
The Modeling and Simulation of Austenite Grain Growth in 25Cr2Ni4MoV Nuclear-Power Rotor Steel

Abstract
:1. Introduction
2. Prediction Model for Austenite Grain Growth during the Continuous Heating
2.1. The Model for Isothermal Grain Growth
2.2. The Calculation of the Austenite Grain Size in a Continuous Heating Process
3. CA Model for Austenite Grain Growth during the Isothermal Heating
3.1. CA Model for Normal Grain Growth Considering Anisotropic Grain Boundary Energy
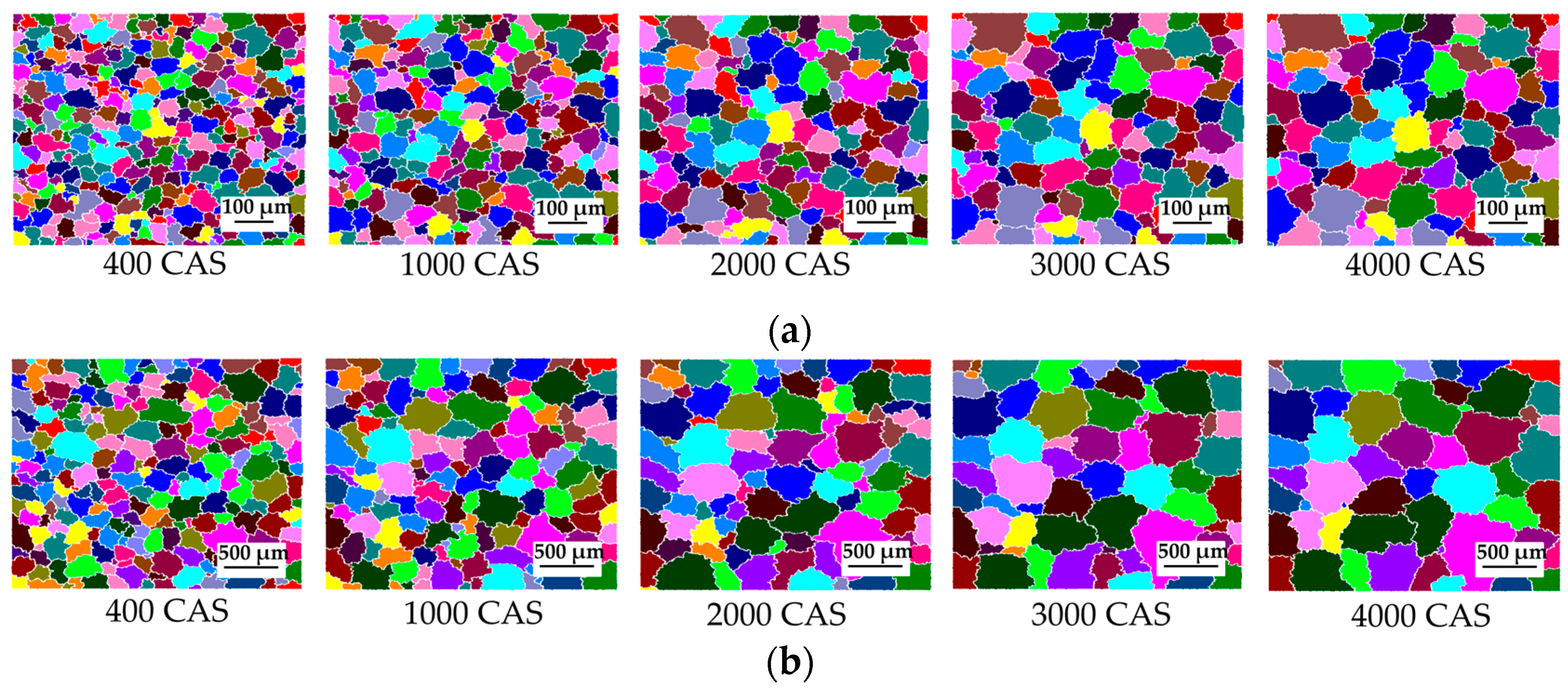
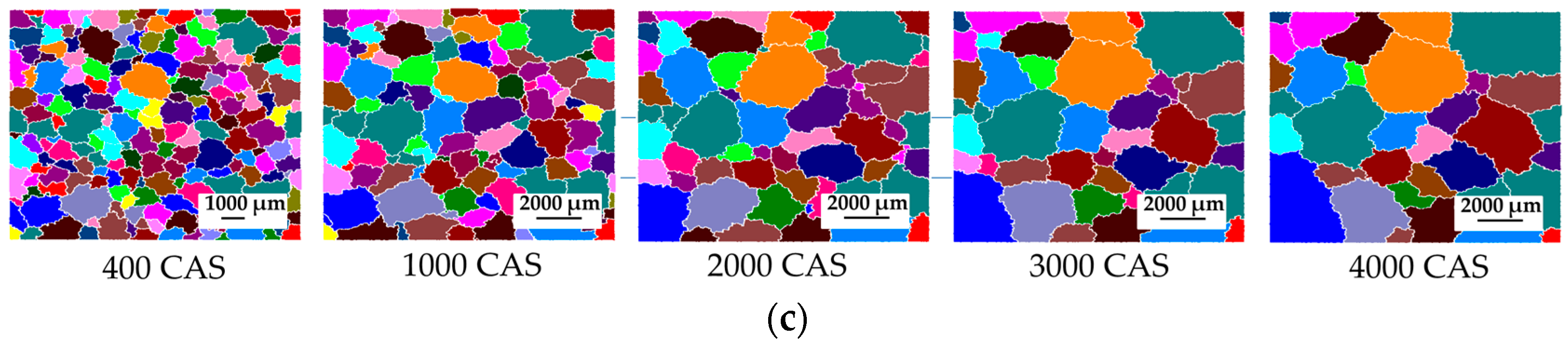
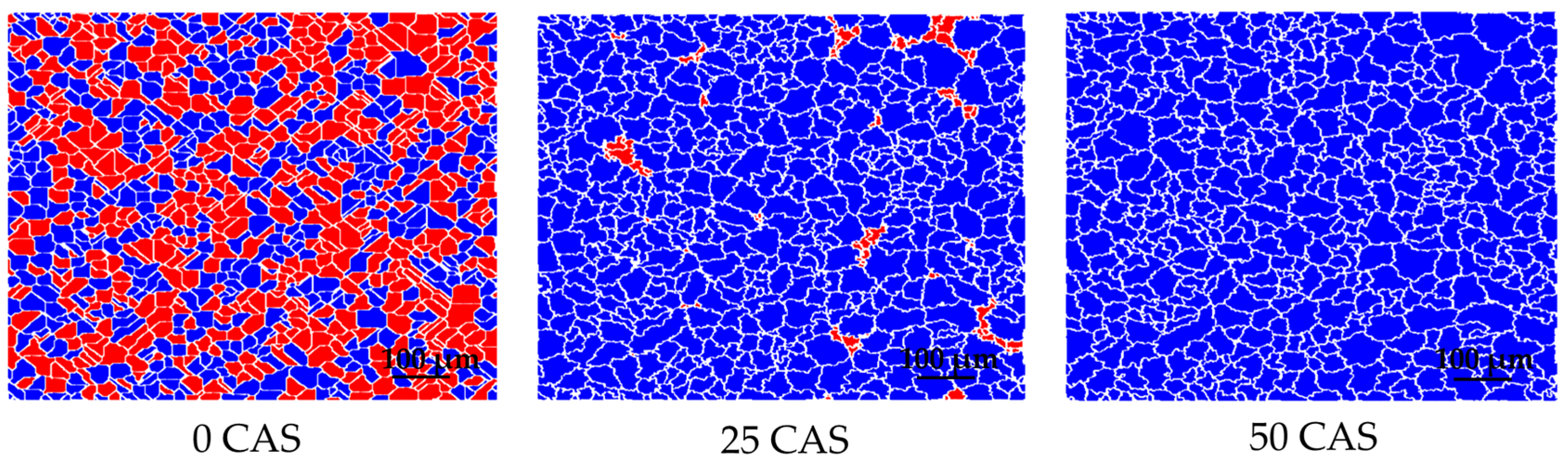
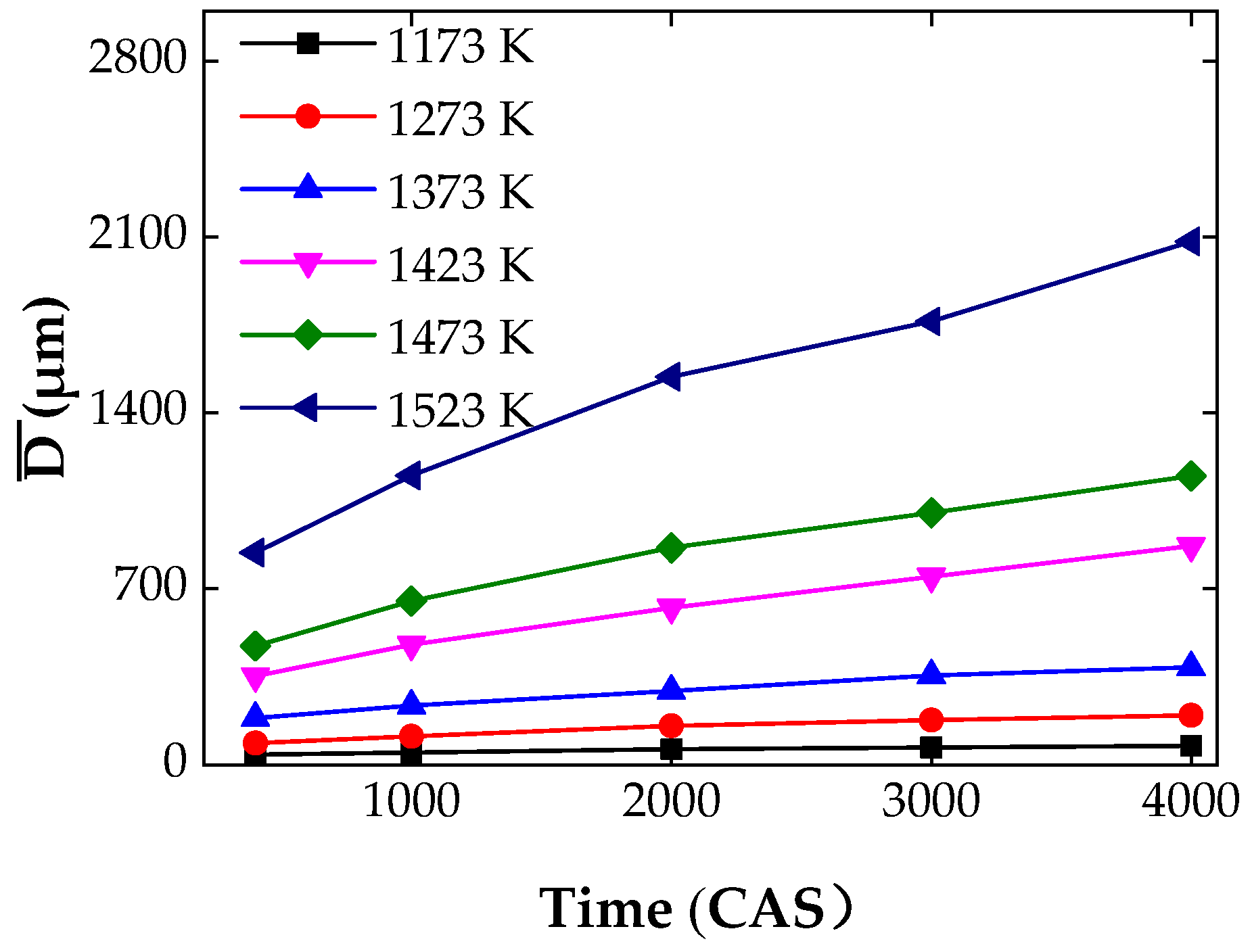
3.2. Microstructure Evolution during the Isothermal Heating
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, F.; Ren, F.C.; Cui, Z.S. Constitutive modeling for elevated temperature flow behavior of 30Cr2Ni4MoV ultra-super-critical rotor steel. J. Iron Steel Res. Int. 2014, 21, 521–526. [Google Scholar] [CrossRef]
- Luo, L.; Huang, Y.; Weng, S.; Xuan, F.Z. Mechanism-related modelling of pit evaluation in the CrNiMoV steel in simulated environment of low pressure nuclear steam turbine. Mater. Des. 2016, 105, 240–250. [Google Scholar] [CrossRef]
- Gong, H.; Guo, Z.; Liu, J.S. Growth behavior of austenite grain of forged 12%Cr ultra-supercritical rotor steel. Heat Treat. Met. 2017, 42, 215–219. [Google Scholar]
- Li, W.; Liang, C.; Zhang, X. Numerical simulation of microstructure evolution of high-purity tantalum during rolling and annealing. Model Simul. Mater. Sci. 2022, 30, 035006. [Google Scholar] [CrossRef]
- Salvalaglio, M.; Srolovitz, D.J.; Han, J. Disconnection-Mediated migration of interfaces in microstructures: Ⅱ. diffuse interfaces simulations. Acta Mater. 2022, 227, 117463. [Google Scholar] [CrossRef]
- Liu, H.G.; Xu, X.; Zhang, J.; Liu, Z.C.; He, Y.; Zhao, W.H.; Liu, Z.Q. The state of the art for numerical simulations of the effect of the microstructure and its evolution in metal-cutting processes. Int. J. Mach. Tools Manuf. 2022, 177, 103890. [Google Scholar] [CrossRef]
- Fang, X.S.; Wang, P.P.; Xi, T.T.; Sui, F.L.; Qiao, B. Analysis on upsetting and stretching process of 25Cr2NI4MoV steel for heavy forgings. J. Plast. Eng. 2022, 29, 47–55. [Google Scholar]
- Ye, L.Y.; Zhai, Y.W.; Zhou, L.Y.; Wang, H.Z.; Jiang, P. The hot deformation behavior and 3D processing maps of 25Cr2Ni4MoV steel for a super-large nuclear-power rotor. J. Manuf. Process 2020, 59, 535–544. [Google Scholar] [CrossRef]
- Ye, L.Y.; Zhai, Y.W.; Zhou, L.Y.; He, X.M. Study on static grain growth of 25Cr2Ni4MoV steel for super large nuclear power rotor. J. Plast. Eng. 2021, 28, 146–151. [Google Scholar]
- Jiao, S.; Penning, J.; Leysen, F.; Houbaert, Y.; Aernoudt, E. The modeling of the grain growth in a continuous reheating process of a low carbon Si-Mn bearing TRIP steel. ISIJ Int. 2000, 40, 1035–1040. [Google Scholar] [CrossRef]
- Anelli, E. Application of mathematical modelling to hot rolling and controlled cooling of wire rods and bars. ISIJ Int. 1992, 32, 440–449. [Google Scholar] [CrossRef]
- Jiang, B.; Zhou, L.Y.; Wen, X.L.; Zhang, C.L.; Liu, Y.Z. Prediction model for the austenite grian growth in medium carbon alloy steel 42CrMo. Metall. Res. Technol. 2014, 111, 369–374. [Google Scholar]
- Beck, P.A.; Holzworth, M.L.; Hu, H. Instantaneous rates of grain growth. Phys. Rev. 1948, 73, 526–527. [Google Scholar] [CrossRef]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and grain growth in hot rolling. Met. Sci. 1979, 13, 187–194. [Google Scholar] [CrossRef]
- Devadas, C.; Samarasekera, I.V.; Hawbolt, E.B. The thermal and metallurgical state of steel strip duirng hot rolling: Part III: Microstructure evolution. Metall. Trans. A 1991, 22, 335–349. [Google Scholar] [CrossRef]
- Kotan, H.; Darling, K.A. Isothermal annealing of a thermally stabilized Fe-based ferritic alloy. J. Mater. Eng. Perform. 2015, 24, 3271–3276. [Google Scholar] [CrossRef]
- Jin, Q.L. Constitutive relation for huge forgings. J. Plast. Eng. 2012, 19, 1–10. [Google Scholar]
- Xiong, F.Y.; Huang, C.Y.; Kafka, O.L.; Lian, Y.P.; Yan, W.T.; Chen, M.J.; Fang, D.N. Grain growth prediction in selective electron beam melting of Ti-6Al-4V with a cellular automaton method. Mater. Des. 2020, 199, 109410. [Google Scholar] [CrossRef]
- Chen, Z.K.; Li, X.Y. Numerical simulations for microstructure evolution during metal additive manufacturing. Adv. Mech. 2022, 52, 398–407. [Google Scholar]
- Wen, Z. Three-dimensional cellular automaton simulation of austenite grain growth of Fe-1C-1.5Cr alloy steel. J. Mater. Res. Technol. 2020, 9, 180–187. [Google Scholar]
- Chen, F.; Zhu, H.J.; Li, J.H.; Cui, Z.S. Macro and micro simulation of microstructure evolution in discontinuous thermal deformation of large forgings parts. J. Plast. Eng. 2020, 27, 41–52. [Google Scholar]
- He, Y.Z.; Ding, H.L.; Liu, L.F.; Shin, K.S. Computer simulation of 2D grain growth using a cellular automata model based on the lowest energy principle. Mater. Sci. Eng. A 2006, 429, 236–246. [Google Scholar] [CrossRef]
- Suwa, Y.; Ushioda, K. Phase-field simulation of abnormal grain growth due to the existence of second-phase particles. ISIJ Int. 2022, 62, 577–585. [Google Scholar] [CrossRef]
- Hu, J.F.; Wang, X.H.; Zhang, J.Z.; Luo, J.; Zhang, Z.J.; Shen, Z.J. A general mechanism of grain growth-I. Theory. J. Materiomics 2021, 7, 1007–1013. [Google Scholar] [CrossRef]
- Zollner, D.; Sandim, H.R.Z. Abnormal grain growth in thin wires of commercially pure iron with anisotropic microstructure. J. Mater. Res. Technol. 2020, 9, 11099–11110. [Google Scholar]
- Kinoshita, T.; Ohno, M. Phase-field simulation of abnormal grain growth during carburization in Nb-added steel. Comp. Mater. Sci. 2020, 177, 109558. [Google Scholar] [CrossRef]
- Ye, L.Y.; Mei, B.Z.; Yu, L.M. Modeling of abnormal grain growth that considers anisotropic grain boundary energies by cellular automaton model. Metals 2022, 12, 1717. [Google Scholar] [CrossRef]
- Mohapatra, S.; Prasad, R.; Jain, J. Temperature dependence of abnormal grain growth in pure magnesium. Mater. Lett. 2021, 283, 128851. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Q.; Chen, M.H.; Wang, X.F. Cellular automata simulation for grain growth based on anisotropic grain boundary mobility and grain boundary energy. Mater. Mech. Eng. 2012, 36, 82–92. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, J.S.; Zong, X.M.; Niu, X.F.; Xu, C.X.; Zhao, D.W. Computer simulation of grain growth with anisotropy grain boundary energy. Mater. Technol. 2014, 3, 44–46. [Google Scholar] [CrossRef]
- Kotan, H.; Darling, K.A.; Saber, M.; Scattergood, R.O.; Koch, C.C. An in situ experimental study of grain growth in a nanocrystalline Fe91Ni8Zr1. J. Mater. Sci. 2013, 48, 2251–2257. [Google Scholar] [CrossRef] [Green Version]
- Dake, J.M.; Krill, C.E. Sudden loss of thermal stability in Fe-based nanocrystalline alloys. Scr. Mater. 2012, 66, 390–393. [Google Scholar] [CrossRef]
- Schuh, B.; Pippan, R.; Hohenwarter, A. Tailoring bimodal grain size structures in nanocrystalline compositionally complex alloys to improve ductility. Mater. Sci. Eng. A 2019, 748, 379–385. [Google Scholar] [CrossRef]
- Rollett, A.D.; Srolovitz, D.J.; Anderson, M.P. Simulation and theory of abnormal grain growth-anisotropic grain boundary energies and mobilities. Acta Metall. 1989, 37, 1227–1240. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Yin, Y.J.; Zhou, J.X.; Nan, H.; Wang, T.; Li, W. Cellular automata simulation for high temperature austenite grain growth based on thermal activation theory and curvature-driven mechanism. Can. J. Phys. 2016, 94, 1353–1364. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.X.; Ke, Z.J.; Li, R.H.; Song, J.Q.; Ruan, J.J. Study of grain growth in a Ni-based superalloy by experiments and cellular automaton model. Materials 2021, 14, 6922. [Google Scholar] [CrossRef]
- Raghavan, S.; Sahay, S.S. Modeling the grain growth kinetics by cellular automaton. Mater. Sci. Eng. A 2007, 445, 203–209. [Google Scholar] [CrossRef]
- Han, F.B.; Tang, B.; Kou, H.C.; Li, J.S.; Feng, Y. Cellular automata simulations of grain growth in the presence of second-phase particles. Model. Simul. Mater. Sci. Eng. 2015, 23, 065010. [Google Scholar] [CrossRef]
- Doherty, R.D.; Huges, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNElley, T.R.; McQueen, H.J.; Rollet, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Srolovitz, D.J.; Anderson, M.P.; Sahni, P.S. Computer simulation of grain growth—II. Grain size distribution, topology, and local dynamics. Acta Metall. 1984, 32, 793–802. [Google Scholar] [CrossRef]
- Kim, B.N.; Hiraga, K.; Morita, K. Kinetics of normal grain growth depending on the size distribution of small grains. Mater. Trans. 2003, 44, 2239–2244. [Google Scholar] [CrossRef] [Green Version]
- Yu, Q.; Esche, S.K. A new perspective on the normal grain growth exponent obtained in two-dimensional Monte Carlo simulations. Model. Simul. Mater. Sci. Eng. 2003, 11, 859–861. [Google Scholar] [CrossRef]
- Zheng, Y.; Song, J.L. Cellular automata simulation of austenite grain growth for LZ50 steel. J. Plast. Eng. 2015, 22, 141–147. [Google Scholar]
- Holmes, E.L.; Winegard, W.C. Grain growth in zone-refined tin. Acta Metall. 1959, 7, 411–414. [Google Scholar] [CrossRef]
- Petrovic, V.; Ristic, M.M. Isochronal and isothermal grain growth during sintering of Cadmium Oxide. Metallography 1980, 13, 319–327. [Google Scholar] [CrossRef]
- Ji, H.P.; Guo, B.F.; Liu, X.G.; Zhang, L.G.; Jin, M. Application of cellular automata in grain growth simulation of 316LN stainless steel. J. Yanshan Univ. 2013, 37, 389–395. [Google Scholar]
- Anderson, M.P.; Grest, G.S. Computer simulation of normal grain growth in three dimensions. Philos. Mag. Part B 1989, 59, 293–329. [Google Scholar] [CrossRef]
- Holm, E.A.; Zacharopoulos, N.; Srolovitz, D.J. Nonuniform and directional grain growth caused by grain boundary mobility variations. Acta Mater. 1997, 46, 953–964. [Google Scholar] [CrossRef]
- Rhines, F.N.; Craig, K.R.; Dehoff, R.T. Mechanism of steady-state grain growth in aluminum. Metall. Trans. 1974, 5, 413–425. [Google Scholar] [CrossRef]
- Hillert, M. On the theory of normal and abnormal grain growth. Acta Metall. 1965, 13, 227–238. [Google Scholar] [CrossRef]
- Fan, D.; Geng, C.W.; Chen, L.Q. Computer simulation of topological evolution in 2-D grain growth using a continuum diffuse-interface field model. Acta Mater. 1997, 45, 1115–1126. [Google Scholar] [CrossRef]
- Glazier, J.A.; Anderson, M.P.; Grest, G.S. Coarsening in the two-dimensional soap froth and the large-Q Potts model: A detailed comparison. Philos. Mag. B Phys. Condens. Matter 1990, 62, 615–645. [Google Scholar]
- Yu, Q.; Esche, S.K. Modeling of grain growth kinetics with Read-Shockley grain boundary energy by a modified Monte Carlo algorithm. Mater. Lett. 2002, 56, 47–52. [Google Scholar] [CrossRef]
- Gao, J.B.; Wei, M.; Zhang, L.J.; Du, Y.; Liu, Z.M.; Huang, B.Y. Effect of different initial structures on the simulation of microstructure evolution during normal grain growth via phase-field modeling. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 6442–6456. [Google Scholar] [CrossRef]
- Li, J.; Huang, J.; Jia, T. Effect of initial microstructure on austenite transformation and grain growth behavior of 20CrMnTi steel during pseudo-carburizing process. Heat Treat. Met. 2020, 45, 157–162. [Google Scholar]
- Mullins, W.W. Two-dimensional motion of idealized grain boundaries. J. Appl. Phys. 1956, 27, 900–904. [Google Scholar] [CrossRef]
- Xia, Z.Y.; Chen, R.C.; Hong, C.; Zheng, Z.Z.; Li, J.J. Cellular automata simulation of grain growth during heat preservation for 300M steel. J. Plast. Eng. 2018, 25, 73–79. [Google Scholar]
- Song, X.; Liu, G.; Nanju, G. Re-analysis on grain size distribution during normal grain growth based on monte carlo simulation. Scr. Mater. 2000, 43, 355–359. [Google Scholar]
- Jin, Z.Y.; Yu, D.H.; Wu, X.T. Simulation of grain growth behavior of hot-extruded pure magnesium by cellular automata. J. Plast. Eng. 2016, 23, 209–215. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|
| 0.22 | 0.05 | 0.25 | 0.005 | 0.001 | 1.65 | 3.42 | 0.02 |
| Mo | V | Ti | Al | As | Sn | Sb | Fe |
| 0.44 | 0.1 | 0.002 | 0.004 | 0.003 | 0.002 | 0.002 | Bal. |
| Temperature/K | ||||
|---|---|---|---|---|
| 1173 | 24.5 | 0.0179 | 0.0096 | |
| 1273 | 43.3 | 0.0139 | ||
| 1373 | 90.8 | 0.0234 | ||
| 1423 | 119.9 | 0.0144 | ||
| 1473 | 220.0 | 0.0146 | ||
| 1523 | 387.0 | 0.0191 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, L.; Mei, B.; Yu, L. The Modeling and Simulation of Austenite Grain Growth in 25Cr2Ni4MoV Nuclear-Power Rotor Steel. Metals 2023, 13, 1072. https://doi.org/10.3390/met13061072
Ye L, Mei B, Yu L. The Modeling and Simulation of Austenite Grain Growth in 25Cr2Ni4MoV Nuclear-Power Rotor Steel. Metals. 2023; 13(6):1072. https://doi.org/10.3390/met13061072
Chicago/Turabian StyleYe, Liyan, Bizhou Mei, and Liming Yu. 2023. "The Modeling and Simulation of Austenite Grain Growth in 25Cr2Ni4MoV Nuclear-Power Rotor Steel" Metals 13, no. 6: 1072. https://doi.org/10.3390/met13061072