

Modified Split Mandrel Method and Equipment to Improve the Fatigue Performance of Structural Components with Fastener Holes

Abstract
:1. Introduction
- (1)
- Drill the start hole with a start drill.
- (2)
- Ream the hole to the proper starting size with the start hole reamer.
- (3)
- Verify the start hole with a hole gage.
- (4)
- Inspect the mandrel by inserting an inspection pin at the end of the mandrel and check the mandrel with a wear gage.
- (5)
- Start the pass-through of the hole, after which the hollow, split mandrel collapses.
- (6)
- Once pass-through is complete, place nose cap flush to the material. The pilot extends and solidifies the hollow mandrel.
- (7)
- Start cold working, drawing the solidified mandrel back through the material.
- (8)
- Complete cold working, allowing the mandrel to return to its ready position.
- (9)
- Inspect the cold-worked hole with a hole gage.
- (10)
- Ream the hole to its final size with a piloted reamer.
- (11)
- Inspect the final reamed hole with a hole gage. Countersink if necessary.
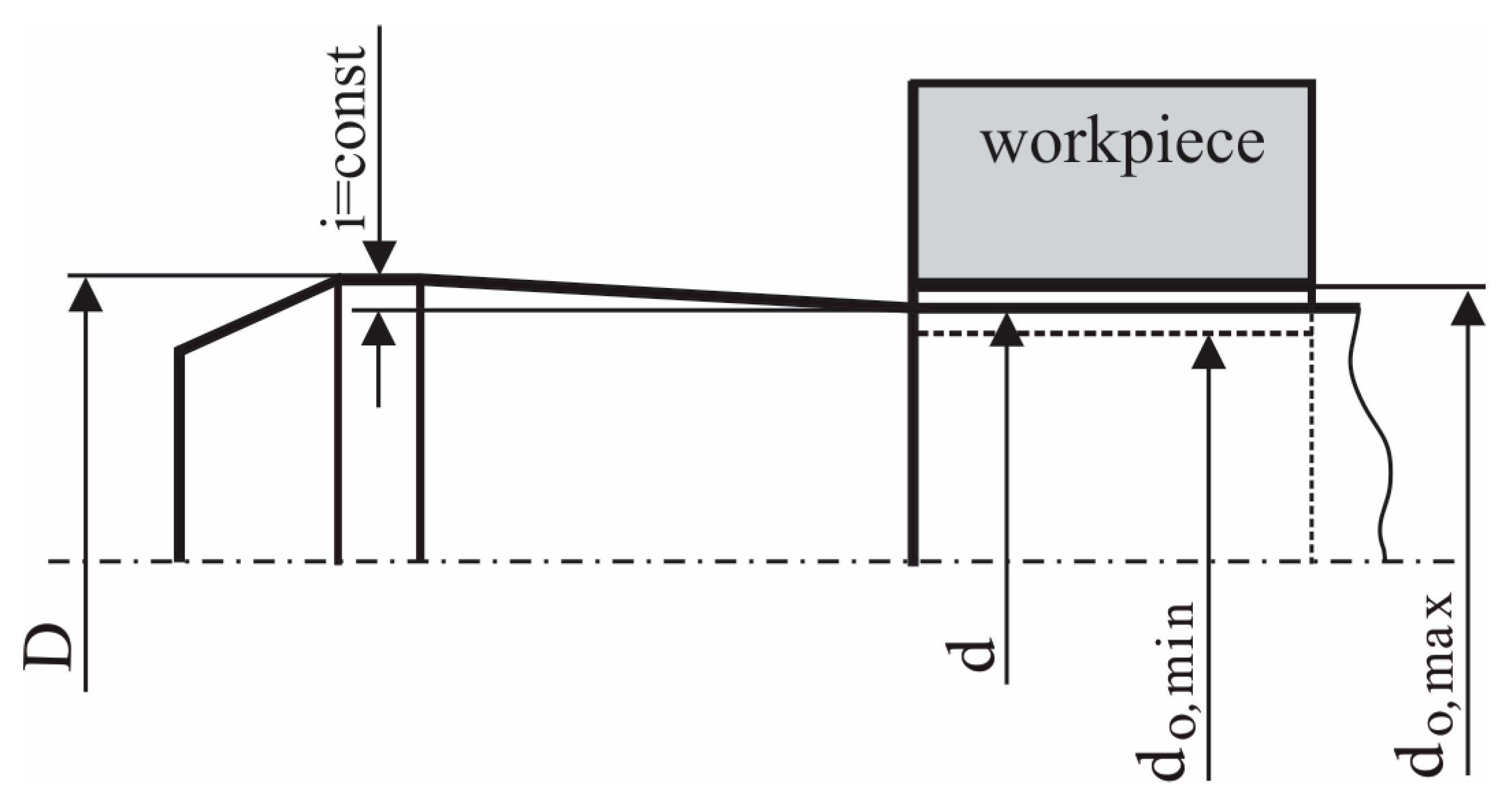
2. Nature of the Proposed Method
3. Materials and Methods
3.1. Materials
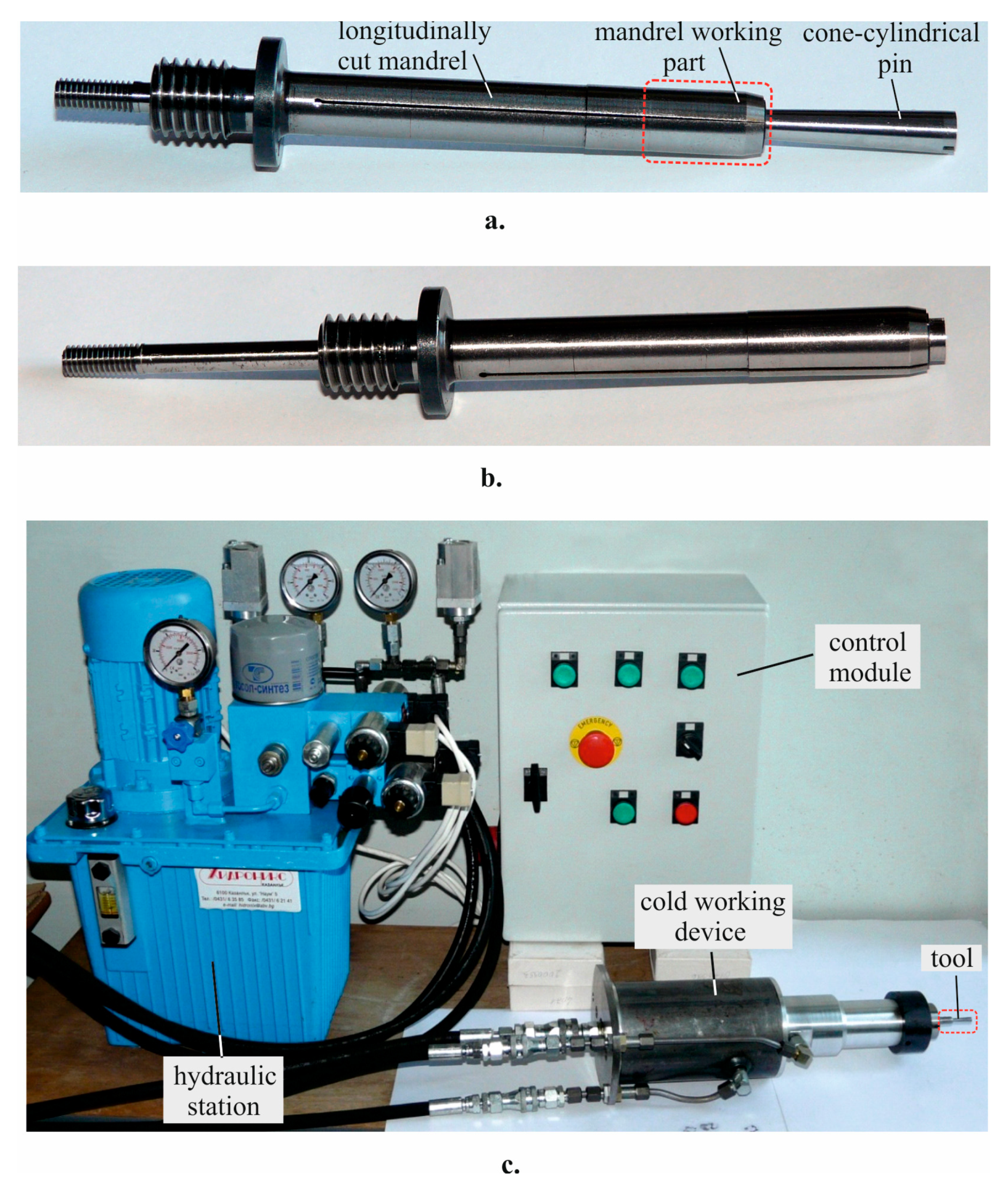
3.2. New Method Implementation
3.3. Experimental Study of the Influence of Pre-Drilled Hole Tolerance on Cold-Expanded Hole Diameter Using the New Method
3.4. Residual Stress Measurement
- (1)
- Investigation of the influence of the scattering of the pre-processed hole diameters (and, thus, DCE) on the residual stress distribution after cold working.
- (2)
- Study of the evolution of residual stresses depending on the thickness of the cut metal layer during final reaming.
- (3)
- Investigation of the influence of the pre-processed hole diameter scattering (and, thus, DCE) on the final residual stress distribution when ensuring the same final diameter.
3.5. Fatigue Tests
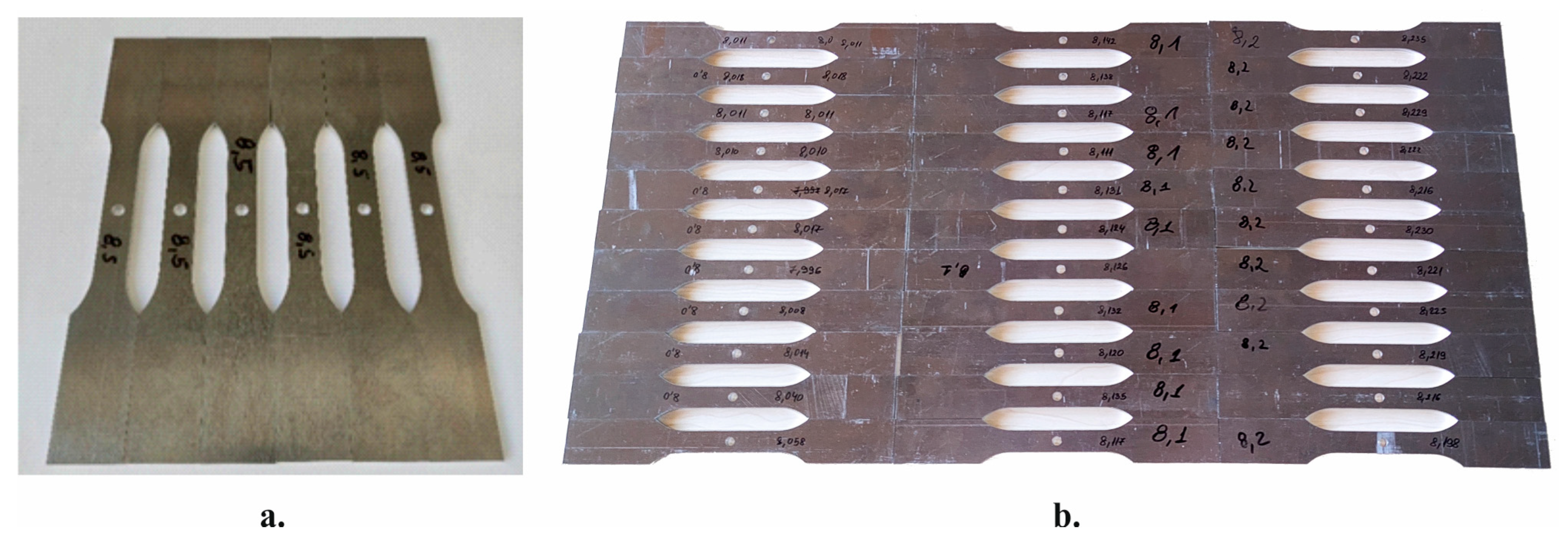
- Group I (reference). The holes had a diameter machined by cutting on a milling machining center using interpolation (Figure 7a).
- Group II. The holes were machined in the following sequence: cutting on a milling machining center to a diameter , cold working with , and final reaming to a diameter of 8.5 mm (Figure 7b).
- Group III. The holes were machined in the following sequence: cutting on a milling machining center to a diameter , cold working with , and final reaming to diameter of 8.5 mm (Figure 7b).
- Group IV. The holes were processed in the following sequence: cutting on a milling machining center to a diameter , cold working with , and final reaming to diameter of 8.5 mm (Figure 7b).
4. Results and Discussion
4.1. Influence of Pre-Drilled Holes’ Tolerance on Cold-Expanded Holes in a Geometrical Aspect
4.2. Residual Stresses
4.2.1. Influence of the Scattering of Pre-Drilled Hole Diameters on the Circumferential Residual Stresses after Cold Working
- An axial gradient is in the residual hoop stress distribution, typical for all mandrel cold-working methods; the compressive zone is more pronounced from the exit face because of the deformation plastic wave moving axially.
- The scattering of the pre-drilled hole diameters in the studied range (and, thus, DCE) causes scattering of the residual stress distribution, which differs in the segment and slot symmetry planes. The residual stresses at the points of the hole surface are mostly grouped on the entrance face in the plane of symmetry of the segment (Figure 12a), where the difference is only 7.6 MPa. The scattering of the surface residual stresses is greater in the plane of symmetry of the notch (Figure 12c,d), where no significant difference is observed on the entrance and exit faces of the samples.
- Despite the absence of direct contact with the split mandrel, a zone of significant compressive residual circumferential stresses is observed in the planes of symmetry of the slots in the mandrel. This result can be explained by the nature of the mechanical impact of the segments on the points of the hole surface near the slots. During cold working, tensile hoop stresses are due to the impact of the segments on the material near the slots. After the tool exits, as a result of the accumulated potential energy of strains, significant compressive residual circumferential stresses form in the elastically deformed layers.
- The change in DCE reflects opposite tendencies of residual stress distributions on the entrance and exit faces for the two planes of symmetry. The maximum DCE (3.93%) leads to the most pronounced compressive zone on the entrance face in the segment plane of symmetry (Figure 12a), and vice versa—the compressive zone corresponding to is the least pronounced on the entrance face in the slot symmetry plane. For the entrance face, the cold-working process with minimum DCE (3.85%) leads to the smallest compressive residual stresses in the segment symmetry plane (Figure 12a) and the largest absolute compressive residual stresses in the notch symmetry plane (Figure 12c). The trend in the residual stress distribution obtained for the exit face is opposite (Figure 12b,d).
4.2.2. Residual Stress Evolution Depending on the Thickness of the Cut Metal Layer around the Hole
- In general, the evolution in the distribution of residual hoop stresses introduced by cold working results in the formation of a compressive zone near the periphery of the hole in the segment and slot symmetry planes. This indicates the effectiveness of the modified split mandrel cold-working method in creating a pronounced zone of useful residual circumferential compressive stresses around the stressed hole.
- The removal of plastically deformed metal layers around the stressed hole by reaming leads to a redistribution of the residual stresses and an intensification of the compressive zone. An exception to this trend is the residual stress redistribution in the slot symmetry plane on the specimen entrance face. The degree of intensification of the zone with compressive residual stresses is dependent on the thickness of the sheared metal layer in the two planes of symmetry. The compressive zone is most intense after the last reaming to obtain a hole diameter in the slot symmetry plane in the exit face.
- The experimentally obtained graphs for the residual stress evolution allow the choice of an appropriate thickness for the cut layer, achieving homogenization of the area with residual compressive stresses along the hole axis. The removal by reaming a thin, 0.08 mm thick layer of metal after cold working until reaching a diameter (Figure 13) leads to a reduction in the axial gradient, i.e., until homogenization of the zone with useful residual compressive stresses around the hole. This effect is due to the favorable residual circumferential stress redistribution after the metal layer removal of suitable depth. The effectiveness of this approach has been substantiated for both circular and non-circular apertures [34,35]. Therefore, the mandatory final reaming operation can provide a beneficial effect of homogenizing the zone of residual compressive stresses in the axial direction and, thus, improve the fatigue behavior.
4.2.3. Effect of Pre-Drilled Hole Diameter Scattering on the Final Residual Hoop Stress Distribution
- In general, the final residual hoop stress distribution, depending on the diameter of the pre-processed hole, differs in character in the two planes of symmetry on the entrance and exit faces. The scattering is the least (≈) along the entrance face in the segment symmetry plane and the greatest (≈) along the entrance face in the slot symmetry plane.
- The cold-working process with the largest DCE (3.93%) and, thus, the removal of a layer of metal with the largest thickness during the final reaming leads to a significant axial gradient in the final residual stress distribution, especially in segment symmetry planes (Figure 14a,b). The cold-working process with the smallest DCE (3.85%) leads to a significant gradient in the hoop direction: the residual stresses in the slot symmetry planes are significantly greater in absolute value compared to the segment symmetry planes for both the entrance and exit faces. The axial and circumferential gradients are the smallest when the DCE is 3.92%.
- This comparative study was based on an excessively large scatter (0.16%) of the pre-drilled hole diameters to elaborate on the effect of varying the DCE and the metal cut layer thickness in the final reaming on the final residual stress distribution. Nevertheless, the modified split mandrel process provides an intense zone of useful residual circumferential compressive stresses near the surface of the hole in the two investigated symmetry planes and on both sides of the specimens. The compressive zone created occurs at a relatively large depth: more than 5 mm from the periphery of the hole.
4.3. Fatigue Behavior
4.3.1. Fatigue Life Improvement
- The fatigue life of the three groups of specimens whose holes were prestressed by the modified split mandrel cold working improved significantly compared to the reference first group of specimens. This validates the effectiveness of the new cold-working method for improving the fatigue behavior of components with fastener holes made of 2024-T3 aluminum alloy. The increase in fatigue life based on cycle fatigue strength compared to the reference group is greatest for the specimens of Group IV: from 151,300 to cycles, i.e., more than six times. It should be noted that in the low-cycle fatigue field the increase in the fatigue life is significantly less compared to the high-cycle fatigue field. The main reason is residual stress relaxation, the speed of which increases with increasing tensile stress amplitude [36,37].
- The S-N curves corresponding to the specimens of Groups II, III, and IV, whose holes were prestressed by the new split mandrel process, are very close to each other. This confirms the effectiveness of the new method in the conditions of excessive scattering (0.2%) of pre-drilled holes.
- A slight tendency to change the slopes of the S-N curves in correlation with the nominal diameter of the pre-drilled holes is observed. Although the DCE is the largest for Group II , their corresponding S-N curve shows a tendency toward the lowest value of cycle fatigue strength compared to those for Groups III and IV. The greatest fatigue life is observed in Group IV, whose pre-drilled holes have the largest nominal diameter, i.e., DCE is the smallest (3.9%). The difference in the obtained S-N curves can be explained by the difference in the introduced residual compressive circumferential stresses around the hole after cold working and, above all, by the effect of redistribution of these stresses due to the removal of a plastically deformed layer of metal of different thickness after the final reaming. The appropriate thickness of the metal cut layer via the final reaming minimizes the residual stress axial gradient and, thus, homogenizes the compressive zone.
4.3.2. Repeatability of the Fatigue Behavior
5. Conclusions
- The effectiveness of the new method according to a geometric criterion has been validated based on a comparative statistical evaluation of the distribution of the hole diameters in a series of samples successively processed by drilling, cold working, and final reaming.
- The relatively large scattering of the pre-drilled hole diameters (0.16 mm at a nominal diameter of 8 mm) leads to a scattering of the residual circumferential stress distribution, characterized by a gradient in the axial and circumferential directions. Regardless of the scattering, the new method provides an intense and deep zone (5 mm) of useful residual circumferential compressive stresses on both faces of the specimens after cold working and after the final reaming of the holes.
- The removal of a plastically deformed layer of suitable thickness around the hole during final reaming provides a homogenizing effect of the residual circumferential stress zone in the axial direction, which favors the improvement in fatigue behavior.
- Based on a comparative experimental study of fatigue behavior in a pulsating cycle, the effectiveness of the modified split mandrel method increases fatigue life significantly (more than six times on a basis of -cycle fatigue strength—Figure 15) compared to the conventional case of machining holes with only cutting.
- The obtained S-N curves confirm the effectiveness of the new method in the conditions of excessively large scattering (0.2 mm at a nominal diameter of 8 mm) of the pre-drilled hole diameters.
- The obtained experimental results correspond to a worst-case scenario of the diameter scattering of the pre-drilled holes. Therefore, the reductions in the dispersion of the diameters and cylindricity deviations of the pre-drilled holes are reflected in a significant increase in the efficiency of the modified split mandrel method.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Start nominal hole diameter, mm | |
| Diameter of the predrilled hole, mm | |
| Diameter of the cold-worked hole, mm | |
| Final hole diameter, mm | |
| Reamer diameter, mm | |
| Arithmetic mean value, mm | |
| Mandrel major diameter, mm | |
| Relative frequency | |
| Tightness, mm | |
| Number of segments in the split mandrel | |
| Total number of samples | |
| Number of cycles to failure | |
| Cycle asymmetry coefficient | |
| Number of intervals | |
| Elastic constants, | |
| Number of samples within a given interval | |
| Width of the cuts in the mandrel, mm | |
| Out-of-roundness of the pre-drilled hole, mm | |
| Out-of-roundness of the cold-worked hole, mm | |
| Hoop linear strain | |
| Diffraction angle | |
| Stress amplitude, MPa |
References
- Maximov, J.T.; Anchev, A.P.; Duncheva, G.V.; Ganev, N.; Selimov, K.F.; Dunchev, V.P. Impact of slide diamond burnishing additional parameters on fatigue behaviour of 2024-T3 Al alloy. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 363–373. [Google Scholar] [CrossRef]
- Philips, A. Coining Structural Parts. U.S. Patent 3110086, 12 November 1963. [Google Scholar]
- Speakman, E.R. Stress Coining. U.S. Patent 3434327, 25 March 1969. [Google Scholar]
- Wong, A.K.S.; Rajic, N. Improvement Fatigue Life of Holes. EP Patent 92923501, 7 December 1994. [Google Scholar]
- Easterbrook, E.T. Method and Apparatus for Producing Beneficial Stresses around Apertures by Use of Focused Stress Waves, and Improved Fatigue Life Products Made by the Method. U.S. Patent 6230537, 15 May 2001. [Google Scholar]
- Christ, R.J.; Nardiello, J.A.; Papazian, J.M.; Madsen, J.S. Device and Method for Sequentially Cold Working and Reaming a Hole. U.S. Patent 7770276, 10 August 2010. [Google Scholar]
- Duncheva, G.V.; Maximov, J.T.; Ganev, N. A new conception for enhancement of fatigue life of large number of fastener holes in aircraft structures. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 176–189. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Amudjev, I.M. New method and tool for increasing fatigue life of a large number of small fastener holes in 2024-T3 Al-alloy. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 203. [Google Scholar] [CrossRef]
- Kumar, B.M.; Panaskar, N.J.; Sharma, A. A fundamental investigation on rotating tool cold expansion: Numerical and experimental perspectives. Int. J. Adv. Manuf. Technol. 2014, 73, 1189–1200. [Google Scholar] [CrossRef]
- Focke, A.E.; Mize, G.G. Chain. U.S. Patent 2424087, 15 July 1947. [Google Scholar]
- Salter, L.; Estates, P.V.; Briles, F.S. Method of Prestressed Fastening of Materials. U.S. Patent 3270410, 6 September 1966. [Google Scholar]
- Champoux, L.A. Coldworking Method and Apparatus. U.S. Patent 3566662, 2 March 1971. [Google Scholar]
- King, J.O. Apparatus and method for enlarging holes. U.S. Patent 3805578, 23 April 1974. [Google Scholar]
- Hogenhout, F. Method and Apparatus for hole Coldworking. U.S. Patent 4665732, 19 May 1987. [Google Scholar]
- Kuo, A.S. Coldwork Holes with Rotating Mandrel and Method. U.S. Patent 7302746, 4 December 2007. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V. Device and Tool for Cold Expansion of Fastener Holes. U.S. Patent 8915114, 23 December 2014. [Google Scholar]
- Happ, M.B. Shot Peening Bolt Holes in Aircraft Hardware. In Proceedings of the Second International Conference on Shot Peening, ICSP-2, Chicago, IL, USA, 14–17 May 1984; Doc ID: 1984061. pp. 43–49. [Google Scholar]
- Wang, Z.-Y.; Wang, Q.-Y.; Cao, M. Experimental Study on Fatigue Behaviour of Shot-Peened Open-Hole Steel Plates. Materials 2017, 10, 996. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Zengqiang, C.; Yangjie, Z. A dynamic cold expansion method to improve fatigue performance of holed structures based on electromagnetic load. Int. J. Fatigue 2021, 148, 106253. [Google Scholar]
- Guo, Z.; Zengqiang, C.; Minghao, Z. A novel method to improve fatigue behaviors of holed structures based on electromagnetic force. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2022, 236, 6170–6179. [Google Scholar]
- Zhou, Z.; Fu, J.; Cao, Q.; Lai, Z.; Xiong, Q.; Han, X.; Li, L. Electromagnetic cold-expansion process for circular holes in aluminum alloy sheets. J. Mater. Process Technol. 2017, 248, 49–55. [Google Scholar] [CrossRef]
- Geng, H.; Xu, X.; Lai, Z.; Cao, Q.; Li, L. A novel non-contacting single-coil electromagnetic hole expansion process to improve the fatigue performance of hole component. Int. J. Fatigue 2022, 162, 106924. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, P.; Liu, S.; Lei, X.L.; Wang, R.Z.; Zhang, X.C.; Tu, S.T. A novel hole cold-expansion method and its effect on surface integrity of nickel-based superalloy. J. Mater. Sci. Technol. 2020, 59, 129–137. [Google Scholar] [CrossRef]
- Yao, S.L.; Lei, X.L.; Wang, R.Z.; He, C.Y.; Zhang, X.C.; Tu, S.T. A novel cold expansion process for improving the surface integrity and fatigue life of small-deep holes in Inconel 718 superalloys. Int. J. Fatigue 2022, 154, 106544. [Google Scholar] [CrossRef]
- Wang, X.; Xu, C.; Chen, X.; Hu, D.; Hu, B.; Hu, R.; Gu, Y.; Tang, Z. Effect of cold expansion on high-temperature low-cycle fatigue performance of the nickel-based superalloy hole structure. Int. J. Fatigue 2021, 151, 106377. [Google Scholar] [CrossRef]
- Faghih, S.; Shaha, S.K.; Behravesh, S.B.; Jahed, H. Split sleeve cold expansion of AZ31B sheet: Microstructure, texture and residual stress. Mater. Des. 2020, 186, 108213. [Google Scholar] [CrossRef]
- Wang, C.; Zou, F.; Zhou, E.; Fan, Z.; Ge, E.; An, Q.; Ming, W.; Chen, M. Effect of split sleeve cold expansion on microstructure and fatigue performance of 7075-T6 aluminum alloy holes. Int. J. Fatigue 2023, 167, 107339. [Google Scholar] [CrossRef]
- Lv, Y.; Dong, M.; Zhang, T.; Wang, C.; Hou, B.; Li, C. Finite Element Analysis of Split Sleeve Cold Expansion Process on Multiple Hole Aluminum Alloy. Materials 2023, 16, 1109. [Google Scholar] [CrossRef] [PubMed]
- Leon, A. Benefits of split mandrel coldworking. Int. J. Fatigue 1998, 20, 1–8. [Google Scholar] [CrossRef]
- Rodman, G.A.; Creager, M. Split mandrel vs. split sleeve coldworking: Dual methods for extending the fatigue life of metal structures. In Proceedings of the FAA/NASA International Symposium on Advanced Structural Integrity Methods for Airframe Durability and Damage Tolerance, Hampton, VA, USA, 4–6 May 1994; Harris, C.E., Ed.; NASA Conference Publication 3274 Part 2. pp. 1077–1086. [Google Scholar]
- Split Mandrel Puller Tooling Manual OM-SM-9302-3; West Coast Industries: Seatle, WA, USA; Available online: https://coldwork.com/images/pdfs/SM_Tooling.pdf (accessed on 29 February 2024).
- Maximov, J.T.; Duncheva, G.V. Device and Tool for Cold Expansion of Holes. International Application Published under the Patent Cooperation Treaty (PCT) WO 2014/012153 A1, 23 January 2014. [Google Scholar]
- Easterbrook, E.T. Method and Apparatus for Producing Beneficial Stresses around Apertures, and Improved Fatigue Life Products Made by the Method. U.S. Patent 6711928 B1, 30 March 2004. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V.; Ganev, N. Enhancement of Fatigue Life of Net Section in Fitted Bolt Connections. J. Constr. Steel Res. 2012, 74, 37–48. [Google Scholar] [CrossRef]
- Duncheva, G.V.; Maximov, J.T.; Ganev, N.; Ivanova, M.D. Fatigue life enhancement of welded stiffened S355 steel plates with noncircular openings. J. Constr. Steel Res. 2015, 112, 93–107. [Google Scholar] [CrossRef]
- Zhuang, W.Z.; Halford, G.R. Investigation of residual stress relaxation under cyclic load. Int. J. Fatigue 2001, 23, 31–37. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Mitev, I.N. Modelling of residual stress relaxation around cold expanded holes in carbon steel. J. Constr. Steel Res. 2009, 65, 909–917. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | Zn | Cr | |
|---|---|---|---|---|---|---|---|---|
| bar | 94.03 | 0.746 | 0.485 | 1.64 | 0.764 | 1.67 | 0.0192 | 0.0382 |
| sheet | 94.53 | 0.784 | 0.445 | 1.62 | 0.79 | 1.48 | 0.0176 | 0.0169 |
| Ni | Ti | Be | Ca | Li | Pb | Sn | Sr | |
| bar | 0.0186 | 0.0280 | <0.0001 | >0.0200 | 0.0025 | 0.237 | 0.0237 | 0.0004 |
| sheet | 0.0115 | 0.0485 | <0.0001 | <0.0001 | 0.0026 | 0.126 | 0.0077 | 0.0004 |
| V | Na | Bi | Zr | B | Ga | Cd | Co | |
| bar | 0.0106 | 0.0156 | 0.0203 | 0.0074 | <0.0005 | 0.0237 | <0.0010 | <0.0020 |
| sheet | 0.0108 | 0.0024 | <0.005 | 0.0115 | <0.0005 | 0.022 | <0.0010 | <0.0020 |
| Ag | Hg | In | Sb | Ce | La | Mo | Sc | |
| bar | 0.0018 | <0.0050 | 0.0116 | 0.140 | 0.0197 | 0.0055 | 0.0037 | <0.0005 |
| sheet | 0.0011 | 0.0052 | 0.0113 | 0.132 | 0.0172 | 0.0052 | 0.0026 | <0.0005 |
| Type of Specimens | Yield Limit, MPa | Tensile Strength, MPa | Elongation, % |
|---|---|---|---|
| Without hole | 319 | 430 | 17.5 |
| With hole | 331 | 429 | 10.5 |
| Specimen | Parameter, mm | Face “b”, mm | Middle Plane, mm | Face “a”, mm |
|---|---|---|---|---|
| 8.020 | 8.029 | |||
| 0.026 | 0.032 | 0.033 | ||
| 8.036 | 8.038 | |||
| 0.022 | 0.010 | 0.007 | ||
| 8.049 | 8.046 | |||
| 0.021 | 0.011 | 0.026 |
| Specimens | Minimum Diameter in the Slot Symmetry Plane | In the Segment Symmetry Plane | ||||
|---|---|---|---|---|---|---|
| Parameter | Cold Working Entrance Face | Cold Working Middle Plane | Cold Working Exit Face | |||
| 8.12 | 8.242 | 8.215 | 8.223 | |||
| 0.011 | 0.011 | 0.010 | ||||
| 8.14 | 8.276 | 8.246 | 8.249 | |||
| 0.005 | 0.011 | 0.008 | ||||
| 8.16 | 8.287 | 8.259 | 8.262 | |||
| 0.001 | 0.009 | 0.006 | ||||
| Designation | Cold Working Entrance Face | Cold Working Middle Plane | Cold Working Exit Face |
|---|---|---|---|
| Average final diameter | 8.31035 | 8.30514 | 8.30267 |
| Out-of-roundness average value | 0.008882353 | 0.003323529 | 0.001647059 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Daskalova, P. Modified Split Mandrel Method and Equipment to Improve the Fatigue Performance of Structural Components with Fastener Holes. Metals 2024, 14, 303. https://doi.org/10.3390/met14030303
Maximov J, Duncheva G, Anchev A, Dunchev V, Daskalova P. Modified Split Mandrel Method and Equipment to Improve the Fatigue Performance of Structural Components with Fastener Holes. Metals. 2024; 14(3):303. https://doi.org/10.3390/met14030303
Chicago/Turabian StyleMaximov, Jordan, Galya Duncheva, Angel Anchev, Vladimir Dunchev, and Petya Daskalova. 2024. "Modified Split Mandrel Method and Equipment to Improve the Fatigue Performance of Structural Components with Fastener Holes" Metals 14, no. 3: 303. https://doi.org/10.3390/met14030303