
Effects of Oscillation Width on Arc Characteristics and Droplet Transfer in Vertical Oscillation Arc Narrow-Gap P-GMAW of X80 Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Effect on Arc Behaviors and Droplet Transfer
3.1.1. With Non-Oscillation Arc
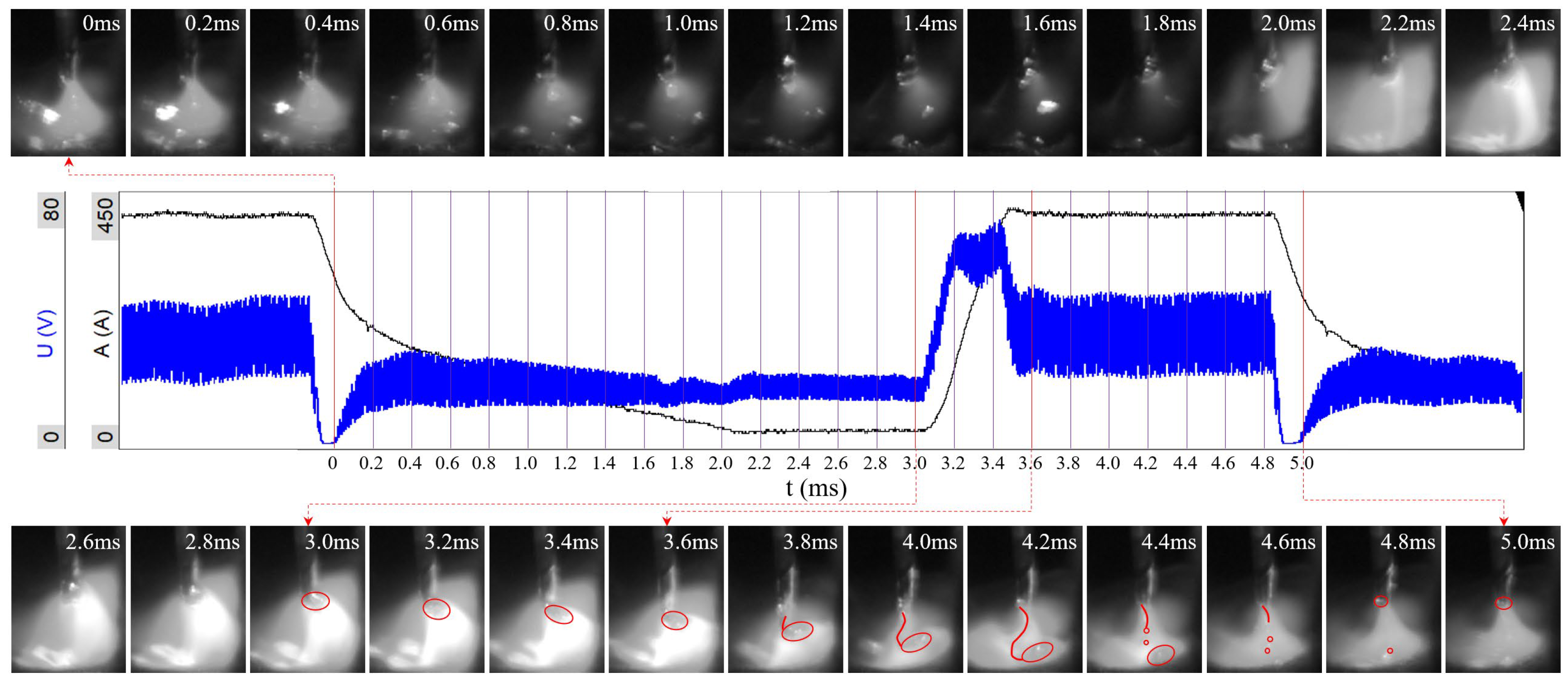
3.1.2. With 2.0 mm Oscillation Width
3.1.3. With 4.0 mm Oscillation Width
3.2. Effect on Weld Bead Formation
4. Discussion
5. Conclusions
- (1)
- The welding process is stable when the oscillation width is appropriate, and the arc morphology is like a bell shape. When the arc oscillates in the dwell position, the arc will be inclined to the sidewall with a small angle due to the influence of the sidewall. However, an excessive oscillation width will result in the arc climbing to the sidewall, which makes the welding process unstable.
- (2)
- When the welding process is stable, the droplet transition process is consistent with the pre-set arc’s waveform. The droplet transition mode is ODOP when the arc is in the middle of the narrow gap but an MDOP mode when the arc oscillates to the dwell position, and the number of small droplets is increased when the oscillation width increases. In a narrow oscillation width sidewall dwell position, the droplet falls into the molten pool close to the sidewall due to the plasma flow force. However, in an excessive oscillation width condition, the plasma flow force is redirected by the sidewall, leading the droplet to fall into the molten pool away from the sidewall. In addition, the droplet transition process does not conform to the pre-set waveforms and also, in turn, affects the waveform of the power source, which undoubtedly further deteriorates the stability of the welding process.
- (3)
- The sidewall penetration increases with an increase in oscillation width; however, an oscillation width too wide will lead to defects such as porosity. On the contrary, the penetration depth of the groove bottom decreases with an increase in oscillation width, but an oscillation width too narrow will increase the risk of sidewall defects. The fusion line in the transection of the weld bead in non-oscillation welding presents a finger-type shape. With an increase in oscillation width, the appearance of the fusion line gradually changes to a bowl shape. The weld bead surface becomes smoother with a decrease in oscillation width to a certain extent.
- (4)
- The oscillation width has a major impact on the stability of the welding process when using a vertical oscillation arc welding X80 narrow-gap groove. Selecting the appropriate oscillation width can not only improve the appearance of the weld bead but also the sidewall fusion quality. A 2.0 mm oscillation width is suggested for narrow-gap welding with the size used in this paper.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, S. Research on Metal Transfer and Arc Behavior in Narrow Gap P-GMAW with Swing Arc. Master’s Thesis, Tianjin Polytechnic University, Tianjin, China, 2019. [Google Scholar]
- Qin, G. Development and application of narrow gap gas shielded welding process. Metalwork. Hot Work. 2022, 9, 8–20. [Google Scholar]
- Liu, G.; Tang, X.; Han, S.; Lu, F.; Cui, H. Influence of interwire angle on undercutting formation and arc behavior in pulsed tandem narrow-gap GMAW. Mater. Design 2020, 193, 1–14. [Google Scholar] [CrossRef]
- Wu, D.; Chen, Y.X.; Chen, H.B.; Chen, S.B. Influences of weaving parameters on dynamic characteristics and stability control of the droplet transfer in arc-weaving P-GMAW process. Int. J. Adv. Manuf. Technol. 2022, 119, 5233–5250. [Google Scholar] [CrossRef]
- Zhang, G.; Shi, Y.; Zhu, M.; Fan, D. Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J. Mater. Process. Technol. 2017, 245, 15–23. [Google Scholar] [CrossRef]
- Gu, Y.F.; He, G.Y.; Shi, G.; He, W.; Zhu, M. Detection and analysis of arc shape and droplet transfer behavior of narrow gap GMAW. J. Shanghai Jiao Tong Univ. 2016, 50, 1526–1529, 1534. [Google Scholar] [CrossRef]
- Sugitani, Y.; Kobayashi, Y.; Murayama, M. Development and application of automatic high speed rotation arc welding. Weld. Int. 1991, 5, 577–583. [Google Scholar] [CrossRef]
- Wang, J.Y.; Zhu, J.; Fu, P.; Su, R.J.; Han, W.; Yang, F. A swing arc system for narrow gap GMA welding. ISIJ Int. 2012, 52, 110–114. [Google Scholar] [CrossRef]
- Li, W.H.; He, C.F.; Chang, J.S.; Wang, J.Y.; Wu, J. Modeling of weld formation in variable groove narrow gap welding by rotating GMAW. J. Manuf. Process. 2020, 57, 163–173. [Google Scholar] [CrossRef]
- Guo, N.; Lin, S.B.; Zhang, L.; Yang, C.L. Metal transfer characteristics of rotating arc narrow gap horizontal GMAW. Sci. Technol. Weld. Joi 2009, 14, 760–764. [Google Scholar] [CrossRef]
- Guo, N.; Zhang, J.; Han, Y.; Zhang, L.; Yuan, X. Effects of Welding Parameters on Metal Transfer Process in Rotating Arc Narrow Gap Horizontal GMAW. Trans. Jwri. 2012, 2011, 5–7. [Google Scholar]
- Xu, W.H.; Lin, S.B.; Yang, C.L.; Fan, C.L. Study on droplet transfer of swing arc narrow gap GMAW, Trans. China Weld. Inst. 2017, 38, 109–114. [Google Scholar]
- Xu, W.H.; Fan, C.L.; Lin, S.B.; Yang, C.L. Research on droplet transfer in oscillating arc narrow gap GMA welding. Chin. Weld. 2014, 23, 12–16. [Google Scholar] [CrossRef]
- Xu, W.H. Research on Droplet Transfer and Welding Process of Oscillation arc Narrow Gap GMAW. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2014. [Google Scholar]
- Chen, Y.; Fang, C.F.; Yang, Z.D.; Wang, J.Y.; Xu, G.X.; Gu, X.Y. Cable-type welding wire arc welding. Int. J. Adv. Manuf. Technol. 2018, 94, 835–844. [Google Scholar] [CrossRef]
- Yang, Z.D.; Chen, Y.T.; Zhang, Z.W.; Fang, C.F.; Xu, K.; He, P.; Zhang, Z.D. Research on the sidewall penetration mechanisms of cable-type welding wire narrow gap GMAW process. Int. J. Adv. Manuf. Technol. 2022, 120, 2443–2455. [Google Scholar] [CrossRef]
- Lassaline, E.; Zajaczkowski, T.; North, T.H. Narrow Groove Twin-wire GMAW of High-strength Steel. Weld. J. 1989, 9, 53–58. [Google Scholar]
- Liu, L.M.; Hu, C.H.; Fang, D.S. Forming characteristics of narrow gap gas shielded three wire indirect arc welding. Trans. China Weld. Inst. 2018, 39, 119–123. [Google Scholar]
- Liu, L.M.; Wang, Z.L.; Zhang, T.Y.; Ba, X.L. Analysis of metal transfer and weld forming characteristics in triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2022, 120, 6777–6788. [Google Scholar] [CrossRef]
- Long, J.; Zhang, L.J.; Zhuang, M.X.; Bai, L.A.; Na, S.J. Narrow-gap laser welding with beam wobbling and filler wire and microstructural performance of joints of thick TC4 titanium alloy plates. Opt. Laser. Technol. 2022, 152, 1–20. [Google Scholar] [CrossRef]
- Shi, H.; Zhang, K.; Xu, Z.; Huang, T.Y.; Bao, W.N. Applying statistical models optimize the process of multi-pass narrow-gap laser welding with filler wire. Int. J. Adv. Manuf. Technol. 2014, 75, 279–291. [Google Scholar] [CrossRef]
- Yamazaki, Y.; Abe, Y.; Hioki, Y.; Nakatani, M.; Kitagawa, A.; Nakata, K. Fundamental Study of Narrow Gap Welding with Oscillation Laser Beam. Weld. Int. 2014, 30, 699–707. [Google Scholar] [CrossRef]
- Feng, J.C.; Rathod, D.W.; Roy, M.J.; Francis, J.A.; Guo, W.; Irvine, N.M.; Vasileiou, A.N.; Sun, Y.L.; Smith, M.C.; Li, L. An evaluation of multipass narrow gap laser welding as a candidate process for the manufacture of nuclear pressure vessels. Int. J. Pres. Ves. Pip. 2017, 157, 43–50. [Google Scholar] [CrossRef]
- Gong, M.C.; Kawahito, Y.; Li, G.; Gao, M.; Zeng, X.Y. Stabilization effect of space constraint in narrow gap laser-arc hybrid welding analyzed by approximate entropy. Int. J. Adv. Manuf. Technol. 2017, 92, 3093–3102. [Google Scholar] [CrossRef]
- Mirakhorli, F.; Cao, X.; Pham, X.-T.; Wanjara, P.; Fihey, J.-L. Technical Challenges in Narrow-Gap Root Pass Welding during Tandem and Hybrid Laser-Arc Welding of a Thick Martensitic Stainless Steel. Mater. Sci. Forum. 2016, 879, 1305–1310. [Google Scholar] [CrossRef]
- Meng, Y.F.; Li, G.; Gao, M.; Zhang, C.; Zeng, X.Y. Effects of groove parameters on space constraint of narrow gap laser-arc hybrid welding. J. Manuf. Process. 2018, 33, 144–149. [Google Scholar] [CrossRef]
- Yu, J.; Cai, C.; Xie, J.; Huang, J.S.; Liu, Y.H.; Chen, H. Weld formation, arc behavior, and droplet transfer in narrow-gap laser-arc hybrid welding of titanium alloy. J. Manuf. Process. 2023, 91, 44–52. [Google Scholar] [CrossRef]
- Cai, X.Y.; Lin, S.B.; Fan, C.L.; Yang, C.L.; Zhang, W.; Wang, Y.W. Molten pool behaviour and weld forming mechanism of tandem narrow gap vertical GMAW. Sci. Technol. Weld. Joi 2016, 21, 124–130. [Google Scholar] [CrossRef]
- Jones, L.A.; Eager, T.W.; Lang, J.H. A dynamic model of drops detaching from a gas metal arc welding electrode. J. Phys. D Appl. Phys. 1998, 31, 107–123. [Google Scholar] [CrossRef]
- Chen, Q.H.; Xie, Z.Y.; Wang, J.Y.; Lin, S.B.; Dou, Q.; Huang, T. A comparison of the swing and non-swing arc behavior in arc ultrasonic assisted narrow gap GMAW. JMRT 2023, 24, 4698–4710. [Google Scholar] [CrossRef]
- Song, X.P.; Li, Z.X.; Huang, J.K.; Fan, D.; Yu, S.R. Analysis of Droplet Transfer and Arc Swing in “TIG + AC” Twin-Wire Cross Arc Additive Manufacturing. Metals 2023, 13, 63. [Google Scholar] [CrossRef]
- Huang, J.; Chen, T.; Huang, D.Q.; Xu, T.Z. Study on the Effect of Pulse Waveform Parameters on Droplet Transition, Dynamic Behavior of Weld Pool, and Weld Microstructure in P-GMAW. Metals 2023, 13, 199. [Google Scholar] [CrossRef]
- Yang, Z.D.; Chen, Y.T.; Zhang, Y.S.; Fang, C.F.; Chen, S.J.; Gu, X.Y. Arc behavior and deposition characteristics of assisted wire filling cable-type welding wire GMAW. Int. J. Mod. Phys. B 2022, 36, 2240041. [Google Scholar] [CrossRef]
- Yang, Z.D.; Fang, C.F.; Chen, Y.; Liu, B.; Hu, Q.X.; Gu, X.Y. Effect of forces on dynamic metal transfer behavior of cable-type welding wire gas metal arc welding. Int. J. Adv. Manuf. Technol. 2022, 97, 81–90. [Google Scholar] [CrossRef]
- Casuso, M.; Veiga, F.; Suárez, A.; Bhujangrao, T.; Aldalur, E.; Artaza, T.; Amondarain, J.; Lamikiz, A. Model for the Prediction of Deformations in the Manufacture of Thin-Walled Parts by Wire Arc Additive Manufacturing Technology. Metals 2021, 11, 678. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Liu, K.; Yan, Z.Y.; Wang, F.D.; Li, K.X.; Lin, S.B.; Chen, S.J. Microstructure, texture and mechanical properties of Inconel GH4169 superalloy fabricated by wire arc additive manufacturing with arc oscillation. J. Alloys Compd. 2023, 952, 170070. [Google Scholar] [CrossRef]
- Li, F.X.; Sun, Q.J.; Jin, P.; Liu, Y.B.; Chen, M.L.; Li, J.Z.; Hou, S.J.; Wang, M.X.; Ji, Y.Z. Wetting behavior of melt and its effect on lack of fusion in arc oscillating NG-GTAW. J. Mater. Process. Technol. 2021, 296, 117176. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Richardson, I.M. A simulation-based approach to characterize melt-pool oscillations during gas tungsten arc welding. Int. J. Heat. Mass. Tran. 2021, 164, 1–14. [Google Scholar] [CrossRef]
- Xu, G.X.; Wang, J.Y.; Li, P.F.; Zhu, J.; Cao, Q.N. Numerical analysis of heat transfer and fluid flow in swing arc narrow gap GMA welding. J. Mater. Process. Technol. 2018, 252, 260–269. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.L.; Cai, X.Y.; Lin, S.B.; Yang, C.L. Analysis of droplet transfer, weld formation and microstructure in Al-Cu alloy bead welding joint with pulsed ultrasonic-GMAW method. J. Mater. Process. Technol. 2019, 271, 144–151. [Google Scholar] [CrossRef]
- Zhu, C.X.; Cheon, J.; Tang, X.H.; Na, S.J.; Cui, H.C. Molten pool behaviors and their influences on welding defects in narrow gap GMAW of 5083 Al-alloy. Int. J. Heat Mass Transf. 2018, 126, 1206–1221. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Ni | Cu | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Substrate | 0.063 | 1.83 | 0.28 | 0.0006 | 0.011 | 0.03 | 0.04 | 0.03 | Bal. |
| Wire | 0.08 | 1.37 | 0.59 | 0.012 | 0.012 | 0.011 | 0.10 | 0.021 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Xue, R.; Zhou, J.; Bao, Y.; Xu, Y. Effects of Oscillation Width on Arc Characteristics and Droplet Transfer in Vertical Oscillation Arc Narrow-Gap P-GMAW of X80 Steel. Metals 2023, 13, 1057. https://doi.org/10.3390/met13061057
Liu H, Xue R, Zhou J, Bao Y, Xu Y. Effects of Oscillation Width on Arc Characteristics and Droplet Transfer in Vertical Oscillation Arc Narrow-Gap P-GMAW of X80 Steel. Metals. 2023; 13(6):1057. https://doi.org/10.3390/met13061057
Chicago/Turabian StyleLiu, Hongsheng, Ruilei Xue, Jianping Zhou, Yang Bao, and Yan Xu. 2023. "Effects of Oscillation Width on Arc Characteristics and Droplet Transfer in Vertical Oscillation Arc Narrow-Gap P-GMAW of X80 Steel" Metals 13, no. 6: 1057. https://doi.org/10.3390/met13061057