
Formation and Modification of Al2O3 and MnS Inclusions in Al-Killed Gear Steels via Ca Treatment

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Steel Sampling and Analysis
3. Results
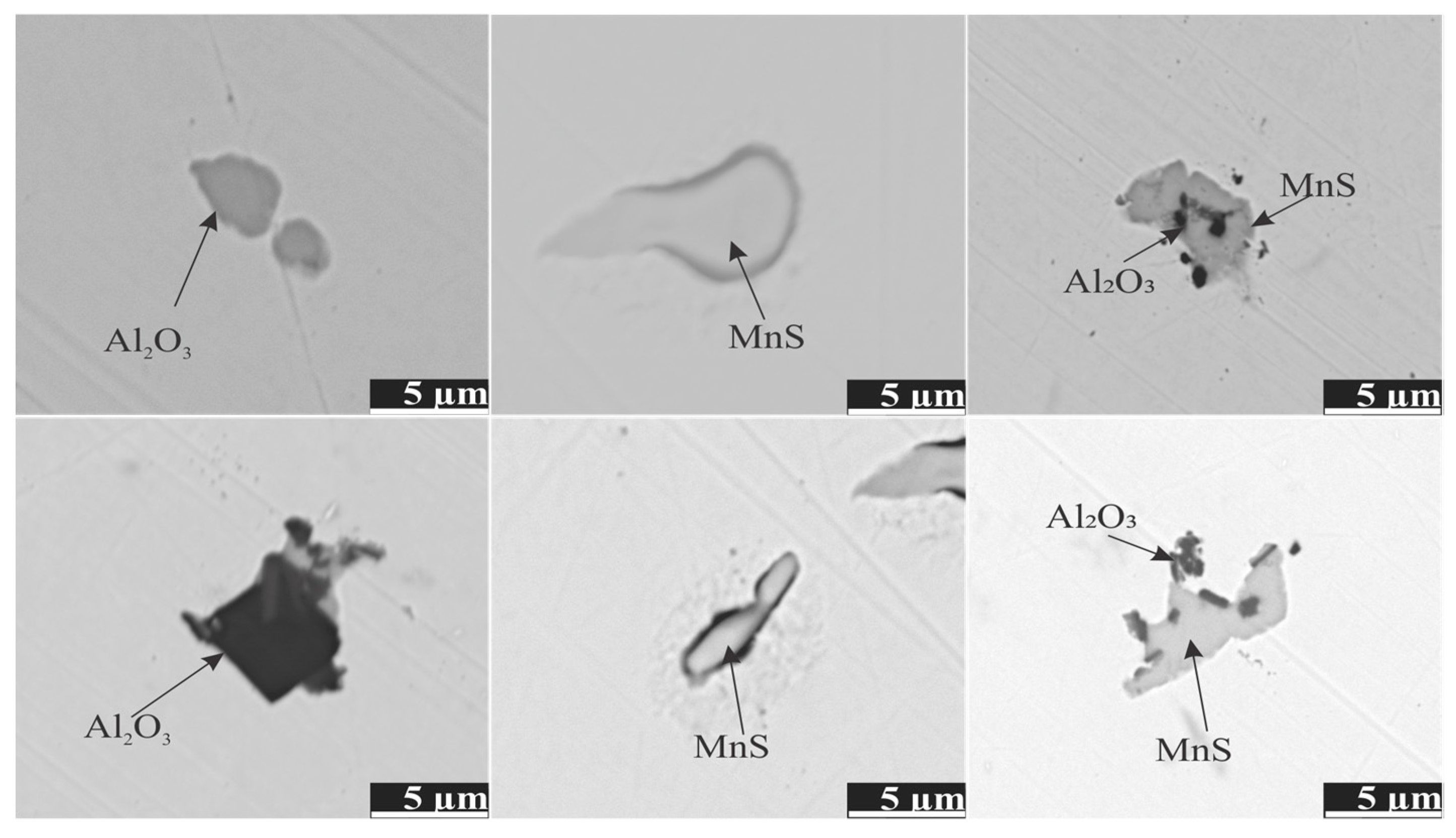
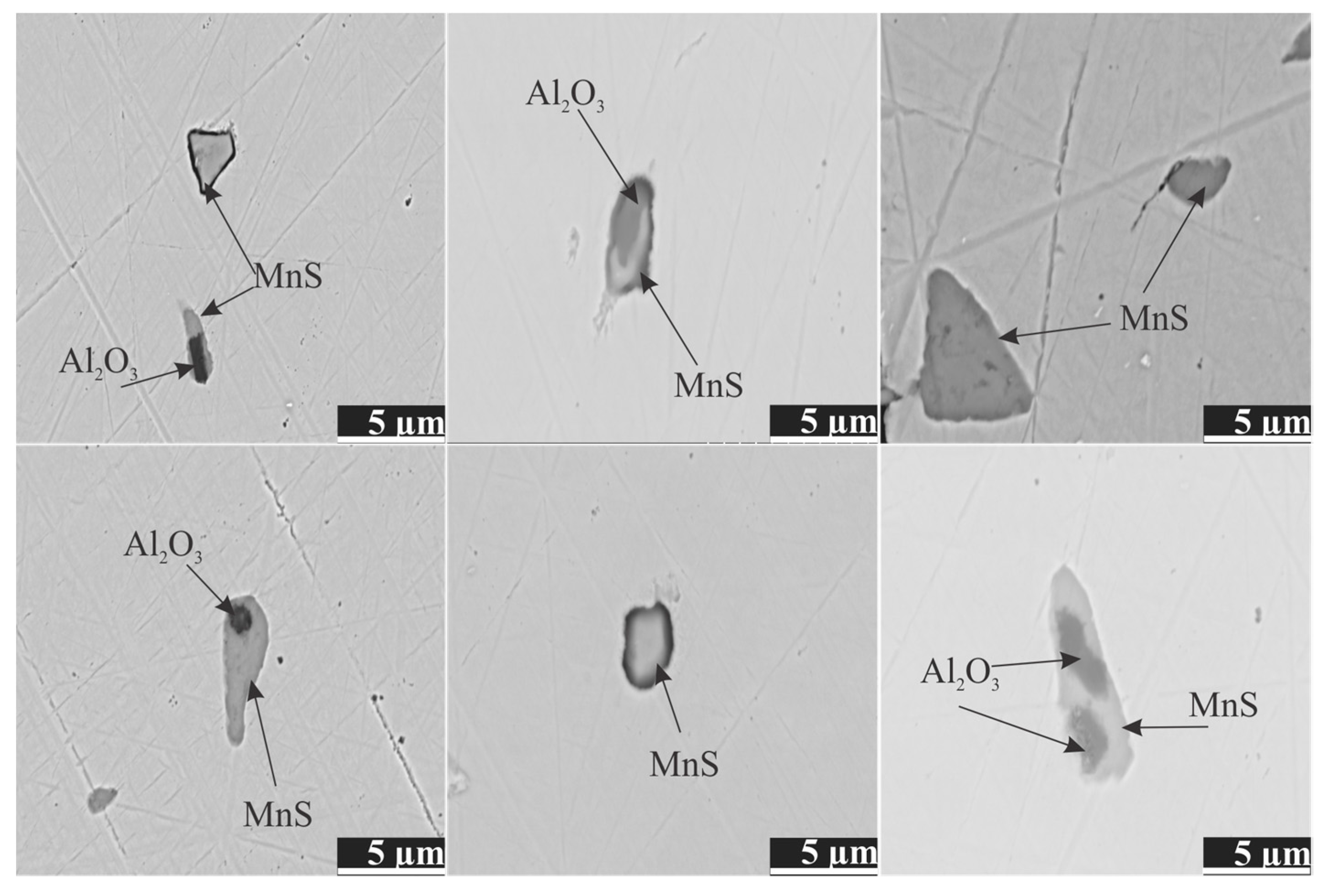
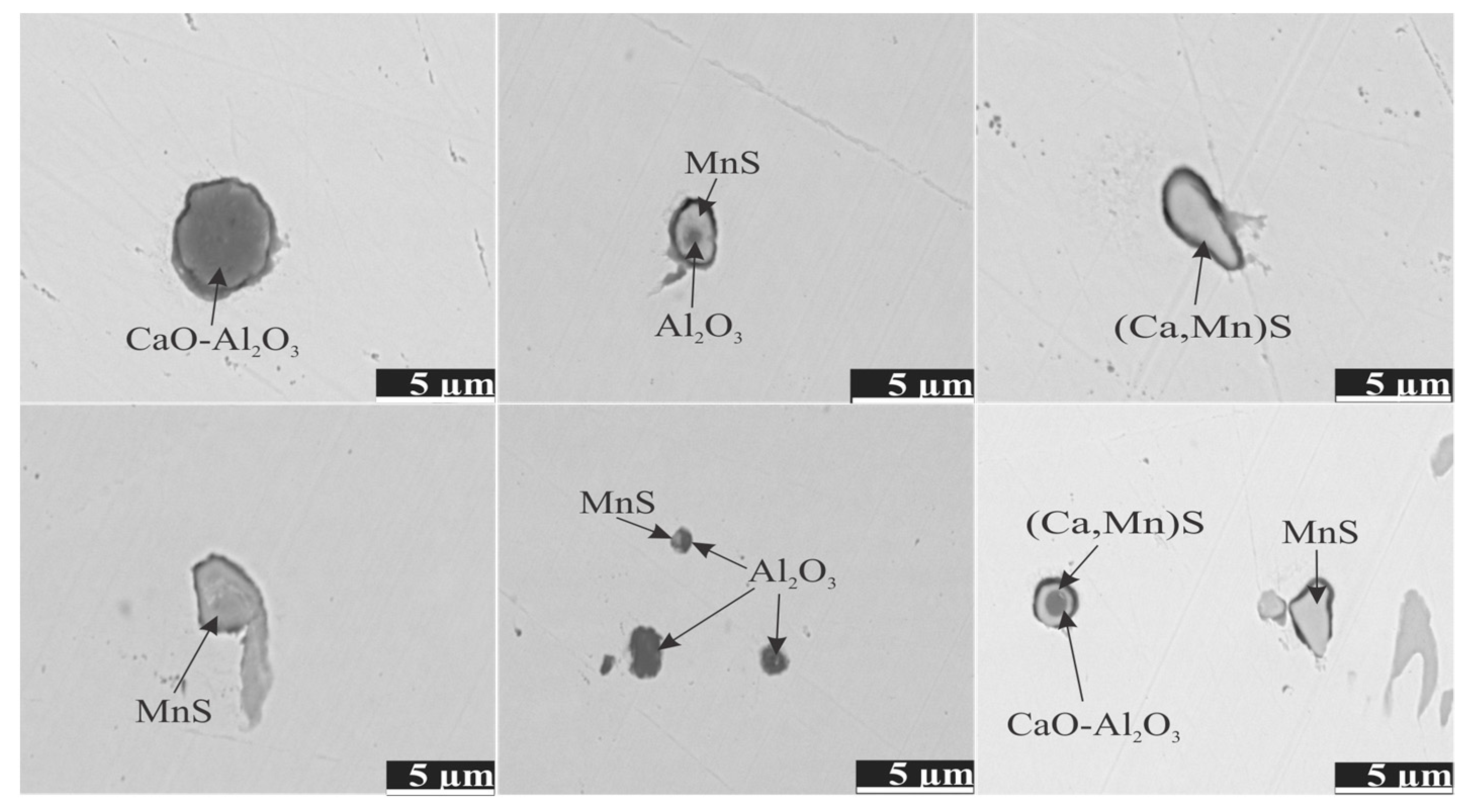
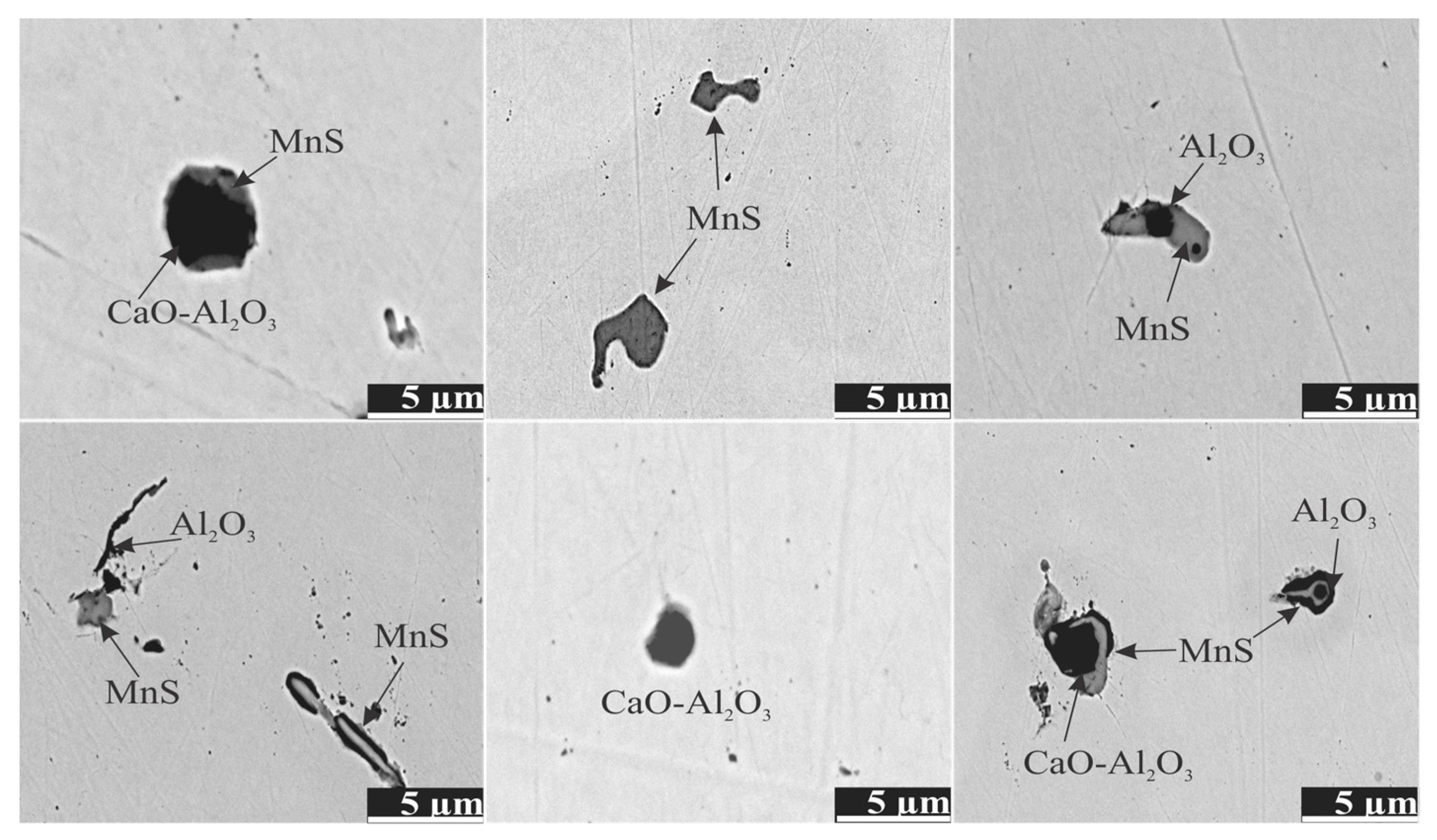
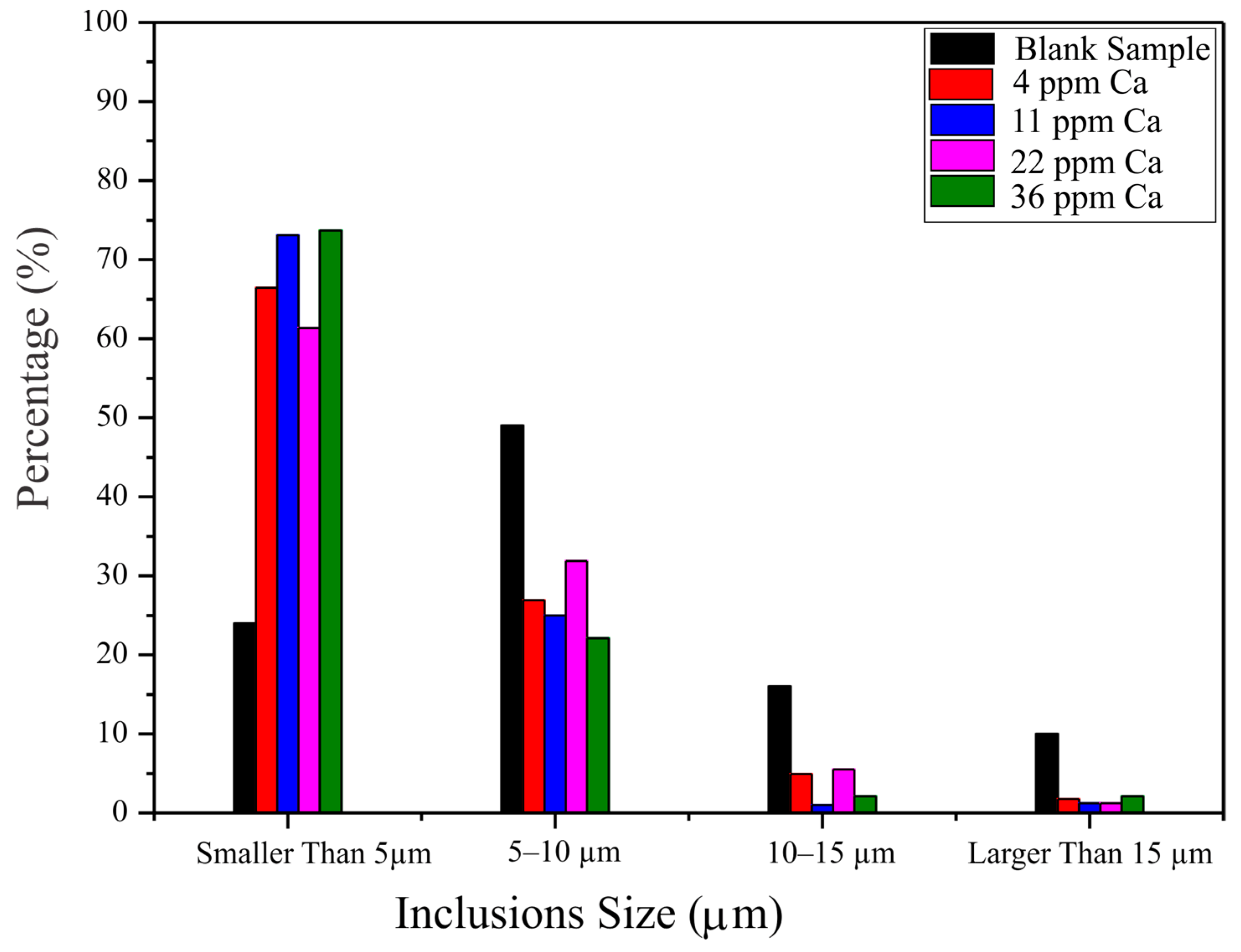
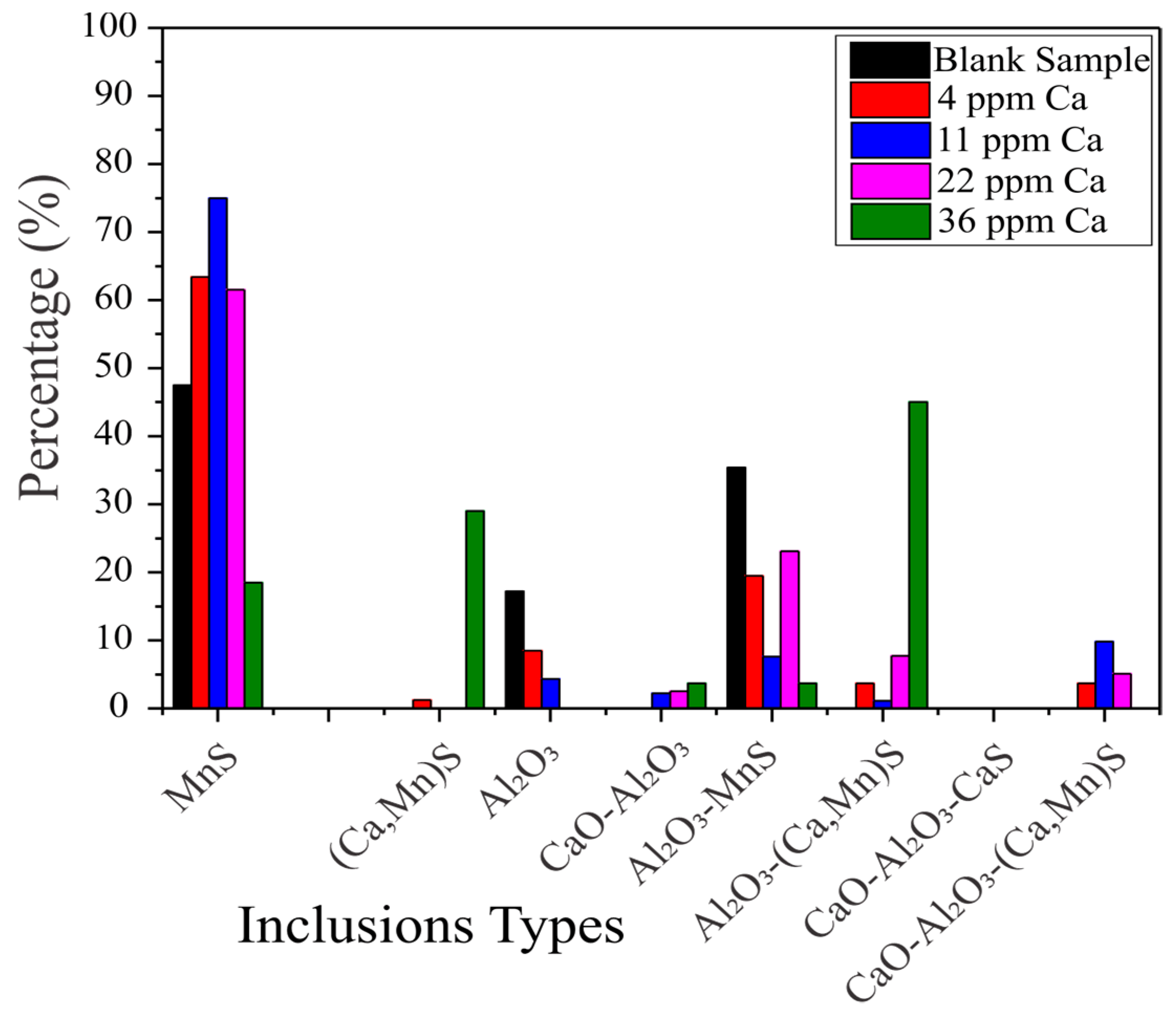
3.1. Morphology, Composition, Number Fraction and Size Range of Inclusions
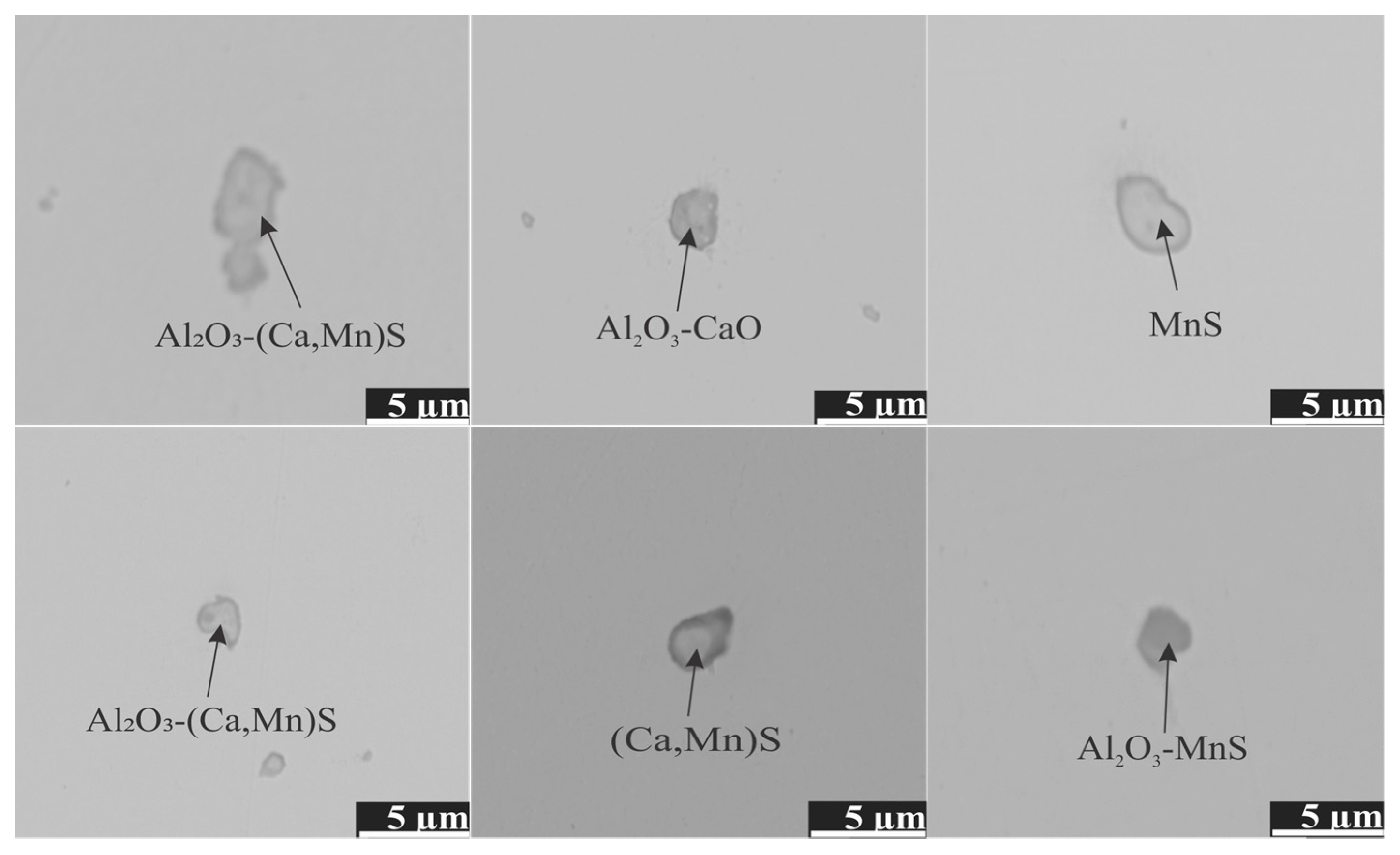
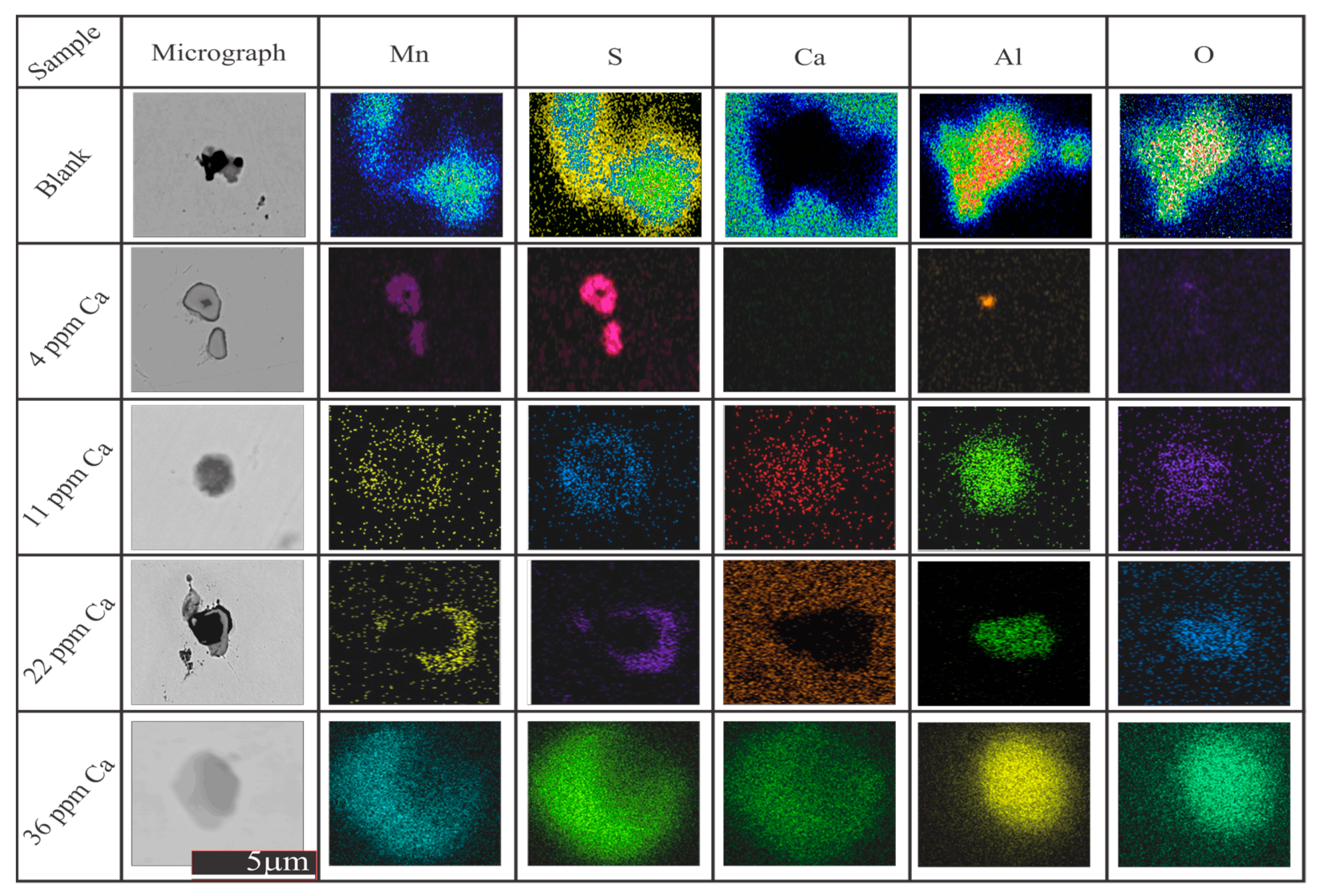
3.2. Typical Morphologies and EDS Mappings
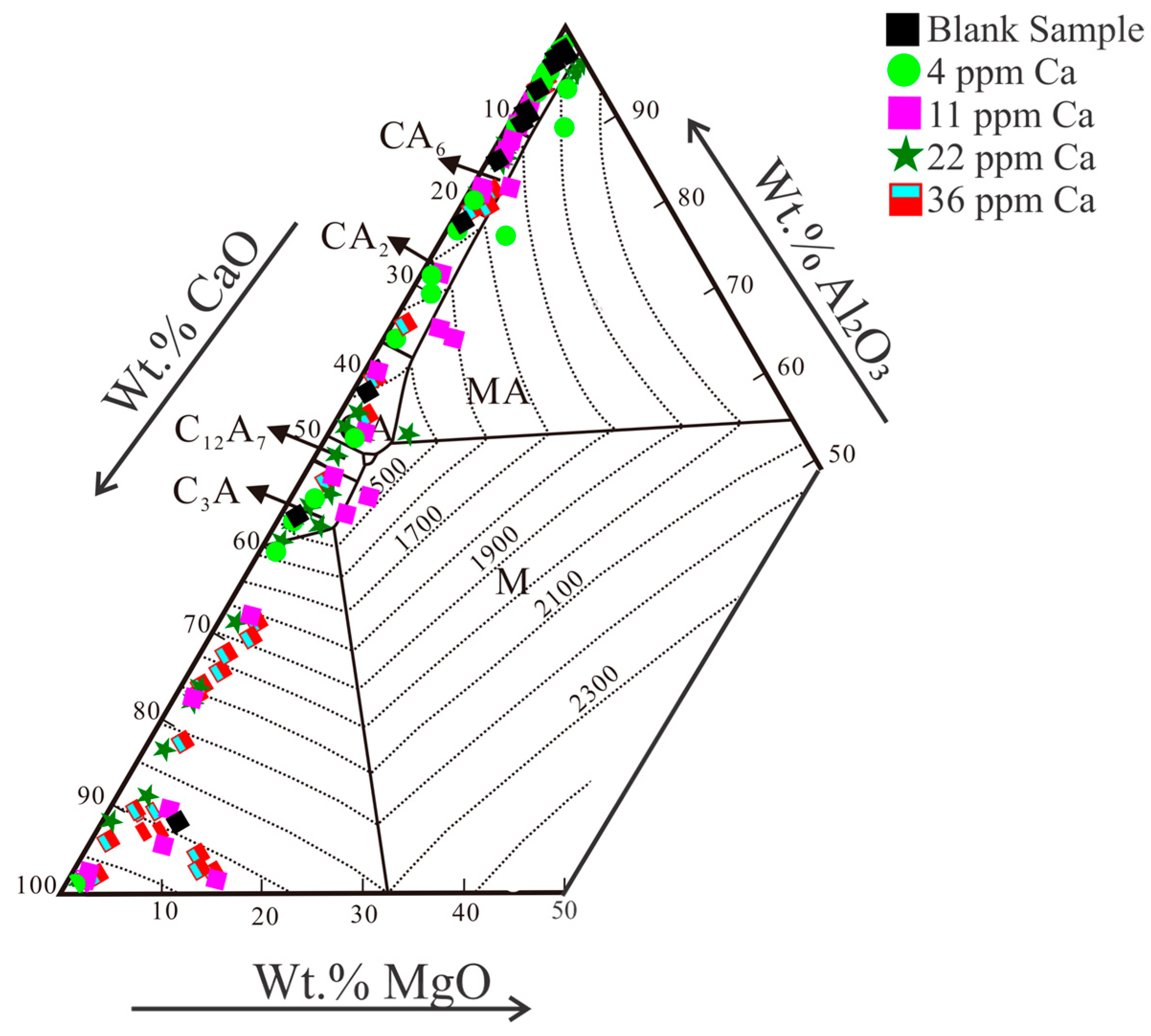
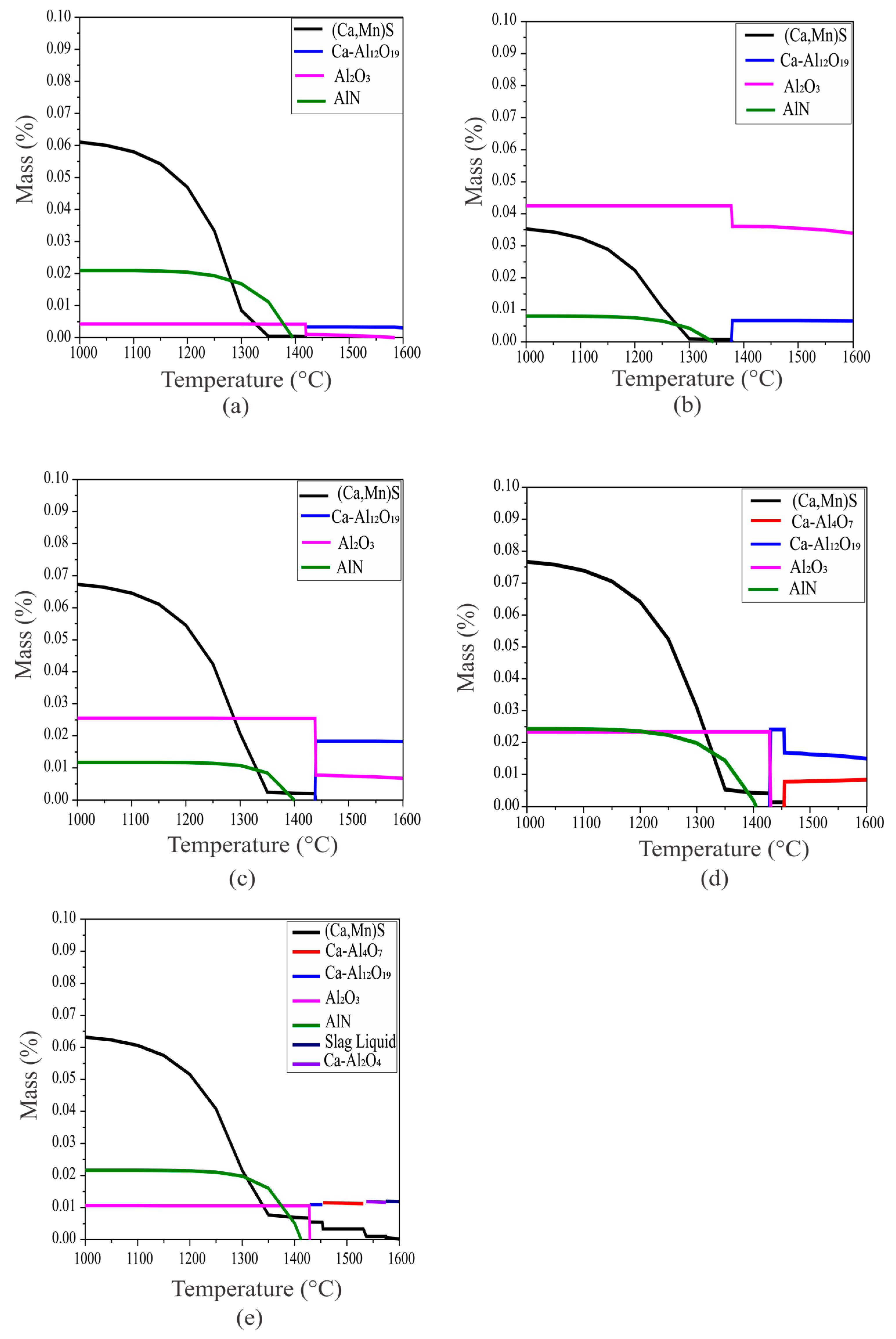
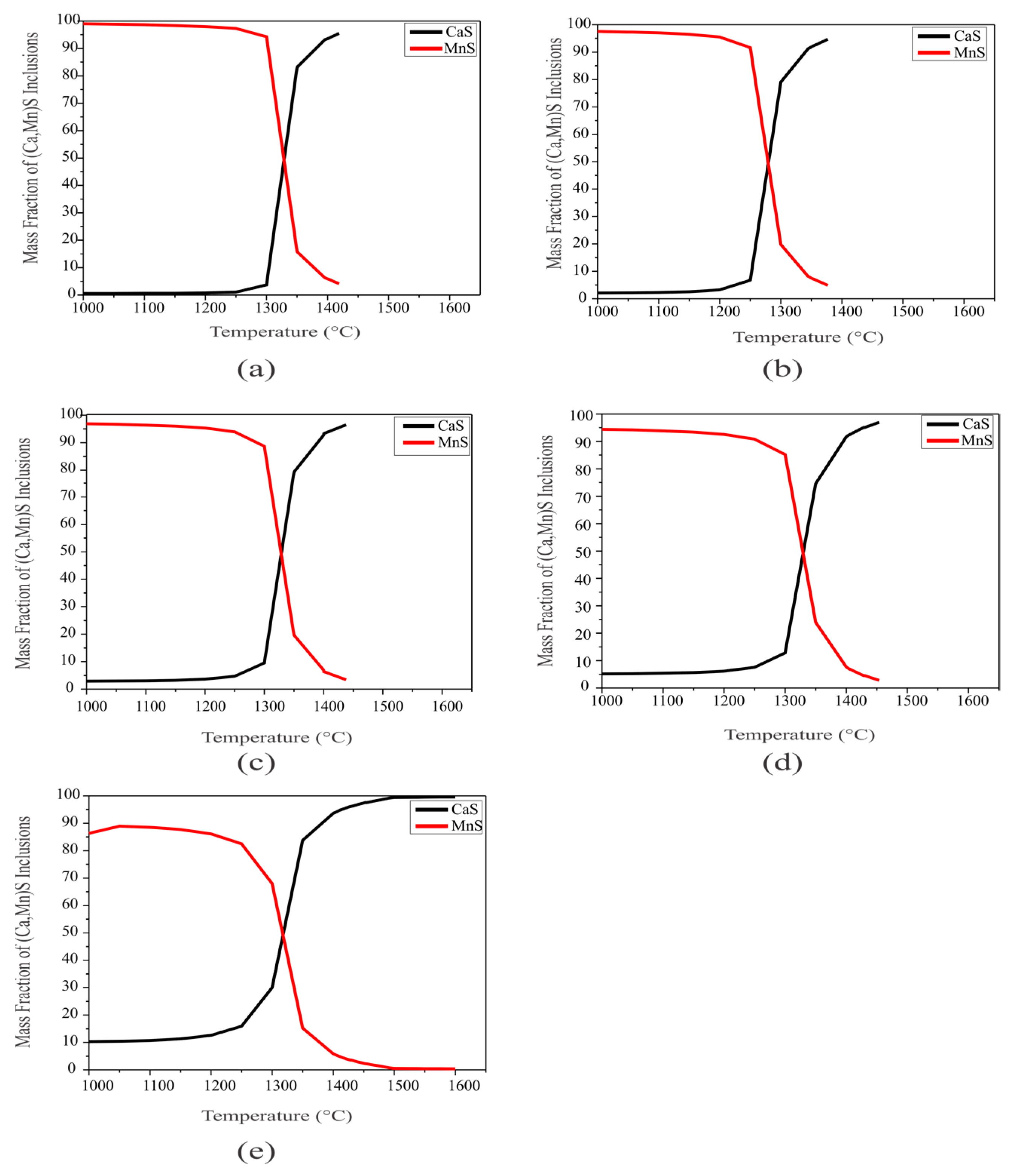
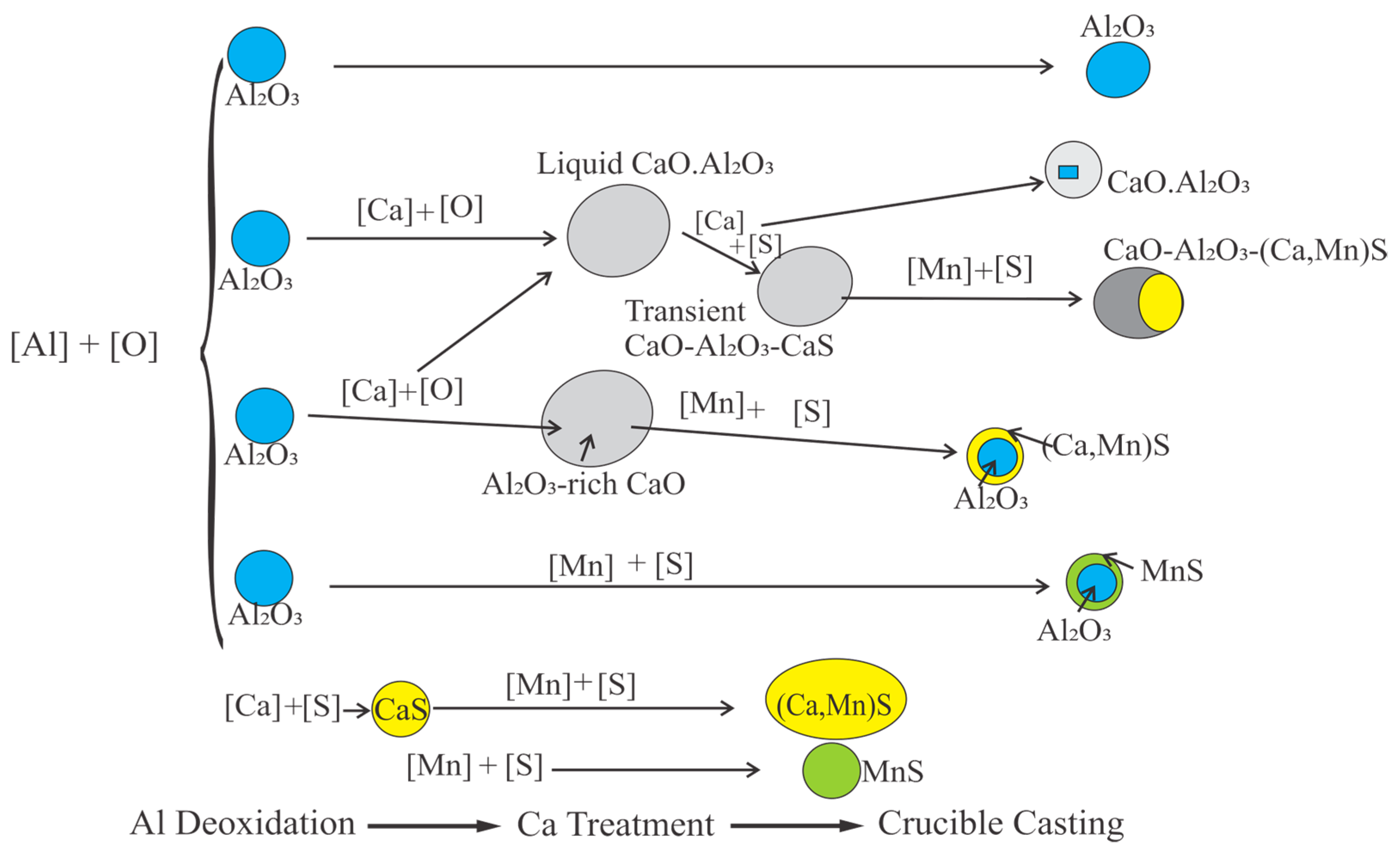
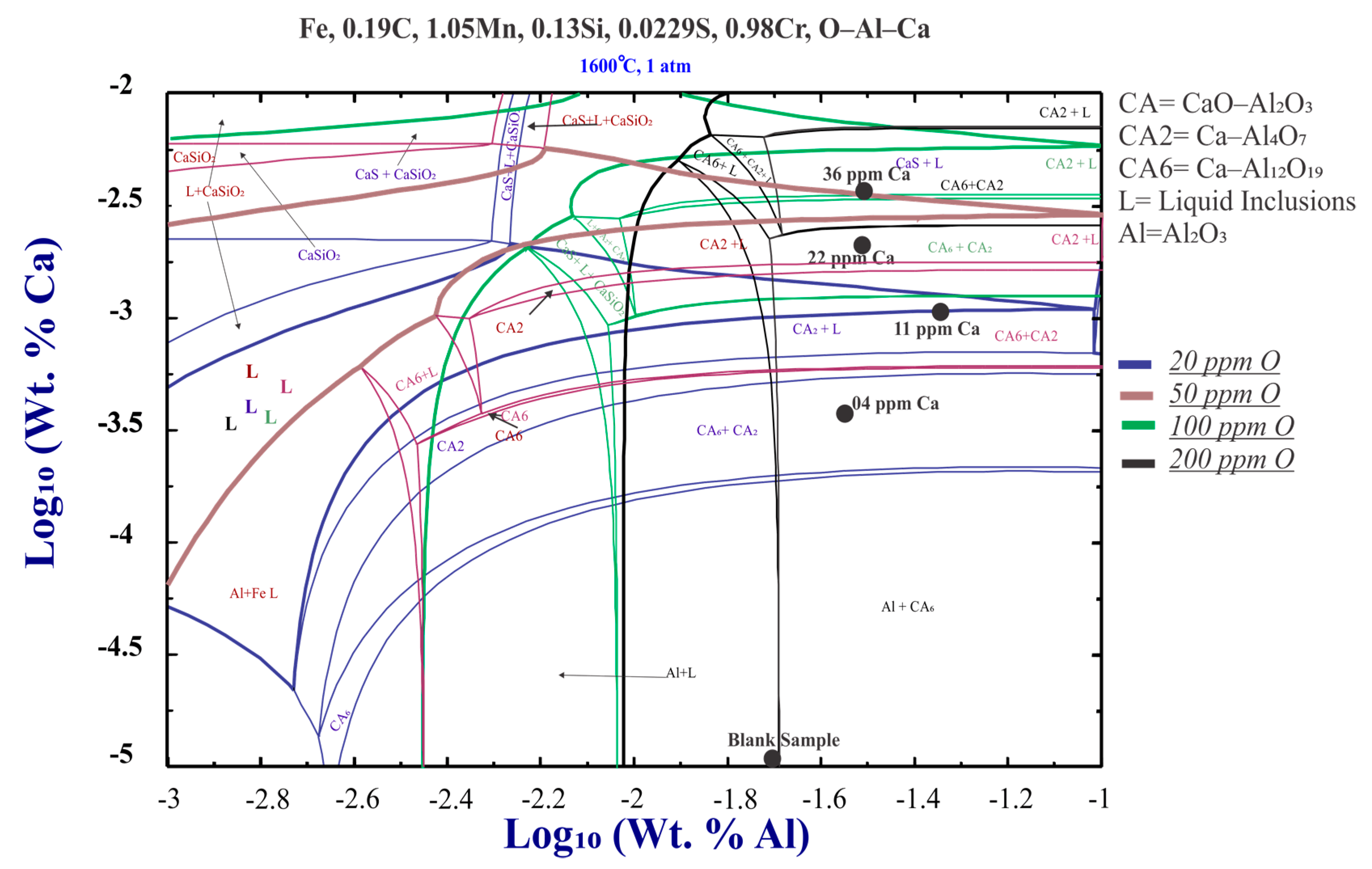
3.3. Thermodynamics of Inclusion Formation
4. Conclusions
- The calcium treatment of aluminum-killed steel samples leads to the globularization and modification of a considerable amount of pure MnS inclusions into either oxy-sulfides or solid solutions of (Ca,Mn)S inclusions.
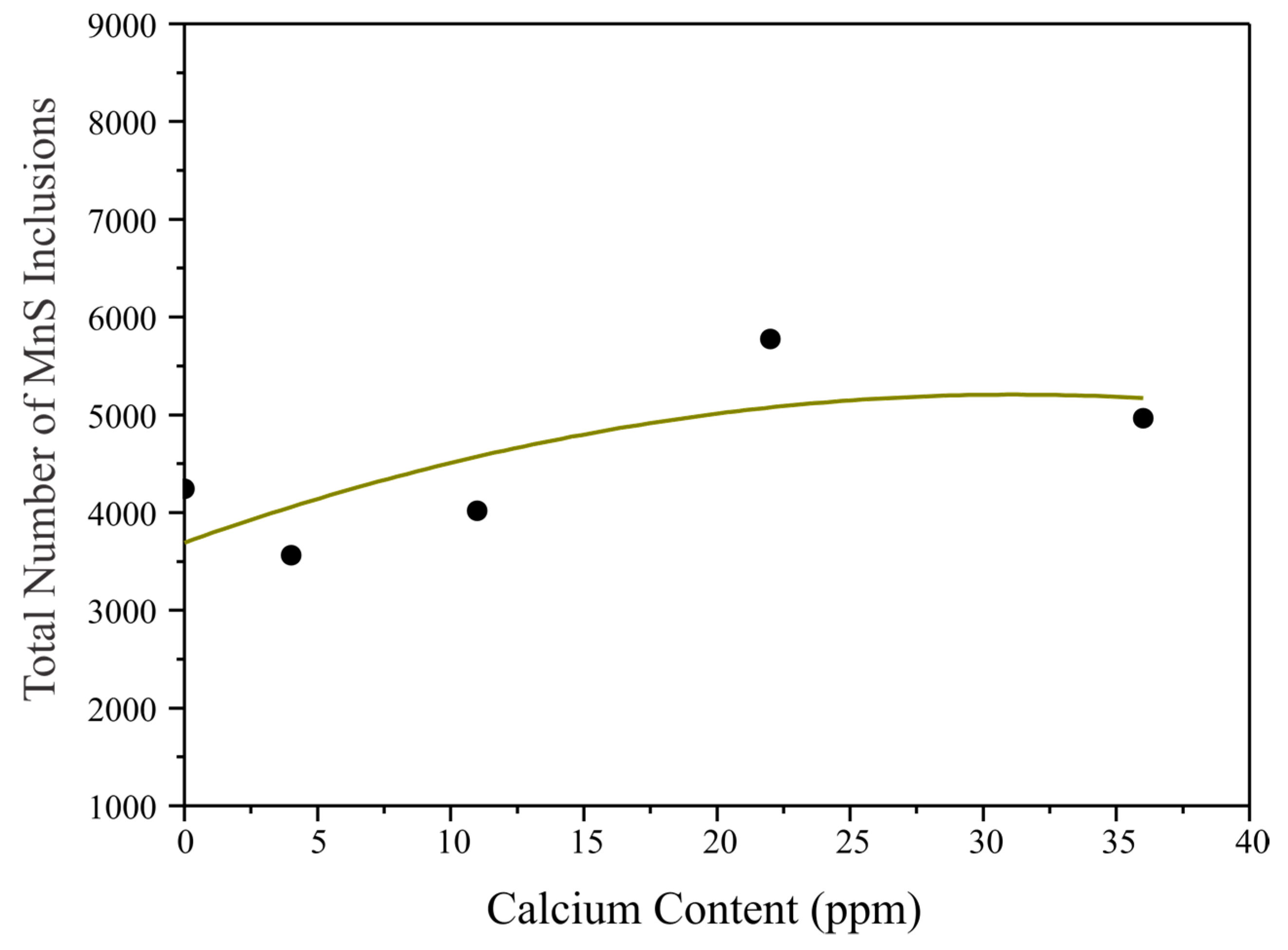
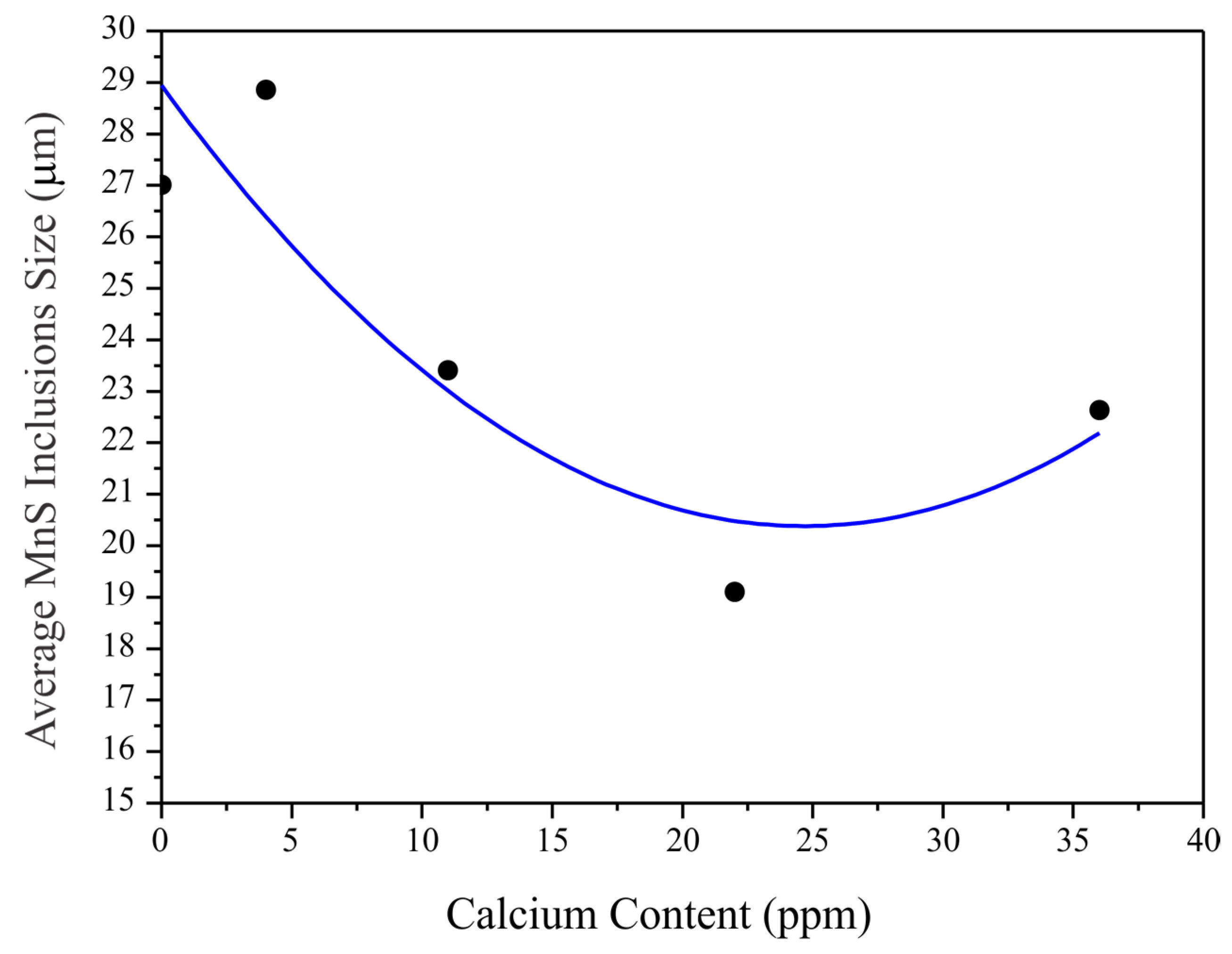
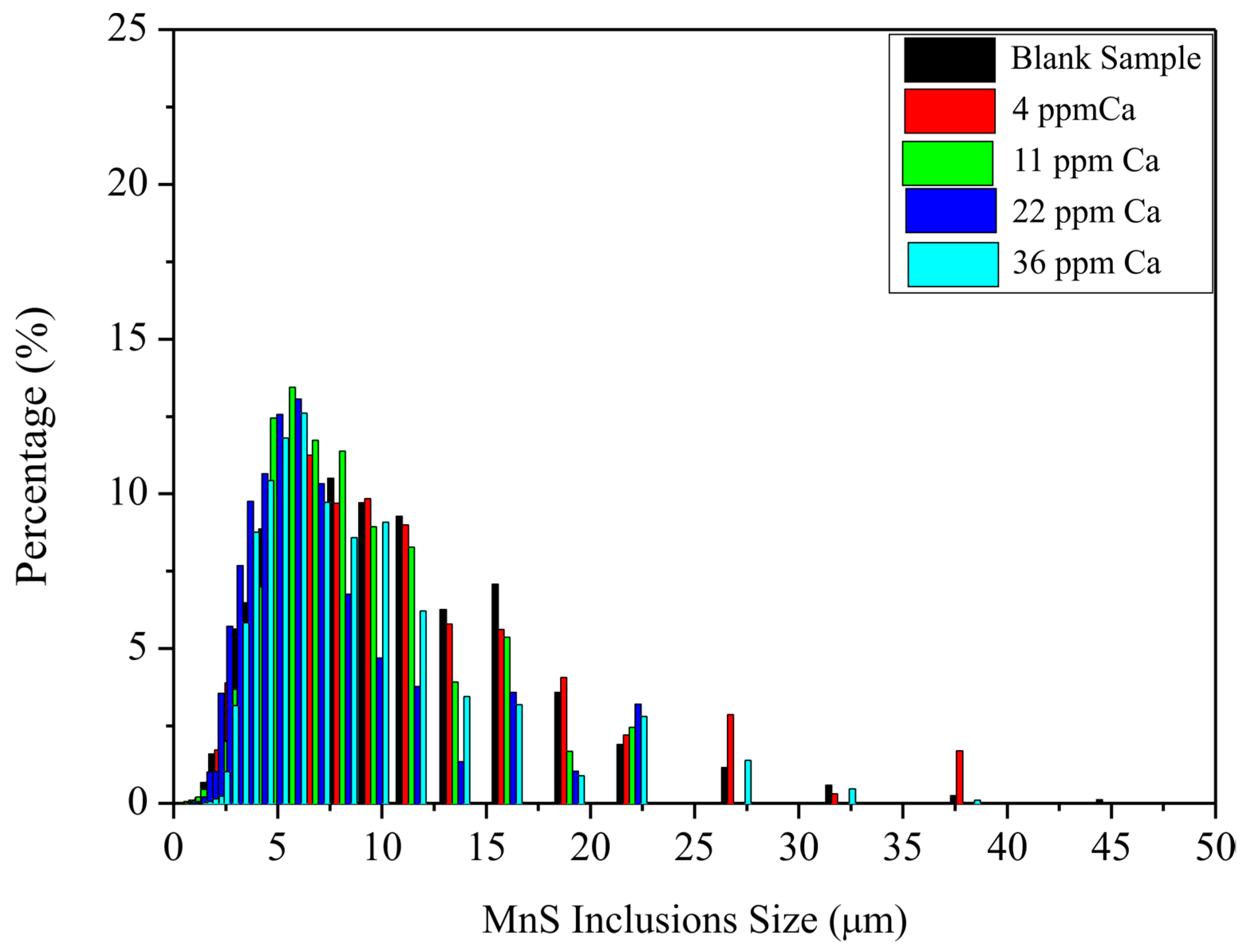
- By using automated SEM coupled with EDS, the number of pure MnS inclusions was measured, and it was found that with increases in Ca content, the number of pure MnS inclusions gradually decreased, resulting in the formation of a solid solution of (Ca,Mn)S or dual oxy-sulfides; the size of the remaining pure MnS inclusions decreased with increases in Ca content in the steel.
- According to the inclusion stability diagram, in order to have effective inclusion transformation with the help of Ca addition, the oxygen content should be controlled at below 50 ppm. Increasing the oxygen content results in the narrowing of the liquid window, and the amount of Ca required to transform both oxides and sulfides increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valdez, M.E.; Wang, Y.; Sridhar, S. In-situ observation of the formation of MnS during solidification of high sulfur steels. Steel Res. Int. 2004, 75, 247–256. [Google Scholar] [CrossRef]
- Bielefeldt, W.V.; Vilela, A.C.F. Study of inclusions in high sulfur, Al-killed Ca-treated steel via experiments and thermodynamic calculations. Steel Res. Int. 2015, 86, 375–385. [Google Scholar] [CrossRef]
- Väinölä, R.; Holappa, L.; Karvonen, P. Modern steelmaking technology for special steels. J. Mater. Process. Technol. 1995, 53, 453–465. [Google Scholar] [CrossRef]
- You, D. Modeling inclusion formation during solidification of steel: A review. Metals 2017, 7, 460. [Google Scholar] [CrossRef] [Green Version]
- Bigelow, L.; Flemings, M. Sulfide inclusions in steel. Metall. Trans. B 1975, 6, 275. [Google Scholar] [CrossRef] [Green Version]
- Sims, C.; Dahle, F. Effect of aluminum on the properties of medium carbon cast steel. Trans. Am. Foundrym. Soc. 1938, 46, 65–132. [Google Scholar]
- Ånmark, N.; Karasev, A.; Jönsson, P.G. The effect of different non-metallic inclusions on the machinability of steels. Materials 2015, 8, 751–783. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S.; Lee, H.-G.; Oh, K.-S. MnS precipitation in association with manganese silicate inclusions in Si/Mn deoxidized steel. Metall. Mater. Trans. A 2001, 32, 1519. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q. Formation and evolution of inclusions in Si-killed resulfurized free-cutting steel. ISIJ Int. 2018, 58, 1250–1256. [Google Scholar] [CrossRef] [Green Version]
- Byun, J.-S. Non-metallic inclusion and intragranular nucleation of ferrite in Ti-killed C–Mn steel. Acta Mater. 2003, 51, 1593–1606. [Google Scholar] [CrossRef]
- Xie, J.-B.; Zhang, N.; Yang, Q.-K.; An, J.-M.; Huang, Z.-Z.; Fu, J.-X. Exploration of morphology evolution of the inclusions in Mg-treated 16MnCrS5 steel. Ironmak. Steelmak. 2019, 46, 564–573. [Google Scholar] [CrossRef]
- Oikawa, K. The control of the morphology of MnS inclusions in steel during solidification. ISIJ Int. 1995, 35, 402–408. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S.; Lee, H.-G.; Kyung-Shik, O. Precipitation behavior of MnS on oxide inclusions in Si/Mn deoxidized steel. Met. Mater. 2000, 6, 305–310. [Google Scholar] [CrossRef]
- Hu, Y. Effect of deoxidation process on inclusion and fatigue performance of spring steel for automobile suspension. Metall. Mater. Trans. B 2018, 49, 569–580. [Google Scholar] [CrossRef]
- Ma, Q. Microstructure and hardness evolution during deformation near Ae3 in a Cr–Mn–Ti gear steel. Steel Res. Int. 2019, 90, 1800332. [Google Scholar] [CrossRef]
- Deng, Z.; Zhu, M. Deoxidation mechanism of Al-killed steel during industrial refining process. ISIJ Int. 2014, 54, 1498–1506. [Google Scholar] [CrossRef] [Green Version]
- Higuchi, Y. Inclusion modification by calcium treatment. ISIJ Int. 1996, 36, 151–154. [Google Scholar] [CrossRef] [Green Version]
- Lis, T. Modification of non-metallic dispersion phase in steel. Metall. Foundry Eng. 2002, 28, 29–45. [Google Scholar]
- Bielefeldt, W.V.; Vilela, A.C.F. Thermodynamic study of non-metallic inclusion formation in SAE 1141 steel. Materials 2010, 15, 275–282. [Google Scholar] [CrossRef]
- Holappa, L.; Helle, A. Inclusion control in high-performance steels. J. Mater. Process. Technol. 1995, 53, 177–186. [Google Scholar] [CrossRef]
- Gleinig, J. Characterization of nonmetallic inclusions in 18CrNiMo7-6. Metall. Mater. Trans. B 2019, 50, 337–356. [Google Scholar] [CrossRef]
- Yang, W. Characteristics of inclusions in low carbon Al-killed steel during ladle furnace refining and calcium treatment. ISIJ Int. 2013, 53, 1401–1410. [Google Scholar] [CrossRef] [Green Version]
- Fandrich, R. Modern SEM-based mineral liberation analysis. Int. J. Miner. Process. 2007, 84, 310–320. [Google Scholar] [CrossRef]
- Ghosh, A. Thermodynamic evaluation of formation of oxide–sulfide duplex inclusions in steel. ISIJ Int. 2008, 48, 1552–1559. [Google Scholar]
- Blais, C. Development of an integrated method for fully characterizing multiphase inclusions and its application to calcium-treated steels. Mater. Charact. 1997, 38, 25–37. [Google Scholar] [CrossRef]
- Faulring, G.M.; Hilty, D.C. Process for Continuous Casting of Aluminum-Deoxidized Steel. U.S. Patent 4,317,678, 2 March 1982. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Mn | N | Ni | Cr | S * | Al * | Ca * | O * | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ca-1 | 0.19 | 0.130 | 1.05 | 0.007 | 0.18 | 0.98 | 229 | 195 | Blank | 20 | Bal. |
| Ca-2 | 0.17 | 0.130 | 1.04 | 0.004 | 0.18 | 1.02 | 134 | 278 | 4 | 200 | Bal. |
| Ca-3 | 0.16 | 0.130 | 1.05 | 0.004 | 0.18 | 1.03 | 253 | 448 | 11 | 120 | Bal. |
| Ca-4 | 0.18 | 0.104 | 1.07 | 0.008 | 0.18 | 1.01 | 288 | 305 | 22 | 110 | Bal. |
| Ca-5 | 0.17 | 0.120 | 1.08 | 0.007 | 0.18 | 1.02 | 241 | 312 | 36 | 50 | Bal. |
| Inclusion Type | Composition Range Wt.% | ||||||
|---|---|---|---|---|---|---|---|
| Al2O3 | CaO | SiO2 | FeO | CaS | MnS | ||
| Single oxides | Al2O3 | >80 | <05 | <01 | <05 | <05 | <05 |
| CaO–Al2O3 | >50 | >30 | <01 | <05 | <05 | <05 | |
| Sulfides | (Ca,Mn)S | <05 | <05 | <01 | <05 | >45 | >45 |
| MnS | <05 | <05 | <01 | <05 | <05 | >90 | |
| Dual oxy-sulfides | Al2O3–(Ca,Mn)S | >50 | <05 | <01 | <05 | >20 | >20 |
| Al2O3–CaO–(Ca,Mn)S | >40 | >20 | <01 | <05 | >15 | >05 | |
| Al2O3–MnS | >50 | <05 | <01 | <05 | <05 | >30 | |
| Al2O3–CaO–CaS | >40 | >20 | <01 | <05 | >15 | <05 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, H.; Tang, F.; Yao, Z.; Xu, Y.; Huang, Z.; Zhao, B.; Ma, X. Formation and Modification of Al2O3 and MnS Inclusions in Al-Killed Gear Steels via Ca Treatment. Metals 2023, 13, 1153. https://doi.org/10.3390/met13071153
Ahmad H, Tang F, Yao Z, Xu Y, Huang Z, Zhao B, Ma X. Formation and Modification of Al2O3 and MnS Inclusions in Al-Killed Gear Steels via Ca Treatment. Metals. 2023; 13(7):1153. https://doi.org/10.3390/met13071153
Chicago/Turabian StyleAhmad, Haseeb, Fengqiu Tang, Zan Yao, Yingtie Xu, Zongze Huang, Baojun Zhao, and Xiaodong Ma. 2023. "Formation and Modification of Al2O3 and MnS Inclusions in Al-Killed Gear Steels via Ca Treatment" Metals 13, no. 7: 1153. https://doi.org/10.3390/met13071153