3.1. Composition, Microstructure, and Physical Properties of Master Alloys and Powders
Fe-Si-Al alloys with different compositions were prepared through the melting process. In order to ensure that no compositional segregation of Fe-Si-Al alloys occurred during the melting process and to ensure the accuracy of subsequent experimental data, XRF analysis was performed three times at different positions on Fe-Si-Al alloy. The data obtained are shown in
Table 2. It can be seen that the master alloys’ elemental compositions were very close to their corresponding feed ratios and high homogeneity was achieved in the alloy.
Figure 2 shows metallographic diagrams of Fe-Si-Al alloys with different compositions. As can be seen from
Figure 2, each master alloy with different compositions had different grain sizes under the same melting process. There was no significant correlation between the content of Fe, Si, or Al and the grain size, because the influence of composition on the grain size is extremely complex. However, there was an obvious positive relationship between hardness and Si content, as can be seen in
Figure 3. The hardness of Fe-Si-Al alloy gradually increased with the increase of Si content, which was 51.5 HRC when the Si content reached 12%. In the metallurgical industry, Si is always used to enhance the strength and hardness of steel during production, but excessive silicon will reduce the plasticity and impact toughness of steel [
29]. Therefore, the hardness and brittleness of the master alloy increased with the Si content, which led to the decrease of the particle size after ball milling. Particle size distribution curves of Fe-Si-Al powders with different compositions are further shown in
Figure 4. On one hand, all the samples, except for Fe
83.5-Si
6.5-Al
10 and Fe
85.5-Si
12-Al
2.5, had very similar particle size distributions, with D
50 sizes around 25 µm. Thus, the influences of particle size distribution should be the same for these samples. On the other hand, the D
50 sizes of Fe
83.5-Si
6.5-Al
10 and Fe
85.5-Si
12-Al
2.5 were 30.76 µm and 22.76 µm, respectively, confirming the influence of Si content on the hardness and brittleness. Generally, the particle size distribution of the powder will have an effect on the density and porosity of the Fe-Si-Al powder cores. Powders with a large particle size usually have better fluidity, and it is easy to obtain a high density and low porosity during the powder-pressing process. However, considering similar particle size distributions in this case, the density and porosity of the powder core samples should be largely influenced by other parameters.
Table 3 shows the resistivity and density of Fe-Si-Al alloys with different compositions. The resistivity of Fe-Si-Al alloys does not have a simple relation with the composition, owing to the fact that the alloys’ resistivity is affected by a variety of factors, including the composition and grain size [
30]. As for Fe-Si-Al alloys, the solute Si and Al atoms dissolved in the Fe lattice to form a solid solution, leading to the change in the lattice constants of Fe and the generation of lattice distortion. Consequently, the probability of electron scattering increased, endowing the alloy with a high resistivity. Different contents of Si and Al atoms would also cause different resistivities. Besides, Fe-Si-Al alloy’s grain size would also have an impact on its resistivity. When the grain size is large, the number of internal grain boundaries is small. Therefore, the transportation of electrons is less affected, resulting in lower resistivity. Considering the coexistence of different factors, it is hard to illustrate the influences of alloys’ compositions on their resistivities. The alloy density is basically determined by the mass ratio of Fe, Si, and Al. Thus, Fe
87.1-Si
9.9-Al
3 and Fe
82.4-Si
7.6-Al
10 alloys with the relatively highest and lowest Fe content have the highest and lowest density, respectively.
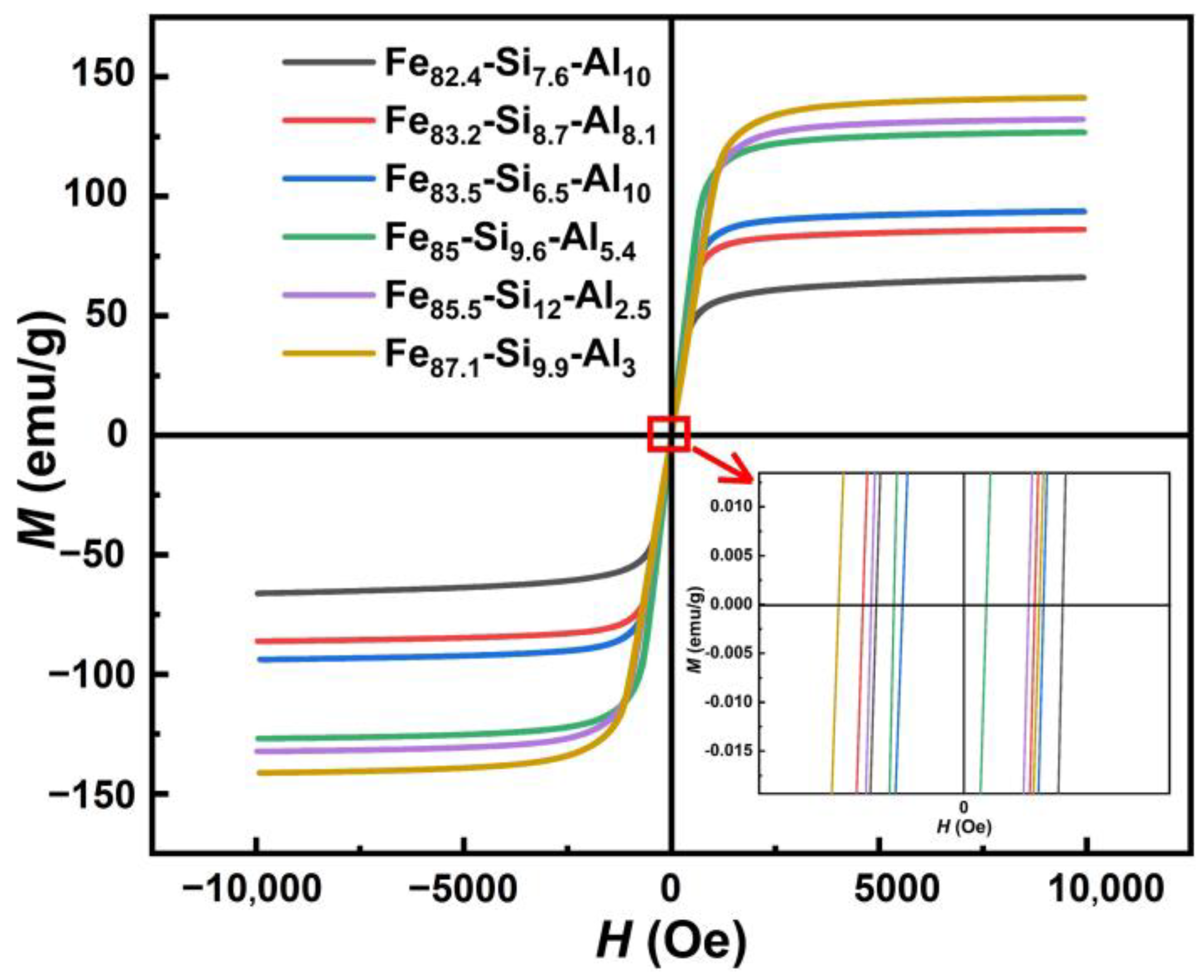
Figure 5 shows the
M-
H hysteresis loops of Fe-Si-Al alloys with different compositions. Narrow loops, reflecting low coercivity, indicate good soft magnetic properties of all alloys. The slope of the magnetization curve of Fe
85-Si
9.6-Al
5.4 alloy is slightly higher than that of the other five alloys with different compositions. This indicates that large deviation of
K or
λ from zero increases the difficulty of the magnetization process, which helps to improve the alloy’s anti-saturation capability.
Table 4 displays saturation magnetizations and coercivities of Fe-Si-Al alloys with different compositions. Clearly, increasing the Fe content enhanced
Ms. The saturation magnetization of Fe-Si-Al alloy increased from 65 emu/g to 141.3 emu/g as the Fe content increased from 82.4 wt.% to 87.1 wt.%. This is because Si and Al are non-magnetic substances, and when the ratio of the two elements decreased, the saturation magnetization of Fe-Si-Al alloy increased. This led to
Ms values of 141.3 emu/g and 132.23 emu/g for Fe
87.1-Si
9.9-Al
3 and Fe
85.5-Si
12-Al
2.5 alloys, respectively, which are 11% and 4% higher than Fe
85-Si
9.6-Al
5.4 alloy, respectively. This may contribute to a higher operating magnetic flux density in magnetic devices, which can reduce the consumption of both the core and the winding, thereby reducing the total loss and cost of magnetic devices. In addition, Fe-Si-Al alloys are soft magnetic materials and have low coercivity, which can also be seen in
Table 4. It is worth noting that Fe
83.5-Si
6.5-Al
10 with
K equal to 0 had the lowest coercivity, at 124.8 A/m.
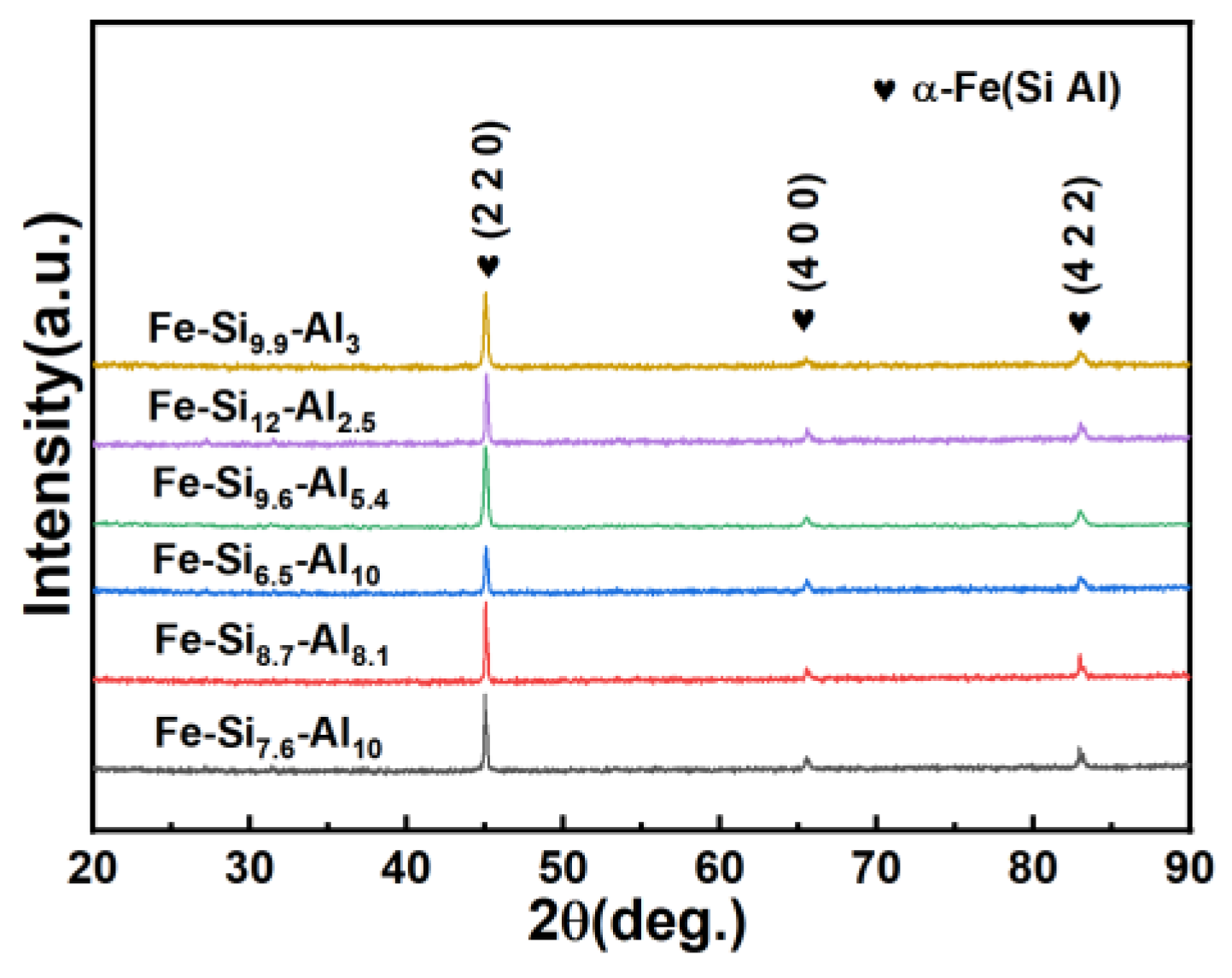
Figure 6 exhibits XRD patterns of various ball-milled Fe-Si-Al powders after annealing. Three prominent diffraction peaks can be recognized, which should be associated with (220), (400), and (422) planes of cubic α-Fe(Si, Al) solid solution. No significant difference in phase composition could be identified from the XRD patterns, indicating that the alloy formed by melting was Fe-Si-Al alloy and ball milling did not change the phase composition. The grain size of Fe-Si-Al powders with different compositions was calculated by the Debye–Scherrer equation, which is expressed as:
where
DHKL is the average thickness of the grain in the direction normal to the (HKL) crystal plane,
λ is the wavelength of the X-rays used, and its value is 0.154056 nm, θ
HKL is the Bragg angle of the (HKL) crystal plane diffraction, and
βHKL is the linewidth of the (HKL) crystal plane diffraction, which can be defined as half-height width, or integral width.
K is a constant with a value of 0.89 when
β is defined as half-height width.
Table 5 shows the grain size of Fe-Si-Al powders with different compositions. Owing to the same processing conditions, Fe-Si-Al powders with different compositions had very similar grain sizes, around 30 nm. Therefore, the influence of grain size on the overall properties of the powder core samples can be neglected to some extent.
3.2. Physical Properties of Powder Cores
Table 6 shows the resistivity of Fe-Si-Al powder cores with different compositions. Compared to the corresponding master alloys, the resistivities of the powder cores were significantly improved, demonstrating good insulation quality for all samples. With the increase of Fe content in the alloy, resistivity showed a decreasing trend after an initial increase. It is documented that the composition of the magnetic powder, the quality and thickness of the insulating layer, and the porosity of the powder core can affect the resistivity of powder cores. Considering the giant increase in resistivity from master alloys to powder cores, the insulating layer and the porosity should dominate the resistivity. However, we should mention that alloys’ compositions have a certain effect on the insulating layer and the porosity in this case. For instance,
Figure 7 shows SEM images of polished cross-sections of powder core samples. The thicknesses of the insulating layers for Fe
82.4-Si
7.6-Al
10, Fe
83.2-Si
8.7-Al
8.1, Fe
83.5-Si
6.5-Al
10, Fe
85-Si
9.6-Al
5.4, Fe
85.5-Si
12-Al
2.5, and Fe
87.1-Si
9.9-Al
3 were 2.7, 4.0, 3.5, 2.17, 2.16, and 1.70 μm, respectively. It can be inferred that Fe-Si-Al alloy powders with different compositions have different corrosion resistances, resulting in different thicknesses of their insulation layers after the same insulating process. In addition to the thickness, the roughness of the insulating layers should also be different. Thus, in the pressing process, there will be differences in the density and porosity of the Fe-Si-Al powder cores, due to the change in the fluidity of the insulated powders.
Table 7 shows the density and porosity of the Fe-Si-Al powder cores. In this work, porosity is defined as the ratio of the density of the powder core to the density of the corresponding master alloy having the same composition. The core’s density decreased with the Fe content after an initial increase, which is different from the variation tendency of the density of the master alloys. This can be understood by the fact that the alloy particle’s density and the core’s porosity together determine the density of the powder cores with different compositions. In this case, the overall variation trend of the core’s porosity was opposite to that of the D
50 of the corresponding alloy particles (as shown in
Figure 4). Basically, a small particle size corresponds to large porosity due to the poor fluidity of the small particles. It should be noted that the corrosion resistance determined by the alloy composition affects the thickness and roughness of the insulating layers (as shown in
Figure 7), which may also impose the influence on the fluidity of the insulated particles and, thus, contribute to the core’s porosity.
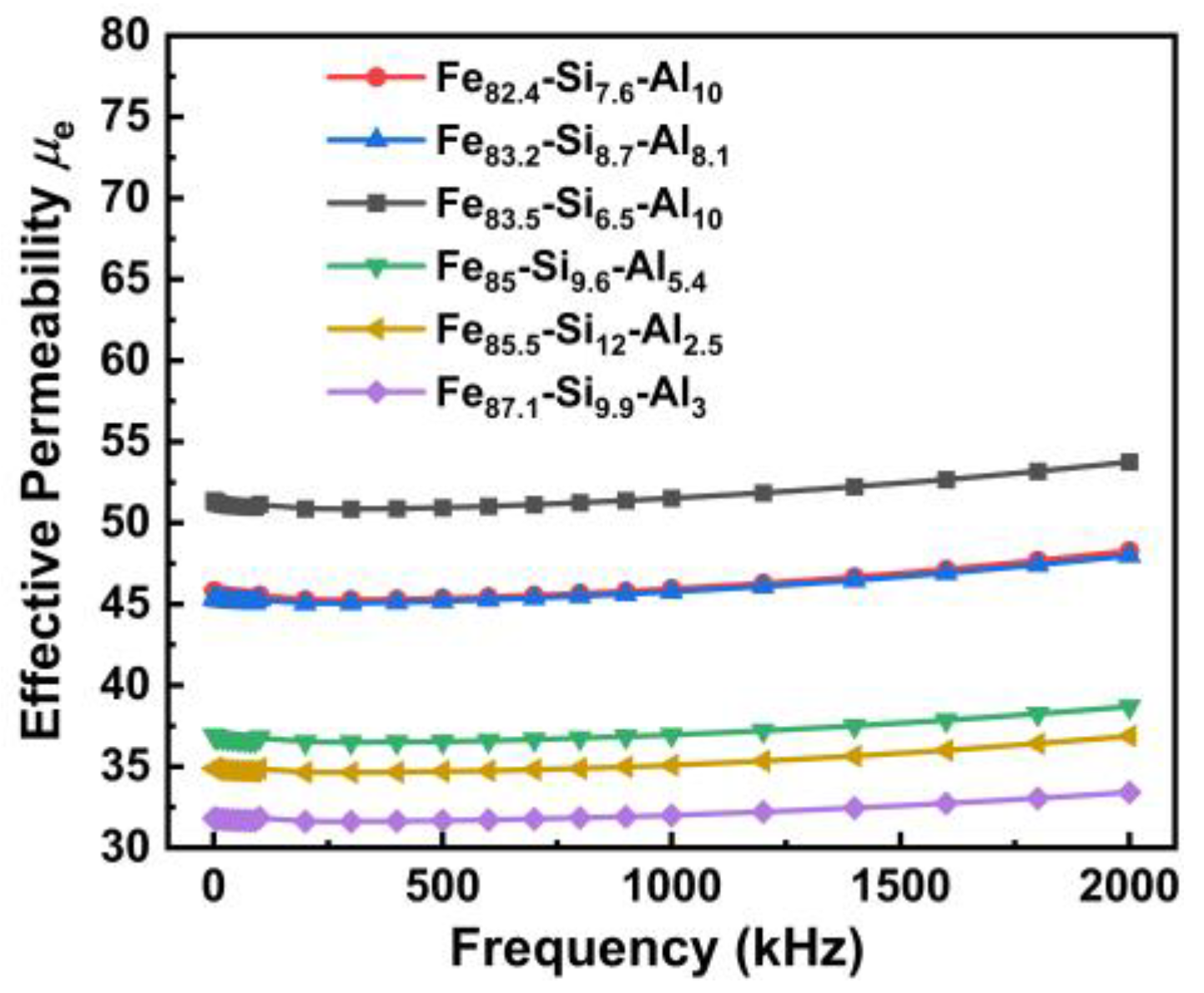
Figure 8 shows the effective permeability of Fe-Si-Al powder cores with different compositions. Compared to those prepared with particles of the same composition, powder cores with different alloy compositions presented a permeability variation tendency totally different from that of the core’s density. This is mainly due to the difference in the anti-saturation capability of alloy particles with different compositions. Powder cores with an Fe content below 85 wt.% had a relatively high permeability. For all Fe-Si-Al powder cores with different compositions, their permeabilities were all stable with increasing frequency. This implies a low eddy current level inside these cores, which is consistent with their high resistivity shown in
Table 6.
Figure 9 shows the anti-saturation performance of Fe-Si-Al powder cores with different compositions. It can be seen that the percentage of permeability of the powder core gradually decreased with the increase of the external magnetic field, due to the magnetization state of the powder core approaching saturation. Overall, powder cores with lower permeability exhibited a stronger anti-saturation capability, conforming to the law that high permeability and good anti-saturation performance can hardly be achieved simultaneously. This can be attributed to the opposite physical mechanism for these two magnetic parameters. A strong demagnetization field, high
K and
λ, large internal stress, and abundant defects undoubtedly make the moments in magnetic materials more difficult to rotate in the direction of the applied magnetic field [
31]. This leads to poor permeability but good anti-saturation performance. For the Fe
87.1-Si
9.9-Al
3 powder core, the relatively highest porosity, reflecting a strong structural demagnetization field within the core, and the composition of nonzero
K and
λ together contribute to its strongest anti-saturation capability in this work.
Compared with the Sendust powder core with the classical composition of Fe85-Si9.6-Al5.4, the Fe82.4-Si7.6-Al10 and Fe83.5-Si6.5-Al10 cores had a higher effective permeability and lower anti-saturation performance. This may be mainly caused by the low structural demagnetization field determined by small porosity in these two cores, although the λ of their corresponding alloys was greater than zero. For the Fe83.2-Si8.7-Al8.1 and Fe87.1-Si9.9-Al3 cores with porosity close to the Fe85-Si9.6-Al5.4 core, their effective permeability and anti-saturation performance were different from those of the Fe85-Si9.6-Al5.4 core. The Fe83.2-Si8.7-Al8.1 core had the highest effective permeability, followed by the Fe85-Si9.6-Al5.4 core, and the Fe87.1-Si9.9-Al3 core had the lowest effective permeability. The anti-saturation performance of the three cores exhibited an opposite variation to effective permeability. The lower passivation by phosphoric acid for the Fe83.2-Si8.7-Al8.1 core with a slightly lower Fe content might make it easier to be magnetized, while the highest porosity and nonzero K and λ endow the Fe87.1-Si9.9-Al3 core with the strongest resistance to magnetization. For the Fe85.5-Si12-Al2.5 core, its porosity was lower than that of the Fe85-Si9.6-Al5.4 core, suggesting a smaller structural demagnetization field. However, its effective permeability was lower than that of the Fe85-Si9.6-Al5.4 core, accompanied by a better anti-saturation capability. This implies that nonzero λ and the internal demagnetization field determined by its smallest D50 may play a dominant role. Based on the above analysis, it can be concluded that adjusting the alloy composition deviating from the Sendust point of Fe85-Si9.6-Al5.4 with zero K and λ while considering the particle size and the core’s porosity is a feasible and effective way to improve the anti-saturation performance of Fe-Si-Al powder cores. In this work, anti-saturation properties superior to those of the Fe85-Si9.6-Al5.4 core were achieved in Fe87.1-Si9.9-Al3 and Fe85.5-Si12-Al2.5 powder cores. At 100 Oe, the percentages of effective permeability of the Fe87.1-Si9.9-Al3 and Fe85.5-Si12-Al2.5 cores were 61.73% and 59.12%, respectively, which are higher than that of the Fe85-Si9.6-Al5.4 core.
Figure 10a shows the frequency dependence of core loss of Fe-Si-Al powder cores with different compositions. Apart from the loss of the Fe
83.2-Si
8.7-Al
8.1 core, the losses of the other cores were much higher than that of the Fe
85-Si
9.6-Al
5.4 core. To clarify the physical origin of loss deterioration for these cores, the Berttoti loss equation was used to separate core loss into hysteresis loss and eddy current loss, as shown in
Figure 10b,c [
32]. As is known,
K and
λ of magnetic particles and the demagnetization field inside the powder core determine the core’s hysteresis loss, while the particle size and the core’s resistivity affect the core’s eddy current loss [
33,
34,
35]. Obviously, a large particle size and low resistivity resulted in relatively high eddy current losses of Fe
83.5-Si
6.5-Al
10 and Fe
82.4-Si
7.6-Al
10 cores. The deviation of
λ from zero made the magnetic moments in Fe
82.4-Si
7.6-Al
10, Fe
83.5-Si
6.5-Al
10, Fe
87.1-Si
9.9-Al
3, and Fe
85.5-Si
12-Al
2.5 alloys harder to rotate, resulting in hysteresis losses much higher than that of the Fe
85-Si
9.6-Al
5.4 core. Among these four powder cores, Fe
87.1-Si
9.9-Al
3 with
K far away from zero exhibited the highest hysteresis loss, consistent with its best anti-saturation performance. For the Fe
85.5-Si
12-Al
2.5 core, its lowest particle size and high resistivity led to the lowest eddy current loss and, thus, partially compensated for the increased hysteresis loss caused by the significant deviation of
λ from zero. Considering the remarkable improvement in the anti-saturation capability and the moderate increase in core loss, the core with the composition of Fe
85.5-Si
12-Al
2.5 can be expected to realize excellent comprehensive magnetic properties in low-frequency and high-power applications.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}