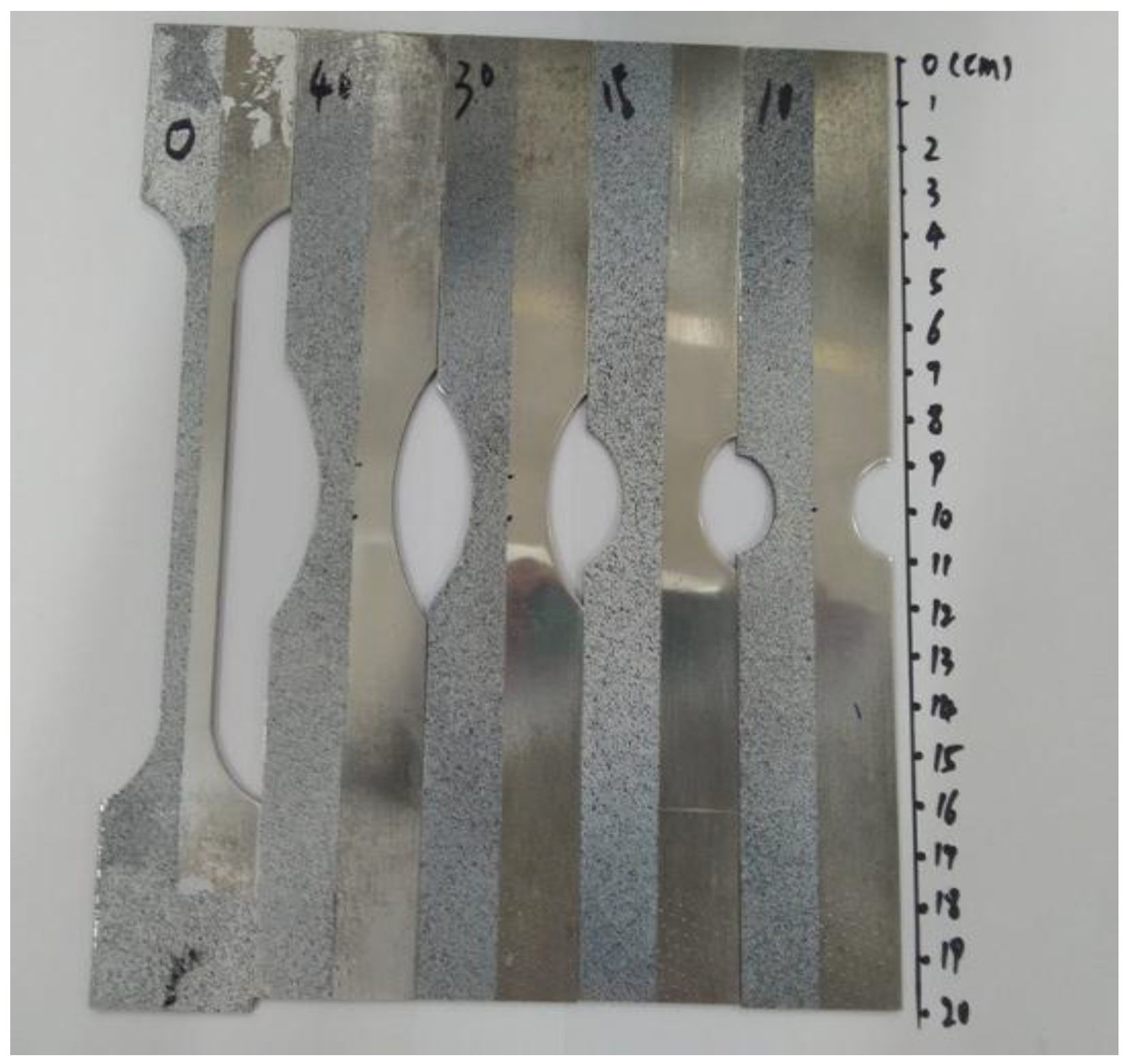
2.2.2. Experiment Design of Stretch Forming Limit Diagram


3. Results and Analysis
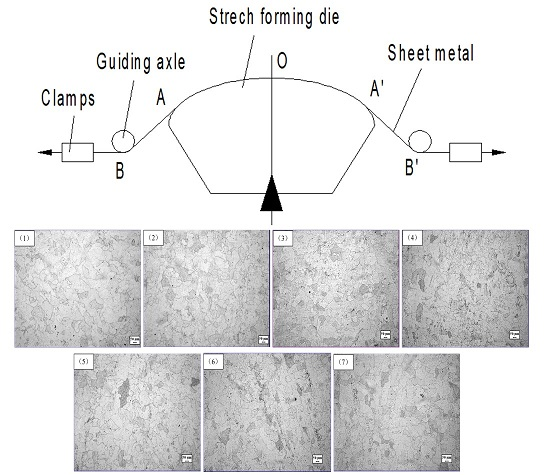
3.1. The Equilibrium Diagram of Tensile Specimen before Deformation


| Heat Treatment Condition | Type of Analysis | Sampling Point | Average | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||
| T8 | Grain Size Grade | 5.02 | 5.13 | 4.51 | 4.38 | 4.98 | 4.62 | 4.56 | 4.7 |
| Average Diameter/µm | 62 | 59 | 76 | 77 | 70 | 75 | 75 | 71 | |
3.2. The Establishment of the Criterion for Critical State of Orange Peel Defect



3.3. The Establishment of Stretch-Forming Limit Diagram
| Sample | Acquisition Point 1 | Acquisition Point 2 | Acquisition Point 3 | Acquisition Point 4 | Acquisition Point 5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| ε1/% | ε2/% | ε1/% | ε2/% | ε1/% | ε2/% | ε1/% | ε2/% | ε1/% | ε2/% | |
| Straight edge | 6.29 | −1.94 | 6.35 | −1.98 | 6.31 | −2.08 | 6.25 | −1.84 | 6.33 | −1.88 |
| R = 10 | 3.17 | −0.21 | 3.17 | −0.18 | 2.65 | −0.15 | 2.76 | −0.13 | 3.17 | −0.15 |
| R = 15 | 2.95 | −0.19 | 3.04 | −0.13 | 3.27 | −0.12 | 3.31 | −0.23 | 3.09 | −0.08 |
| R = 30 | 3.31 | −0.55 | 3.76 | −0.58 | 3.64 | −0.77 | 3.72 | −0.57 | 3.30 | −0.55 |
| R = 40 | 4.49 | −1.20 | 4.82 | −1.59 | 4.66 | −1.27 | 3.92 | −1.04 | 4.20 | −1.23 |
| Expression | A | B | C |
|---|---|---|---|
| y = A + Bx + Cx2 | 2.99 | −0.389 | 0.652 |

4. Conclusions
- (1)
- A stretch-forming experiment and testing system with the optical deformation measurement instrument and the universal testing machine operating in collaboration are constructed, the surface morphology change rule of stretched specimens with different strain variables is analyzed, and the corresponding relation between critical orange peel defect and the surface roughness of specimens is obtained. It is discovered that when critical orange peel defect appears on Al–Li alloy sheet metal at the condition of Al–Li–S4–T8, the surface roughness is Ra = 700 ± 50 nm and Rz = 5.5 ± 0.5 μm.
- (2)
- By processing different notched specimens, the stretch-forming limit tests with different strain paths are conducted to obtain the forming limit diagram and forming limit curve equation ε1 = 2.99 − 0.389ε2 + 0.652ε22 for Al–Li–S4–T8 Al–Li alloy, with the surface roughness of characteristic critical orange peel structure as the forming failure criterion.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wang, K.; Wan, M.; Hua, C.; Shao, X.F. Determination and application of coarse-grain critical pre-strain curve to aluminum alloy stretch forming. J. Beijing Univ. Aeronaut. Astronaut. 2013, 39, 508–511. [Google Scholar]
- Han, Z.R.; Dai, L.J.; Zhang, L.Y. Current status of large aircraft skin and panel manufacturing technologies. Aeronaut. Manuf. Technol. 2009, 25, 64–66. [Google Scholar]
- Araghi, B.T.; Manco, G.L.; Bambach, M.; Hirt, G. Investigation into a new hybrid forming process: Incremental sheet forming combined with stretch forming. CIRP Ann. Manuf. Technol. 2009, 58, 225–228. [Google Scholar] [CrossRef]
- Kurukuri, S.; Miroux, A.; Wisselink, H.; Boogaard, T.V.D. Simulation of stretch forming with intermediate heat treatments of aircraft skins: A physically based modeling approach. Int. J. Mater. Form. 2011, 4, 129–140. [Google Scholar] [CrossRef]
- General Editorial Board of “The Manual of Aeronautical Manufacturing Engineering”. In The Aviation Manufacturing Engineering Handbook—Aircraft Sheet Metal Process; Aviation Industry Press: Beijing, China, 1992.
- Hu, S.G.; Chen, H.Z. Manufacturing Technology of Aircraft Sheet Metal Parts; Beijing University of Aeronautics and Astronautics Press: Beijing, China, 2004. [Google Scholar]
- Chang, R.F. Sheet Metal Parts Manufacturing Technology; National Defence Industry Press: Beijing, China, 1992. [Google Scholar]
- Wan, M.; Zhou, X.B.; Li, X.X.; Wu, H. Process parameters in stretch forming of mirror skins. Acta Aeronaut. Astronaut. Sin. 1999, 20, 326–330. [Google Scholar]
- You, Z.H.; Huang, Y.S.; Wu, R.H. A study of orange-like roughness on front side on Airplane. Aviat. Maint. Eng. 2001, 6, 46–47. [Google Scholar]
- Zhang, R.X.; Zeng, Y.S. Development, technological characteristics and application status abroad of aluminum-lithium alloys (In Chinese). Aeronaut. Manuf. Technol. 2007. [Google Scholar] [CrossRef]
- Yin, D.F.; Zheng, Z.Q. History and current status of aluminum-lithium alloys research and development. Mater. Rev. 2003, 17, 18–20. [Google Scholar]
- Huo, H.Q.; Hao, W.X.; Geng, G.H.; Da, D.A. Development of the new aero-craft material—Aluminum–lithium alloy. Vac. Low Temp. 2005, 11, 63–69. [Google Scholar]
- Lyttle, M.T.; Wert, J.A. The plastic anisotropy of an Al–Li–Cu–Zr alloy extrusion in unidirectional deformation. Metall. Mater. Trans. A 1996, 27, 3503–3512. [Google Scholar] [CrossRef]
- Li, H.; Tang, Y.; Zeng, Z.; Zheng, Z.; Zheng, F. Effect of ageing time on strength and microstructures of an Al–Cu–Li–Zn–Mg–Mn–Zr alloy. Mater. Sci. Eng. A 2008, 498, 314–320. [Google Scholar] [CrossRef]
- Huang, J.C.; Ardell, A.J. Addition rules and the contribution of δ′ precipitates to strengthening of aged Al–Li–Cu alloys. Acta Metall. 1988, 36, 2995–3006. [Google Scholar] [CrossRef]
- Fan, C.P.; Zheng, Z.Q.; Jia, M.; Zhong, J.F.; Cheng, B.; Li, H.P.; Wu, Q.P. Microstructure, tensile property and fracture toughness of 2397 Al–Li alloy. Rare Met. Eng. 2015, 44, 91–96. [Google Scholar]
- Ma, G.S. Hot Forming Technology of Complex Aluminum Lithium Alloy Parts; Chemical Industry Press: Beijing, China, 2011. [Google Scholar]
- Jin, H.X. Basic Experimental Research and Simulation on Aluminum Alloy Mirror Skin Tensile Forming; Beijing University of Aeronautics and Astronautics: Beijing, China, 2009. [Google Scholar]
- Wan, M.; Han, J.Q.; Jin, H.X.; Wu, H. Determination of strain criterion of portevin–Le chatelier effect for aluminum alloy sheets. Trans. Nonferrous Met. Soc. China 2006, 16, 1499–1503. [Google Scholar]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, J.-W.; Zhan, L.-H.; Yang, Y.-G. The Establishment of Surface Roughness as Failure Criterion of Al–Li Alloy Stretch-Forming Process. Metals 2016, 6, 13. https://doi.org/10.3390/met6010013
Feng J-W, Zhan L-H, Yang Y-G. The Establishment of Surface Roughness as Failure Criterion of Al–Li Alloy Stretch-Forming Process. Metals. 2016; 6(1):13. https://doi.org/10.3390/met6010013
Chicago/Turabian StyleFeng, Jing-Wen, Li-Hua Zhan, and Ying-Ge Yang. 2016. "The Establishment of Surface Roughness as Failure Criterion of Al–Li Alloy Stretch-Forming Process" Metals 6, no. 1: 13. https://doi.org/10.3390/met6010013