
Parameter Optimization in Orbital TIG Welding of SUS 304 Stainless Steel Pipe
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
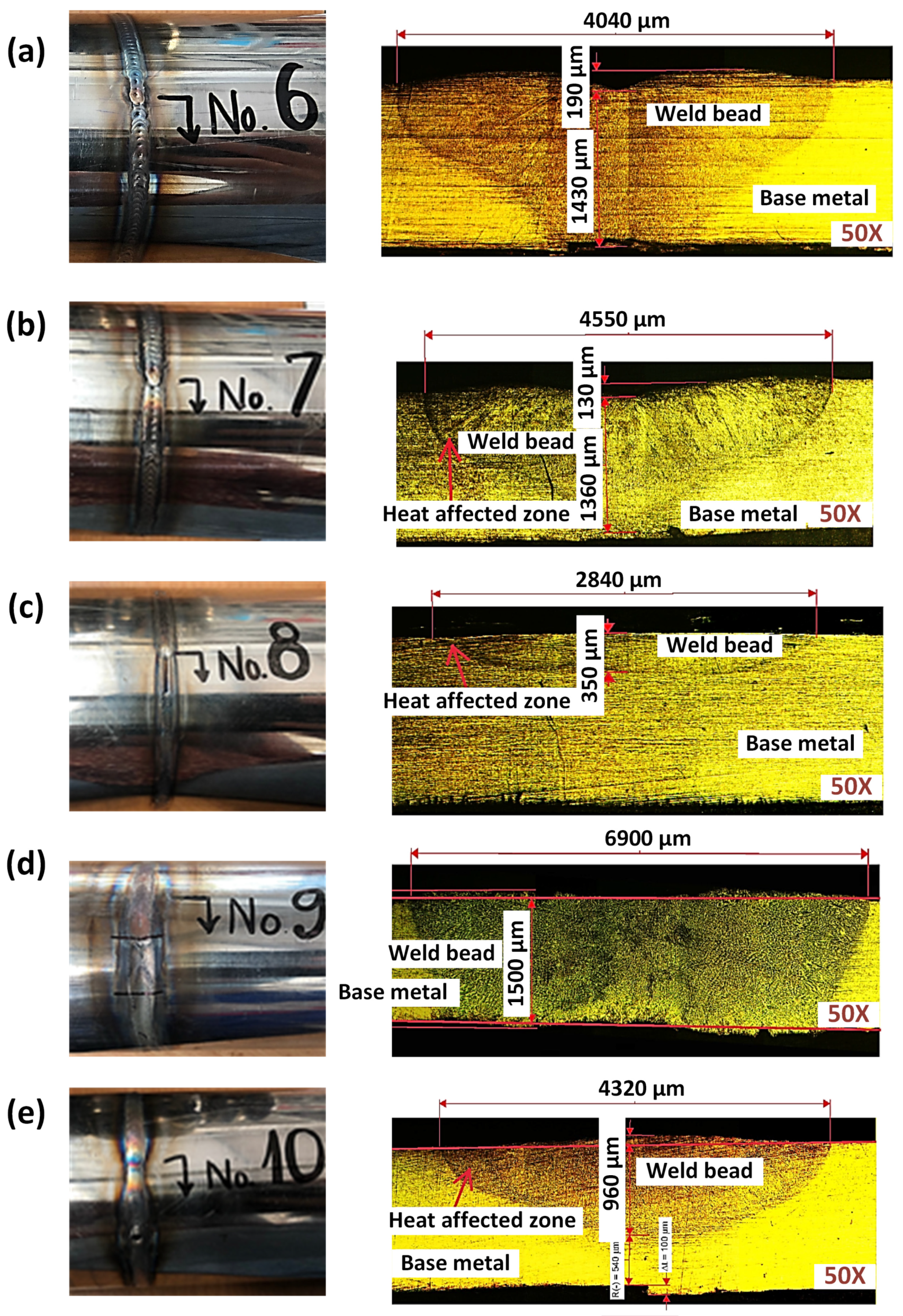
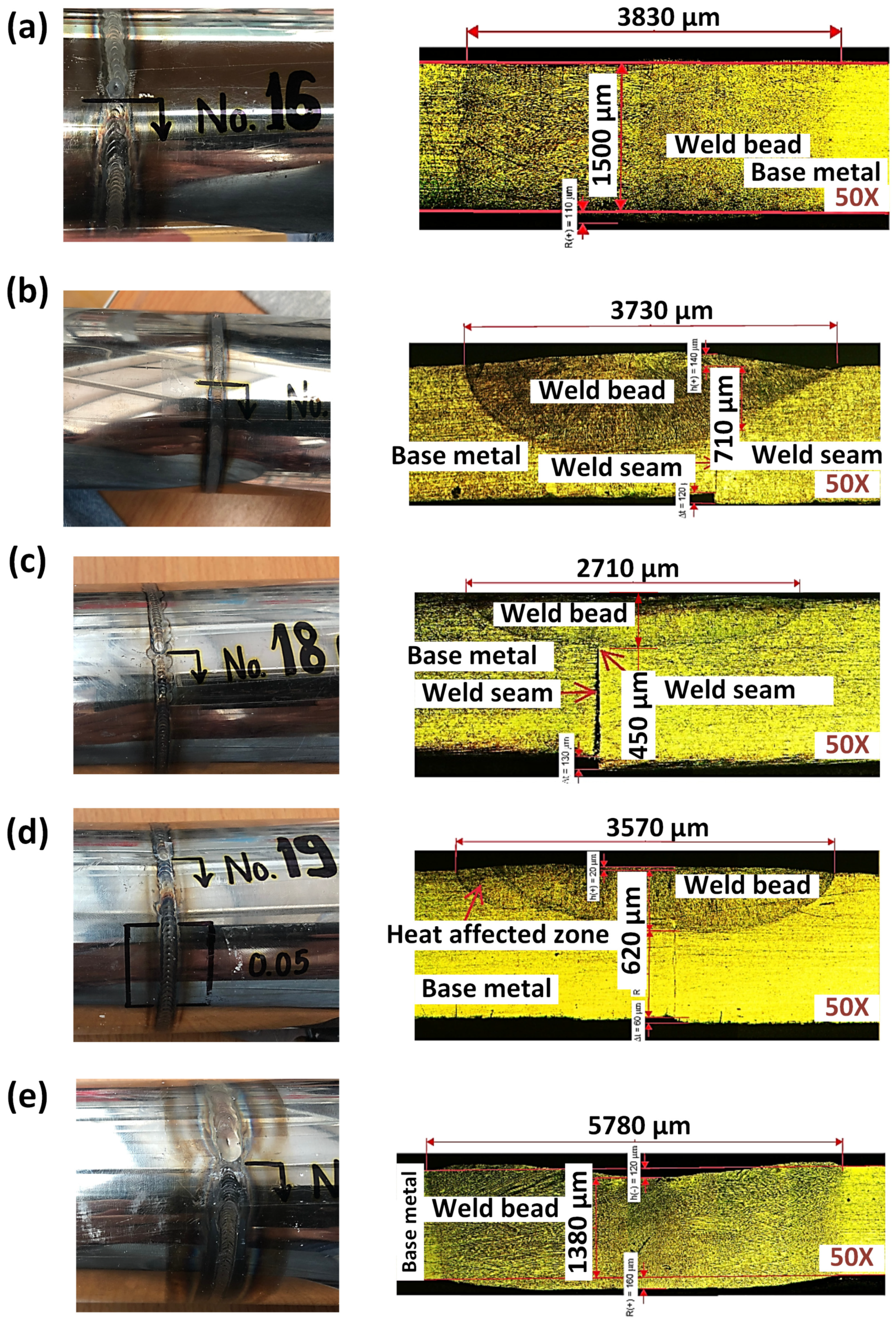
3.1. Geometry, Macrostructure, and Tensile Test
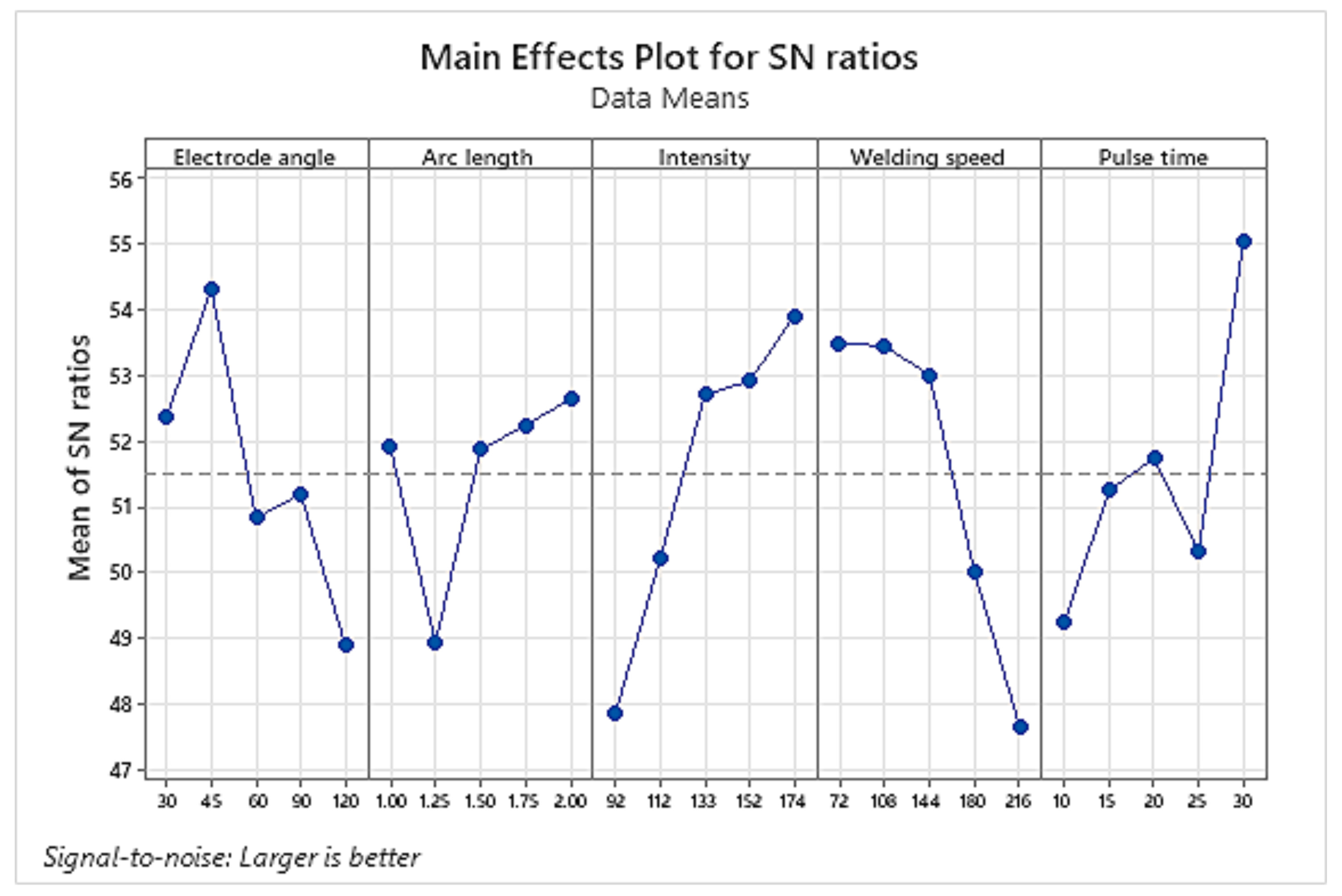
3.2. Taguchi Analyzed for UTS Value
4. Conclusions
- -
- The electrode angle of 45° achieves a higher rate of good welding joints than the angles of 30°, 60°, 90°, and 120° due to the suitable weld width in orbital welding of a thin SUS 304 stainless steel pipe. Moreover, the electrode angle of 30° has a good weld width but a low DOP value.
- -
- The welding current and weld speed have a great impact on the distribution of the heat during the TIG welding of the SUS 304 stainless steel pipe. The high welding current could lead to blowholes as the pipe is molten, especially at the end of the welding process when the heat is accumulated.
- -
- A long torch height of 2 mm results in an unevenness of the weld joints as the arc could be distorted compared to the shorter torch height cases.
- -
- A pulse time of 0.2 is too long for a low-welding current case because it will form a small weld pool. Therefore, the weld pool solidification process is short, and porosity appears in the weld bead. A pulse time of 0.1 s creates a better weld joint. However, if the welding current is high and the welding speed is low, the pulse time needs to be higher to prevent the negative groove appearance.
- -
- Taguchi’s results show that welding current has the strongest effect on the UTS value, followed by the welding speed, pulse time, electrode angle, and torch height. The optimal parameters for the UTS value with a larger or a better option are an electrode angle of 45°, a torch height of 2.0 mm, a welding current of 174 A, a welding speed of 72 mm/min, and a pulse time of 0.3 s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dhanda, K.H.; Badheka, V.J. Effect of activating fluxes on weld bead morphology of P91 steel bead-on-plate welds by flux assisted tungsten inert gas welding process. J. Manuf. Process. 2015, 17, 48–57. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Dissimilar joining of CSEF steels using autogenous tungsten-inert gas welding and gas tungsten arc welding and their effect on δ-ferrite evolution and mechanical properties. J. Manuf. Process. 2018, 31, 247–259. [Google Scholar] [CrossRef]
- Chern, T.S.; Tseng, K.H.; Tsai, H.L. Study of the characteristics of duplex stainless steel activated tungsten inert gas welds. Mater. Des. 2011, 32, 255–263. [Google Scholar] [CrossRef]
- Mamvura, T.A.; Paterson, A.E.; Fanucchi, D. The impact of pipe geometry variations on hygiene and success of orbital welding of brewing industry equipment. J. Inst. Brew. 2017, 123, 81–97. [Google Scholar] [CrossRef]
- Nagy, V.; Mnerie, G.V.; Safta, V.I.; Mnerie, D. Critical analysis of some practices of joining stainless steel pipes used in the food industry from the perspective of hygienic welding principles. In Defect and Diffusion Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2022; Volume 416, pp. 145–150. [Google Scholar]
- Krustev, A.; Alexandrov, B.; Kovacich, J. Modified GTAW Orbital Tube-to-Tubesheet Welding Technique, and the Effect of a Copper Weld Retainer During Welding of Alloy 825. In Pressure Vessels and Piping Conference; American Society of Mechanical Engineers: New York, NY, USA, 2017; Volume 57991, p. V06AT06A021. [Google Scholar]
- Jackson, R.B.; Vengosh, A.; Carey, J.W.; Davies, R.J.; Darrah, T.H.; O’sullivan, F.; Pétron, G. The environmental costs and benefits of fracking. Annu. Rev. Environ. Resour. 2014, 39, 327–362. [Google Scholar] [CrossRef]
- Zabbey, N.; Olsson, G. Conflicts–oil exploration and water. Glob. Chall. 2017, 1, 1600015. [Google Scholar] [CrossRef]
- Razvarz, S.; Jafari, R.; Gegov, A. Flow modelling and control in pipeline systems. Stud. Syst. Decis. Control 2021, 321, 25–57. [Google Scholar]
- Ngo, G.V. Automated orbital welding of carbon and low-alloy steels pipelines with small diameter. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2020; Volume 989, pp. 766–771. [Google Scholar]
- Lima, E.J.; Fortunato Torres, G.C.; Felizardo, I.; Ramalho Filho, F.A.; Bracarense, A.Q. Development of a robot for orbital welding. Ind. Robot Int. J. 2005, 32, 321–325. [Google Scholar] [CrossRef]
- Figueirôa, D.W.; Pigozzo, I.O.; Silva, R.H.G.E.; Santos, T.F.D.A.; Urtiga Filho, S.L. Influence of welding position and parameters in orbital tig welding applied to low-carbon steel pipes. Weld. Int. 2017, 31, 583–590. [Google Scholar] [CrossRef]
- Li, X.R.; Shao, Z.; Zhang, Y.M.; Kvidahl, L. Monitoring and control of penetration in GTAW and pipe welding. Weld. J. 2013, 92, 190–196. [Google Scholar]
- Silva, R.H.G.E.; Schwedersky, M.B.; da Rosa, Á.F. Evaluation of toptig technology applied to robotic orbital welding of 304L pipes. Int. J. Press. Vessel. Pip. 2020, 188, 104229. [Google Scholar] [CrossRef]
- Górka, J.; Przybyła, M.; Szmul, M.; Chudzio, A.; Ładak, D. Orbital TIG welding of titanium tubes with perforated bottom made of titanium-clad steel. Adv. Mater. Sci. 2019, 19, 55–64. [Google Scholar] [CrossRef]
- Lothongkum, G.; Viyanit, E.; Bhandhubanyong, P. Study on the effects of pulsed TIG welding parameters on delta-ferrite content, shape factor and bead quality in orbital welding of AISI 316L stainless steel plate. J. Mater. Process. Technol. 2001, 110, 233–238. [Google Scholar] [CrossRef]
- Riffel, K.C.; Dalpiaz, G.; Marques, C.; Schwedersky, M.B. Keyhole GTAW with dynamic wire feeding applied to orbital welding of 304L SS pipes. Soldag. Inspeção 2019, 24, e2418. [Google Scholar] [CrossRef]
- Kumar, A.; Jain, V.; Gupta, D.; Agrawal, M. Experimental Investigation of SS-304 by using Orbital Welding with A-TIG Process. Indian J. Sci. Technol. 2017, 10, 31. [Google Scholar] [CrossRef]
- Niagaj, J.; Jędrusiak, A. The Effect of Shielding Gas Composition and Orbital TIG Welding Parameters on the Dimensions and Quality of Austenitic Stainless Steel Pipe Girth Welds. Biul. Inst. Spaw. W Gliwicach 2015, 59, 5–12. [Google Scholar]
- Pradhan, S.K. Finite element simulation and optimization of orbital welding process parameters. Mater. Today Proc. 2018, 5, 12886–12900. [Google Scholar]
- Engelhard, G.; Habip, L.M.; Pellkofer, D.; Schmidt, J.; Weber, J. Optimization of residual welding stresses in austenitic steel piping: Prooftesting and numerical simulation of welding and postwelding processes. Nucl. Eng. Des. 2000, 198, 141–151. [Google Scholar] [CrossRef]
- Vänskä, M.; Purtonen, T.; Salminen, A. Orbital cutting and welding of stainless steel tubes with a fiber laser. In International Laser Safety Conference; AIP Publishing: New York, NY, USA, 2011; pp. 612–620. [Google Scholar]
- Baskoro, A.S.; Kiswanto, G.; Widyianto, A. Optimization of PC-GTAW Orbital Welding Parameters of AISI 304L Stainless Steel Pipe Using ANOVA and Taguchi Method. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 727, No. 1; p. 012007. [Google Scholar]
- Widyianto, A.; Baskoro, A.S.; Kiswanto, G.; Ganeswara, M.F.G. Effect of welding sequence and welding current on distortion, mechanical properties and metallurgical observations of orbital pipe welding on SS 316L. East.-Eur. J. Enterp. Technol. 2021, 2, 110. [Google Scholar] [CrossRef]
- Singh, N.K.; Pradhan, S.K. Experimental and numerical investigations of pipe orbital welding process. Mater. Today Proc. 2020, 27, 2964–2969. [Google Scholar] [CrossRef]
- Elmer, J.W.; Gibbs, G. The effect of sulfur content on weld penetration in austenitic stainless steel orbital tube welds. Weld. J. 2022, 101, 1045368. [Google Scholar]
- Dak, G.; Pandey, C. Experimental investigation on microstructure, mechanical properties, and residual stresses of dissimilar welded joint of martensitic P92 and AISI 304L austenitic stainless steel. Int. J. Press. Vessel. Pip. 2021, 194, 104536. [Google Scholar] [CrossRef]
- Kagay, B.; San Marchi, C.; Pericoli, V.; Foulk, J., III. Hydrogen effects on fatigue life of welded austenitic stainless steels evaluated with hole-drilled tubular specimens. In Pressure Vessels and Piping Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 83860, p. V006T06A090. [Google Scholar]
- Aliha, M.R.M.; Ghoreishi, S.M.N.; Imani, D.M.; Fotoohi, Y.; Berto, F. Mechanical and fracture properties of aluminium cylinders manufactured by orbital friction stir welding. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1514–1528. [Google Scholar] [CrossRef]
- Rafferty, J.G. Optimisation of Heat Pressure Welding of Steel Wire in Flexible Riser Manufacture, Applying Taguchi Design-of-Experiment Approaches. In International Conference on Offshore Mechanics and Arctic Engineering; American Society of Mechanical Engineers: New York, NY, USA, 2012; Volume 44939, pp. 177–185. [Google Scholar]
- Karthikeyan, M.; Naikan, V.N.; Narayan, R.; Sudhakar, D.P. Orbital TIG welding process parameter optimization using design of experiment for satellite application. Int. J. Perform. Eng. 2016, 12, 155. [Google Scholar]
- Mosavvar, A.; Azdast, T.; Moradian, M.; Hasanzadeh, R. Tensile properties of friction stir welding of thermoplastic pipes based on a novel designed mechanism. Weld. World 2019, 63, 691–699. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | N | Cr | Ni |
|---|---|---|---|---|---|---|---|
| 0.07% max | 1% max | 2% max | 0.045% max | 0.015% max | 0.11% max | 17.5–19.5% | 8–10.5% |
| Group | No. | Electrode Angle (°) | Torch Height (mm) | Welding Current (A) | Pulse Time (ms) | Welding Speed (mm × min−1) |
|---|---|---|---|---|---|---|
| A | 1 | 30 | 1 | 92 | 100 | 72 |
| 2 | 30 | 1.25 | 112 | 150 | 108 | |
| 3 | 30 | 1.5 | 133 | 200 | 144 | |
| 4 | 30 | 1.75 | 152 | 250 | 180 | |
| 5 | 30 | 2 | 174 | 300 | 216 | |
| B | 6 | 45 | 1 | 112 | 250 | 144 |
| 7 | 45 | 1.25 | 133 | 300 | 180 | |
| 8 | 45 | 1.5 | 152 | 100 | 216 | |
| 9 | 45 | 1.75 | 174 | 150 | 72 | |
| 10 | 45 | 2 | 92 | 200 | 108 | |
| C | 11 | 60 | 1 | 133 | 150 | 216 |
| 12 | 60 | 1.25 | 152 | 200 | 72 | |
| 13 | 60 | 1.5 | 174 | 250 | 108 | |
| 14 | 60 | 1.75 | 92 | 300 | 144 | |
| 15 | 60 | 2 | 112 | 100 | 180 | |
| D | 16 | 90 | 1 | 152 | 300 | 108 |
| 17 | 90 | 1.25 | 174 | 100 | 144 | |
| 18 | 90 | 1.5 | 92 | 150 | 180 | |
| 19 | 90 | 1.75 | 112 | 200 | 216 | |
| 20 | 90 | 2 | 133 | 250 | 72 | |
| E | 21 | 120 | 1 | 174 | 200 | 180 |
| 22 | 120 | 1.25 | 92 | 250 | 216 | |
| 23 | 120 | 1.5 | 112 | 300 | 72 | |
| 24 | 120 | 1.75 | 133 | 100 | 108 | |
| 25 | 120 | 2 | 152 | 150 | 144 |
| Sample Thickness—t (mm) | Weld Width (mm) | DOP (mm) |
|---|---|---|
| <0.25 | 6 t | 0.9 t |
| ≥0.25 and <0.50 | 5 t | |
| ≥0.50 and <1.00 | 4 t | |
| ≥1.00 and <1.75 | 3 t | |
| ≥1.75 and <2.54 | 2.50 t | |
| ≥2.54 and <3.00 | 2.25 t | |
| ≥3.00 and <4.00 | 2 t | |
| ≥4.00 | 1.80 t |
| Group | No. | Weld Width (mm) | DOP (mm) | UTS (MPa) |
|---|---|---|---|---|
| A | 1 | 2.72 | 0.60 | 296 |
| 2 | 3.63 | 0.74 | 334 | |
| 3 | 4.67 | 0.70 | 421 | |
| 4 | 4.99 | 0.95 | 481 | |
| 5 | 5.28 | 1.50 | 618 | |
| B | 6 | 4.04 | 1.43 | 500 |
| 7 | 4.55 | 1.36 | 597 | |
| 8 | 2.84 | 0.35 | 326 | |
| 9 | 6.90 | 1.50 | 629 | |
| 10 | 4.32 | 0.96 | 617 | |
| C | 11 | 5.54 | 1.40 | 323 |
| 12 | 3.77 | 0.53 | 403 | |
| 13 | 6.72 | 1.50 | 554 | |
| 14 | 3.61 | 0.8 | 459 | |
| 15 | 2.22 | 0.25 | 154 | |
| D | 16 | 3.83 | 1.50 | 582 |
| 17 | 3.73 | 0.71 | 403 | |
| 18 | 2.71 | 0.45 | 209 | |
| 19 | 3.57 | 0.62 | 240 | |
| 20 | 5.78 | 1.38 | 536 | |
| E | 21 | 4.88 | 0.90 | 343 |
| 22 | 2.41 | 0.23 | 53 | |
| 23 | 4.79 | 1.50 | 583 | |
| 24 | 3.44 | 0.58 | 345 | |
| 25 | 3.89 | 0.64 | 458 |
| Group | No. | Electrode Angle (°) | Torch Height (mm) | Welding Current (A) | Welding Speed (mm/min) | Pulse Time (ms) | Results | ||
|---|---|---|---|---|---|---|---|---|---|
| Weld Width, ≥3 t | DOP, ≥0.9 t | UTS, ≥500 MPa | |||||||
| A | 5 | 30 | 2 | 174 | 216 | 300 | 5.28 | 1.5 | 618 |
| B | 7 | 45 | 1.25 | 133 | 180 | 300 | 4.55 | 1.36 | 597 |
| 9 | 45 | 1.75 | 174 | 72 | 150 | 6.90 | 1.5 | 629 | |
| C | 13 | 60 | 1.5 | 174 | 108 | 250 | 6.72 | 1.5 | 554 |
| D | 20 | 90 | 2 | 133 | 72 | 250 | 5.78 | 1.5 | 536 |
| E | 23 | 120 | 1.5 | 112 | 72 | 300 | 4.79 | 1.5 | 583 |
| Level | Electrode Angle | Torch Height | Welding Current | Welding Speed | Pulse Time |
|---|---|---|---|---|---|
| 1 | 52.37 | 51.92 | 47.87 | 53.48 | 49.26 |
| 2 | 54.31 | 48.94 | 50.22 | 53.44 | 51.25 |
| 3 | 50.83 | 51.87 | 52.71 | 53.00 | 51.74 |
| 4 | 51.20 | 52.24 | 52.91 | 50.00 | 50.31 |
| 5 | 48.90 | 52.64 | 53.89 | 47.67 | 55.04 |
| Delta | 5.41 | 3.70 | 6.02 | 5.81 | 5.78 |
| Rank | 4 | 5 | 1 | 2 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Minh, P.S.; Nguyen, V.-T.; Do, T.T.; Uyen, T.M.T.; Song Toan, H.D.; Linh, H.T.T.; Nguyen, V.T.T. Parameter Optimization in Orbital TIG Welding of SUS 304 Stainless Steel Pipe. Metals 2024, 14, 5. https://doi.org/10.3390/met14010005
Minh PS, Nguyen V-T, Do TT, Uyen TMT, Song Toan HD, Linh HTT, Nguyen VTT. Parameter Optimization in Orbital TIG Welding of SUS 304 Stainless Steel Pipe. Metals. 2024; 14(1):5. https://doi.org/10.3390/met14010005
Chicago/Turabian StyleMinh, Pham Son, Van-Thuc Nguyen, Thanh Trung Do, Tran Minh The Uyen, Huynh Do Song Toan, Huynh Thi Tuyet Linh, and Van Thanh Tien Nguyen. 2024. "Parameter Optimization in Orbital TIG Welding of SUS 304 Stainless Steel Pipe" Metals 14, no. 1: 5. https://doi.org/10.3390/met14010005