

The Influence of Yttrium Content and Ceramic Crucible Materials on Desulfurization during Vacuum Induction Melting of DD5 Superalloys
 and
and
Abstract
:1. Introduction
2. Experiment
3. Results
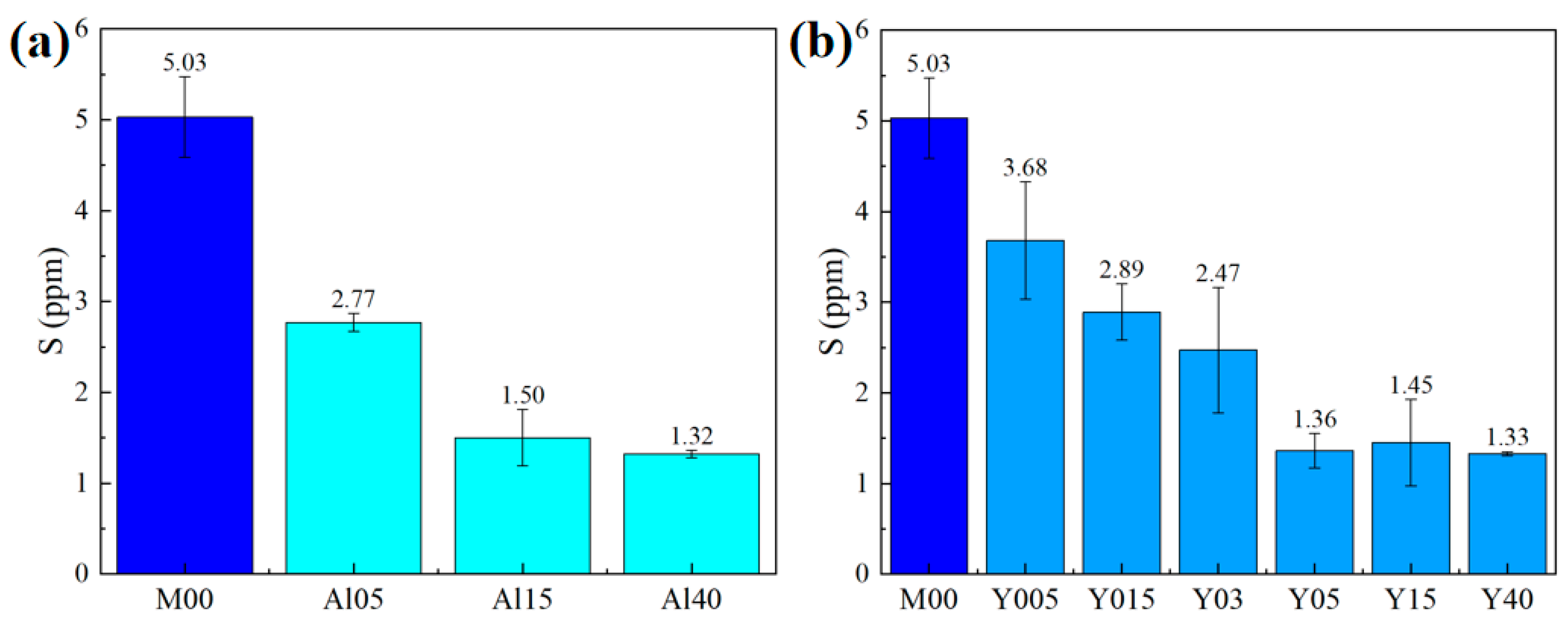
3.1. S Content
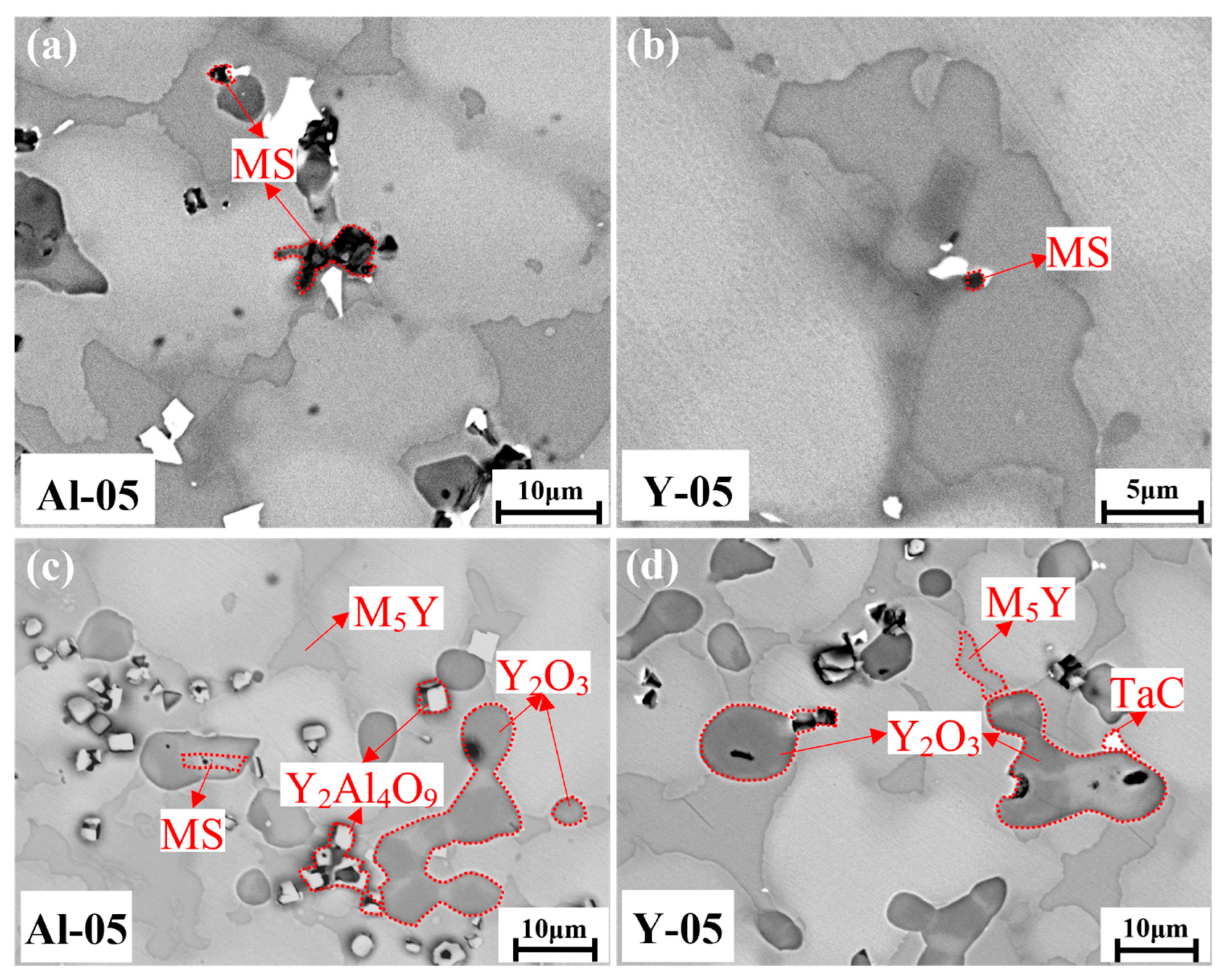
3.2. Microstructure
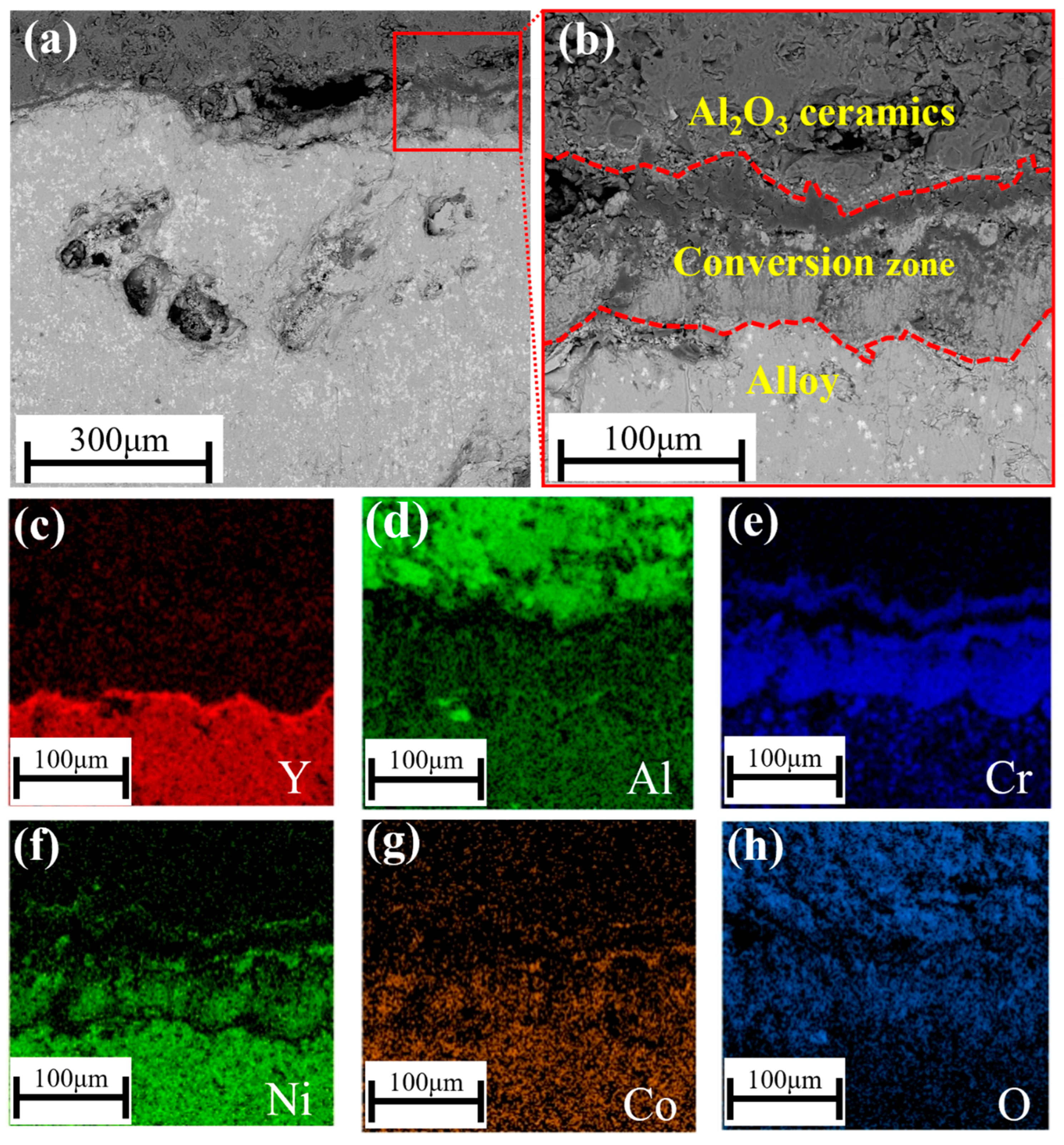
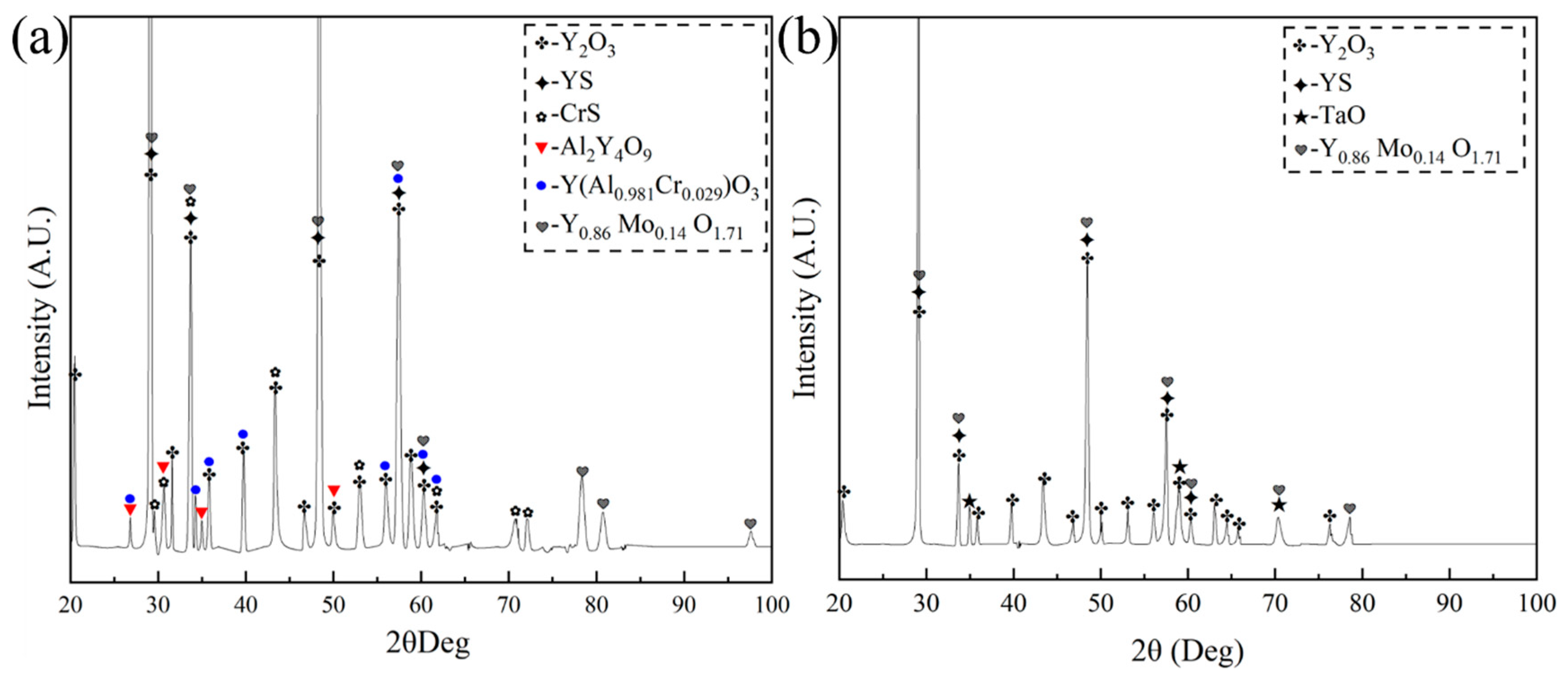
3.3. Interface Reaction
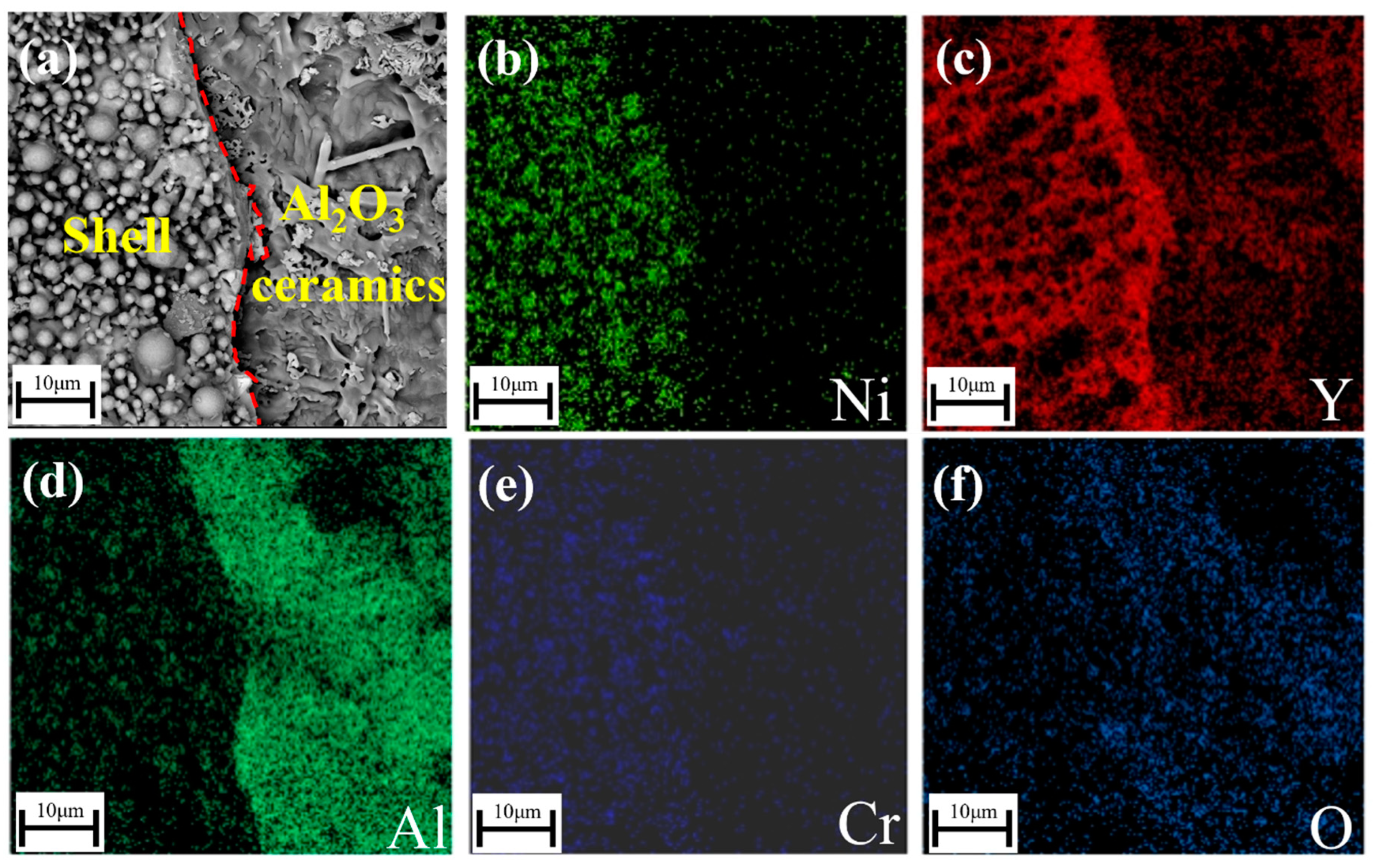
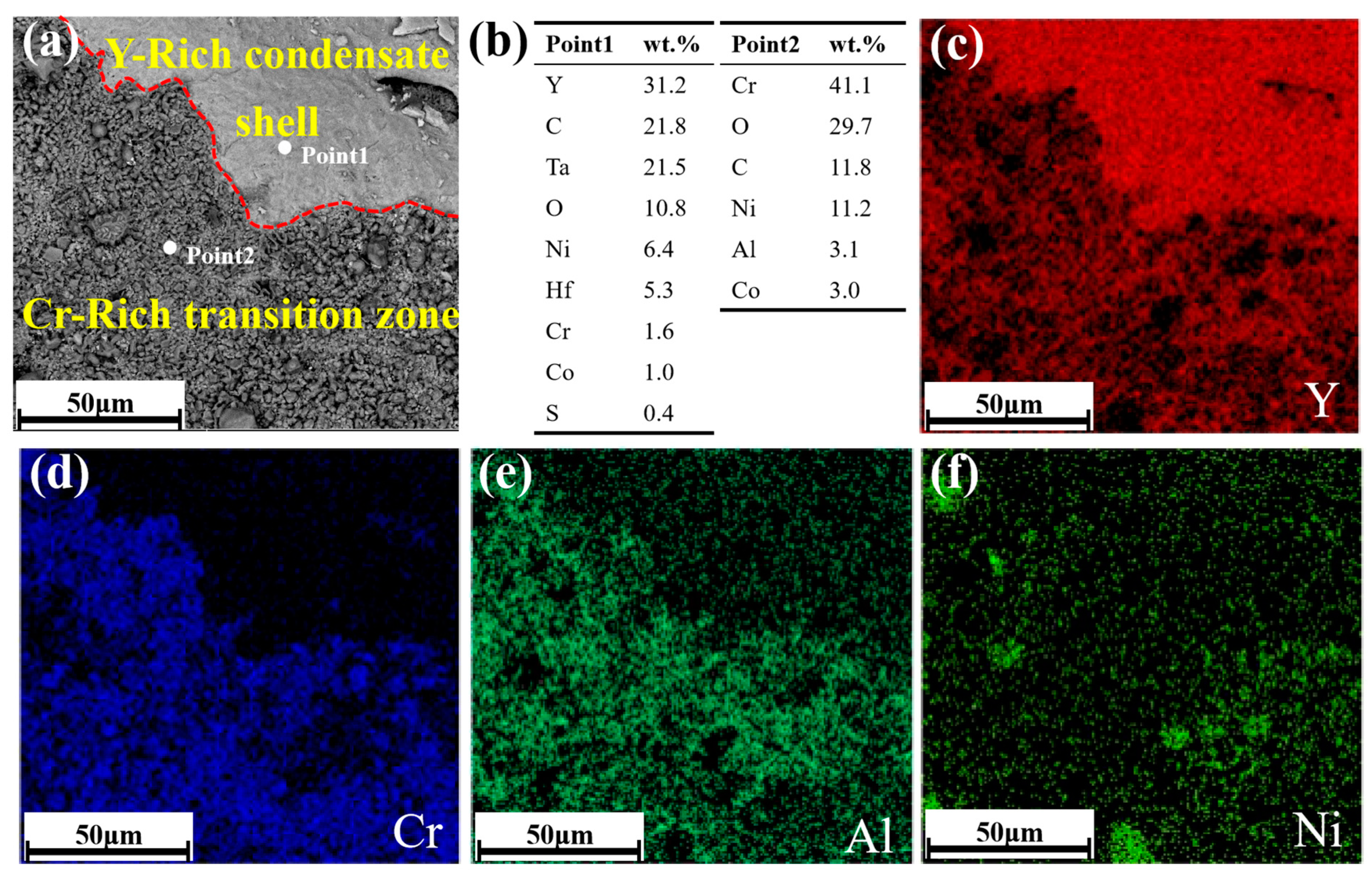
3.4. Slag and Condensation Shell
4. Discussion
4.1. Mechanism of Desulfurization
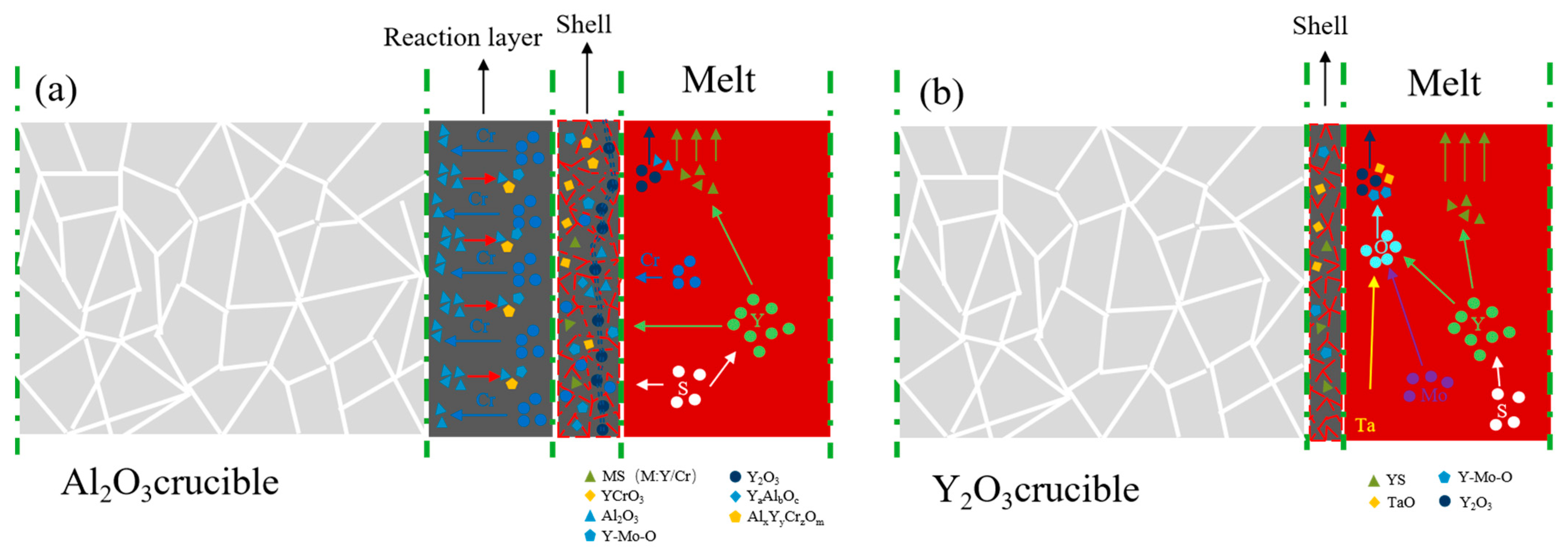
4.2. Interfacial Reaction
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, Z.; Tan, Y.; Li, Y.; Zhao, J.; Song, S.; Li, P. Effect of oxygen on the wettability and interfacial reaction between the DD5 superalloy and ceramic shell. Vacuum 2023, 215, 112288. [Google Scholar] [CrossRef]
- Chen, Z.; Wei, P.; Chen, H.; Chen, X.; Ruan, Y.; Zhou, W.; Lu, S. Laser Powder Bed Fusion of K418 Superalloy: Process, Microstructure, Texture Feature, and Mechanical Property. Metals 2022, 12, 611. [Google Scholar] [CrossRef]
- Wei, D.; Liu, Y.; Wang, Y.; Wang, J.; Jiang, X. Normalized Parameter Creep Model of DD6 Nickel-Based Single Crystal Superalloy. Metals 2021, 11, 254. [Google Scholar] [CrossRef]
- Xu, R.; Li, Y.; Yu, H. Creep Behavior and Deformation Mechanism of a Third-Generation Single Crystal Ni-Based Superalloy at 980 °C. Metals 2023, 13, 1541. [Google Scholar] [CrossRef]
- Walston, S.; Cetel, A.; MacKay, R.; Ohara, K.; Duhl, D.; Dreshfield, R. Joint development of a fourth generation single crystal superalloy. In Proceedings of the 10th International Symposium on Superalloys, Champion, PA, USA, 19–23 September 2004. [Google Scholar]
- Palleda, T.N.; Banoth, S.; Tanaka, M.; Murakami, H.; Kakehi, K. The role of yttrium micro-alloying on microstructure evolution and high-temperature mechanical properties of additively manufactured Inconel 718. Mater. Des. 2023, 225, 111567. [Google Scholar] [CrossRef]
- Smialek, J. Origins of a Low-Sulfur Superalloy Al2O3 Scale Adhesion Map. Crystals 2021, 11, 60. [Google Scholar] [CrossRef]
- Zhenxue, S.; Shizhong, L.; Mei, H.; Jiarong, L. Influence of yttrium addition on high temperature oxidation resistance of single crystal superalloy. J. Rare Earths 2013, 31, 795–799. [Google Scholar]
- Tabata, C.; Kawagishi, K.; Uzuhashi, J.; Ohkubo, T.; Hono, K.; Yokokawa, T.; Harada, H.; Suzuki, S. Quantitative analysis of sulfur segregation at the oxide/substrate interface in Ni-base single crystal superalloy. Scr. Mater. 2021, 194, 113616. [Google Scholar] [CrossRef]
- Zi, Y.; Meng, J.; Zhang, C.; Zhou, Y.; Ding, Y. Mechanisms of Rhenium on Wettability and Interactions Between Nickel-Base Superalloy Melt and Al2O3-Based Ceramic Material. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 1021–1030. [Google Scholar] [CrossRef]
- Gao, S.; Wang, M.; Xie, X.; Liu, M.; Bao, Y. Behavior of Nitrogen in GH4169 Superalloy Melt during Vacuum Induction Melting Using Returned Materials. Metals 2021, 11, 1119. [Google Scholar] [CrossRef]
- Shmotin, Y.N.; Logunov, A.; Leshchenko, I.; Danilov, D. Development and research of a rhenium-free high-temperature nickel superalloy for the turbine rotor blades in aviation GTE. Russ. Metall. (Met.) 2016, 2016, 1214–1220. [Google Scholar] [CrossRef]
- Jianxin, D.; Xingbo, L.; Bin, T.; Yaohe, H.U.; Zhichao, X.U.; Xishan, X. Effects of S on mechanical properties and microstructure of inconel 718 alloy. Acta Met. Sin. 1996, 32, 241–244. [Google Scholar]
- Sun, C.; Huang, R.; Guo, J.; Hu, Z. Sulphur distribution in K24 cast nickel-base superalloy and its influence on mechanical properties. High Temp. Technol. 1988, 6, 145–148. [Google Scholar] [CrossRef]
- Sidorov, V.; Rigin, V.; Min, P.; Folomeikin, Y.I. Removal of a sulfur impurity from complex nickel melts in vacuum. Russ. Metall. (Met.) 2015, 2015, 910–915. [Google Scholar] [CrossRef]
- Lin, C.; Sheng, N.; Fan, S.; Sun, S.; Hou, G.; Yu, J.; Li, J.; Zhou, Y.; Sun, X. Effect of rare earth oxides on desulfurization reaction at CaO ceramic surface during smelting of Ni-based superalloy. Appl. Surf. Sci. 2023, 620, 156831. [Google Scholar] [CrossRef]
- Zhan, X.; Wang, D.; Zhang, Z.; Zhang, J. Effect of trace sulfur on the hot corrosion resistance of Ni-base single crystal superalloy. Corros. Sci. 2023, 224, 111528. [Google Scholar] [CrossRef]
- Sidorov, V.; Min, P. Refining a complex nickel alloy to remove a sulfur impurity during vacuum induction melting: Part II. Russ. Metall. (Met.) 2014, 2014, 987–991. [Google Scholar] [CrossRef]
- Duan, S.-C.; Shi, X.; Wang, F.; Zhang, M.-C.; Li, B.; Yang, W.-S.; Guo, H.-J.; Guo, J. Investigation of desulfurization of Inconel 718 superalloys by ESR type slags with different TiO2 content. J. Mater. Res. Technol. 2019, 8, 2508–2516. [Google Scholar] [CrossRef]
- Xuan, W.; Du, L.; Song, G.; Zhang, X.; Zhang, H.; Ren, Z. Some new observations on interface reaction between nickel-based single crystal superalloy CMSX-4 and silicon oxide ceramic core. Corros. Sci. 2020, 177, 108969. [Google Scholar] [CrossRef]
- Cui, J.; Li, B.; Liu, Z.; Qi, F.; Zhang, B.; Zhang, J. Numerical investigation of segregation evolution during the vacuum arc remelting process of Ni-based superalloy ingots. Metals 2021, 11, 2046. [Google Scholar] [CrossRef]
- Wang, H.; Lei, Z.; Leng, X.; Xie, Y.; Zhu, H.; Huang, J. Temperature effect on the role of yttrium in oxidation behaviour of NiCrAl alloys. Mater. High Temp. 2018, 35, 371–377. [Google Scholar] [CrossRef]
- Li, D.; Cosandey, F.; Maurer, G.; Foote, R.; Tien, J. Understanding the role of cerium during VIM refining of nickel-chromium and nickel-iron alloys. Metall. Trans. B 1982, 13, 603–611. [Google Scholar] [CrossRef]
- Manman, W.; Yanhong, Y.; Daohong, W.; Zhihai, L.; Hongbin, Y.; Chuanyong, C. Deep deoxidation and desulfurization of cast superalloy K417G. Rare Met. Mater. Eng. 2018, 47, 3730–3734. [Google Scholar]
- Bian, W.; Zhang, H.; Zhang, X.; Gao, M.; Li, J.; Li, Q.; Cui, Y.; Zhang, H. Comprehensive influence of Y on K417 superalloy: Purification, interactions among the alloy elements and high temperature properties. Mater. Sci. Eng. A 2019, 755, 190–200. [Google Scholar] [CrossRef]
- Johnson, D.; Chihara, K.; Inui, H.; Yamaguchi, M. Microstructural control of TiAl–Mo–B alloys by directional solidification. Acta Mater. 1998, 46, 6529–6540. [Google Scholar] [CrossRef]
- Liu, L.; Meng, J.; Liu, J.; Zou, M.; Zhang, H.; Sun, X.; Zhou, Y. Influences of Re on low-cycle fatigue behaviors of single crystal superalloys at intermediate temperature. J. Mater. Sci. Technol. 2019, 35, 1917–1924. [Google Scholar] [CrossRef]
- Ford, D.; Ayan, B.; Catherine, M.F.R.; Ian, M.E.; Jones, C.N.; Leyland, S.P.; Irwin, S. The Distribution and Retention of Yttrium and Lanthanum in Cast Single Crystal Superalloys; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2020. [Google Scholar]
- Zhang, H.; Tang, X.; Zhou, L.; Gao, M.; Zhou, C.; Zhang, H. Interactions between Ni-44Ti-5Al-2Nb-Mo alloy and oxide ceramics during directional solidification process. J. Mater. Sci. 2012, 47, 6451–6458. [Google Scholar] [CrossRef]
- Li, J.-P.; Zhang, H.-R.; Gao, M.; Li, Q.-L.; Zhang, J.; Yang, B.; Zhang, H. Mechanism of yttrium in deep desulfurization of NiCoCrAlY alloy during vacuum induction melting process. Rare Met. 2022, 41, 218–225. [Google Scholar] [CrossRef]
- Cao, S.; Yang, Y.; Chen, B.; Liu, K.; Ma, Y.; Ding, L.; Shi, J. Influence of yttrium on purification and carbide precipitation of superalloy K4169. J. Mater. Sci. Technol. 2021, 86, 260–270. [Google Scholar] [CrossRef]
- Peng, Y.; Li, J.; Li, S.; Chen, Y.; Li, Z.; Guo, W.; Xiong, J. Microstructure evaluation and fracture mechanism of dissimilar diffusion bonded joint of single crystal superalloy DD5 and polycrystalline superalloy GH4169. Mater. Charact. 2022, 189, 111999. [Google Scholar] [CrossRef]
- GB/T 20123-2006; Steel and Iron-Determination of Total Carbon and Sulfur Content, Infrared Absorption Method after Combustion in an Induction Furnace. Standardization Administration of China: Beijing, China, 2006.
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K.J. Microstructure of Haynes® 282® superalloy after vacuum induction melting and investment casting of thin-walled components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef]
- Fortuna, S.; Gurianov, D.; Nikonov, S.; Osipovich, K.; Kolubaev, E. On the Control of Elemental Composition, Macro-, and Microstructure of Directionally Solidified Additive Products from Nickel-Based Alloy. Metals 2023, 13, 1457. [Google Scholar] [CrossRef]
- Du, T.; Wang, L.; Liu, A.; Wu, Y.; Zhang, Y. Thermodynamics and phase equilibria for cerium and yttrium in the presence of oxygen and sulphur in nickel-base solutions. J. Alloys Compd. 1993, 193, 38–40. [Google Scholar] [CrossRef]
- Schumann, E.; Yang, J.; Graham, M. Direct observation of the interaction of yttrium and sulfur in oxidized NiAl. Scr. Mater. 1996, 34, 1365–1370. [Google Scholar] [CrossRef]
- Wang, H.; Shang, G.; Liao, J.; Yang, B.; Yuan, C. Experimental investigations and thermodynamic calculations of the interface reactions between ceramic moulds and Ni-based single-crystal superalloys: Role of solubility of Y in the LaAlO3 phase. Ceram. Int. 2018, 44, 7667–7673. [Google Scholar] [CrossRef]
- Li, X.; Zhao, Y.; Wang, L.; Long, X.; Chen, C.; Qin, Z. Study on the stability of different refractories during the melting process of a K4169 Ni-based superalloy. Ceram. Int. 2023, 49, 29573–29583. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mo | Al | Co | Hf | Re | Ta | W | Cr | Y | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.05 | 1.51 | 6.16 | 7.56 | 0.14 | 2.91 | 6.52 | 5.23 | 6.93 | 0-4 | Bal |
| wt% | C | Al | Y | Mo | Cr | Co | Ni | Ta | W | Re |
|---|---|---|---|---|---|---|---|---|---|---|
| Point 1 | 6.14 | 0.64 | 0.61 | 6.61 | 7.78 | 62.00 | 6.54 | 9.69 | ||
| Point 2 | 6.82 | 1.04 | 6.81 | 7.09 | 62.02 | 8.97 | 4.12 | 3.23 | ||
| Point 3 | 6.06 | 17.90 | 1.92 | 3.86 | 70.25 | |||||
| Point 4 | 11.95 | 2.19 | 1.48 | 6.36 | 72.19 | 5.85 | ||||
| Point 5 | 6.65 | 15.79 | 3.29 | 4.68 | 69.59 | |||||
| Point 6 | 13.78 | 0.41 | 2.69 | 2.08 | 0.64 | 6.18 | 69.05 | 5.17 |
| Y Addition (wt.%) | Y Content (wt.%) | ΔY (wt.%) | Y Addition (wt.%) | Y Content (wt.%) | ΔY (wt.%) | ||
|---|---|---|---|---|---|---|---|
| Y00 | 0 | <0.0001 | - | Y15 | 1.50 | 1.32 | −0.18 |
| Y005 | 0.05 | 0.06 | 0.01 | Y40 | 4.00 | 3.44 | −0.56 |
| Y015 | 0.15 | 0.12 | −0.03 | Al05 | 0.50 | 0.38 | −0.12 |
| Y03 | 0.30 | 0.22 | −0.08 | Al15 | 1.50 | 1.28 | −0.22 |
| Y05 | 0.50 | 0.45 | −0.05 | Al40 | 4.00 | 2.45 | −1.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Cheng, Y.; Zhang, S.; Zhang, R.; Sun, Y.; Guan, K.; Zhang, H.; Zhang, H. The Influence of Yttrium Content and Ceramic Crucible Materials on Desulfurization during Vacuum Induction Melting of DD5 Superalloys. Metals 2024, 14, 353. https://doi.org/10.3390/met14030353
Wang F, Cheng Y, Zhang S, Zhang R, Sun Y, Guan K, Zhang H, Zhang H. The Influence of Yttrium Content and Ceramic Crucible Materials on Desulfurization during Vacuum Induction Melting of DD5 Superalloys. Metals. 2024; 14(3):353. https://doi.org/10.3390/met14030353
Chicago/Turabian StyleWang, Fuwei, Ying Cheng, Shoubin Zhang, Rui Zhang, Yanyun Sun, Kai Guan, Huarui Zhang, and Hu Zhang. 2024. "The Influence of Yttrium Content and Ceramic Crucible Materials on Desulfurization during Vacuum Induction Melting of DD5 Superalloys" Metals 14, no. 3: 353. https://doi.org/10.3390/met14030353