
Features of Structure and Properties of Lap-Welded Joints of Aluminum Alloy Al–4Cu–1Mg with Titanium Alloy Ti–6Al–4V, Obtained by Friction Stir Welding
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Equipment and Materials
2.2. Investigation Methods
3. Results and Discussion
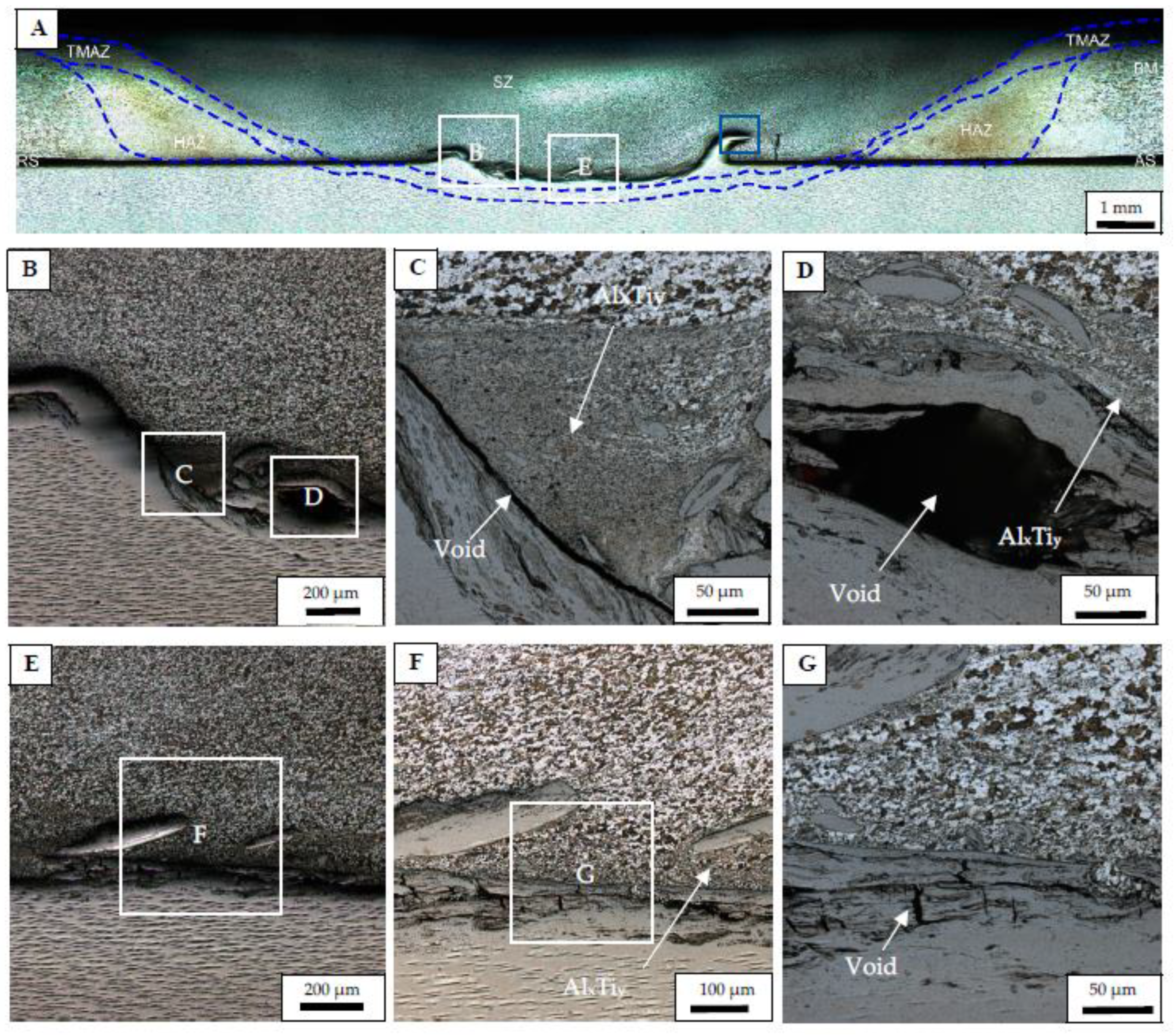
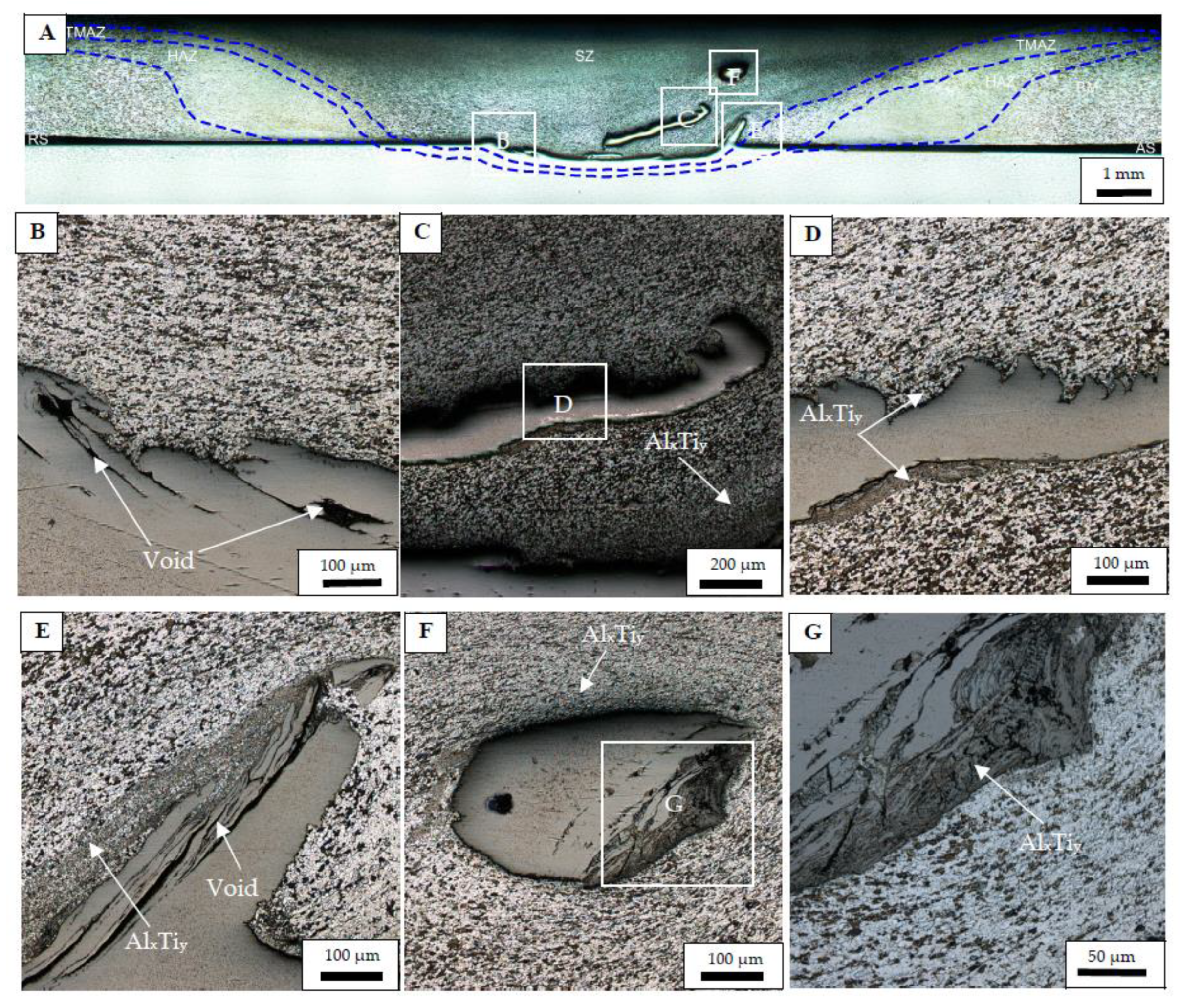
3.1. Features of the Structure of Welded Joints
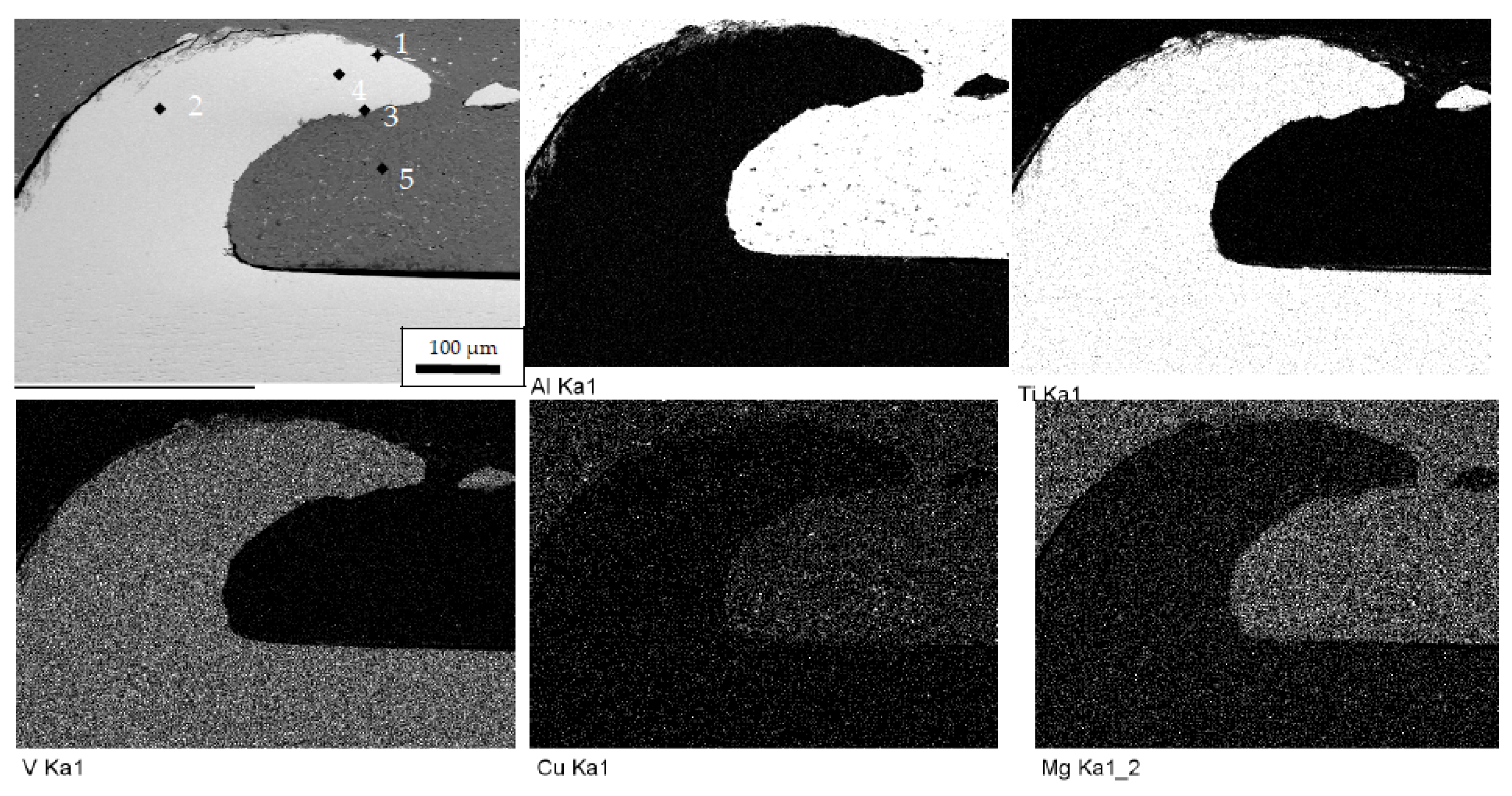
3.2. Elemental Composition of Welded Joints
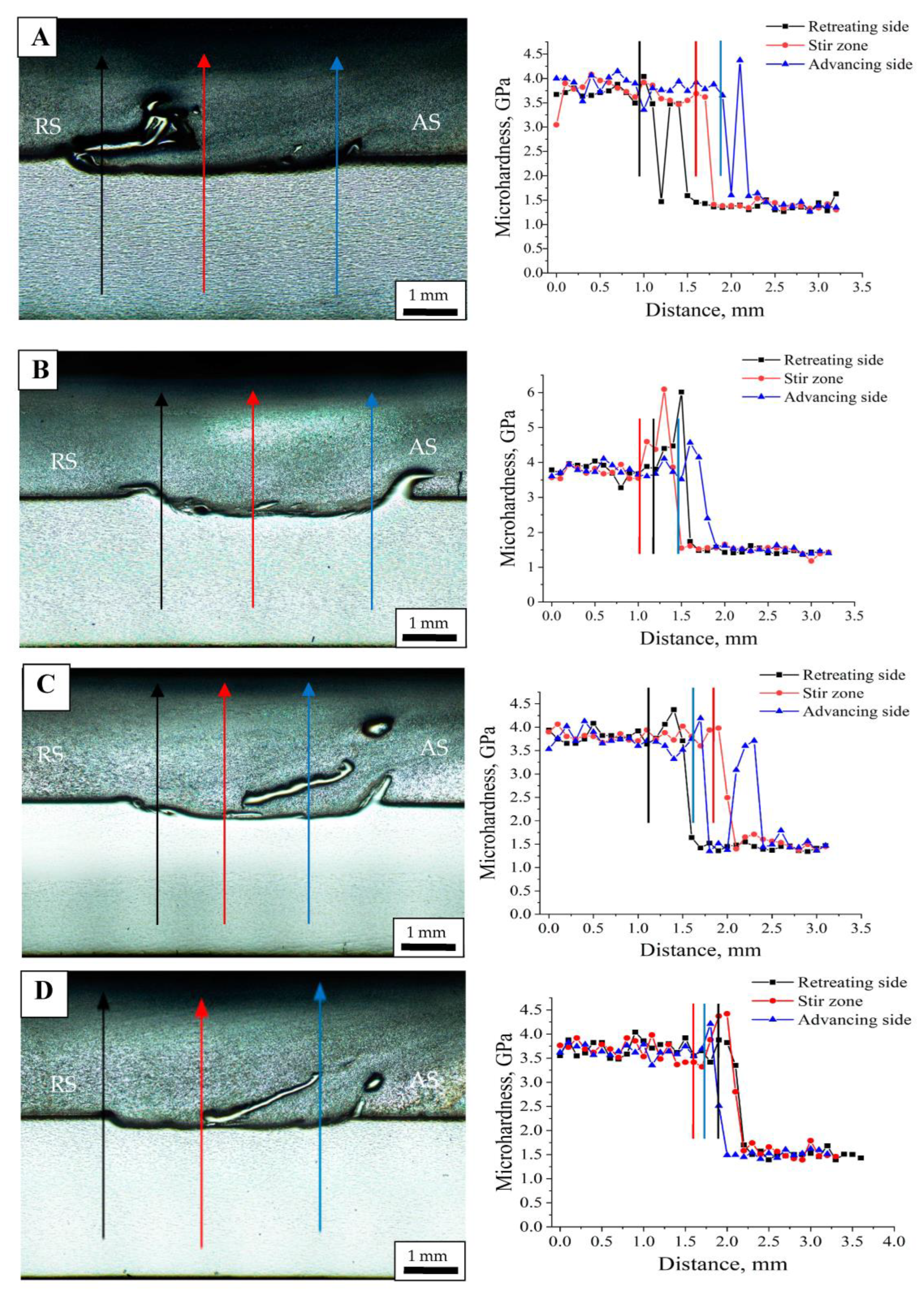
3.3. Strength Properties of Welded Joints
3.4. Fractography
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kah, P.; Shrestha, M.; Martikainen, J. Trends in Joining Dissimilar Metals by Welding. Appl. Mech. Mater. 2013, 440, 269–276. [Google Scholar] [CrossRef]
- Darwish, S. Analysis of weld-bonded dissimilar materials. Int. J. Adhes. Adhes. 2004, 24, 347–354. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Venu, B.; Swathi, I.B.; Raju, L.S.; Santhanam, G. A review on Friction Stir Welding of various metals and its variables. Mater. Today Proc. 2019, 18, 298–302. [Google Scholar] [CrossRef]
- Sharma, N.; Siddiquee, A.N. Friction stir welding of aluminum to copper—An overview. Trans. Nonferrous Met. Soc. China 2017, 27, 2113–2136. [Google Scholar] [CrossRef]
- Matsuda, T.; Hatano, R.; Ogura, T.; Suzuki, R.; Shoji, H.; Sano, T.; Ohata, M.; Hirose, A. Effect of mismatch in mechanical properties on interfacial strength of aluminum alloy/steel dissimilar joints. Mater. Sci. Eng. A 2020, 786, 139437. [Google Scholar] [CrossRef]
- Shah, L.H.; Othman, N.H.; Gerlich, A. Review of research progress on aluminium–magnesium dissimilar friction stir welding. Sci. Technol. Weld. Join. 2017, 23, 256–270. [Google Scholar] [CrossRef]
- Verma, S.; Misra, J.P.; Singh, J.; Batra, U.; Kumar, Y. Prediction of tensile behavior of FS welded AA7039 using machine learning. Mater. Today Commun. 2021, 26, 101933. [Google Scholar] [CrossRef]
- Sahu, M.; Paul, A.; Ganguly, S. Optimization of process parameters of friction stir welded joints of marine grade AA 5083. Mater. Today Proc. 2021, 44, 2957–2962. [Google Scholar] [CrossRef]
- Hou, W.; Shah, L.H.A.; Huang, G.; Shen, Y.; Gerlich, A. The role of tool offset on the micro-structure and mechanical properties of Al/Cu friction stir welded joints. J. Alloys Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Choi, J.-W.; Liu, H.; Fujii, H. Dissimilar friction stir welding of pure Ti and pure Al. Mater. Sci. Eng. A 2018, 730, 168–176. [Google Scholar] [CrossRef]
- Kar, A.; Malopheyev, S.; Mironov, S.; Kaibyshev, R.; Suwas, S.; Kailas, S.V. A new method to elu-cidate fracture mechanism and microstructure evolution in titanium during dissimilar friction stir welding of aluminum and titanium. Mater. Charact. 2021, 171, 110791. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Formation sequence of intermetallics and kinetics of reaction layer growth during solid state reaction between titanium and aluminum. Materialia 2020, 11, 100702. [Google Scholar] [CrossRef]
- Kar, A.; Yadav, D.; Suwas, S.; Kailas, S.V. Role of plastic deformation mechanisms during the micro-structural evolution and intermetallics formation in dissimilar friction stir weld. Mater. Charact. 2020, 164, 110371. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Yin, Y.; Ji, X.; Shen, X.; Zhang, Z.; Zhou, J. Investigation of the microstructure, mechanical properties and fracture mechanisms of dissimilar friction stir welded aluminium/titanium joints. J. Mater. Res. Technol. 2021, 11, 507–518. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Two-pass friction stir welding of aluminum alloy to titanium alloy: A simultaneous improvement in mechanical properties. Mater. Sci. Eng. A 2018, 733, 199–210. [Google Scholar] [CrossRef]
- Dressler, U.; Biallas, G.; Mercado, U.A. Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. Mater. Sci. Eng. A 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J.; Zhou, L. Interface and properties of the friction stir welded joints of titanium alloy Ti6Al4V with aluminum alloy 6061. Mater. Des. 2014, 71, 85–92. [Google Scholar] [CrossRef]
- Aonuma, M.; Nakata, K. Dissimilar Metal Joining of 2024 and 7075 Aluminium Alloys to Titanium Alloys by Friction Stir Welding. Mater. Trans. 2011, 52, 948–952. [Google Scholar] [CrossRef] [Green Version]
- Ermakova, S.A.; Eliseev, A.; Vorontsov, A.V.; Savchenko, N.L. Ultrasonic Assisted Friction Stir Welding of Ti-Al Bimetals. J. Physics Conf. Ser. 2021, 1989, 012015. [Google Scholar] [CrossRef]
- Eliseev, A.A.; Ermakova, S.A.; Kolubaev, E.A. Effect of Ultrasonic Impact on the Macrostructure and Strength of Dissimilar Aluminum and Titanium Alloys Joints Produced by Friction Stir Welding. Russ. Phys. J. 2023, 65, 2210–2215. [Google Scholar] [CrossRef]
- Ermakova, S.A.; Eliseev, A.A.; Kolubaev, E.A.; Ermakov, D.V. Effect of Ultrasound on the Interface Morphology and Strength of Ti/Al Alloy Joints Produced by Friction Stir Welding. Phys. Mesomech. 2023, 26, 100–106. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Multi-Length Scale Characterization of Microstructure Evolution and Its Consequence on Mechanical Properties in Dissimilar Friction Stir Welding of Titanium to Aluminum. Met. Mater. Trans. A 2019, 50, 5153–5173. [Google Scholar] [CrossRef]
- Pereira, V.F.; da Fonseca, E.B.; Costa, A.; Bettini, J.; Lopes, E.S. Nanocrystalline structural layer acts as interfacial bond in Ti/Al dissimilar joints produced by friction stir welding in power control mode. Scr. Mater. 2019, 174, 80–86. [Google Scholar] [CrossRef]
- Bakkiyaraj, M.; Bernard, S.S.; Saikrishnan, G.; Guruyogesh, S.; Guruprasanna, T.; Dineshkumar, K. Effect of tool offset condition on mechanical and metallurgical properties of FSW dissimilar Al-Cu joint. Mater. Today Proc. 2020, 43, 824–827. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, X.; Fang, H. Effect of Sheet Configuration on Microstructure and Mechanical Behaviors of Dissimilar Al–Mg–Si/Al–Zn–Mg Aluminum Alloys Friction Stir Welding Joints. J. Mater. Sci. Technol. 2016, 32, 1378–1385. [Google Scholar] [CrossRef]
- Tarasov, S.; Amirov, A.; Chumaevskiy, A.; Savchenko, N.; Rubtsov, V.E.; Ivanov, A.; Moskvichev, E.; Kolubaev, E. Friction Stir Welding of Ti-6Al-4V Using a Liquid-Cooled Nickel Superalloy Tool. Technologies 2022, 10, 118. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Zuo, L.; Shao, W.; Zhang, X.; Zuo, D. Investigation on tool wear in friction stir welding of SiCp/Al composites. Wear 2022, 498–499, 204331. [Google Scholar] [CrossRef]
- Matts, O.E.; Tarasov, S.Y.; Domenichini, B.; Lazurenko, D.V.; Filippov, A.V.; Bataev, V.A.; Rashkovets, M.V.; Chakin, I.K.; Emurlaev, K.I. Tribo-oxidation of Ti-Al-Fe and Ti-Al-Mn cladding layers obtained by non-vacuum electron beam treatment. Surf. Coat. Technol. 2021, 421, 127442. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys. Mater. Des. 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Chen, Y.-H.; NI, Q.; Ke, L.-M. Interface characteristic of friction stir welding lap joints of Ti/Al dissimilar alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 299–304. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Al | Cr | Fe | Cu | Si | Mg | Ti | Mn | Zn |
|---|---|---|---|---|---|---|---|---|---|
| Initial content | 90.9–94.7 | 0.1≤ | 0.5≤ | 3.8–4.9 | 0.5≤ | 1.2–1.8 | 0.15≤ | 0.3–0.9 | 0.25≤ |
| Chemical Element | O | H | Si | Zr | V | C | Al | N | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Initial content | 0.2≤ | 0.015≤ | 0.1≤ | 0.3≤ | 3.5–5.3 | 0.01≤ | 5.3–6.8 | 0.05≤ | 86.45–90.9 | 0.06≤ |
| Welded Joint, # | ω, RPM | FP, kN | Fw, kN | V, mm/min | L, mm |
|---|---|---|---|---|---|
| 1 | 350 | 25 | 27 | 90 | 30 |
| 2 | 375 | 25 | 27 | 90 | 25 |
| 3 | 400 | 25 | 27 | 90 | 30 |
| 4 | 450 | 25 | 27 | 90 | 30 |
| Spectrum | Content, wt/at% | ||||
|---|---|---|---|---|---|
| Al | Ti | V | Cu | Mg | |
| 1 | 94.36/96.76 | - | - | 4.52/1.97 | 1.12/1.27 |
| 2 | 5.38/9.18 | 91.21/87.73 | 3.41/3.09 | - | - |
| 3 | 85.21/90.71 | 6.89/91.21 | 0.44/0.25 | 4.72/2.13 | 1.79/2.03 |
| 4 | 90.26/94.42 | 1.65/0.97 | - | 5.95/2.64 | 1.34/1.55 |
| 5 | 86.12/91.66 | 7.12/4.27 | 0.53/0.3 | 4.54/2.05 | 1.28/1.51 |
| 6 | 70.99/81.97 | 18.75/12.19 | 1.22/0.75 | 8.20/4.02 | 0.83/1.06 |
| 7 | 5.81/9.89 | 90.05/86.37 | 4.14/3.74 | - | - |
| Spectrum | Content, wt/at % | ||||
|---|---|---|---|---|---|
| Al | Ti | V | Cu | Mg | |
| 1 | 67.89/79.23 | 25.14/16.53 | 1.06/0.66 | 5.08/2.52 | 0.82/1.06 |
| 2 | 33.13/46.83 | 61.89/49.29 | 2.78/2.08 | 1.71/1.02 | 0.49/0.77 |
| 3 | 90.59/94.90 | 0.61/0.36 | - | 7.25/3.23 | 1.11/1.30 |
| 4 | 6.10/10.38 | 88.35/84.67 | - | - | 5.02/4.53 |
| 5 | 91.30/95.19 | - | - | 7.00/3.10 | 1.30/1.50 |
| Spectrum | Content, wt/at% | ||||
|---|---|---|---|---|---|
| Al | Ti | V | Cu | Mg | |
| 1 | 4.51/7.78 | 90.07/87.52 | 4.07/3.72 | 1.34/0.98 | - |
| 2 | 50.42/64.63 | 45.34/32.74 | 2.45/1.66 | 1.79/0.97 | - |
| 3 | 33.99/47.92 | 62.17/49.37 | 2.75/2.05 | 1.09/0.65 | - |
| 4 | 49.57/63.64 | 46.43/33.58 | 2.03/1.38 | 0.98/0.53 | - |
| 5 | 25.73/38.29 | 69.07/57.90 | 3.05/2.40 | 1.55/0.98 | - |
| 6 | 51.21/65.12 | 44.45/31.84 | 2.14/1.44 | 1.73/0.94 | 0.47/0.66 |
| 7 | 57.95/73.69 | 19.81/14.19 | 0.81/0.55 | 21.43/11.57 | - |
| Spectrum | Content, wt/at% | ||||
|---|---|---|---|---|---|
| Al | Ti | V | Cu | Mg | |
| 1 | 41.53/57.65 | 34.06/26.63 | 1.85/1.36 | 21.30/12.56 | 0.69/1.06 |
| 2 | 52.86/65.18 | 36.03/25.02 | 2.13/1.39 | 4.47/2.34 | 3.97/5.44 |
| 3 | 15.03/23.98 | 80.76/72.58 | 3.45/2.92 | 0.76/0.51 | - |
| 4 | 58.57/71.39 | 36.50/25.06 | 1.78/1.15 | 2.22/1.15 | 0.92/1.25 |
| 5 | 88.96/93.83 | 1.25/0.74 | - | 5.94/2.66 | 1.20/1.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivanov, A.; Chumaevskii, A.; Amirov, A.; Utyaganova, V.; Savchenko, N.; Rubtsov, V.; Tarasov, S. Features of Structure and Properties of Lap-Welded Joints of Aluminum Alloy Al–4Cu–1Mg with Titanium Alloy Ti–6Al–4V, Obtained by Friction Stir Welding. Metals 2023, 13, 1385. https://doi.org/10.3390/met13081385
Ivanov A, Chumaevskii A, Amirov A, Utyaganova V, Savchenko N, Rubtsov V, Tarasov S. Features of Structure and Properties of Lap-Welded Joints of Aluminum Alloy Al–4Cu–1Mg with Titanium Alloy Ti–6Al–4V, Obtained by Friction Stir Welding. Metals. 2023; 13(8):1385. https://doi.org/10.3390/met13081385
Chicago/Turabian StyleIvanov, Alexey, Andrey Chumaevskii, Alihan Amirov, Veronika Utyaganova, Nikolay Savchenko, Valery Rubtsov, and Sergei Tarasov. 2023. "Features of Structure and Properties of Lap-Welded Joints of Aluminum Alloy Al–4Cu–1Mg with Titanium Alloy Ti–6Al–4V, Obtained by Friction Stir Welding" Metals 13, no. 8: 1385. https://doi.org/10.3390/met13081385