
Hot Ductility, Homogeneity of the Composition, Structure, and Properties of High-Strength Microalloyed Steels: A Critical Review


Abstract
:1. Introduction
2. Effect of Precipitates of Excess Phases on Hot Ductility
2.1. Main Mechanisms of Ductility Decrease at a High Temperature
- (a)
- Deformation causes local grain boundary migration leading to bulges at the austenite boundaries, which act as nuclei;
- (b)
- Subgrains are formed near the boundaries, which locally increase the stored energy;
- (c)
- Increased dislocation density in the deformed austenite increases the strain energy, promoting ferrite nucleation.
- –
- Formation of a liquid layer at the interdendritic boundaries and along the boundaries of austenite grains;
- –
- Formation of (Mn,Fe)S along the boundaries of austenite grains;
- –
- Formation of precipitates of excess phases (Nb(CN), AlN, V(CN), etc.) along the boundaries of austenite grains;
- –
- Inhibition of dynamic recrystallization of austenite;
- –
- Sliding along the grain boundaries;
- –
- Formation of zones free from precipitation of dispersed particles adjacent to the boundaries of austenite grains;
- –
- Formation of the ferrite film along the boundaries of austenite grains.
2.2. Effect of Sulfides
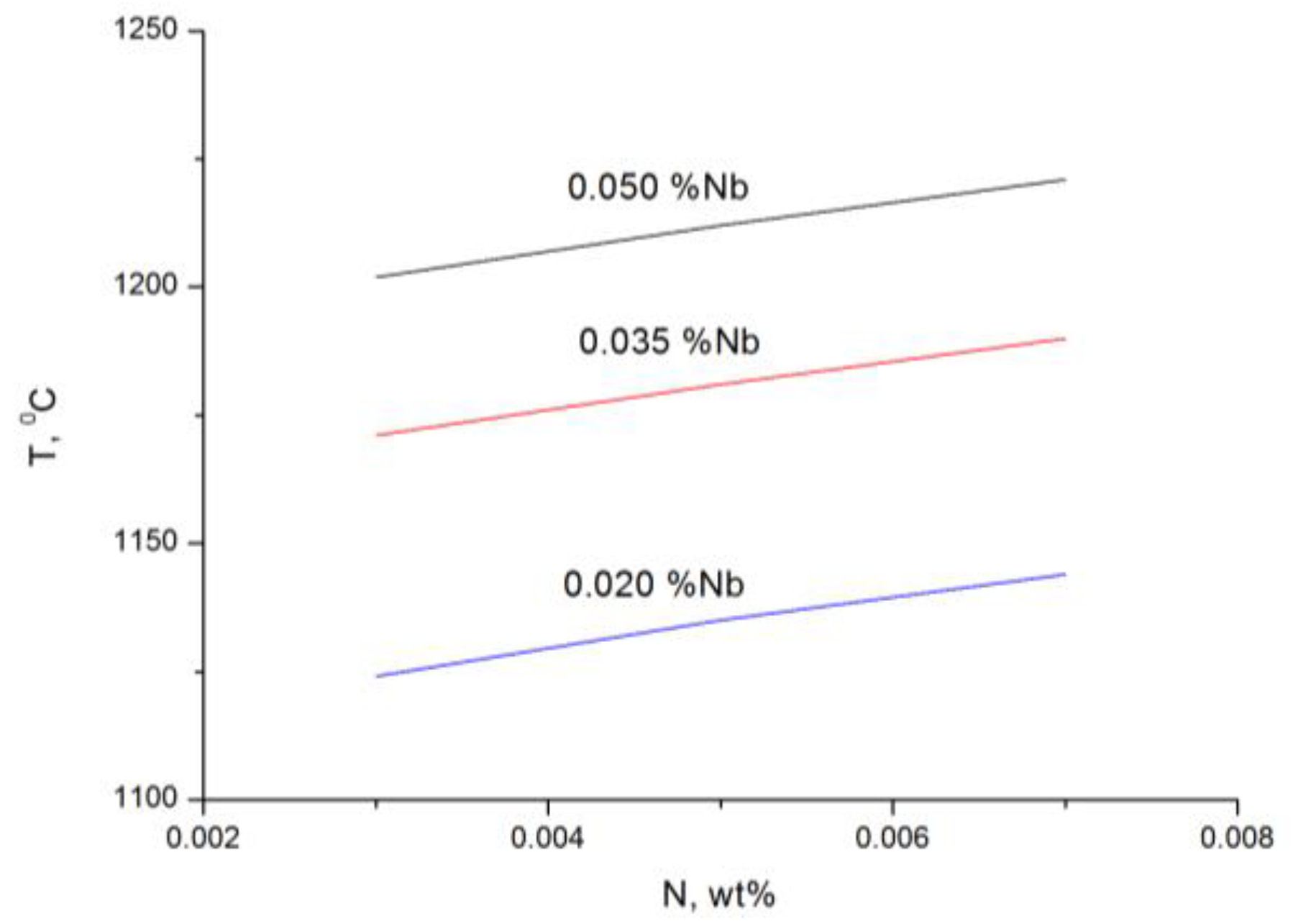
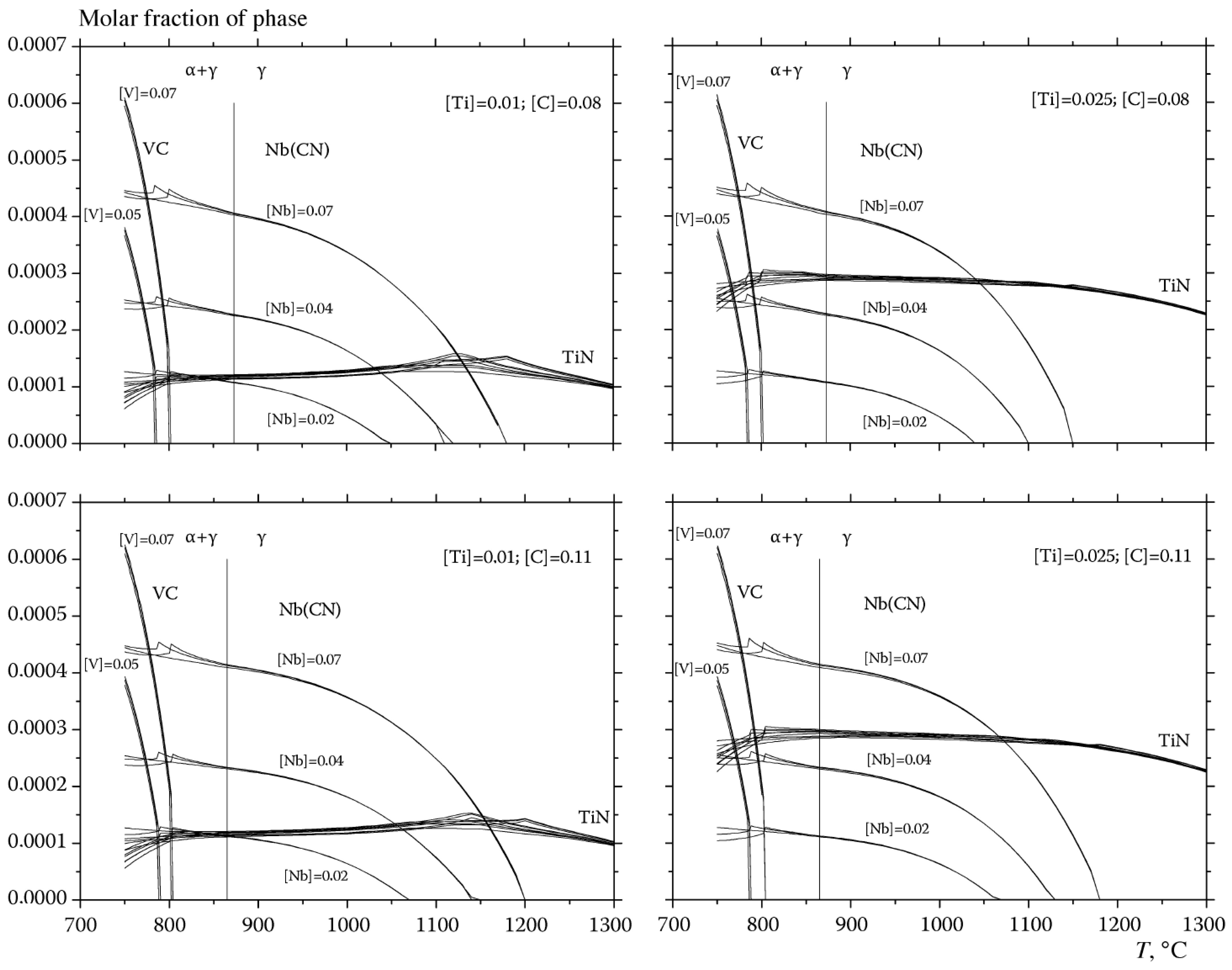
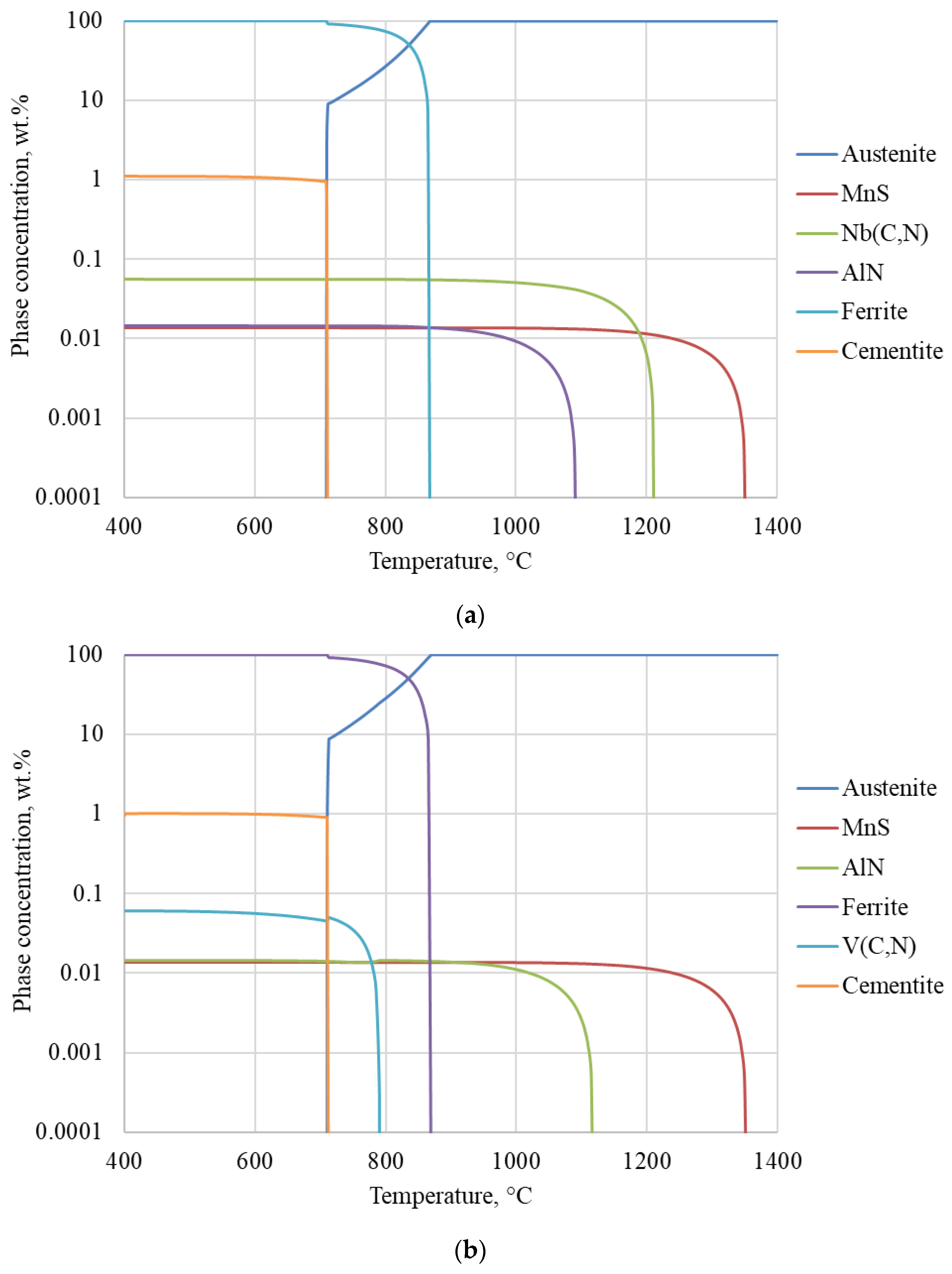
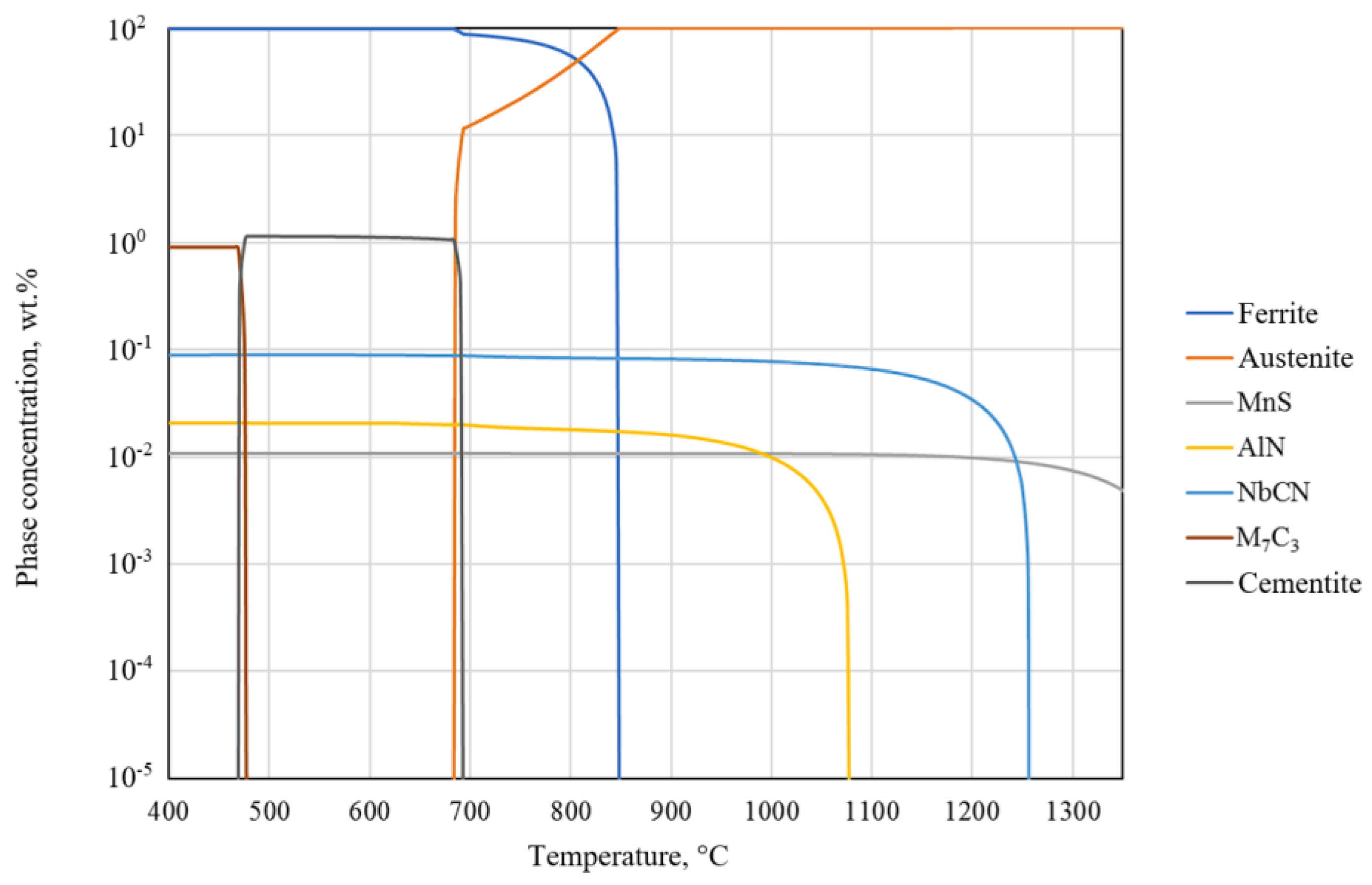
2.3. Effect of Niobium Carbonitride
- Niobium has a strong effect on reducing the Ar3 temperature that expands the trough in the low temperature interval.
- The precipitation of Nb(CN) in a finely dispersed form during the deformation of austenite in the temperature range of the straightening operation facilitates the connection of cracks, which leads to intergranular fracture. Precipitation also widens the trough in the higher temperature interval.
- Larger NbCN precipitates at the austenite grain boundaries cause the formation of precipitate free zones. As a result, poor ductility persists at temperatures above Ae3; therefore, the trough expands in the high temperature interval.
2.4. Effect of Titanium Nitride and Carbonitride
2.5. Effect of Aluminum Nitride
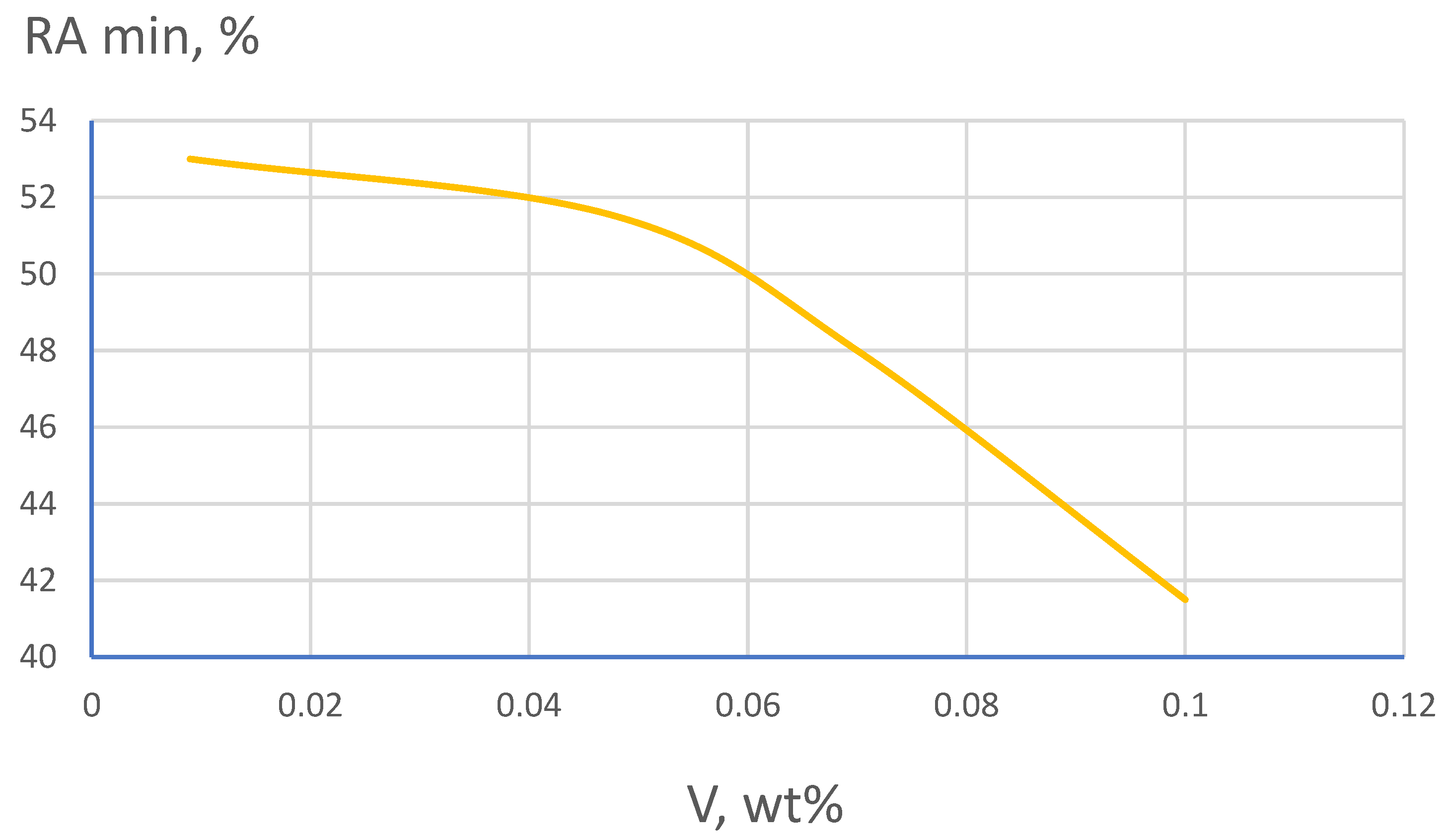
2.6. Effect of Vanadium Carbonitride
2.7. Effect of Boron Nitride
- –
- Since the boron atom is a small atom, it segregates easily at austenite grain boundaries, reducing the boundary slip, which improves creep ductility. In addition, it may take up vacant sites that would otherwise form nucleation sites for fine precipitates, such as Nb(CN) and TiN;
- –
- Boron prevents the formation of ferrite at the austenite grain boundaries causing it to precipitate within the matrix allowing the strain to be accommodated more uniformly;
- –
- Boron causes a coarse precipitation to occur at the boundaries instead of a fine precipitation within the matrix reducing the stress acting on the boundaries.
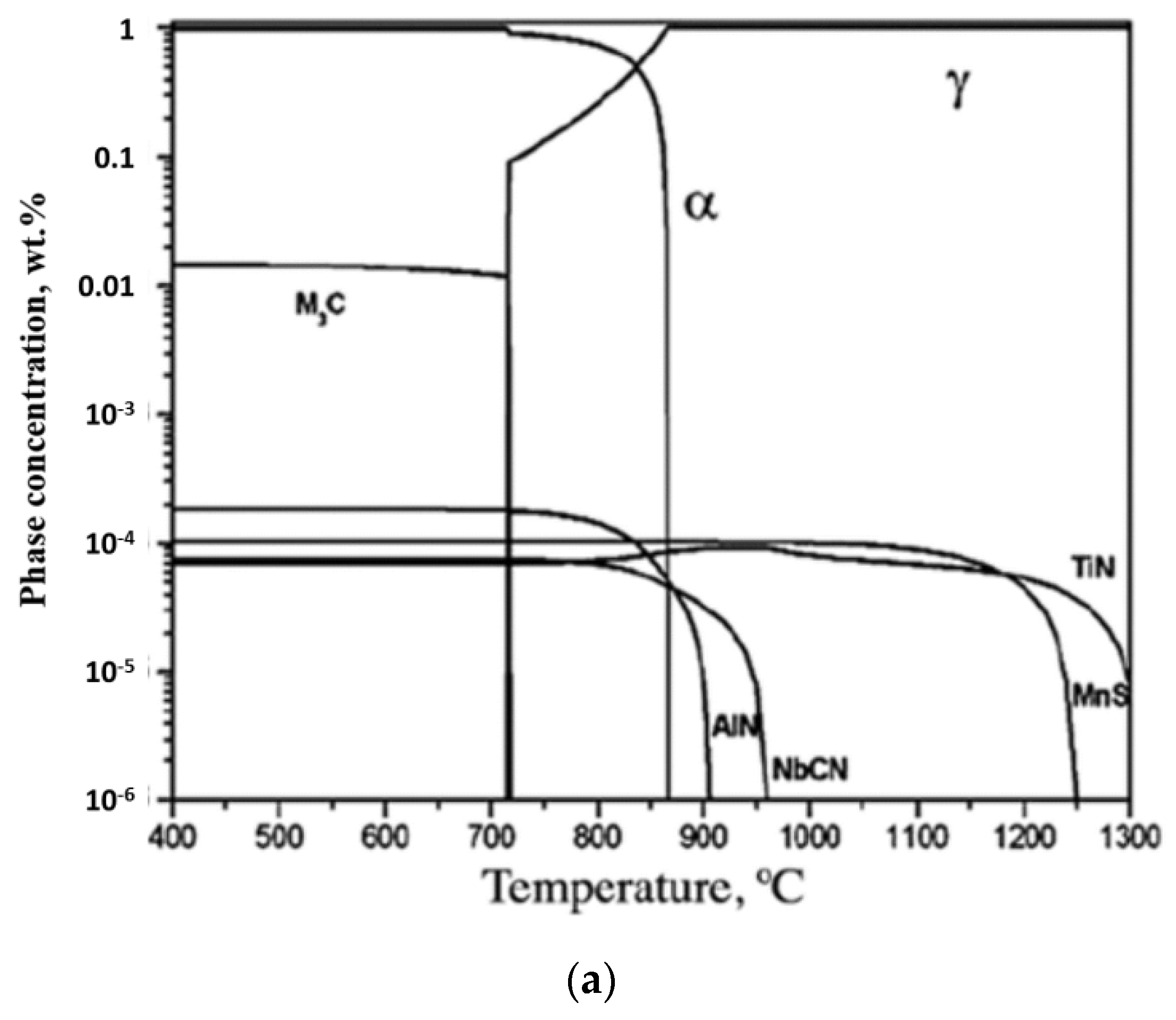
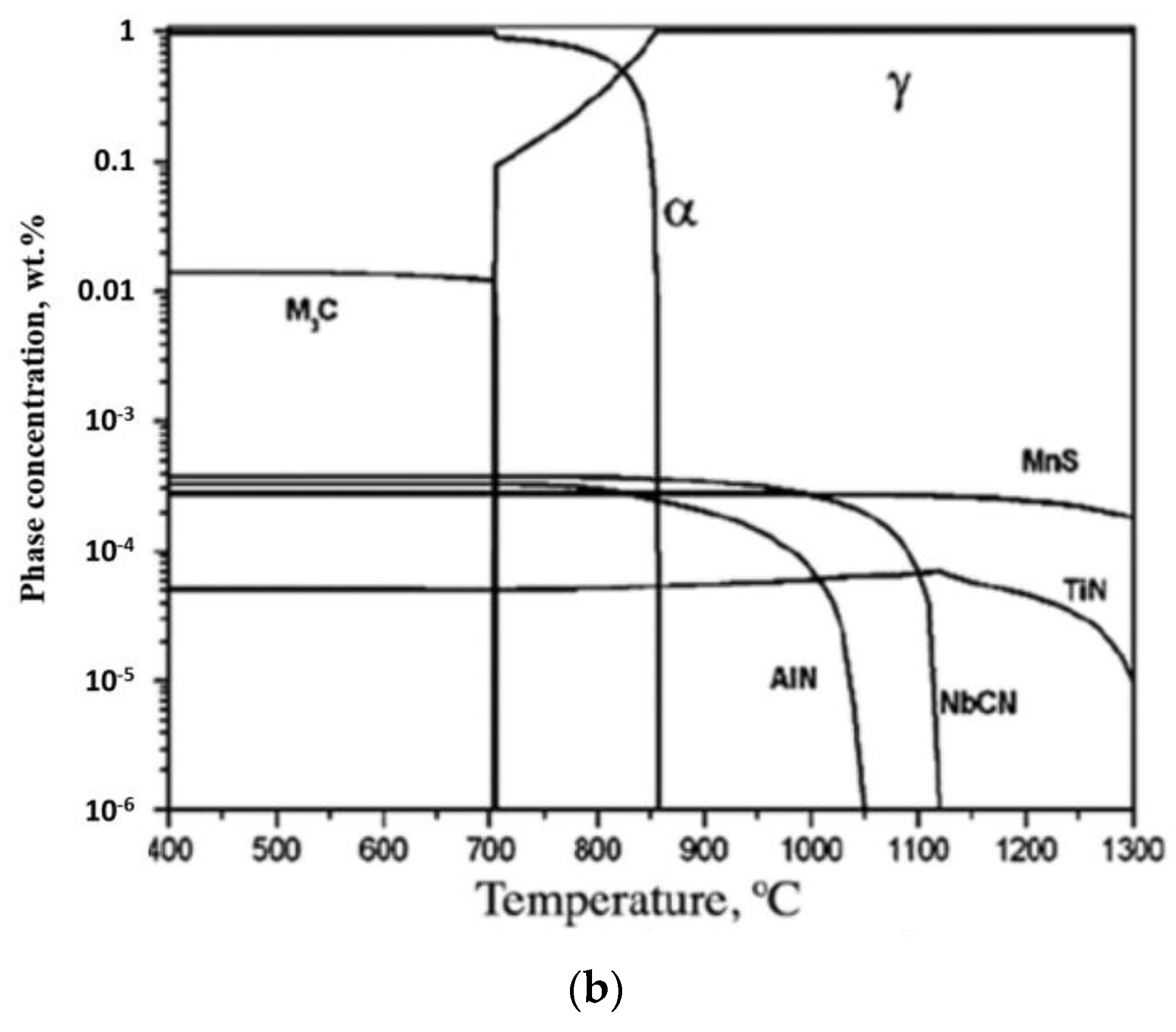
3. Effect of Excess Phases on the Homogeneity of Composition and Microstructure
3.1. Influence of Precipitation in Nb-Microalloyed Steels
3.2. Influence of Precipitation in Nb-Ti and Nb-V Microalloyed Steels
3.3. Influence of Precipitation in Mo-Microalloyed Steels
4. Conclusions
- –
- Sulfide precipitates reduce hot ductility due to the formation of an FeS liquid layer along the grain boundaries and the appearance of microcavities (PFZs) around small precipitates of (Fe,Mn)S and MnS. To improve hot ductility, it is advisable to reduce the sulfur content and increase the concentration of manganese in order to achieve favorable forms of the presence of sulfur.
- –
- Precipitation of niobium carbonitride adversely affects hot ductility by facilitating the joining of cracks at large precipitate sizes and the formation of precipitate-free zones at a small size. This effect is enhanced with an increase in the nitrogen content in the steel.
- –
- Under conditions close to production, the formation at a high temperature of TiN precipitates of large sizes capable of serving as a substrate for the subsequent deposition of niobium carbonitride is a factor that improves hot ductility. An additional positive factor is the prevention of the formation of unfavorable precipitates of AlN, BN.
- –
- The negative effect of AIN precipitates is realized by two mechanisms: sliding along the grain boundaries as a result of their precipitates and microvoid coalescence in ferrite. In steels microalloyed with Nb, the precipitation of AIN inhibits the formation of Nb(CN) precipitates, which leads to their smaller size. The deterioration of the hot ductility value is also possible due to MnS/AlN co-precipitation on dislocations occurring after rapid cooling and reheating.
- –
- The negative effect of V(CN) precipitates on hot ductility is similar to Nb(CN) and increases with increasing nitrogen content in steel.
- –
- At high cooling rates, the stoichiometric ratio B/N = 0.8:1 obtained in BN precipitates provides the highest steel ductility, including by preventing the formation of AlN, Nb(CN).
- –
- The chemical and structural inhomogeneity of high-strength low-alloy steels formed at the stage of continuous casting of billets can be largely eliminated during hot rolling by controlling the formation of carbide (carbonitride) precipitates of microalloying elements. The most intense redistribution of carbon from the axial zone to the surface of the rolled product occurs in Nb-Ti microalloyed steels due to the more effective action of NbC precipitates and requires the greatest reduction in Tbf.
- –
- The formation of Nb(CN) precipitates in Nb-microalloyed steel is kinetically more complicated, and their effect on structure formation is less effective. Therefore, there is less intensive carbon redistribution and structure change, which allows the use of higher Tbf.
- –
- With complex Nb-V microalloying, only Nb exhibits the effect of action. The presence of Mo in the composition of steel accelerates the nucleation, but inhibits the growth of carbide (carbonitride) precipitates, which leads to the intensification of carbon redistribution processes and, accordingly, changes in the structure of rolled products.
- –
- For Ti-Mo microalloyed steel, the features opposite to those presented above are characteristic of the redistribution of carbon, the formation of structure and properties, depending on Tbf. An inhomogeneous composition and structure occur at low values of Tbf. Its increase leads to an improvement in the chemical and structural homogeneity of steel. This is due to the specific kinetics of TiC formation, which proceeds most intensively at relatively low temperatures.
Author Contributions
Funding
Conflicts of Interest
References
- Villalobos, J.C.; Del-Pozo, A.; Campillo, B.; Mayen, J.; Serna, S. Microalloyed steels through history until 2018: Review of chemical composition, processing and hydrogen service. Metals 2018, 8, 351. [Google Scholar] [CrossRef]
- Kong, H.J.; Liu, C.T. A review on nano-scale precipitation in steels. Technologies 2018, 6, 36. [Google Scholar] [CrossRef]
- DeArdo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, C.I. On strength of microalloyed steels: An interpretive review. Mater. Sci. Technol. 2009, 25, 1074–1082. [Google Scholar] [CrossRef]
- Baker, T.N. Titanium microalloyed steels. Ironmak. Steelmak. 2019, 46, 1–55. [Google Scholar] [CrossRef]
- DeArdo, A.J. Niobium in modern steels. Int. Mater. Rev. 2003, 48, 371–402. [Google Scholar] [CrossRef]
- Sun, L.Y.; Liu, X.; Xu, X.; Lei, S.W.; Li, H.G.; Zhai, Q.J. Review on niobium application in microalloyed steel. J. Iron Steel Res. Int. 2022, 29, 1513–1525. [Google Scholar] [CrossRef]
- Lagneborg, R.; Siwecki, T.; Zajac, S.; Hutchinson, B. The role of vanadium in microalloyed steels. Scand. J. Metall. 1999, 28, 1–86. [Google Scholar]
- Zaitsev, A.; Arutyunyan, N. Low-carbon Ti-Mo microalloyed hot rolled steels: Special features of the formation of the structural state and mechanical properties. Metals 2021, 11, 1584. [Google Scholar] [CrossRef]
- Zaitsev, A.; Koldaev, A.; Arutyunyan, N.; Dunaev, S.; D’yakonov, D. Effect of the chemical composition on the structural state and mechanical properties of complex microalloyed steels of the ferritic class. Processes 2020, 8, 646. [Google Scholar] [CrossRef]
- Singh, N.; Casillas, G.; Wexler, D.; Killmore, C.; Pereloma, E. Application of advanced experimental techniques to elucidate the strengthening mechanisms operating in microalloyed ferritic steels with interphase precipitation. Acta Mater. 2020, 201, 386–402. [Google Scholar] [CrossRef]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Evaluating strengthening and impact toughness mechanisms for ferritic and bainitic microstructures in Nb, Nb-Mo and Ti-Mo microalloyed steels. Metals 2017, 7, 65. [Google Scholar] [CrossRef]
- Huang, Y.; Chen, H.; Zhao, Q.; Zhang, S.; Li, X. Influence of nanosized precipitate on the corrosion behavior of high-strength low-alloy steels: A review. Chin. J. Eng. 2021, 43, 321–331. [Google Scholar] [CrossRef]
- Ma, M.T.; Li, K.J.; Si, Y.; Cao, P.J.; Lu, H.Z.; Guo, A.M.; Wang, G.D. Hydrogen embrittlement of advanced high-strength steel for automobile application: A review. Acta Metall. Sin. Engl. Lett. 2023, 1–15. [Google Scholar] [CrossRef]
- Fan, E.; Zhang, S.; Xie, D.; Zhao, Q.; Li, X.; Huang, Y. Effect of nanosized NbC precipitates on hydrogen-induced cracking of high-strength low-alloy steel. Int. J. Miner. Metall. Mater. 2021, 28, 249–256. [Google Scholar] [CrossRef]
- Yen, C.N.; Chang, L.W.; Hsu, C.A.; Yang, J.R.; Chang, H.Y.; Wang, S.H.; Chen, H.R. Microstructural variation in fatigued interphase arrayed nano-precipitated Ti-microalloyed steel. J. Mater. Res. Technol. 2021, 15, 2393–2404. [Google Scholar] [CrossRef]
- Majumdar, S.; Gandhi, A.D.; Bisht, M.S. Low cycle fatigue behaviour of a ferritic steel strengthened with nano-meter sized precipitates. >Mater. Sci. Eng. A 2019, 756, 198–212. [Google Scholar] [CrossRef]
- Liu, B.; Hui, W.; Xie, Z.; Zhang, Y.; Zhao, X. Effect of vanadium on fatigue performance of a bainitic forging steel. Int. J. Fatigue 2023, 167 Pt B, 107398. [Google Scholar] [CrossRef]
- Ghosh, S.; Mula, S.; Malakar, A.; Somani, M.; Kömi, J. High cycle fatigue performance, crack growth and failure mechanisms of an ultrafine-grained Nb + Ti stabilized, low-C microalloyed steel processed by multiphase controlled rolling and forging. Mater. Sci. Eng. A 2021, 825, 141883. [Google Scholar] [CrossRef]
- Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Toughness property control by Nb and Mo additions in high-strength quenched and tempered boron steels. Metals 2021, 11, 95. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural features controlling mechanical properties in Nb-Mo microalloyed steels. Part II Impact toughness Metall. Mater. Trans. A 2014, 45, 4972–4982. [Google Scholar] [CrossRef]
- Sun, M.; Xu, Y.; Du, W. Influence of coiling temperature on microstructure, precipitation behaviors and mechanical properties of a low carbon Ti micro-alloyed steel. Metals 2020, 10, 1173. [Google Scholar] [CrossRef]
- Bu, F.Z.; Wang, X.M.; Yang, S.W.; Shang, C.J.; Misra, R.D.K. Contribution of interphase precipitation on yield strength in thermomechanically simulated Ti–Nb and Ti–Nb–Mo microalloyed steels. Mater. Sci. Eng. A 2015, 620, 22–29. [Google Scholar] [CrossRef]
- Xu, L.; Wu, H.; Tang, Q. Effects of Coiling Temperature on microstructure and precipitation behavior in Nb–Ti microalloyed. ISIJ Int. 2018, 58, 1086–1093. [Google Scholar] [CrossRef]
- Sesma, L.G.; Lopez, B.; Pereda, B. Effect of deformation sequence and coiling conditions on precipitation strengthening in high Ti–Nb-microalloyed steels. Metall. Mater. Trans. A 2022, 53, 2270–2285. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.; Tang, S.; Liu, Z.; Wang, G. Influence of cooling paths on microstructural characteristics and precipitation behaviors in a low carbon V-Ti microalloyed steel. Mater. Sci. Eng. A 2014, 594, 389–393. [Google Scholar] [CrossRef]
- Hu, C.Y.; Dong, H.Y.; Wu, G.H.; Wu, K.M.; Misra, R.D.K. A Thermodynamic analysis of strengthening mechanisms and process-structure-property relationships in Ti-Nb-Mo high-strength ferritic alloy. J. Mater. Eng. Perform. 2021, 30, 2946–2954. [Google Scholar] [CrossRef]
- Rodionova, I.; Amezhnov, A.; Alekseeva, E.; Gladchenkova, Y.; Vasechkina, I. Effect of carbonitride precipitates on the corrosion resistance of low-alloy steels under operating conditions of oil-field pipelines. Metals 2021, 11, 766. [Google Scholar] [CrossRef]
- Rodionova, I.; Arutyunyan, N.; Amezhnov, A.; D’yakonov, D.; Gladchenkova, Y.; Dunaev, S.; Vasechkina, I. Effect of nanosized precipitates on corrosion resistance of Nb-microalloyed steels. Metals 2022, 12, 636. [Google Scholar] [CrossRef]
- Fan, E.; Zhao, Q.; Chen, H.; Ma, Y.; Hai, C.; Yang, Y.; Huang, Y.; Li, X. Effects of Nb on stress corrosion cracking of various heat-affected zone microstructures of E690 steel under cathodic potential. J. Mater. Eng. Perform. 2023, 1–20. [Google Scholar] [CrossRef]
- Davis, C.L.; Strangwood, M. Preliminary study of the inhomogeneous precipitate distributions in Nb-microalloyed plate steels. J. Mater. Sci. 2002, 37, 1083–1090. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Koldaev, A.V.; Karamysheva, N.A.; Rodionova, I.G. Mechanisms for improving chemical and structural homogeneity of hot-rolled product for objects prepared by hot stamping. Metallurgist 2016, 59, 1086–1095. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Rodionova, I.G.; Koldaev, A.V.; Arutyunyan, N.A.; Dunaev, S.F. Study of conditions for improving chemical and structural homogeneity of ferritic class hot-rolled steels. Metallurgist 2021, 64, 997–1007. [Google Scholar] [CrossRef]
- Mintz, B.; Crowther, D.N. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A.; Kang, S.E. The influence of small additions of alloying elements on the hot ductility of AHSS steels: A critical review: Part 2. Metals 2023, 13, 406. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. The influence of N on hot ductility of V-, Nb-, and Nb-Ti- containing steels using improved thermal simulation of continuous casting. J. S. Afr. Inst. Min. Metall. 2011, 111, 711–716. Available online: http://www.scielo.org.za/scielo.php?script=sci_arttext&pid=S2225-62532011001000010 (accessed on 1 February 2023).
- Banks, K.M.; Tuling, A.; Klinkenberg, C.; Mintz, B. Influence of Ti on hot ductility of Nb containing HSLA steels. Mater. Sci. Technol. 2011, 27, 537–545. [Google Scholar] [CrossRef]
- Commineli, O.; Abushosa, R.; Mintz, B. Influence of titanium and nitrogen on hot ductility of C-Mn-Nb-Al steels. Mater. Sci. Technol. 1999, 15, 1058–1068. [Google Scholar] [CrossRef]
- Zhang, M.; Li, H.; Gan, B.; Huang, C.; Li, H.; Zhong, Y.; Li, L. Effects of micro-Ti addition on improving hot ductility of Nb-bearing ultra high strength steels. In Frontiers in Materials Processing, Applications, Research and Technology; Muruganant, M., Chirazi, A., Raj, B., Eds.; Springer: Singapore, 2018; pp. 277–285. [Google Scholar] [CrossRef]
- Abushosha, R.; Vipond, R.; Mintz, B. Influence of sulphur and niobium on hot ductility of as cast steels. Mater. Sci. Technol. 1991, 7, 1101–1107. [Google Scholar] [CrossRef]
- Song, S.; Tian, J.; Xiao, J.; Fan, L.; Yang, Y.; Yuan, Q.; Gan, X.; Xu, G. Effect of vanadium and strain rate on hot ductility of low carbon microalloyed steels. Metals 2022, 12, 14. [Google Scholar] [CrossRef]
- Mohamed, Z. Hot ductility behavior of vanadium containing steels. Mater. Sci. Eng. A 2002, 326, 255–260. [Google Scholar] [CrossRef]
- Banks, K.; Koursaris, A.; Verdoorn, F.F.; Tuling, A. Precipitation and hot ductility of low C-V and low C-V-Nb microalloyed steels during thin slab casting. Mater. Sci. Technol. 2001, 17, 1596–1604. [Google Scholar] [CrossRef]
- Sun, Y.H.; Zeng, Y.N.; Cai, K.K. Hot ductility of Ti-V bearing microalloyed steel in continuous casting. J. Iron Steel Res. Int. 2014, 21, 451–458. [Google Scholar] [CrossRef]
- Mintz, B.; Yue, S.; Jonas, J.J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Rev. 1991, 36, 187–220. [Google Scholar] [CrossRef]
- Mintz, B. The Influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. The influence of precipitation, high levels of Al, Si, P and a small B addition on the hot ductility of TWIP and TRIP assisted steels: A critical review. Metals 2022, 12, 502. [Google Scholar] [CrossRef]
- Shaposhnikov, N.G.; Rodionova, I.G.; Pavlov, A.A. Thermodynamic development of austenite-martensite class corrosion-resistant steels intended for a bimetal cladding layer. Metallurgist 2015, 59, 1195–1200. [Google Scholar] [CrossRef]
- Hillert, M.; Staffanson, L.I. The regular solution model for stoichiometric phases and ionic melts. Acta Chem. Scand. 1970, 24, 3618–3626. [Google Scholar] [CrossRef]
- Sundman, B.; Agren, J. A regular solution model for phases with several components and sublattices, suitable for computer applications. J. Phys. Chem. Solids 1981, 42, 297–301. [Google Scholar] [CrossRef]
- Hillert, M.; Jarl, M. A model for alloying effects in ferromagnetic metals. Calphad 1978, 2, 227–238. [Google Scholar] [CrossRef]
- Dinsdale, A.T. SGTE data for pure elements. Calphad 1991, 15, 317–425. [Google Scholar] [CrossRef]
- Lee, B.-J. Thermodynamic assessment of the Fe–Nb–Ti–C–N system. Metall. Mater. Trans. A 2001, 32, 2423–2439. [Google Scholar] [CrossRef]
- Kolbasnikov, N.G.; Matveev, M.A.; Zotov, O.G.; Mishin, V.V.; Mishnev, P.A.; Nikonov, S.V. Physicochemical simulation of hot plasticity of microalloyed pipe steel in continuous casting and hot rolling. Steel Transl. 2014, 2, 59–64. [Google Scholar]
- Suzuki, H.G.; Nishimura, S.; Yamaguchi, S. Characteristics of hot ductility in steels subjected to the melting and solidification. Trans. ISIJ 1982, 22, 48–56. [Google Scholar] [CrossRef]
- Crowther, D.N. The effects of microalloying elements on cracking during continuous casting. In Proceedings of the Vanitec Symposium—The Use of Vanadium in Steel, Beijing, China, 12–14 October 2001; pp. 99–131. Available online: https://vanitec.org/images/papers/2001-The-Effects-of-Microalloying-Elements-on-Cracking-During-Continuous-Casting.pdf (accessed on 1 February 2023).
- Lanjewar, H.A.; Tripathi, P.; Singhai, M.; Patra, P.K. Hot ductility and deformation behavior of C-Mn/Nb-microalloyed steel related to cracking during continuous casting. J. Mater. Eng. Perform. 2014, 23, 3600–3609. [Google Scholar] [CrossRef]
- Yasumoto, K.; Maehara, Y.; Ura, S.; Ura, S.; Ohmori, Y. Effects of sulphur on hot ductility of low-carbon steel austenite. Mater. Sci. Technol. 1985, 1, 111–116. [Google Scholar] [CrossRef]
- Kobayashi, H. Hot-ductility recovery by manganese sulphide precipitation in low manganese mild steel. ISIJ Int. 1991, 31, 268–277. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Imamura, J.; Nakamura, Y. Embrittlement of steels occurring in the temperature range from 1000 to 600 °C. Trans ISIJ 1984, 24, 169–177. [Google Scholar] [CrossRef]
- Hutchinson, C.R.; Zurob, H.; Sinclair, C.; Brechet, Y. The comparative effectiveness of Nb solute and NbC precipitates at impeding grain-boundary motion in Nb steels. Scr. Mater. 2008, 59, 635–637. [Google Scholar] [CrossRef]
- Crowther, D.N.; Mintz, B. Influence of carbon on hot ductility of steels. Mater. Sci. Technol. 1986, 2, 671–676. [Google Scholar] [CrossRef]
- Osinkolu, G.A.; Tacikowski, M.; Kobylanski, A. Combined effect of AIN and sulphur on hot ductility of high purity iron-base alloys. Mater. Sci. Technol. 1985, 1, 520–525. [Google Scholar] [CrossRef]
- Harada, S.; Tanaka, S.; Misumi, H.; Mizoguchi, S.; Horiguchi, H. A Formation mechanism of transverse cracks on CC slab surface. ISIJ Int. 1990, 30, 310–316. [Google Scholar] [CrossRef]
- Brune, T.; Senk, D.; Walpot, R.; Steenken, B. Hot ductility behavior of boron containing microalloyed steels with varying manganese contents. Metall. Mater. Trans. B 2015, 46, 1400–1408. [Google Scholar] [CrossRef]
- Lankford, W.T. Some considerations of strength and ductility in the continuous-casting process. Metall. Trans. 1972, 3, 1331–1357. [Google Scholar] [CrossRef]
- Carpenter, K.R.; Killmore, C.R.; Dippenaar, R. Influence of isothermal treatment on MnS and hot ductility in low carbon, low Mn steels. Metall. Mater. Trans. B 2014, 45, 372–380. [Google Scholar] [CrossRef]
- Mintz, B.; Wilcox, R.; Crowther, D.N. Hot ductility of directly cast C–Mn–Nb–Al steel. Mater. Sci. Technol. 1986, 2, 589–594. [Google Scholar] [CrossRef]
- Coleman, T.H.; Wilcox, J.R. Transverse cracking in continuously cast HSLA slabs—Influence of composition. Mater. Sci. Technol. 1985, 1, 80–83. [Google Scholar] [CrossRef]
- Weinberg, F. The strength and ductility of continuously cast steels above 800 °C. Metall. Trans. B 1979, 10, 513–522. [Google Scholar] [CrossRef]
- Crowther, D.N.; Green, M.J.W.; Mitchell, P.S. The influence of composition on the hot cracking susceptibility during casting of microalloyed steels processed to simulate thin slab casting conditions. Mater. Sci. Forum 1998, 284–286, 469–476. [Google Scholar] [CrossRef]
- Ouchi, C.; Matsumoto, K. Hot ductility in Nb-bearing high strength low-alloy steels. Trans. ISIJ 1982, 22, 181–189. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J.M. Hot-ductility behavior of C-Mn-Nb-Al steels and its relationship to crack propagation during the straightening of continuously cast strand. Met. Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, Y.-h.; Wu, H.-t. Effects of chromium on the microstructure and hot ductility of Nb-microalloyed steel. Int. J. Miner. Metall. Mater. 2021, 28, 1011–1021. [Google Scholar] [CrossRef]
- Abushosa, R.; Vipond, R.; Mintz, B. Influence of titanium on the hot ductility of as-cast steels. Mater. Sci. Technol. 1991, 7, 613–621. [Google Scholar] [CrossRef]
- Chervonnyj, A.V.; Ringinen, D.A.; Astafev, D.S.; Efron, L.I. Investigation of hot ductility of microalloyed pipe steels produced at foundry-rolling complex. Probl. Chern. Met. Materioloved. 2015, 2, 49–56. Available online: https://www.elibrary.ru/item.asp?id=23592748 (accessed on 1 February 2023).
- Koldaev, A.V.; D’yakonov, D.L.; Zaitsev, A.I.; Arutyunyan, N.A. Kinetics of the formation of nanosize niobium carbonitride precipitates in low-alloy structural steels. Metallurgist 2017, 60, 1032–1037. [Google Scholar] [CrossRef]
- Rybkin, N.A.; Rodionova, I.G.; Shaposhnikov, N.G.; Kuznetsov, V.V.; Mishnev, P.A. Development of approaches for selecting the optimum alloying system and production parameters for manufacturing hot-rolled high-strength low-alloy steels for automobile building. Metallurgist 2009, 53, 486–494. [Google Scholar] [CrossRef]
- Carpenter, K.R.; Dippenaar, R.; Killmore, C.R. Hot ductility of Nb- and Ti-bearing microalloyed steels and the Influence of thermal history. Metall. Mater. Trans. A 2009, 40, 573–580. [Google Scholar] [CrossRef]
- Li, G.Y.; Li, X.F.; Ao, L.G. Investigation on hot ductility and strength of continuous casting slab for AH32 steel. Acta Metall. Sin. Engl. Lett. 2006, 19, 75–78. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Koldaev, A.V.; Gladchenkova, Y.S.; Shaposhnikov, N.G.; Dunaev, S.F. Study and modeling of annealing regimes in bell furnaces for cold-rolled high-strength microalloyed steels. Metallurgist 2016, 60, 602–611. [Google Scholar] [CrossRef]
- Lückl, M.; Wojcik, T.; Povoden-Karadeniz, E.; Zamberger, S.; Kozeschnik, E. Co-precipitation behavior of MnS and AlN in a low-carbon steel. Steel Res. Int. 2018, 89, 1700342. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. The influence of vanadium on hot ductility of steel. Ironmak. Steelmak. 1993, 20, 445–452. Available online: http://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=3908493 (accessed on 1 February 2023).
- Banks, K.M.; Tuling, A.; Mintz, B. Influence of V and Ti on hot ductility of Nb containing steels of peritectic C contents. Mater. Sci. Technol. 2011, 27, 1309–1314. [Google Scholar] [CrossRef]
- Chen, B.; Yu, H. Hot ductility behavior of V-N and V-Nb microalloyed steels. Int. J. Miner. Metall. Mater. 2012, 19, 525–529. [Google Scholar] [CrossRef]
- Kim, S.K.; Kim, N.J.; Kim, J.S. Effect of boron on the hot ductility of Nb-containing steel. Metall. Mater. Trans. A 2002, 33, 701–704. [Google Scholar] [CrossRef]
- Zarandi, F.; Yue, S. Effect of boron on the hot ductility of the Nb-microalloyed steel in austenite region. Metall. Mater. Trans. A 2006, 37, 2316–2320. [Google Scholar] [CrossRef]
- Zarandi, F.; Yue, S. The effect of boron on hot ductility of Nb-microalloyed steels. ISIJ Int. 2006, 46, 591–598. [Google Scholar] [CrossRef]
- Cho, K.C.; Mun, D.J.; Kim, J.Y.; Park, J.K.; Lee, J.S.; Koo, Y.M. Effect of boron precipitation behavior on the hot ductility of boron containing steel. Metall. Mater. Trans. A 2010, 41, 1421–1428. [Google Scholar] [CrossRef]
- Cho, K.C.; Mun, D.J.; Kang, M.H.; Lee, J.S.; Kil Park, J.; Koo, Y.M. Effect of thermal cycle and nitrogen content on the hot ductility of boron-bearing steel. ISIJ Int. 2010, 50, 839–846. [Google Scholar] [CrossRef]
- Shi, C.; Liu, W.; Li, J.; Yu, L. Effect of boron on the hot ductility of low-carbon Nb-Ti-microalloyed steel. Mater. Trans. 2016, 57, 647–653. [Google Scholar] [CrossRef]
- Li, Q.; Liu, W. Effect of boron on hot ductility and room-temperature tensile properties of microalloyed steels with titanium and niobium. Materials 2019, 12, 2290. [Google Scholar] [CrossRef]
- Komenda, J.; Luo, C.; Lönnqvist, J. Interaction of carbon, titanium, and boron in micro-alloy steels and its effect on hot ductility. Alloys 2022, 1, 133–148. [Google Scholar] [CrossRef]
- Kolbasnikov, N.G.; Matveev, M. Research the influence of boron on hot ductility of microalloyed steels. Glob. Energy 2016, 238, 129–135. [Google Scholar] [CrossRef]
- Liu, W.J.; Li, J.; Shi, C.B.; Huo, X.D. Effect of boron and titanium addition on the hot ductility of low-carbon Nb-containing steel. HTMP 2015, 34, 813–820. [Google Scholar] [CrossRef]
- Gontijo, M.; Chakraborty, A.; Webster, R.F.; Ilie, S.; Six, J.; Primig, S.; Sommitsch, C. Thermomechanical and microstructural analysis of the influence of B- and Ti-content on the hot ductility behavior of microalloyed steels. Metals 2022, 12, 1808. [Google Scholar] [CrossRef]
- Pereda, B.; Uranga, P.; López, B.; Rodriguez-Ibabe, J.M.; Stalheim, D.; Barbosa, R.; Rebellato, M.A. Through-thickness homogenization in thin slab direct rolling of Nb microalloyed steels. In Proceedings of the HSLA Steels 2015, Microalloying 2015 & Offshore Engineering Steels, Hangzhou, China, 11–13 November 2015; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Li, X.; Li, Q.; Li, H.; Gao, X.; Deng, X.; Wang, Z. The Effect of cooling rate on the microstructure evolution and mechanical properties of Ti-microalloyed steel plates. Materials 2022, 15, 1385. [Google Scholar] [CrossRef]
- Nie, Y.; Shang, C.J.; Song, X.; You, Y.; Li, C.; He, X.L. Properties and homogeneity of 550-MPa grade TMCP steel for ship hull. Int. J. Miner. Metall. Mater. 2010, 17, 179–184. [Google Scholar] [CrossRef]
- Aichbhaumik, D. Steel variability effects on low cycle fatigue behaviour of high strength low alloy steel. Metall. Trans. A—Phys. Metal. Mater. Sci. 1979, 3, 269–278. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Rodionova, I.G.; Arutyunyan, N.A.; Dunaev, S.F. Study of effect of non-metallic inclusions on structural state and properties of low-carbon microalloyed structural steels. Metallurgist 2021, 64, 885–893. [Google Scholar] [CrossRef]
- Zaitsev, A.I. Prospective directions for development of metallurgy and materials science of steel. Pure Appl. Chem. 2017, 89, 1553–1565. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Rodionova, I.G.; Baklanova, O.N.; Kryukova, A.I.; Udod, K.A.; Mishnev, P.A.; Mitrofanov, A.V. Nonmetallic inclusions and promising principles for Improving the set of properties and quality characteristics of steel. Metallurgist 2015, 58, 983–991. [Google Scholar] [CrossRef]
- Lee, W.B.; Hong, S.G.; Park, C.G.; Kim, K.H.; Park, S.H. Influence of Mo on precipitation hardening in hot rolled HSLA steels containing Nb. Scr. Mater. 2000, 43, 319–324. [Google Scholar] [CrossRef]
- Koldaev, A.V.; Arifulov, F.V.; Zaitsev, A.I.; Arutyunyan, N.A.; Alexandrova, N.M. Effect of excess phase precipitation on strengthening of structural steels prepared by hot stamping. Metallurgist 2020, 64, 438–445. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Microalloying System | Effect of Precipitates | Ref. |
|---|---|---|---|
| Strength | Ti | Positive | [4,22] |
| Nb | [5,6] | ||
| V | [7] | ||
| Nb-Ti | [9,23,24,25] | ||
| V-Ti | [26] | ||
| Ti-Mo | [8] | ||
| Ti-Nb-Mo | [9,23,27] | ||
| Ti-Nb-V-Mo | [9] | ||
| Impact toughness | Nb, Nb-Mo, Ti-Mo | Negative | [12] |
| Fatigue strength | Ti | Positive | [16] |
| Ti-Mo | [17] | ||
| V | [18] | ||
| Nb-Ti | [19] | ||
| Corrosion resistance | Nb | Negative | [28,29] |
| V | [28] | ||
| Stress corrosion cracking | Nb | Positive | [30] |
| Hydrogen-induced cracking | Nb | Positive | [15] |
| Homogeneity | Nb | Negative | [31] |
| Nb, Nb-Ti, Nb-V | [32,33] | ||
| Ti-Mo | [33] | ||
| Hot ductility | Nb | Depends on size | [34,35,36] |
| Ti, Nb-Ti | [37,38,39,40] | ||
| V, Nb-V | [41,42,43,44] |
| Form of Presence | Mechanism | Features of the Conditions | Ref. |
|---|---|---|---|
| S | Segregation along grain boundaries | High temperatures, 20–50 °C below solidus | [59,63] |
| FeS | Liquid layer along the grain boundaries | Low Mn/S ratio, high cooling rate | [66] |
| (Fe,Mn)S | Finely dispersed precipitates along the grain boundaries. Formation of PFZs | Low Mn/S ratio, medium cooling rate | [58,66,68] |
| MnS | Finely dispersed precipitates along the grain boundaries. Formation of PFZs | Low Mn/S ratio, low cooling rate | [59,66,69] |
| Chemical Composition, wt.% | Effect | Cooling | Ref. | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Al | S | P | Nb | N | Ti | Fe | |||
| 0.06 | - | 1.6 | 0.021 | - | - | 0.035 | 0.006 | 0.006 | Bal. | Positive | 900 K/min | [76] |
| 0.03–0.04 | - | 1.6 | - | - | - | 0.03 | 0.0042–0.0077 | 0.012–0.013 | Bal. | Negative | 300 K/min | [37] |
| 0.04–0.05 | - | 1.6 | - | - | - | 0.013–0.016 | 0.0044–0.0081 | 0.01 | Bal. | Negative | [37] | |
| 0.04–0.05 | - | 1.6–1.72 | - | - | - | 0.044–0.055 | 0.0048–0.0072 | 0.013–0.036 | Bal. | Negative | [37] | |
| 0.04–0.05 | - | 1.6 | - | - | - | 0.013–0.016 | 0.0044–0.0081 | 0.01 | Bal. | Weakly positive | Cooling— heating— cooling | [37] |
| 0.04–0.05 | - | 1.6–1.72 | - | - | - | 0.044–0.055 | 0.0048–0.0072 | 0.013–0.036 | Bal. | Positive | [37] | |
| ≤0.15 | 0.14–0.15 | <2 | 0.039–0.054 | - | - | 0.041–0.042 | Not specified | 0.015 | Bal. | Positive | 300 K/min | [39] |
| 0.11 | 0.32–0.38 | 1.48–1.54 | 0.023–0.035 | 0.004 | 0.015–0.019 | 0.023–0.029 | 0.008–0.009 | 0.02 | Bal. | Positive | 25 K/min | [75] |
| 0.051–0.052 | 0.37–0.38 | 1.51 | 0.030 | 0.009–0.010 | 0.014–0.015 | - | 0.0094 | 0.02 | Bal. | Weakly positive | 60 K/min | [75] |
| 0.086–0.098 | 0.31–0.35 | 1.41–1.44 | 0.008–0.036 | 0.002–0.019 | 0.009–0.019 | 0.032–0.042 | 0.0040–0.0110 | 0.014–0.045 | Bal. | Negative | 25, 100, 200 K/min | [38] |
| Chemical Composition, wt.% | Effect | Cooling | Ref. | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No | C | Si | Mn | Al | Nb | Ti | Mo | S | P | N | B | Fe | |||
| 1 | 0.081 | 0.139–0.149 | 0.974–0.983 | 0.020–0.031 | 0.02 | - | - | 0.003 | 0.010–0.011 | 0.005–0.006 | 0.002 | Bal. | Positive | 1 °C/s | [86] |
| 2 | 0.05–0.15 | 0.14–0.23 | 0.95–1.65 | 0.02 | 0.035–0.05 | 0.02–0.03 | 0.03, <0.017 | 0.007–0.008 | 0.009–0.012 | 0.0048–0.0092 | 0.002–0.0043 | Bal. | Positive | 10 °C/s–heating–cooling | [87,88] |
| 3 | 0.040–0.048 | 0.062–0.070 | 0.495–0.540 | 0.023–0.028 | - | - | 0.040–0.041 | 0.011–0.012 | 0.015–0.016 | 0.0048–0.0049 | 0.0027 | Bal. | Positive | 1 °C/s | [89] |
| 4 | Negative | 20 °C/s | |||||||||||||
| 5 | 0.039–0.043 | 0.60–0.65 | 0.495–0.530 | 0.023–0.027 | - | - | 0.040–0.041 | 0.011–0.012 | 0.015–0.017 | 0.0011–0.0049 | 0.0016–0.0026 | Bal. | Negative | 20 °C/s | [90] |
| 6 | Negative | 20 °C/s–heating–cooling | |||||||||||||
| 7 | 0.15–0.17 | 0.19 | 1.42–1.44 | 0.028–0.029 | 0.024–0.029 | 0.012–0.014 | - | 0.018 | 0.013 | 0.0060–0.0065 | 0.0025–0.0045 | Bal. | Positive | 3 °C/s | [91] |
| 8 | 0.071 | 0.1–0.8 | 1.807–1.936 | 0.0306–0.0387 | 0.047–0.048 | 0.085–0.117 | - | 0.002–0.003 | - | Not specified | 0.002–0.0024 | Bal. | Positive | 1 °C/s to 910 °C–soaking–0.01 °C/s | [92] |
| 9 | 0.10 | 0.29–0.32 | 1.96–1.99 | 0.023–0.030 | 0.031 | 0.0035 | - | 0.005–0.006 | 0.005 | 0.0030–0.0035 | 0.005–0.01 | Bal. | Positive | 3 °C/s | [93] |
| 10 | 0.09 | Mn+Si < 2.1 | 0.03–0.04 | Nb+V+Ti < 0.17 | 0.011–0.016 | 0.005 | - | 0.005–0.006 | 0.003, 0.0002 | Bal. | Negative | Natural | [94] | ||
| 11 | Positive | 10 °C/s + thermal cycling | |||||||||||||
| The Content of Microalloying, wt.% | Tbf, °C | Carbon Content, across the Cross-Section of Rolled Products, wt.% | |
|---|---|---|---|
| Surface | Axial Zone | ||
| 0.073 Nb | 960 | 0.087 | 0.090 |
| 990 | 0.088 | 0.089 | |
| 1030 | 0.092 | 0.086 | |
| 0.071 Nb–0.018 Ti | 950 | 0.084 | 0.085 |
| 990 | 0.088 | 0.083 | |
| 1040 | 0.089 | 0.082 | |
| 0.064 Nb–0.057 V | 970 | 0.089 | 0.091 |
| 1000 | 0.090 | 0.091 | |
| 1030 | 0.093 | 0.089 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaitsev, A.; Arutyunyan, N.; Koldaev, A. Hot Ductility, Homogeneity of the Composition, Structure, and Properties of High-Strength Microalloyed Steels: A Critical Review. Metals 2023, 13, 1066. https://doi.org/10.3390/met13061066
Zaitsev A, Arutyunyan N, Koldaev A. Hot Ductility, Homogeneity of the Composition, Structure, and Properties of High-Strength Microalloyed Steels: A Critical Review. Metals. 2023; 13(6):1066. https://doi.org/10.3390/met13061066
Chicago/Turabian StyleZaitsev, Alexander, Nataliya Arutyunyan, and Anton Koldaev. 2023. "Hot Ductility, Homogeneity of the Composition, Structure, and Properties of High-Strength Microalloyed Steels: A Critical Review" Metals 13, no. 6: 1066. https://doi.org/10.3390/met13061066