
Modelling the Sorting of Lithium-Ion Battery Components in a Zig-Zag Air Classifier
 , ,
, ,
Abstract
:1. Introduction
2. Material and Methods
3. Results and Discussion
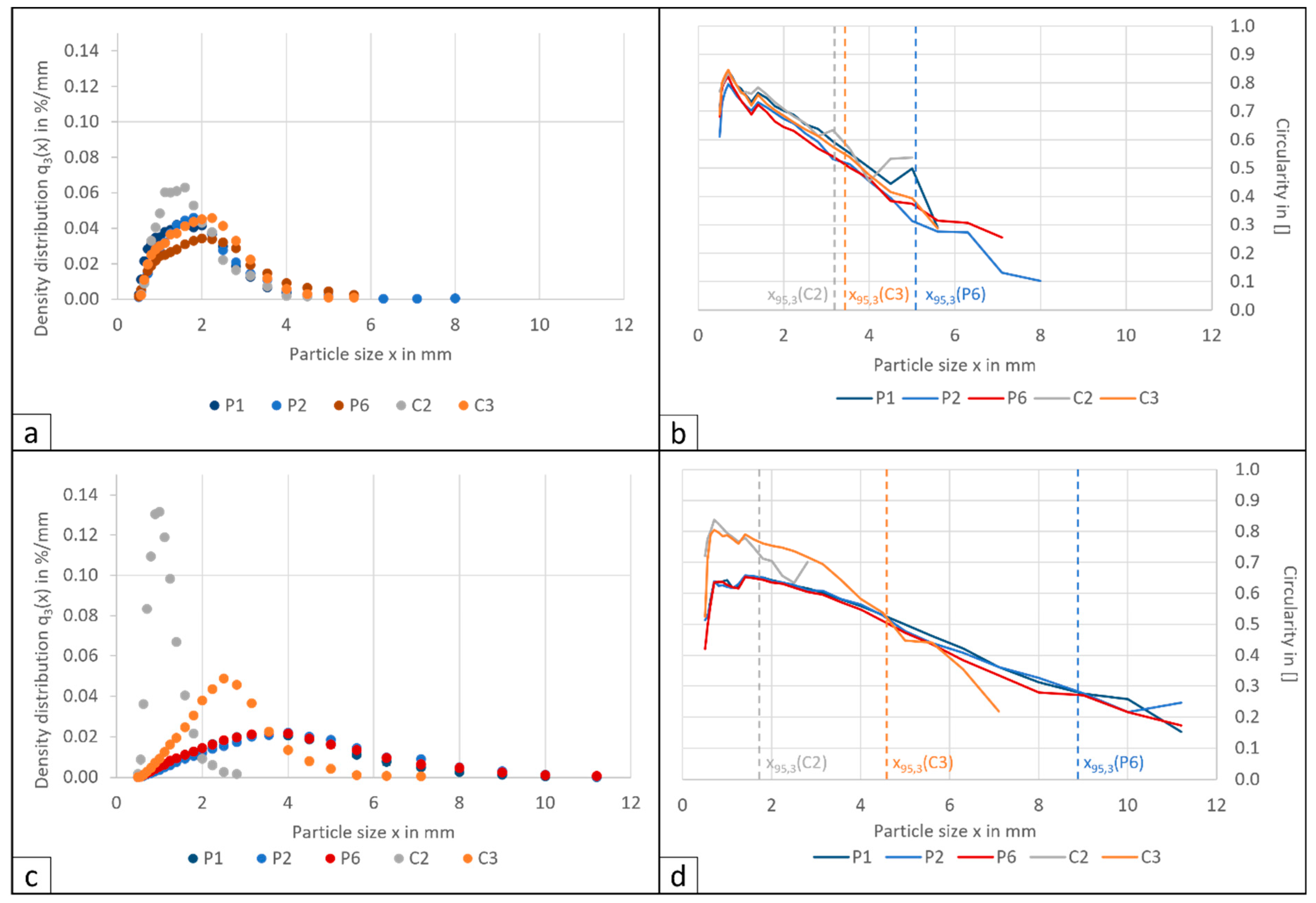
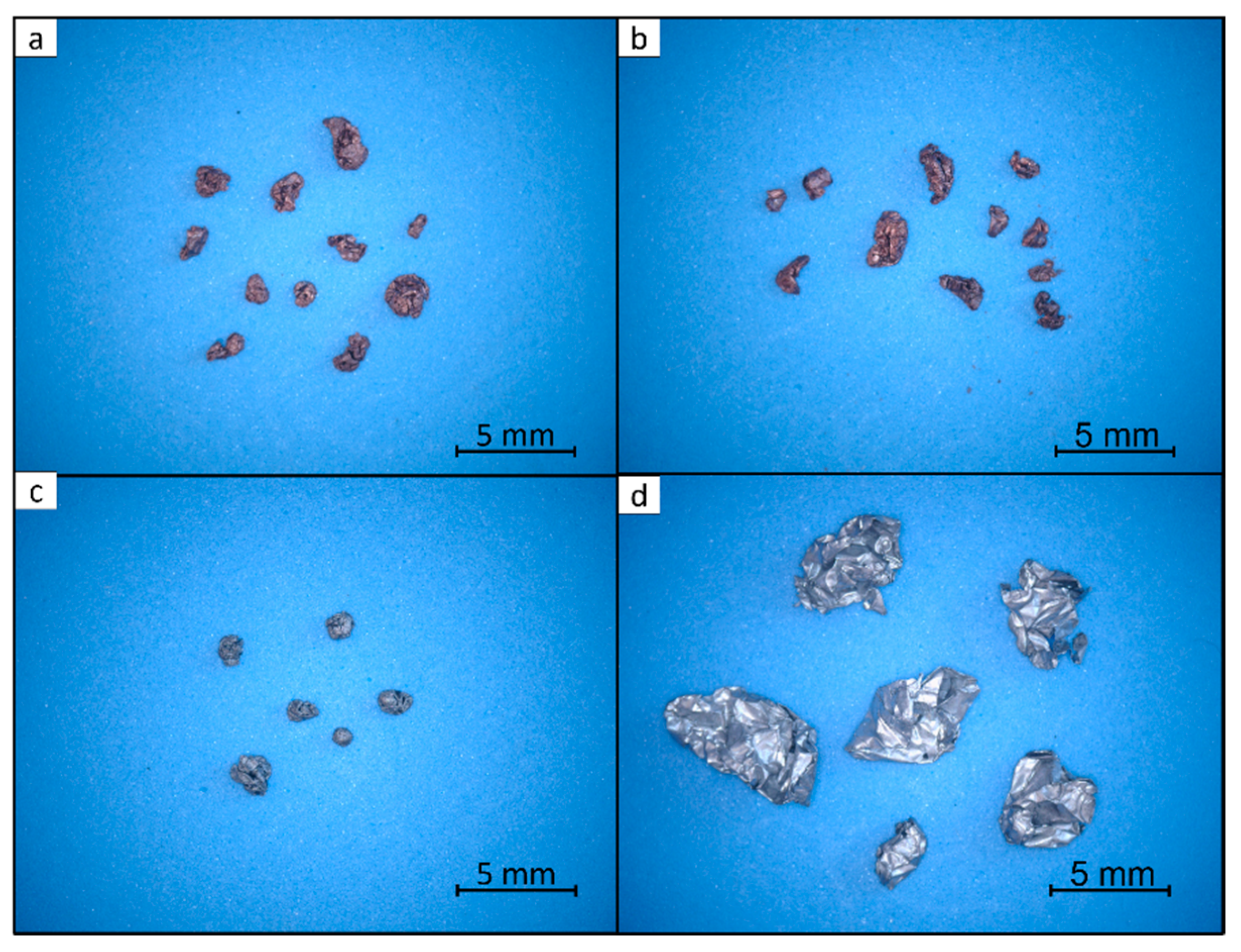
3.1. Characterisation of the Products
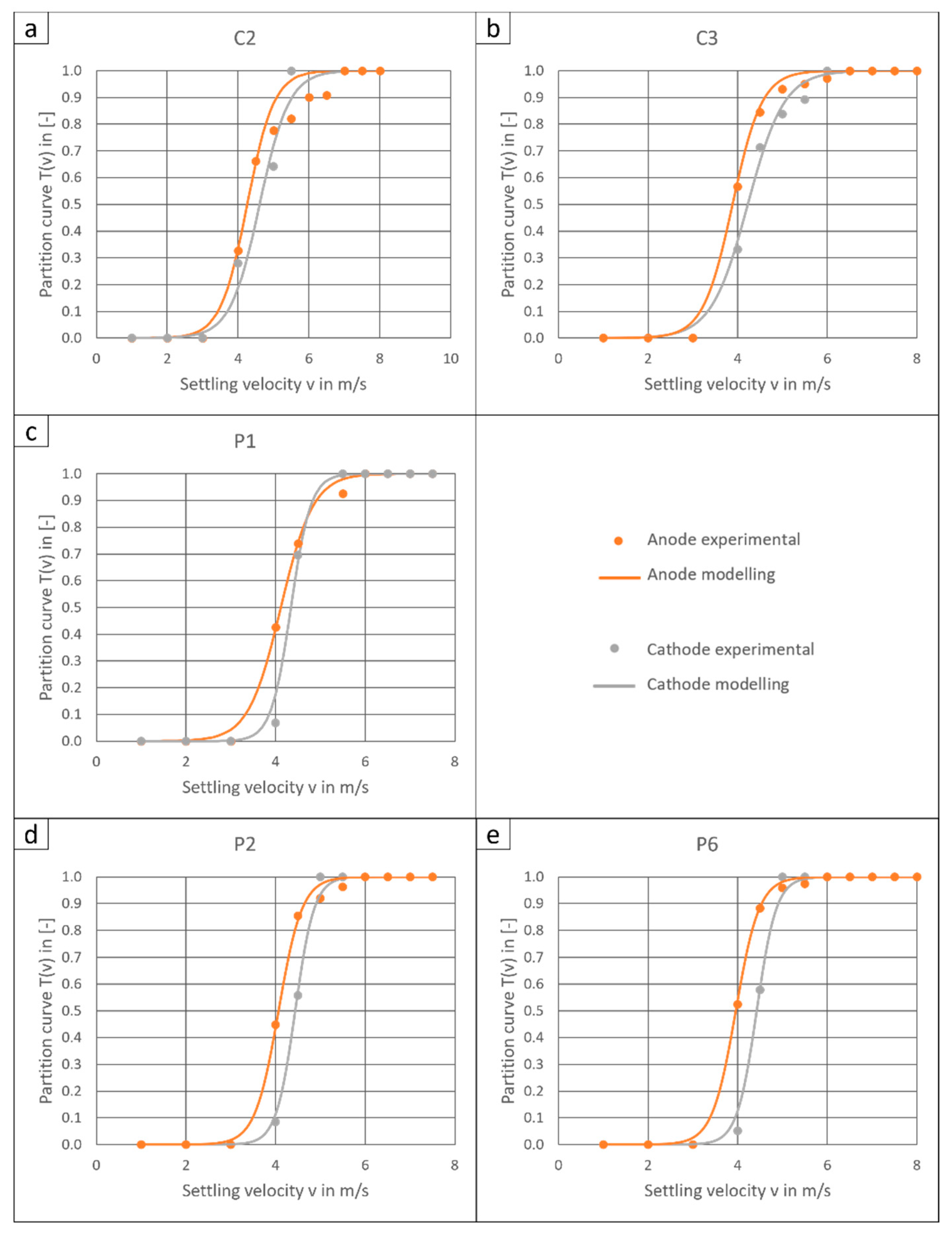
3.2. Experimental Separation Behaviour
3.3. Modelling
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Korthauer, R. Handbuch Lithium-Ionen-Batterien; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Neef, C.; Schmaltz, T.; Thielmann, A. Recycling von Lithium-Ionen-Batterien: Chancen und Herausforderungen für den Maschinen-und Anlagenbau; Fraunhofer-Institut für System- und Innovationsforschung ISI: Karlsruhe, Germany, 2021. [Google Scholar]
- Bibra, E.M.; Connelly, E.; Gorner, M.; Lowans, C.; Paoli, L.; Tattini, J.; Teter, J. Global EV Outlook 2021: Accelerating Ambitions Despite the Pandemic; International Energy Agency: Paris, France, 2021; Available online: https://trid.trb.org/view/1925380 (accessed on 4 August 2023).
- Schmaltz, T. Recycling of Lithium-Ion Batteries Will Increase Strongly in Europe. Available online: https://www.isi.fraunhofer.de/en/blog/themen/batterie-update/recycling-lithium-ionen-batterien-europa-starke-zunahme-2030-2040.html (accessed on 29 August 2023).
- Rittlewski, P.; Grimm, J. ProDiREC–Direktes Recycling von Produktionsausschüssen. Available online: https://www.ipa.fraunhofer.de/de/referenzprojekte/prodirec.html (accessed on 12 August 2023).
- Vanderbruggen, A.; Gugala, E.; Blannin, R.; Bachmann, K.; Serna-Guerrero, R.; Rudolph, M. Automated mineralogy as a novel approach for the compositional and textural characterization of spent lithium-ion batteries. Miner. Eng. 2021, 169, 106924. [Google Scholar] [CrossRef]
- Rothermel, S.; Winter, M.; Nowak, S. Recycling of Lithium-Ion Batteries: The LithoRec Way. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: New York, NY, USA, 2018; pp. 1–31. [Google Scholar]
- EU. Proposal for a Regulation of the European Parliament and of the Council Concerning Batteries and Waste Batteries, Repealing Directive 2006/66/EC and Amending Regulation (EU) No 2019/1020; EU: Brussels, Belgium, 2020. [Google Scholar]
- Li, W.; Yang, M.; Long, R.; Mamaril, K.; Chi, Y. Treatment of electric vehicle battery waste in China: A review of existing policies. J. Environ. Eng. Landsc. Manag. 2021, 29, 111–122. [Google Scholar] [CrossRef]
- Sommerville, R.; Shaw-Stewart, J.; Goodship, V.; Rowson, N.; Kendrick, E. A review of physical processes used in the safe recycling of lithium ion batteries. Sustain. Mater. Technol. 2020, 25, e00197. [Google Scholar] [CrossRef]
- Windisch-Kern, S.; Gerold, E.; Nigl, T.; Jandric, A.; Altendorfer, M.; Rutrecht, B.; Scherhaufer, S.; Raupenstrauch, H.; Pomberger, R.; Antrekowitsch, H. Recycling chains for lithium-ion batteries: A critical examination of current challenges, opportunities and process dependencies. Waste Manag. 2022, 138, 125–139. [Google Scholar] [CrossRef] [PubMed]
- Kaas, A.; Mütze, T.; Peuker, U.A. Review on Zigzag Air Classifier. Processes 2022, 10, 764. [Google Scholar] [CrossRef]
- Wuschke, L. Mechanische Aufbereitung von Lithium-Ionen-Batteriezellen, 1st ed.; Technische Universität Bergakademie Freiberg: Freiberg, Germany, 2018. [Google Scholar]
- Kaas, A.; Wilke, C.; Vanderbruggen, A.; Peuker, U.A. Influence of different discharge levels on the mechanical recycling efficiency of lithium-ion batteries. Waste Manag. 2023, 172, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Arnberger, A. Entwicklung Eines Ganzheitlichen Recyclingkonzeptes für Traktionsbatterien Basierend auf Lithium-Ionen-Batterien; University of Leoben: Leoben, Austria, 2016. [Google Scholar]
- Tromp, K.F. Neue Wege für die Beurteilung der Aufbereitung von Steinkohlen. Glückauf 1937, 73, 125–131. [Google Scholar]
- Kaiser, F. Der Zickzack-Sichter-ein Windsichter nach neuem Prinzip. Chem. Ing. Tech. 1963, 35, 273–282. [Google Scholar] [CrossRef]
- Senden, M.M.G. Stochastic Models for Individual Particle Behavior in Straight and Zig Zag Air Classifiers. Ph.D. Thesis, Technical University Eindhoven, Eindhoven, The Netherlands, 1979. [Google Scholar]
- Rosenbrand, G.G. The separation performance and capacity of zigzag air classifiers at high particle feed rates. Ph.D. Thesis, University Eindhoven, Eindhoven, The Netherlands, 1986. [Google Scholar]
- Gillandt, I.; Fritsching, U.; Riehle, C. Zur mehrphasigen Strömung in einem Zick-Zack-Sichter. Forsch. Im Ingenieurwesen 1996, 62, 315–321. [Google Scholar] [CrossRef]
- Hagemeier, T.; Glöckner, H.; Roloff, C.; Thévenin, D.; Tomas, J. Simulation of Multi-Stage Particle Classification in a Zigzag Apparatus. Chem. Eng. Technol. 2014, 37, 879–887. [Google Scholar] [CrossRef]
- Friedrich, J.; Winkler, T.; Lieberwirth, H. Numerische und experimentelle Untersuchung eines Zickzack-Sichters. Chem. Ing. Tech. 2014, 6, 906–909. [Google Scholar] [CrossRef]
- Bartscher, S. Numerische und Experimentelle Untersuchung des Sortiervorgangs im Zick-Zack-Sichter; Shaker Verlag: Düren, Germany, 2019. [Google Scholar]
- Tomas, J.; Gröger, T. Assessment of a multistage gravity separation in turbulent air flow. In Handbook of Powder Technology; Elsevier: Amsterdam, The Netherlands, 2001; Volume 10, pp. 761–769. [Google Scholar]
- Neeße, T.; Schubert, H. Modellierung und verfahrenstechnische Dimensionierung der turbulenten Querstromklassierung. Chem. Techn. 1975, 27, 529–533. [Google Scholar]
- Tomas, J.; Gröger, T. Assessment of multistage turbulent cross-flow aeroseparation of building rubble. In Developments in Mineral Processing; Elsevier: Amsterdam, The Netherlands, 2000; Volume 13, pp. C7-34–C37-43. [Google Scholar]
- Punt, F.; Doose, S.; Böttcher, A.C.; Breitung-Faes, S.; Kwade, A. Modeling and Flow Sheet Simulation of Selected Mechanical Recycling Processes for Li-Ion Batteries. Chem. Ing. Tech. 2023, 95, 59–67. [Google Scholar] [CrossRef]
- Kaas, A.; Wilke, C.; Rabaschus, J.; Mütze, T.; Peuker, U. Supplementary Material for the Publication “Modelling the Sorting of Lithium-Ion Battery Components in a Zig-Zag Air Classifier”. Available online: https://opara.zih.tu-dresden.de/xmlui/handle/123456789/5942 (accessed on 10 October 2023).
- Woldt, D.; Schubert, G.; Jäckel, H.-G. Size reduction by means of low-speed rotary shears. Int. J. Miner. Process. 2004, 74, S405–S415. [Google Scholar] [CrossRef]
- Lyon, T.; Mütze, T.; Peuker, U.A. Decoating of Electrode Foils from EOL Lithium-Ion Batteries by Electrohydraulic Fragmentation. Metals 2022, 12, 209. [Google Scholar] [CrossRef]
- Taylor, J.R. An Introduction to Error Analysis: The Study of Uncertainties in Physical Measurements; University Science Books: Sausalito, CA, USA, 1997; Volume 20. [Google Scholar]
- Schubert, H. Handbuch der Mechanischen Verfahrenstechnik; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Böhme, S. Zur Stromtrennung zerkleinerter metallischer Sekundärrohstoffe. In Freiberger Forschungsheft; Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1989; Volume 785. [Google Scholar]
- Kushimoto, K.; Suzuki, K.; Ishihara, S.; Soda, R.; Ozaki, K.; Kano, J. Analysis of the particle collision behavior in spiral jet milling. Adv. Powder Technol. 2023, 34, 103993. [Google Scholar] [CrossRef]
- Stieß, M. Mechanische Verfahrenstechnik-Partikeltechnologie 1; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Schubert, H. Aufbereitung Mineralischer Rohstoffe, Bd. I; VEB Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1989; Volume 4. [Google Scholar]
- Straetmans, K.; Brückmann, R. Trockensortierung Mit Einem Zick-Zack-Sichter und Einem Kegelsichter; Freiberger Forschungsheft: Freiberg, Germany, 1999. [Google Scholar]
- Bretl, C.; Trunk, R.; Nirschl, H.; Thäter, G.; Dorn, M.; Krause, M.J. Preliminary study of particle settling behaviour by shape parameters via lattice Boltzmann simulations. In High Performance Computing in Science and Engineering’20: Transactions of the High Performance Computing Center, Stuttgart (HLRS) 2020; Springer: Cham, Switzerland, 2020; pp. 245–259. [Google Scholar]
- Tomas, J.; Gröger, T. Verfahrenstechnische Bewertung einer mehrstufigen Querstrom-Aerosortierung Mineralischer Stoffe; Univ., Fak. für Verfahrens- und Systemtechnik: Magdeburg, Germany, 2000. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | P1 | P2 | P6 | C2 | C3 |
|---|---|---|---|---|---|
| Active material | NMC | NMC | NMC | NCA | LFP |
| Foil thickness Cu [µm] | 10.5 | 8.5 | 8.4 | 8.2 | 10.6 |
| Foil thickness Al [µm] | 14.7 | 11.9 | 12.6 | 5.4 | 19.3 |
| Anode | Cathode | |||||
|---|---|---|---|---|---|---|
| P1 | P2 | P6 | P1 | P2 | P6 | |
| v10 in m/s | 3.2 | 3.2 | 3.2 | 4.0 | 4.2 | 4.0 |
| v50 in m/s | 4.1 | 4.1 | 4.0 | 4.3 | 4.4 | 4.4 |
| v90 in m/s | 5.4 | 4.9 | 4.6 | 5.2 | 4.9 | 4.9 |
| C2 | C3 | P1 | P2 | P6 | ||
|---|---|---|---|---|---|---|
| χ2 | Anode | 0.047 | 0.009 | 0.005 | 0.004 | 0.002 |
| Cathode | 0.026 | 0.012 | 0.012 | 0.006 | 0.010 | |
| z | Anode | 1 | 1.3 | 1.2 | 1.6 | 1.7 |
| Cathode | 1 | 1.2 | 2.9 | 2.9 | 2.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaas, A.; Wilke, C.; Rabaschus, J.-S.; Mütze, T.; Peuker, U.A. Modelling the Sorting of Lithium-Ion Battery Components in a Zig-Zag Air Classifier. Metals 2024, 14, 269. https://doi.org/10.3390/met14030269
Kaas A, Wilke C, Rabaschus J-S, Mütze T, Peuker UA. Modelling the Sorting of Lithium-Ion Battery Components in a Zig-Zag Air Classifier. Metals. 2024; 14(3):269. https://doi.org/10.3390/met14030269
Chicago/Turabian StyleKaas, Alexandra, Christian Wilke, Johannes-Samuel Rabaschus, Thomas Mütze, and Urs A. Peuker. 2024. "Modelling the Sorting of Lithium-Ion Battery Components in a Zig-Zag Air Classifier" Metals 14, no. 3: 269. https://doi.org/10.3390/met14030269