
Evolution on the Microstructure and Mechanical Properties of a New Multicomponent Near-Alpha Titanium Alloy after Rolling and Heat Treatments

Abstract
:1. Introduction
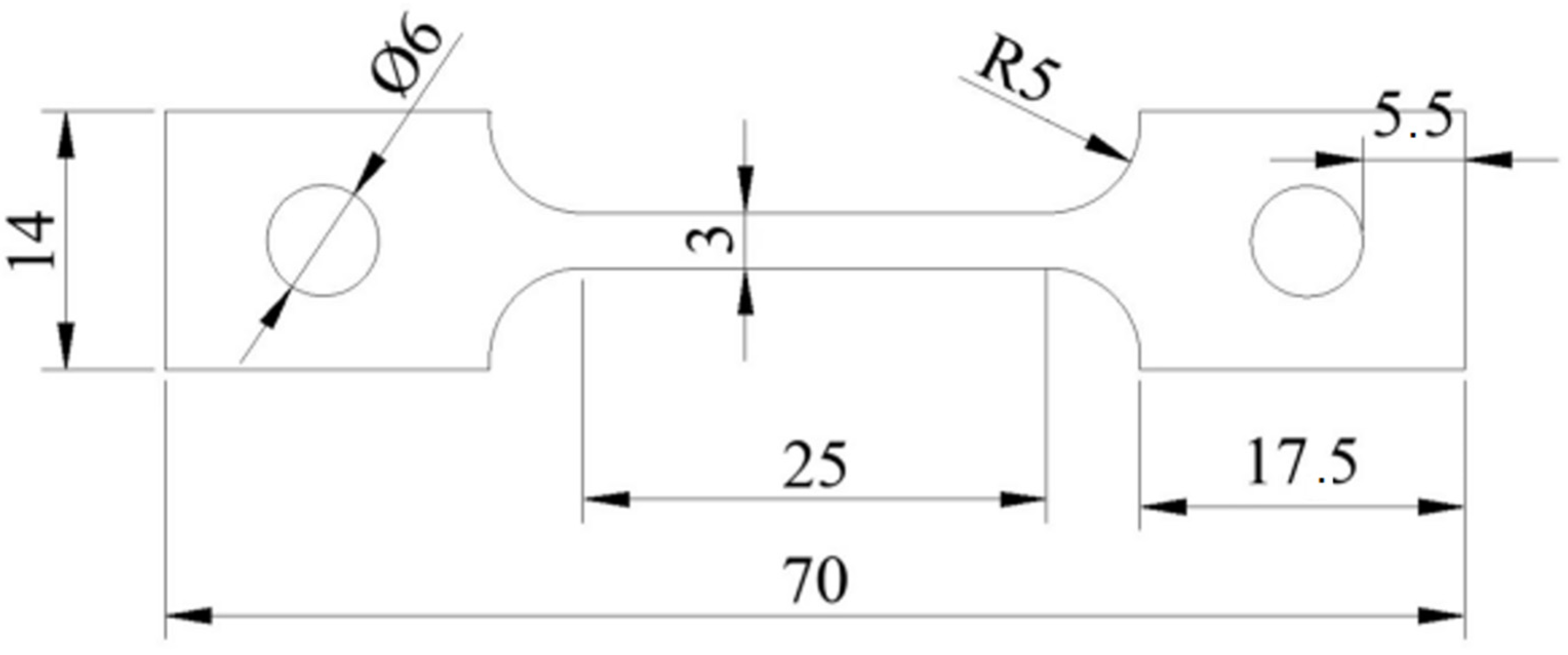
2. Materials and Methods
3. Results
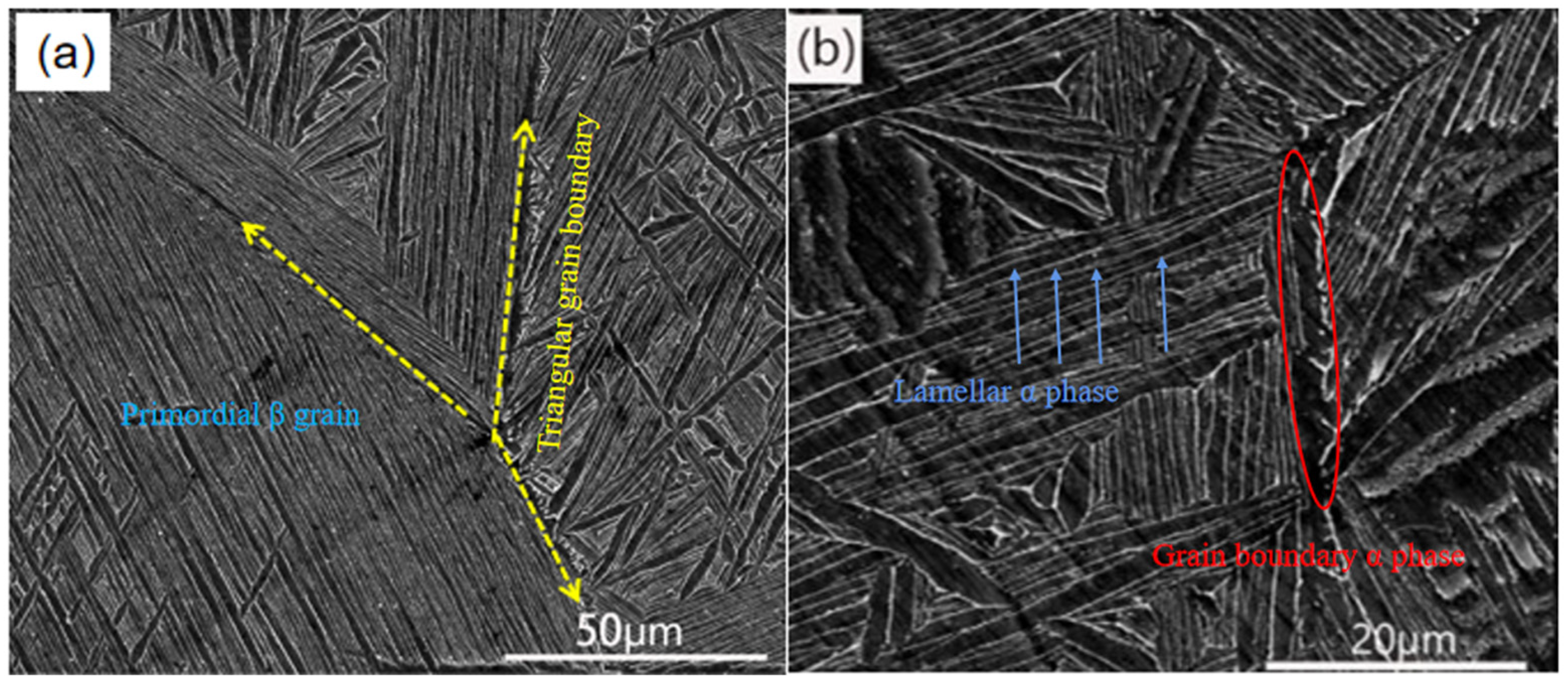
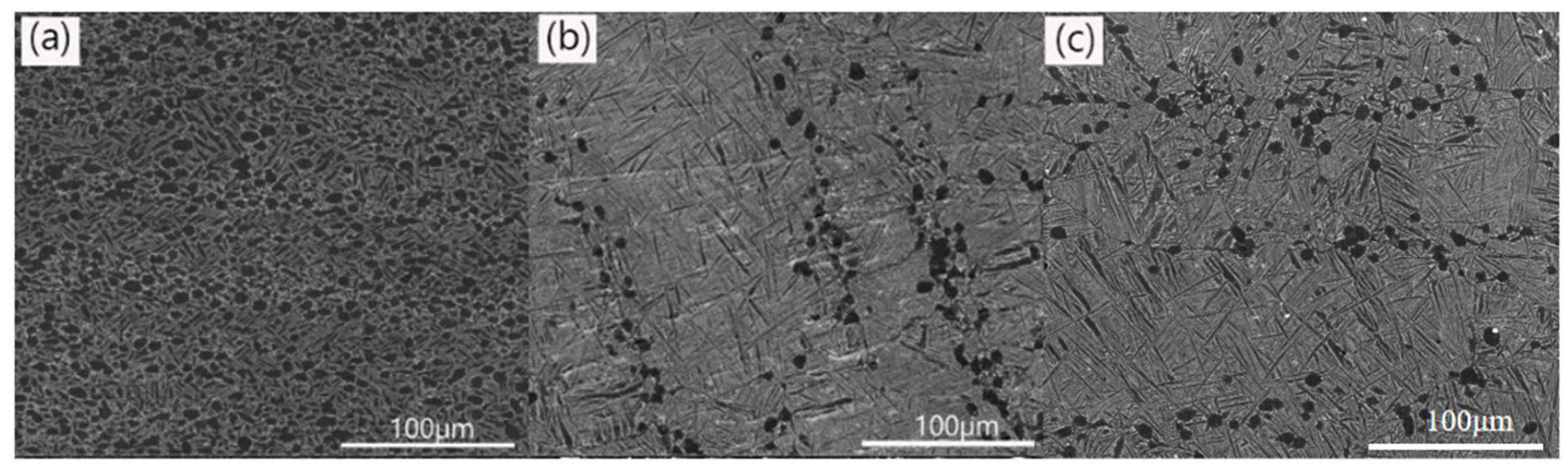
3.1. Microstructure Evolution during Aging Process
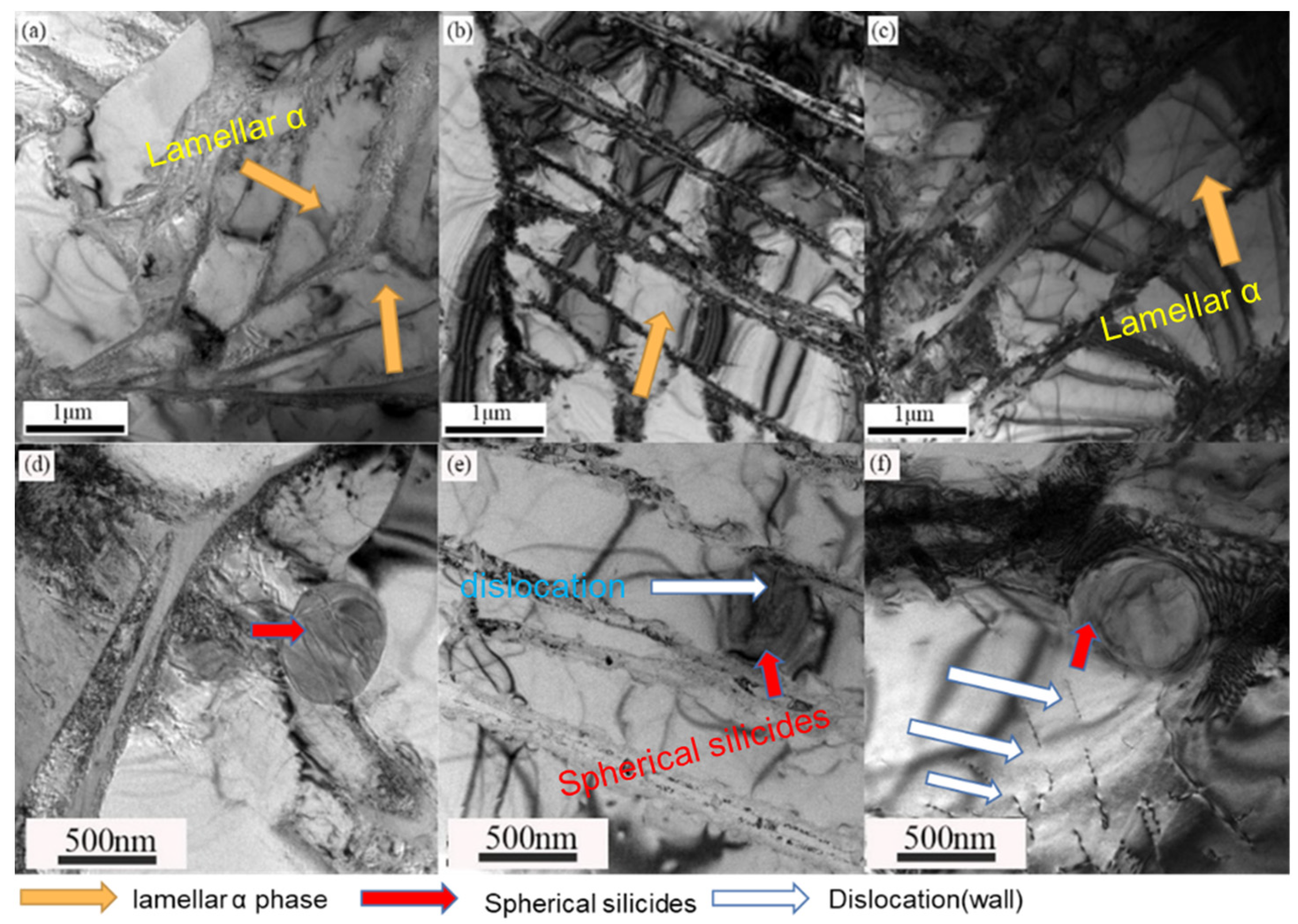
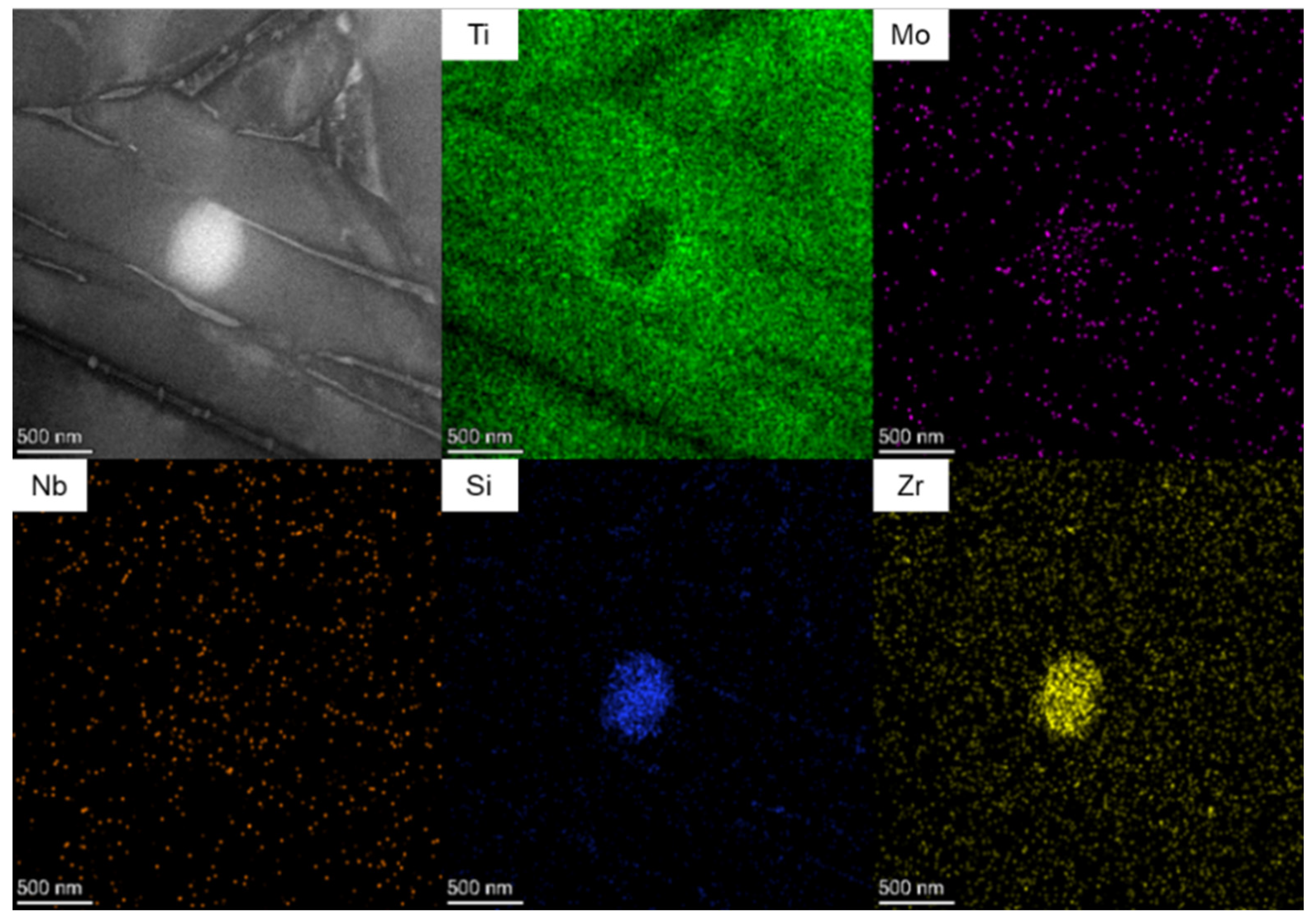
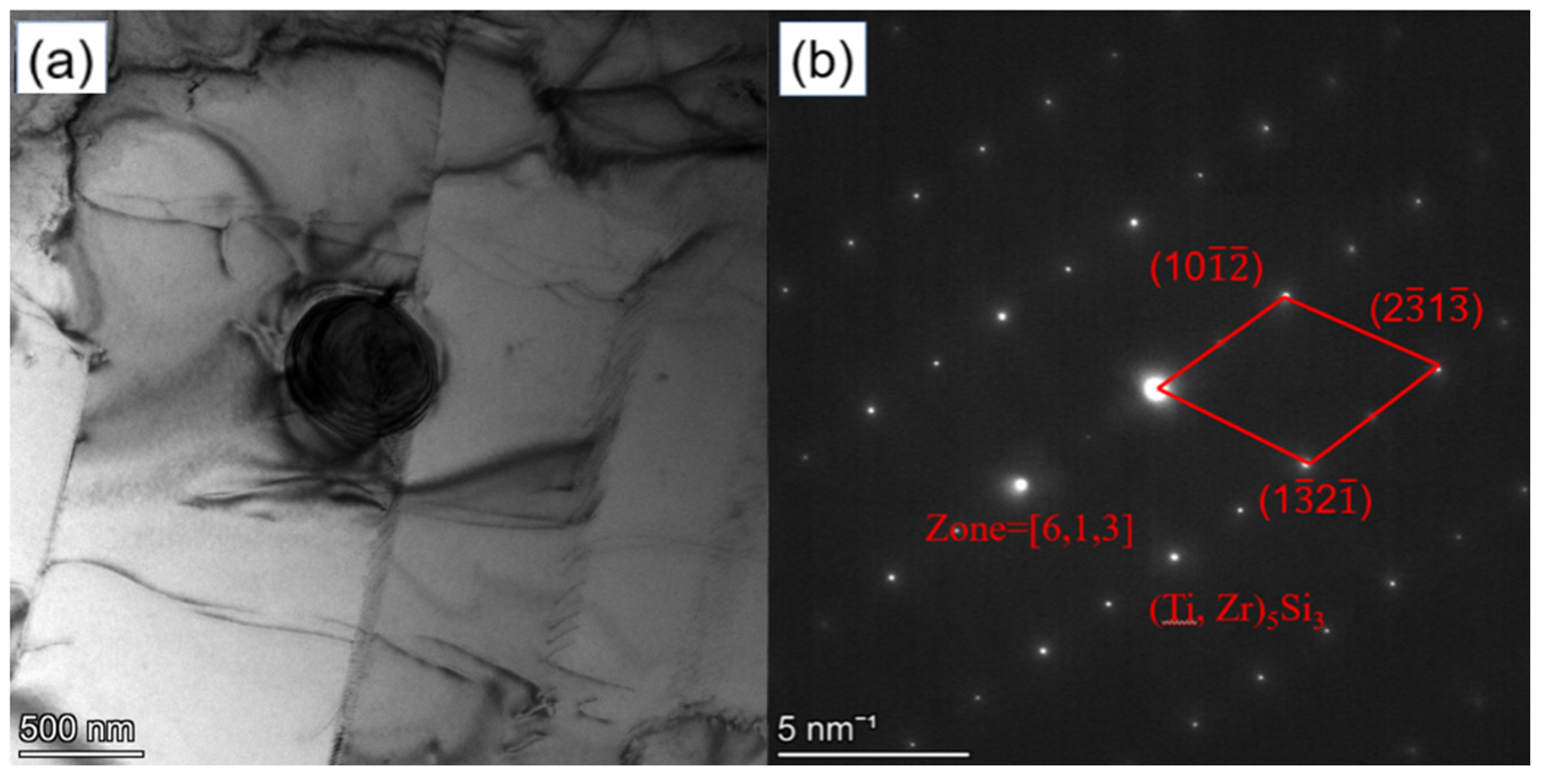
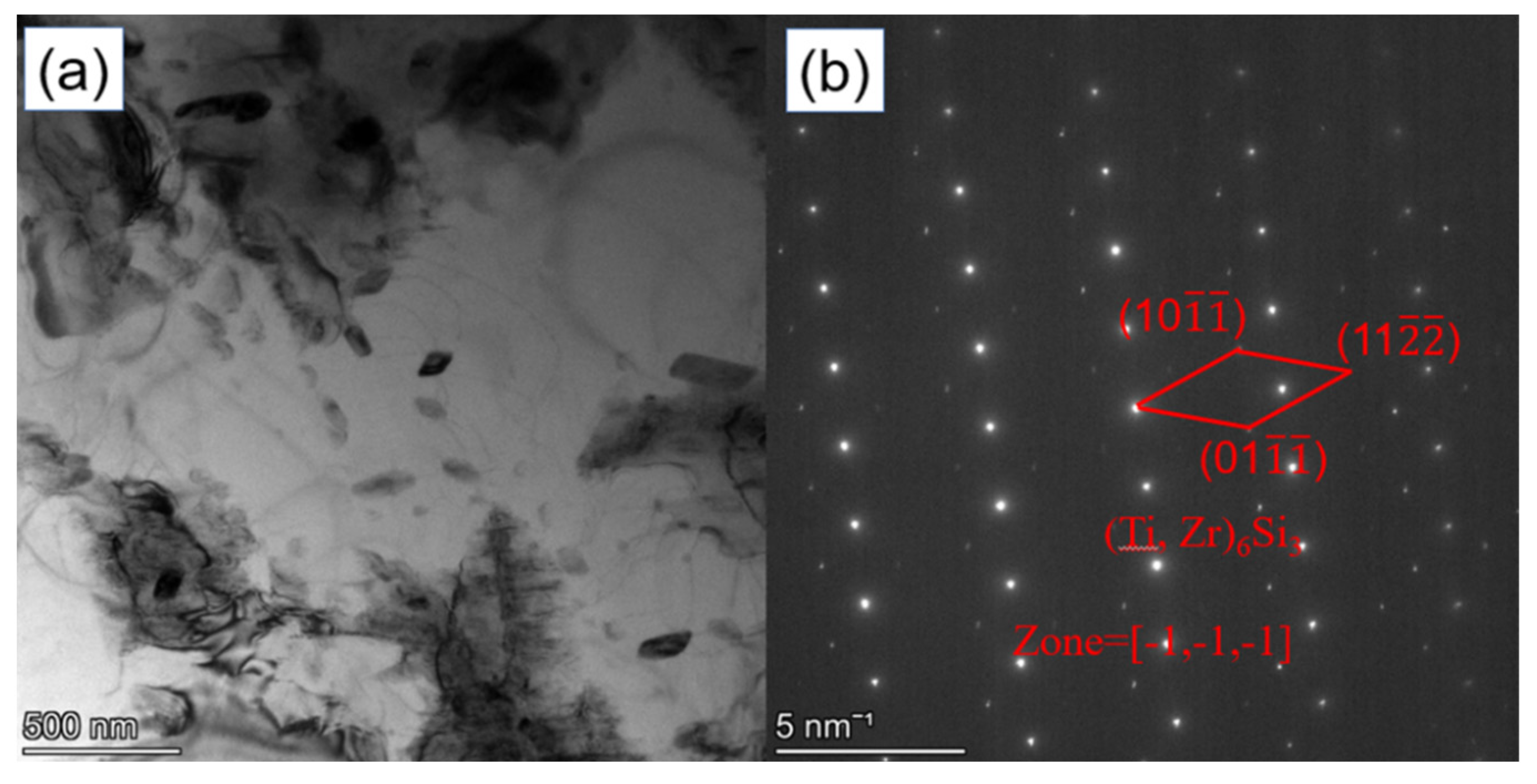
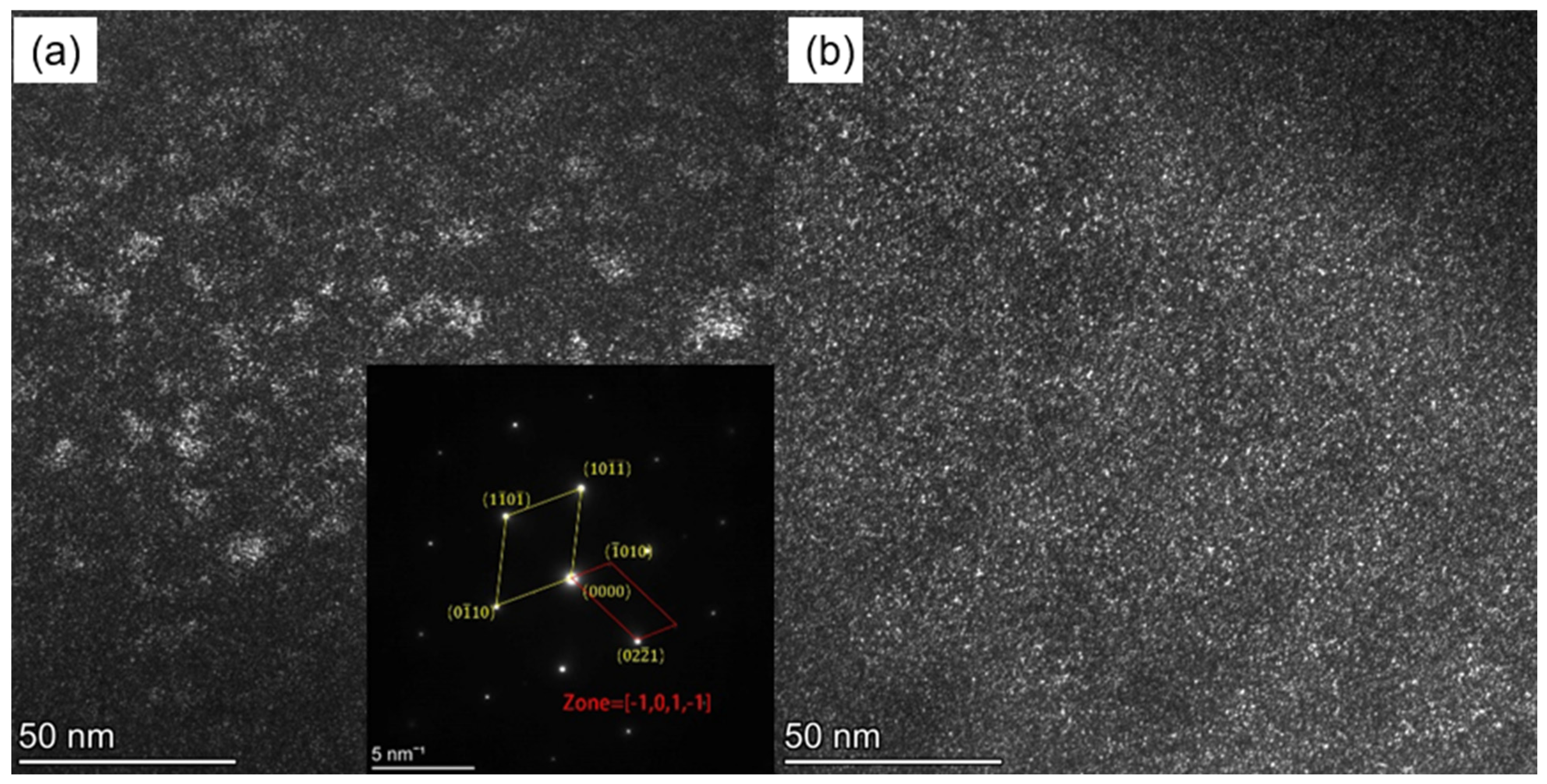
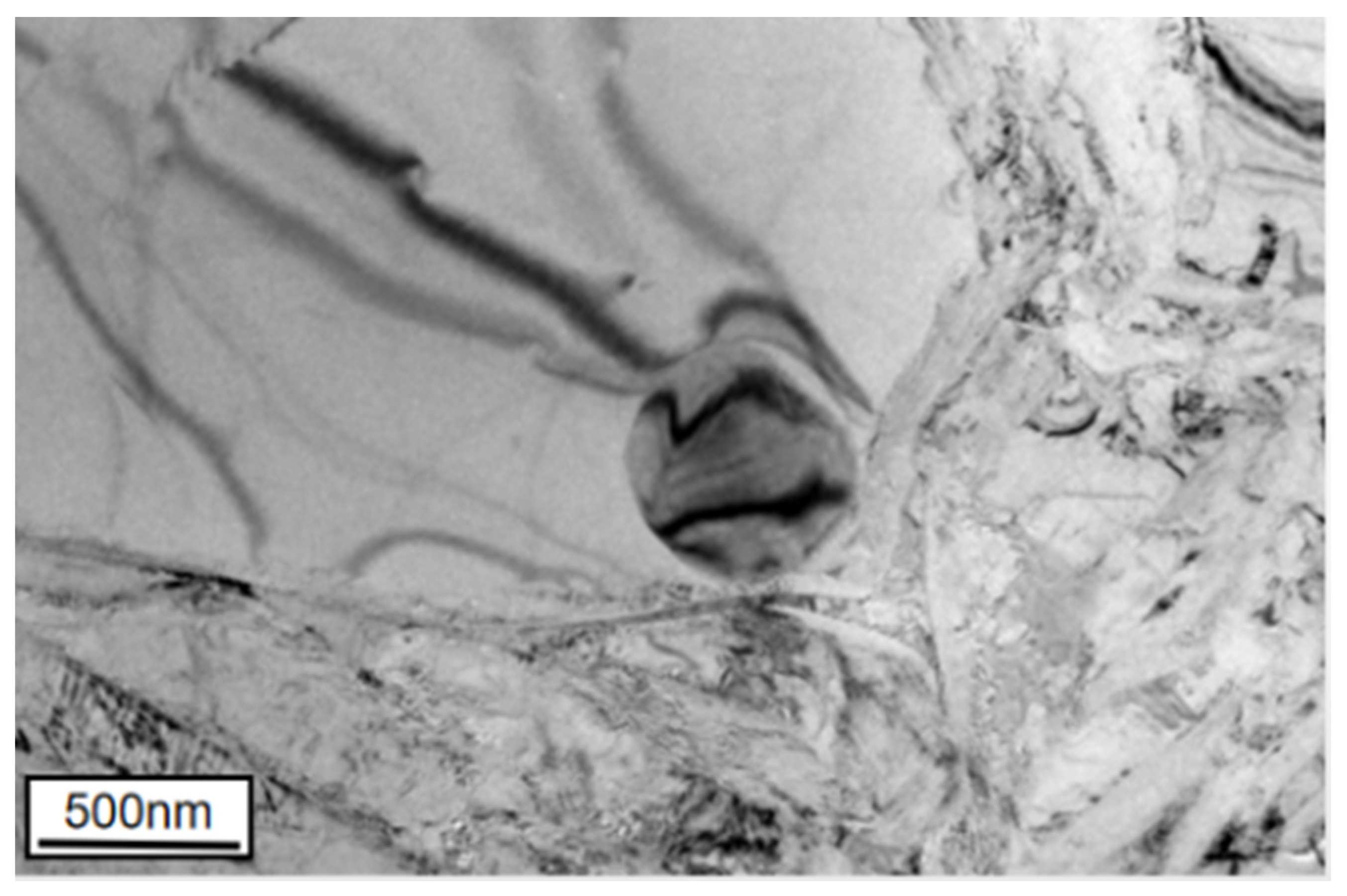
3.2. Evolution Process of Nano-Precipitation
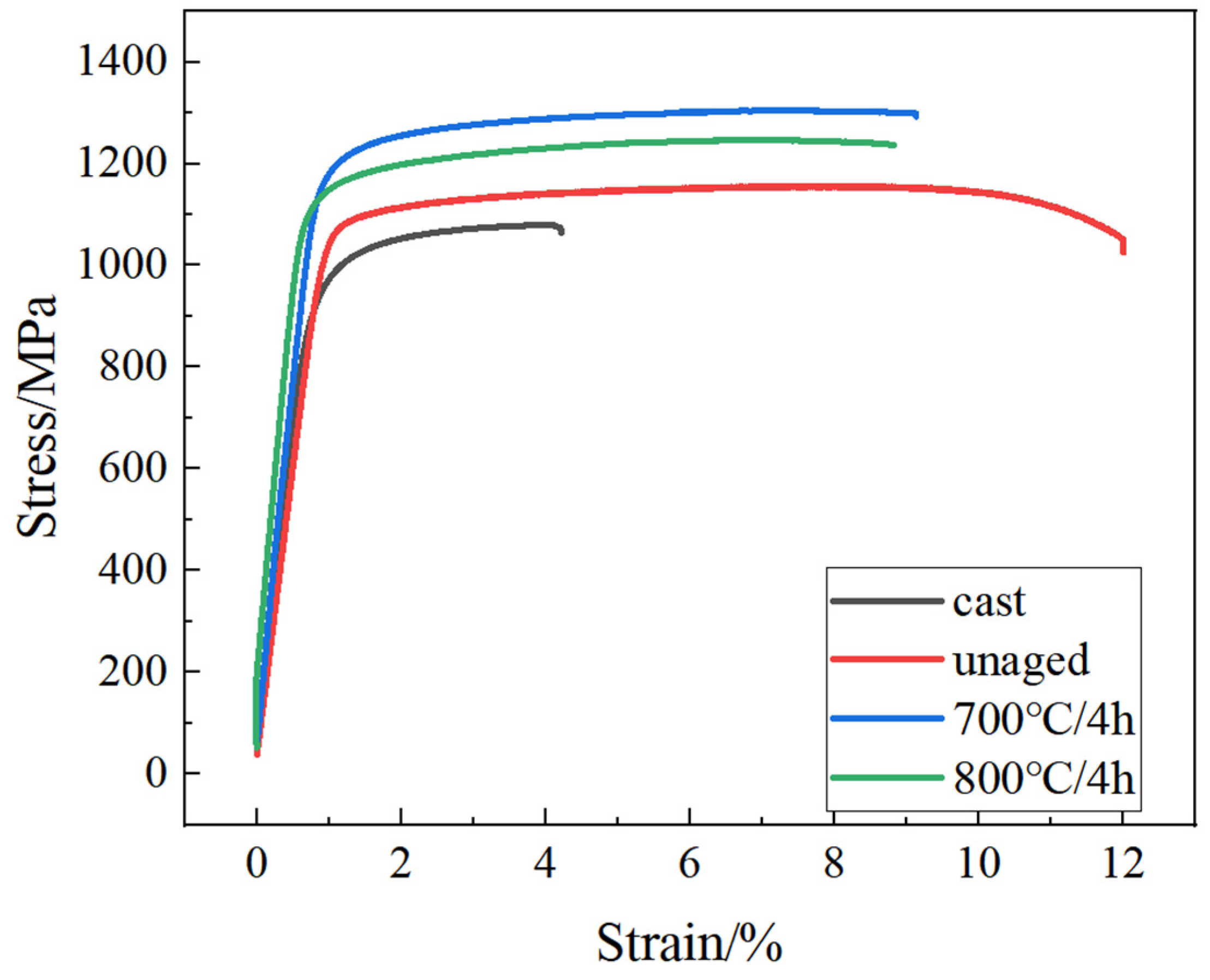
3.3. Mechanical Property Analysis
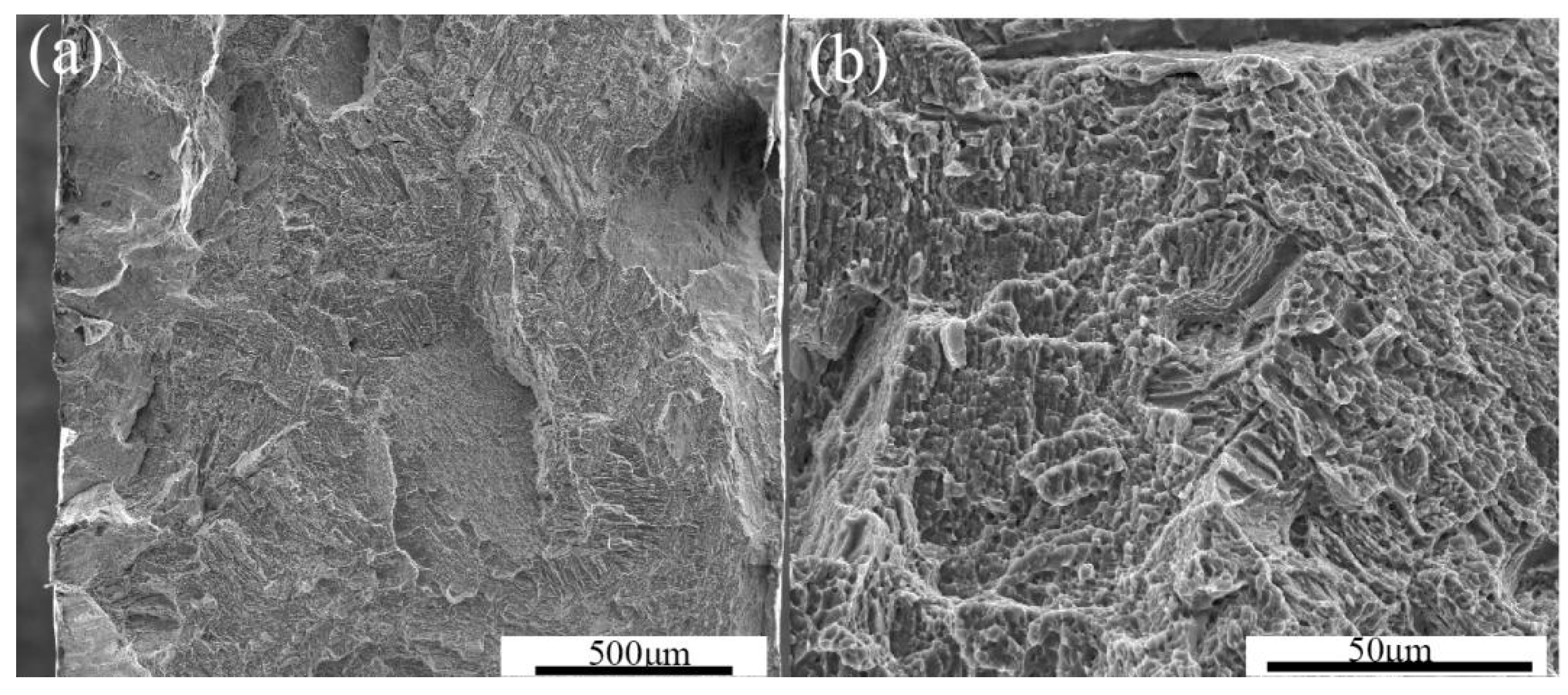
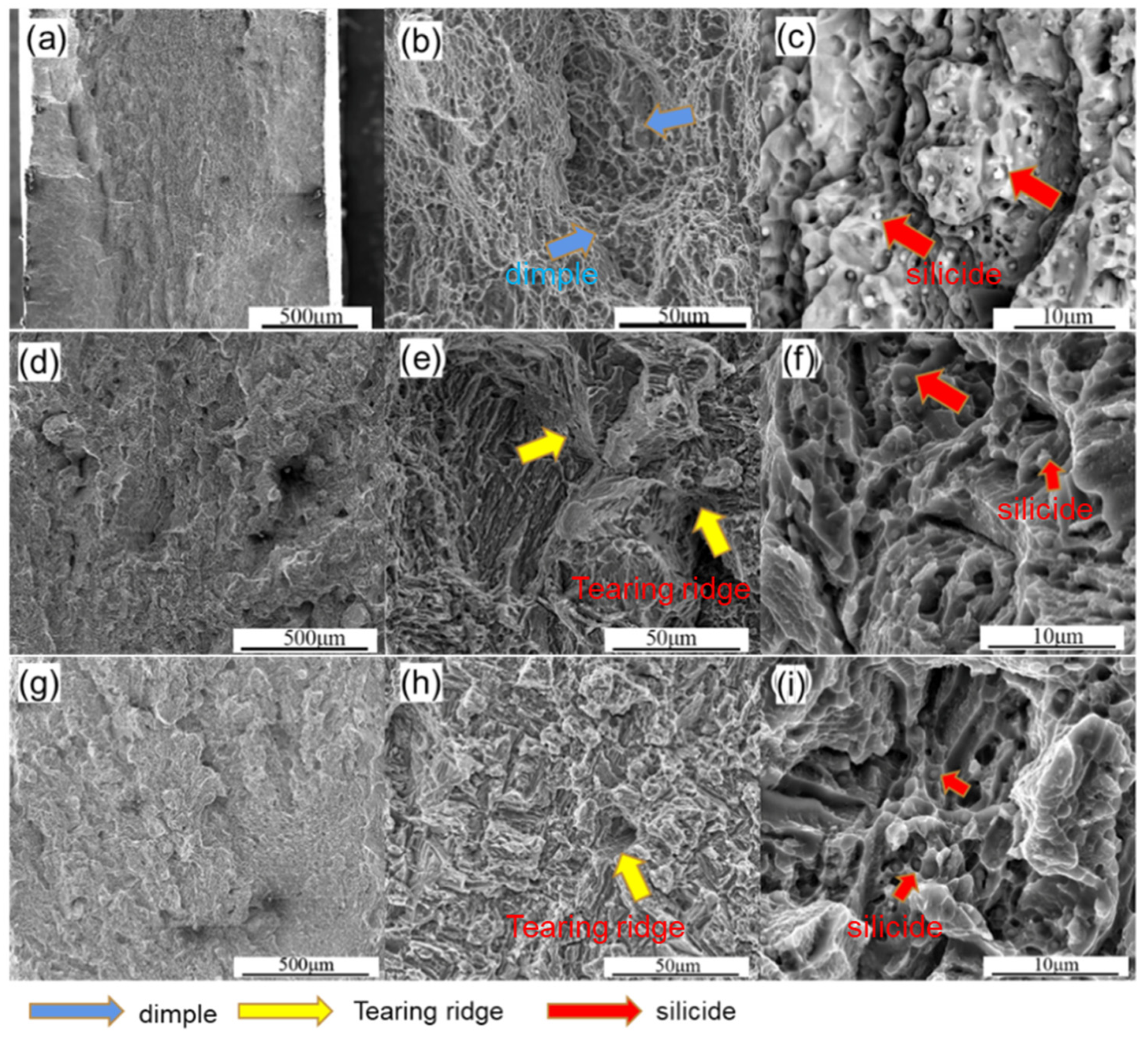
3.4. Fracture Morphology
4. Discussion
4.1. Effect of Precipitation on the Overall Strength of the Alloy
4.2. The Precipitate Effects on the Overall Ductility in the Alloy
5. Conclusions
- (1)
- Compared with the as-cast alloy, the microstructure of the matrix changes from the Weihtenstein structure to a duplex structure after rolling. The primary β grains are broken, the content of equiaxed α phase is 25%, and the secondary lamellar α phase is formed. After solution at 990 °C and aging at 700 °C, the content of equiaxed α phase decreases to about 5%;
- (2)
- The strength of the new multicomponent near-alpha titanium alloy is improved by aging at 700 °C for 4 h. The UTS increased by 12.0% (from 1152 MPa to 1290 MPa, respectively), and the elongation decreased by 2.7% (from 11.3% to 8.3%, respectively). With increasing the aging temperature to 800 °C, the elongation slowly increased (from 8.3% to 8.9%, respectively);
- (3)
- The strength of the alloy is enhanced by the dispersion strengthening of the dual-scale silicide precipitates, but this effect weakens with the growing up of the grain size. The Ti3Al (α2) phase precipitates after aging exhibit adverse effects on the ductility. However, the dispersion of the Ti3Al (α2) phase particles is conducive to the recovery of the ductility at 800 °C aging. Although this paper ensures the plasticity and improves the strength of the alloy to a certain extent, the thermal stability after long-term use must also the focus of research if it is to be applied to aero-engine components, and needs to be further explored in the future.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peters, M.; Hemptenmacher, J.; Kumpfert, J.; Leyens, C. Structure and Properties of Titanium and Titanium Alloys; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Srinadh, K.V.S.; Singh, V. Oxidation behaviour of the near α-titanium alloy IMI 834. Bull. Mater. Sci. 2004, 27, 347–354. [Google Scholar] [CrossRef]
- Evans, R.W.; Hull, R.J.; Wilshire, B. The effects of alpha-case formation on the creep fracture properties of the high-temperature titanium alloy IMI834. J. Mater. Process. Technol. 1996, 56, 492–501. [Google Scholar] [CrossRef]
- Cremasco, A.; Andrade, P.N.; Contieri, R.J.; Lopes, E.S.N.; Afonso, C.R.M. Correlations between aging heat treatment, ω phase precipitation and mechanical properties of a cast Ti–Nb alloy. Mater. Des. 2011, 32, 2387–2390. [Google Scholar] [CrossRef]
- Wang, L.; Lu, W.; Qin, J.; Zhang, F.; Zhang, D. Effect of precipitation phase on microstructure and superelasticity of cold-rolled beta titanium alloy during heat treatment. Mater. Des. 2009, 30, 3873–3878. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, B.; Liu, Z.; Gao, Y.; Yang, R. Effect of carbon on microstructures and mechanical properties of Ti-60 high-temperature titanium alloy. Chin. J. Mater. Res. 2007, 21, 433–438. [Google Scholar]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Yu, H. Comparative study on constitutive relationship of as-cast Ti60 titanium alloy during hot deformation based on Arrhenius-type and artificial neural network models. Mater. Des. 2013, 51, 95–104. [Google Scholar] [CrossRef]
- Wang, Q.J.; Liu, J.R.; Yang, R. High Temperature Titanium Alloys Status and Perspective. J. Aeronaut. Mater. 2014, 34, 1–26. [Google Scholar]
- Jiao, Y.; Huang, L.; Wei, S.L.; Peng, H.; An, Q.; Jiang, S.; Geng, L. Constructing two-scale network microstructure with nano-Ti5Si3 for superhigh creep resistance. J. Mater. Sci. Technol. 2019, 35, 11. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, S.W.; Hong, J.K.; Reddy, N.S. Tensile properties of a newly developed high-temperature titanium alloy at room temperature and 650 °C. Mater. Ence Eng. A 2018, 718, 287–291. [Google Scholar] [CrossRef]
- Su, Y.; Kong, F.; You, F.; Wang, X.; Chen, Y. The high-temperature deformation behavior of a novel near-α titanium alloy and hot-forging based on the processing map. Vacuum 2020, 173, 109135. [Google Scholar] [CrossRef]
- Huang, Y.C.; Suzuki, S.; Kaneko, H.; Sato, T. Thermodynamics of the M s points in titanium alloys. Sci. Technol. Appl. Titan. 1970, 20, 691–693. [Google Scholar]
- Palm, M.; Schuster, J.C. Reassessment of the Ti–Al Phase Diagram. In Proceedings of the 3rd international Workshop on g-TiAl Technologies, Bamberg, Germany, 29–31 May 2006. [Google Scholar]
- Radecka, A.; Bagot, P.A.J.; Martin, T.L.; Coakley, J.; Vorontsov, V.A.; Moody, M.P.; Ishii, H.; Rugg, D.; Dye, D. The formation of ordered clusters in Ti7Al and Ti6Al4V. Acta Mater. 2016, 112, 141–149. [Google Scholar] [CrossRef] [Green Version]
- Yue, K.; Liu, J.; Zhu, S.; Wang, L.; Wang, Q.; Yang, R. Origins of different tensile behaviors induced by cooling rate in a near alpha titanium alloy Ti65. Materialia 2018, 1, 128–138. [Google Scholar] [CrossRef]
- Rack, H.J.; Qazi, J.I. Titanium alloys for biomedical applications. Mater. Sci. Eng. C 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Mathabathe, M.N. Cold-pressing and vacuum arc melting of γ-TiAl based alloys. Adv. Powder Technol. 2019, 30, 2925–2939. [Google Scholar] [CrossRef]
- Ma, X.; Xiang, Z.; Tan, C. Influences of boron contents on microstructures and mechanical properties of as-casted near α titanium alloy. J. Mater. Sci. Technol. 2021, 77, 1–18. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, C.; Feng, H. Dynamic recrystallization mechanism and improved mechanical properties of a near α high temperature titanium alloy processed by severe plastic deformation. Mater. Charact. 2020, 163, 110281. [Google Scholar] [CrossRef]
- Jaffee, R.I. The Science, Technology and Application of Titanium; Pergamon Press: Oxford, UK, 1970. [Google Scholar]
- Ma, T.F.; Zhou, X.; Li, L.; Zhang, L.C.; Zhang, Y.S.; Zhang, P.X. High temperature deformation and microstructural evolution of core-shell structured titanium alloy. J. Alloy. Compd. 2019, 775, 316–321. [Google Scholar] [CrossRef]
- Feng, S.; Li, J.; Kou, H. Nano-precipitation and tensile properties of Ti60 alloy after exposure at 550 °C and 650 °C. Mater. Sci. Eng. A 2015, 626, 247–253. [Google Scholar]
- Ramachandra, C.; Singh, V. Silicide Precipitation in Alloy Ti-6AI-5Zr-0.5Mo-0.25Si. Metall. Mater. Trans. A 1982, 13, 771–775. [Google Scholar] [CrossRef]
- Flower, N. Phase equilibria and transformations in a Ti-Zr-Si system. Metall. Mater. Trans. A 1995, 26, 243–257. [Google Scholar]
- Ramachandra, C.; Singh, V. Effect of silicide precipitation on tensile properties and fracture of alloy Ti-6Al-5Zr-0.5Mo-0.25Si. Metall. Trans. A 1985, 16, 227–231. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Yu, H. Effect of aging on the tensile properties and microstructures of a near-alpha titanium alloy. Mater. Des. 2014, 58, 108–115. [Google Scholar] [CrossRef]
- Ferreira, F.M.; de Oliveira, V.V.M.; Voorwald, H.J.C. Investigation of the damage and fracture of Ti-6Al-4V titanium alloy under dwell-fatigue loadings. Procedia Struct. Integr. 2022, 35, 141–149. [Google Scholar]
- Zhou, Y.G.; Zeng, W.D.; Yu, H.Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components. Mater. Sci. Eng. A 2004, 393, 204–212. [Google Scholar] [CrossRef]
- Su, Y.; Hao, G.; Fan, H. Study on rolling of a new near-α titanium alloy: Microstructure refinement and dual-scale silicides evolution. J. Alloy. Compd. 2020, 852, 156867. [Google Scholar] [CrossRef]
- Chen, X.; Qiu, C. Development of a novel metastable beta titanium alloy with ultrahigh yield strength and good ductility based on laser power bed fusion. Addit. Manuf. 2021, 49, 102501. [Google Scholar] [CrossRef]
- Shang, C.; Zhang, F.; Zhang, B. Interface microstructure and strengthening mechanisms of multilayer graphene reinforced titanium alloy matrix nanocomposites with network architectures. Mater. Des. 2020, 196, 109119. [Google Scholar] [CrossRef]
- Mittemeijer, E.J. Fundamentals of Materials Science; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Joseph, S.; Lindley, T.C.; Dye, D. Dislocation interactions and crack nucleation in a fatigued near-alpha titanium alloy. Int. J. Plast. 2018, 110, 38–56. [Google Scholar] [CrossRef]
- Valiev, R.; Chmelik, F.; Bordeaux, F.; Kapelski, G.; Baudelet, B. The Hall-Petch relation in submicro-grained Al-1.5% Mg alloy. Scr. Metall. Mater. 1992, 27, 855–860. [Google Scholar] [CrossRef]
- Hertzberg, R.W. Deformation and fracture mechanics of engineering materials. J. Eng. Mater. Technol. 1976, 99, 96. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | YS (MPa) | UTS (MPa) | EL (%) | |
|---|---|---|---|---|
| Cast-A | 1 * | 951 | 1088 | 7.7 |
| Cast-A | 2 * | 957 | 1079 | 4.2 |
| Average | 954 | 1084 | 6.0 | |
| R-A | 1 * | 1069 | 1156 | 12.0 |
| R-A | 2 * | 1056 | 1148 | 10.5 |
| Average | 1063 | 1152 | 11.3 | |
| 700-A | 1 * | 1178 | 1304 | 9.1 |
| 700-A | 2 * | 1222 | 1275 | 8.3 |
| Average | 1200 | 1290 | 8.7 | |
| 800-A | 1 * | 1118 | 1246 | 8.8 |
| 800-A | 2 * | 1105 | 1230 | 9.0 |
| Average | 1112 | 1238 | 8.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Xiang, Z.; Ma, X.; Zhou, Z.; Huang, J.; Li, J.; Wang, A.; Shen, G.; Chen, Z. Evolution on the Microstructure and Mechanical Properties of a New Multicomponent Near-Alpha Titanium Alloy after Rolling and Heat Treatments. Metals 2023, 13, 1231. https://doi.org/10.3390/met13071231
Han J, Xiang Z, Ma X, Zhou Z, Huang J, Li J, Wang A, Shen G, Chen Z. Evolution on the Microstructure and Mechanical Properties of a New Multicomponent Near-Alpha Titanium Alloy after Rolling and Heat Treatments. Metals. 2023; 13(7):1231. https://doi.org/10.3390/met13071231
Chicago/Turabian StyleHan, Jingyu, Zhilei Xiang, Xiaozhao Ma, Zongyi Zhou, Jingcun Huang, Jihao Li, Andong Wang, Gaoliang Shen, and Ziyong Chen. 2023. "Evolution on the Microstructure and Mechanical Properties of a New Multicomponent Near-Alpha Titanium Alloy after Rolling and Heat Treatments" Metals 13, no. 7: 1231. https://doi.org/10.3390/met13071231