
Towards Balanced Strength and Plasticity in Graphene-Nickel Composites: The Role of Graphene, Bimodal Metal Powder and Processing Conditions
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Synthesis Procedure
2.2. Characterization
3. Results and Discussion
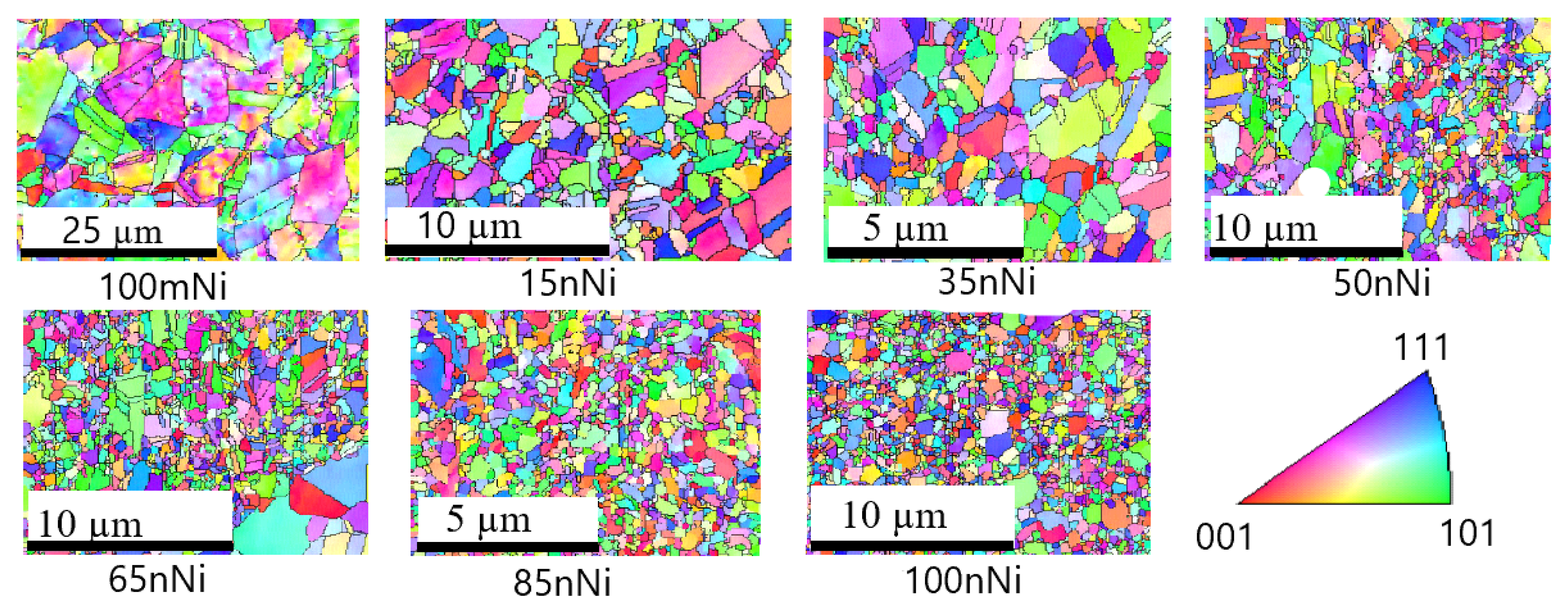
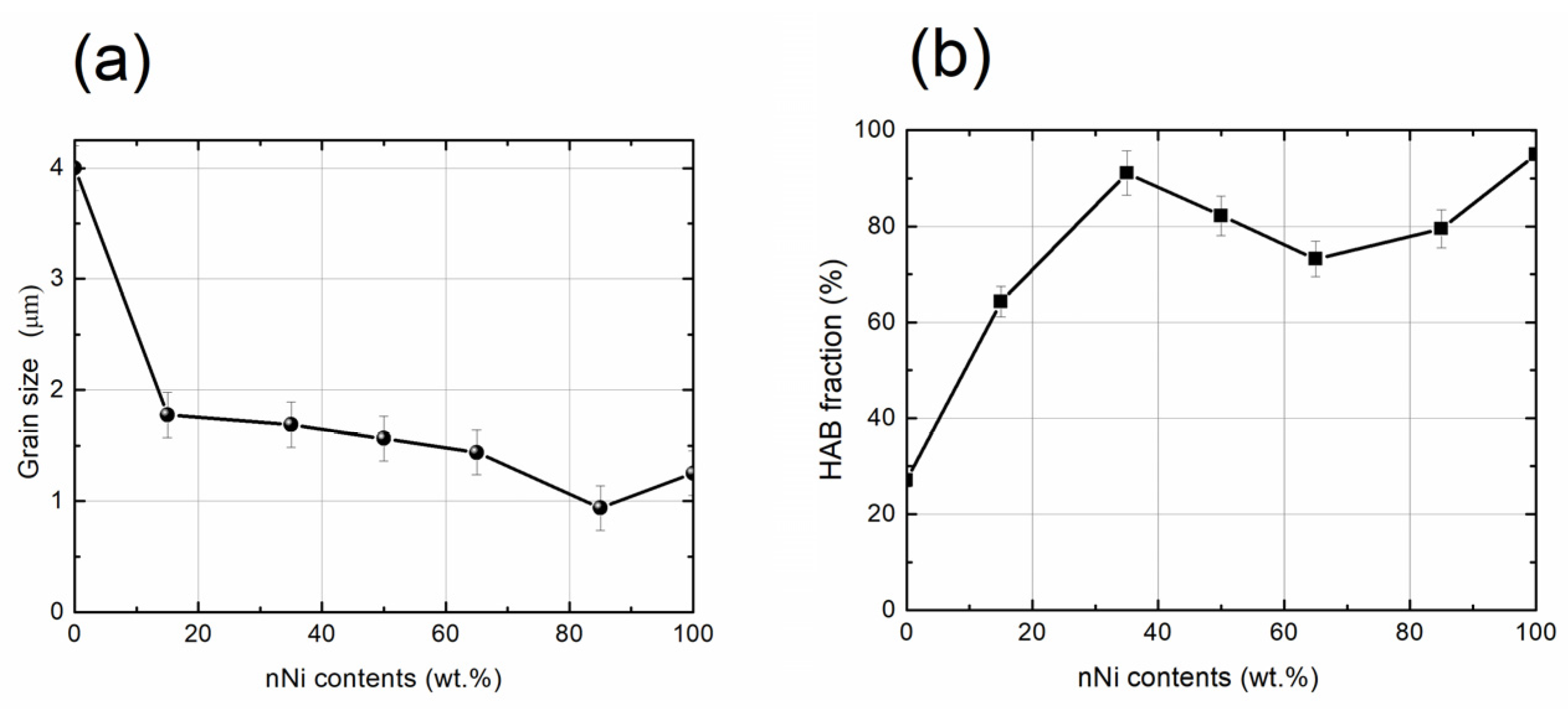
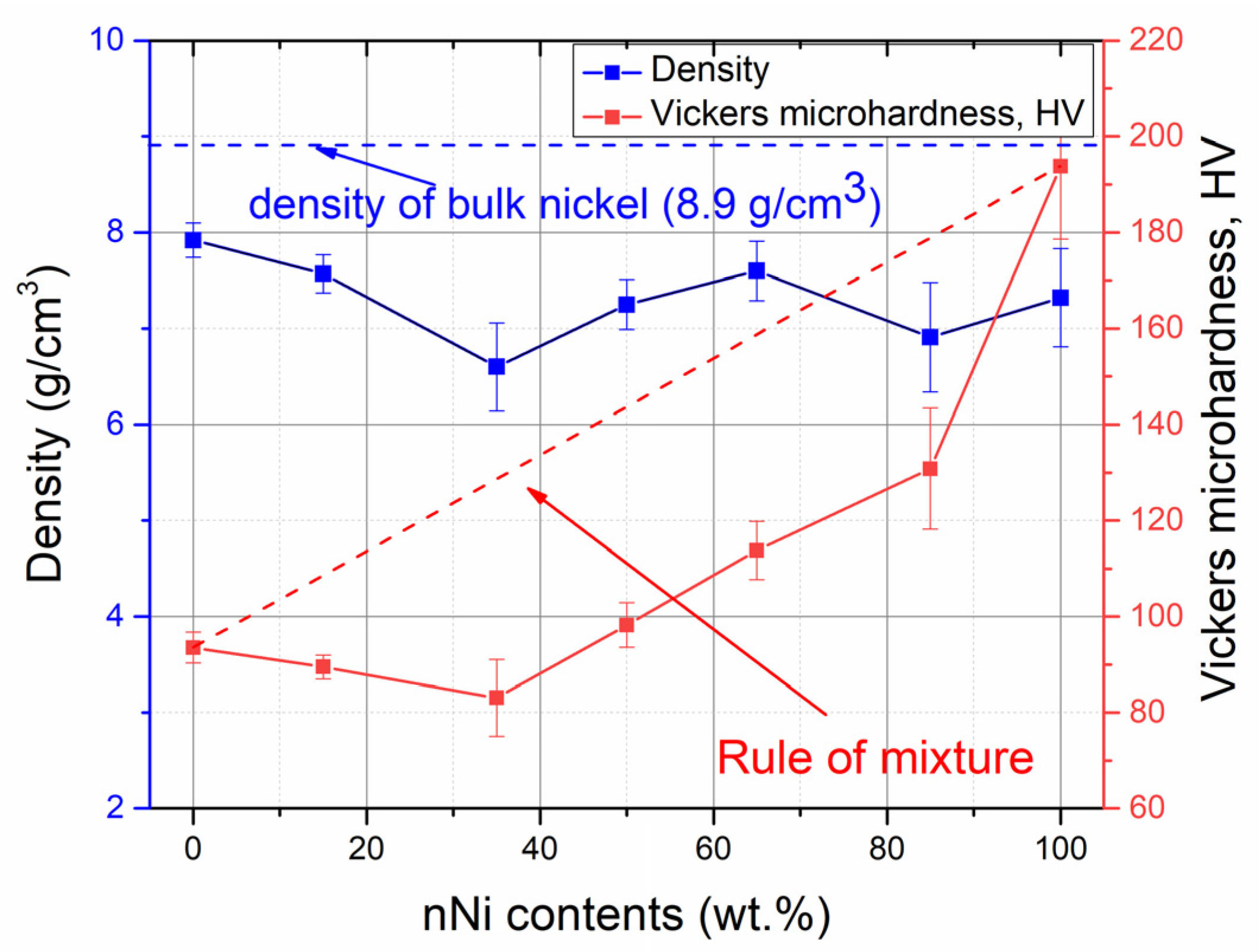
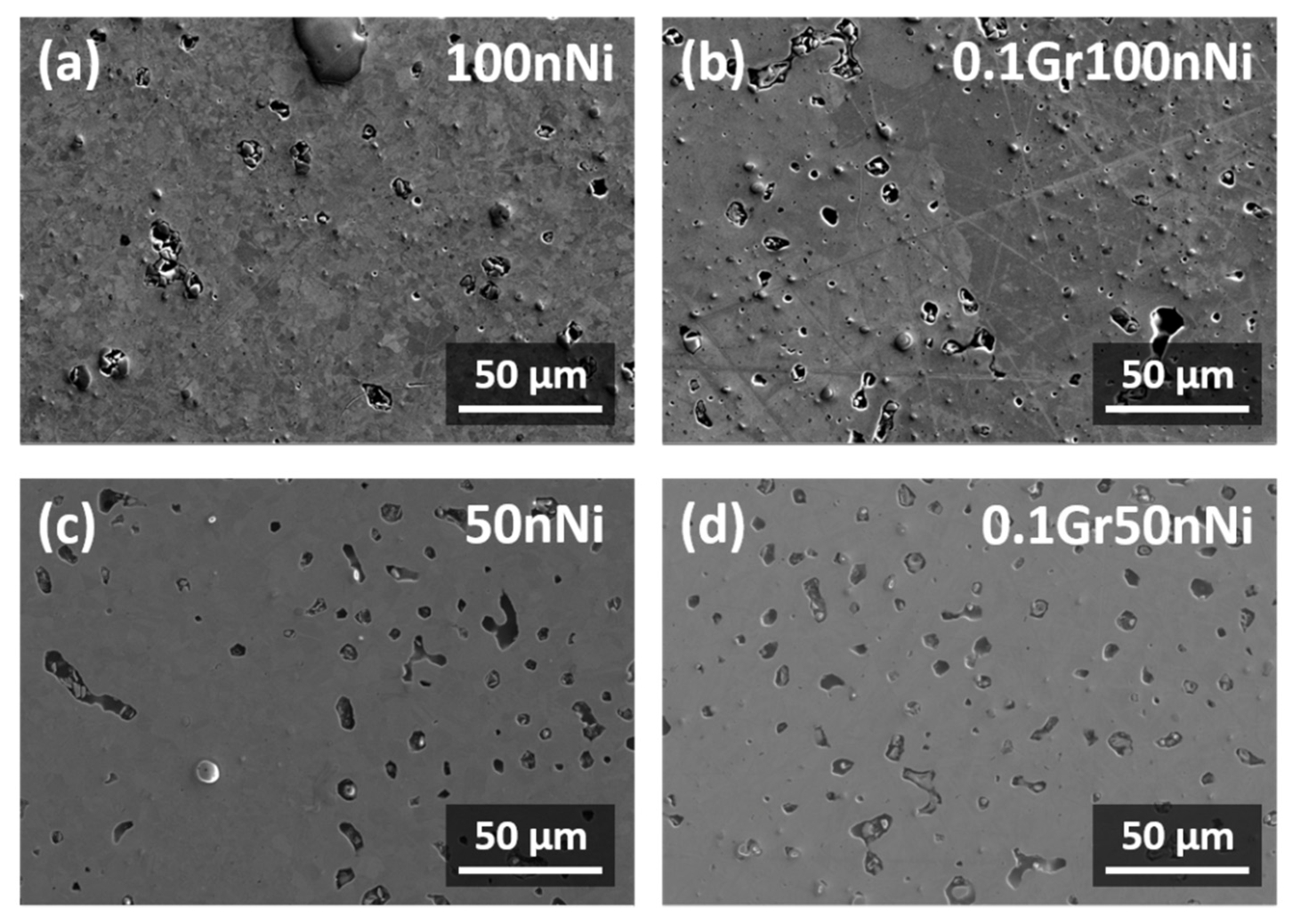
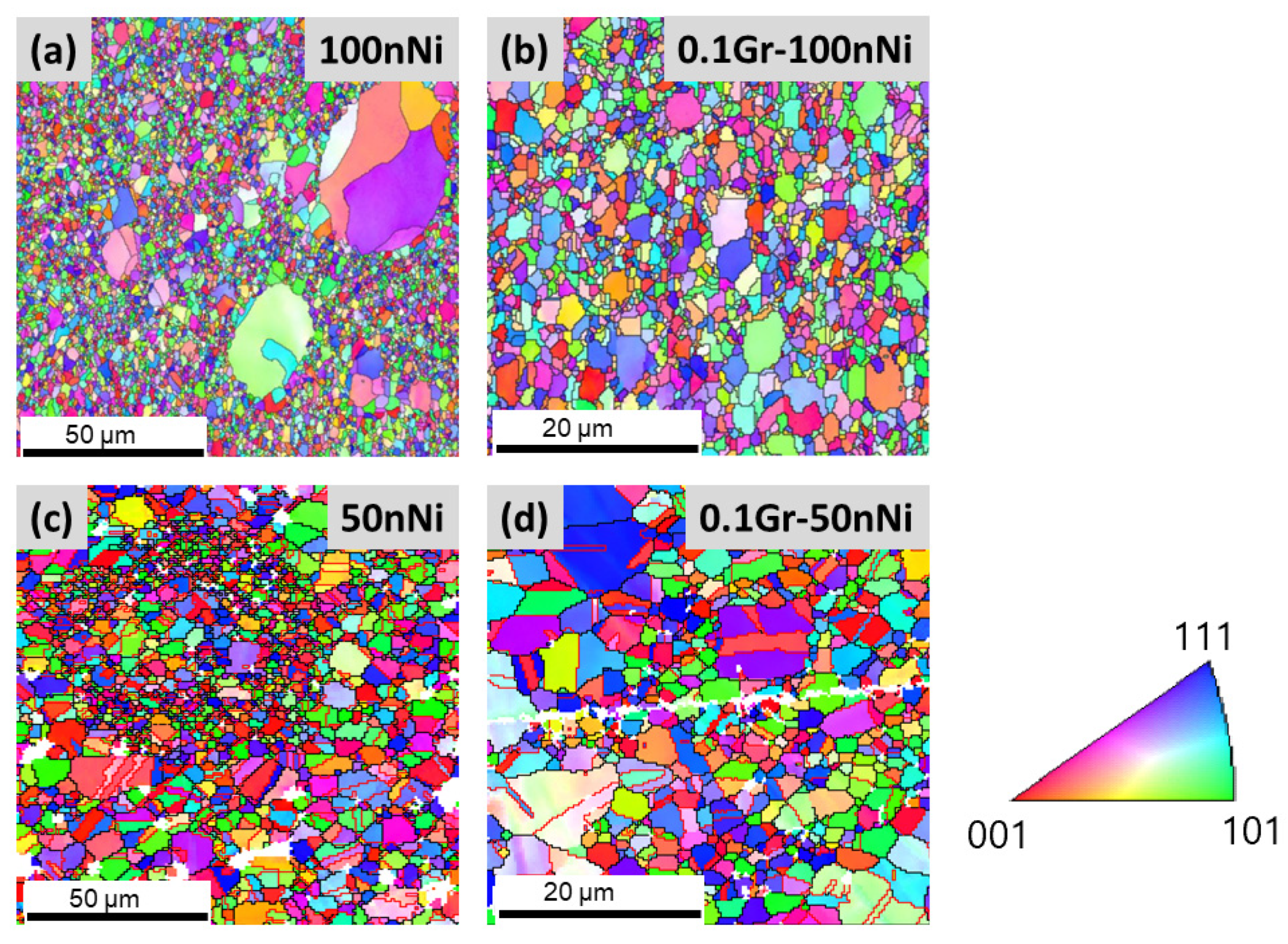
3.1. Microstructure and Mechanical Properties of Nickel Specimens Manufactured from mNi and nNi Powders
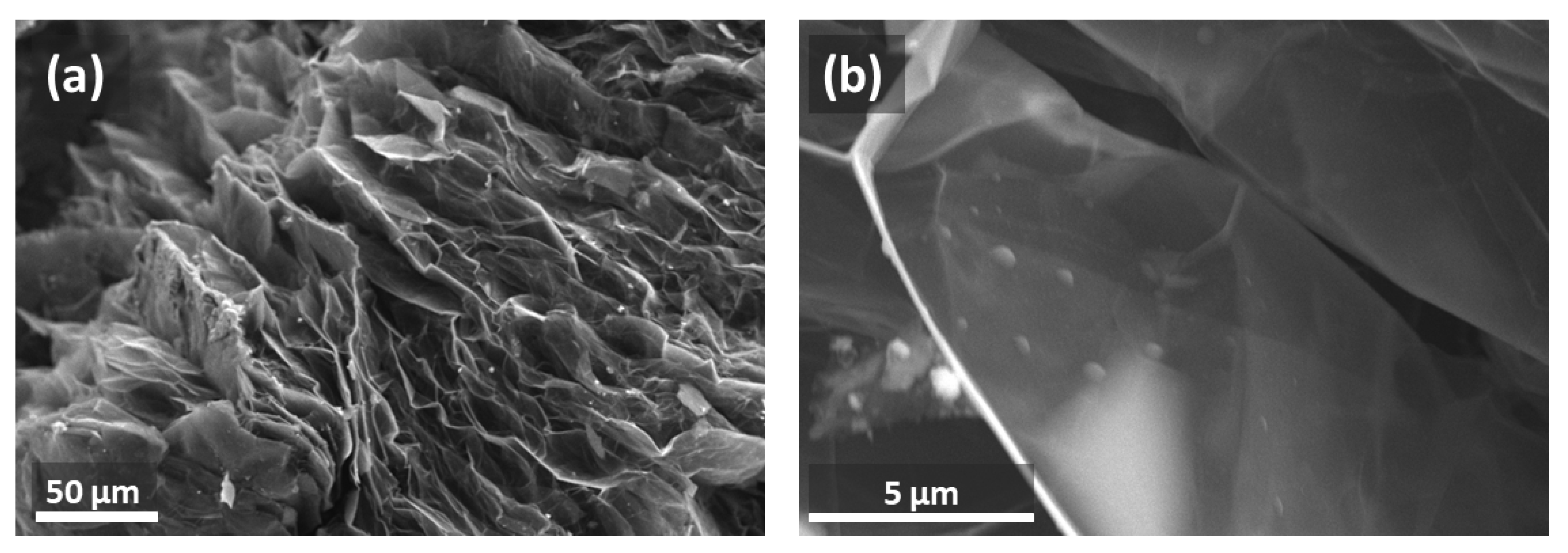
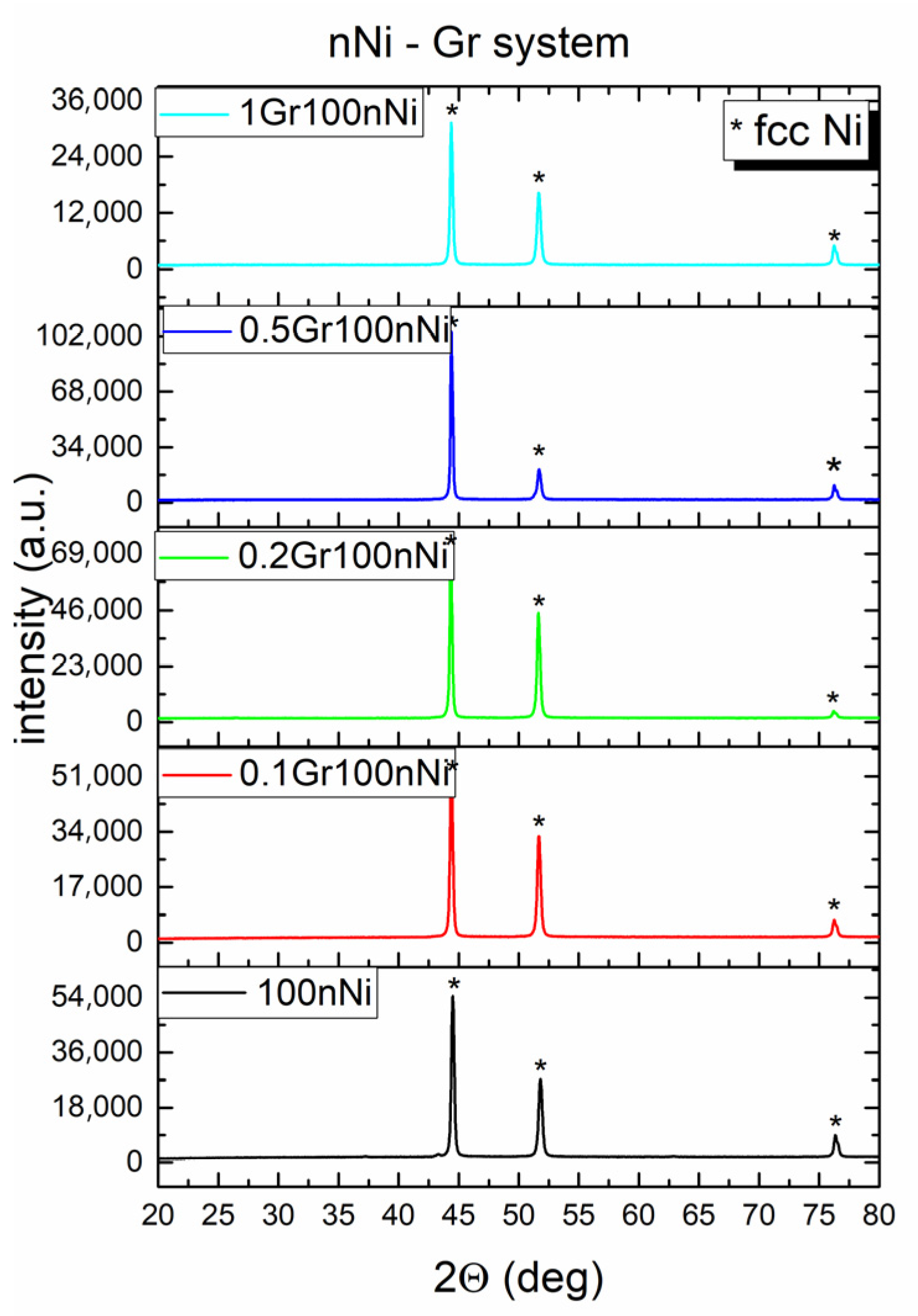
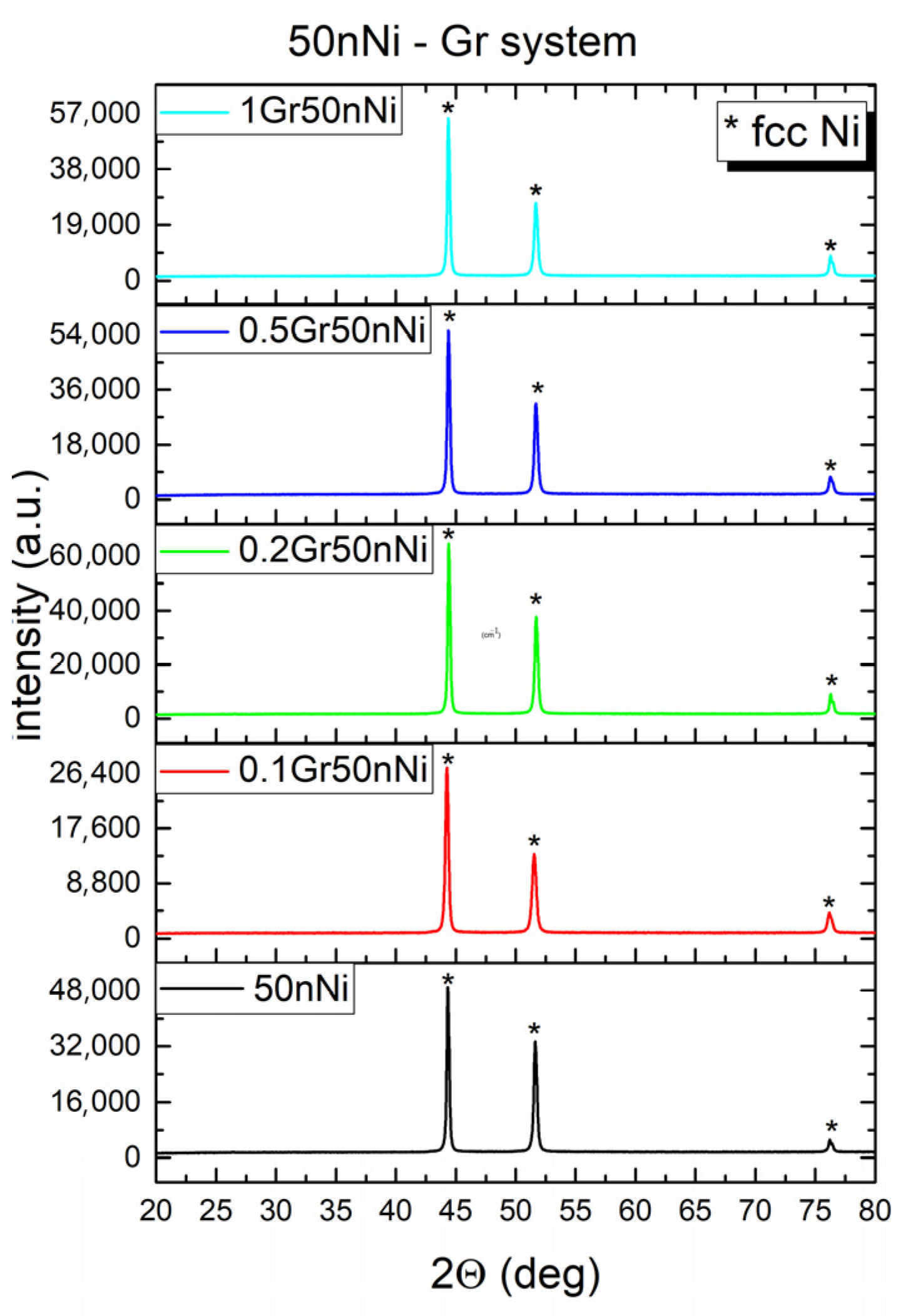
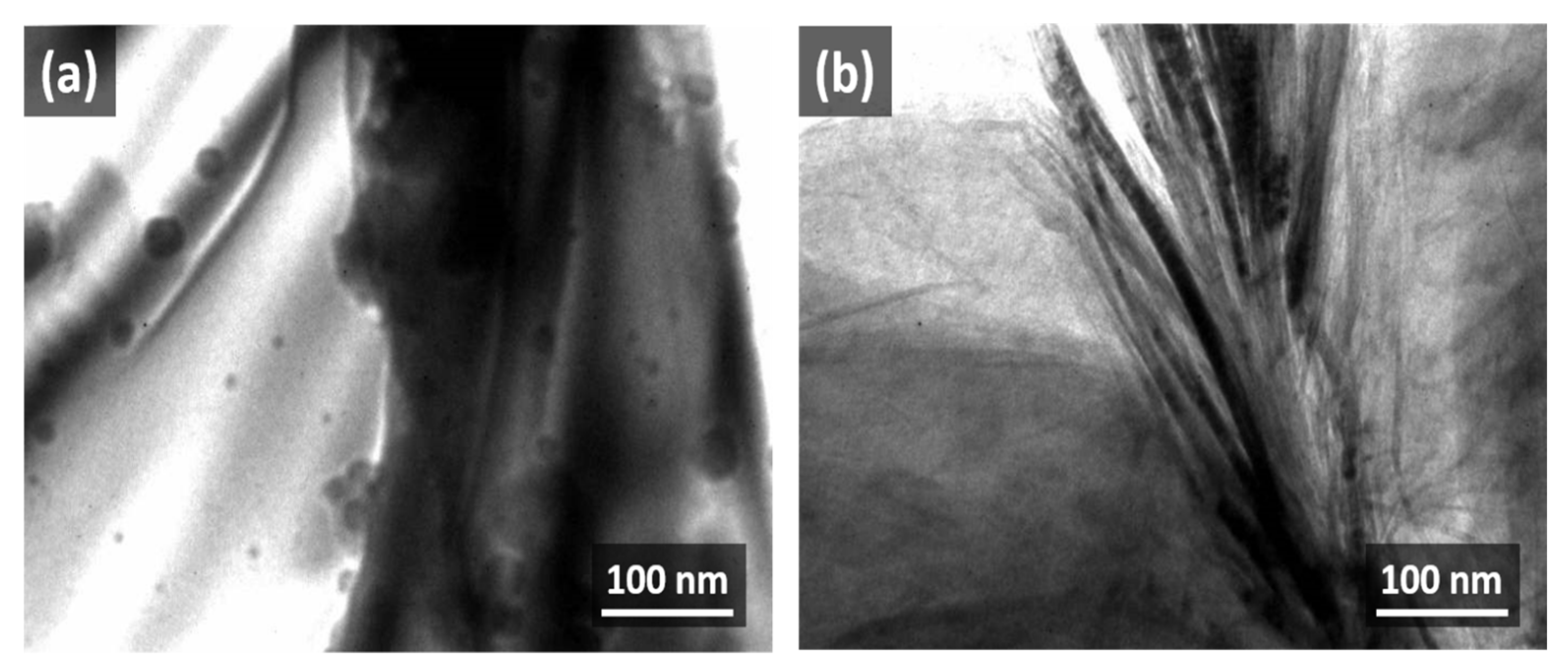
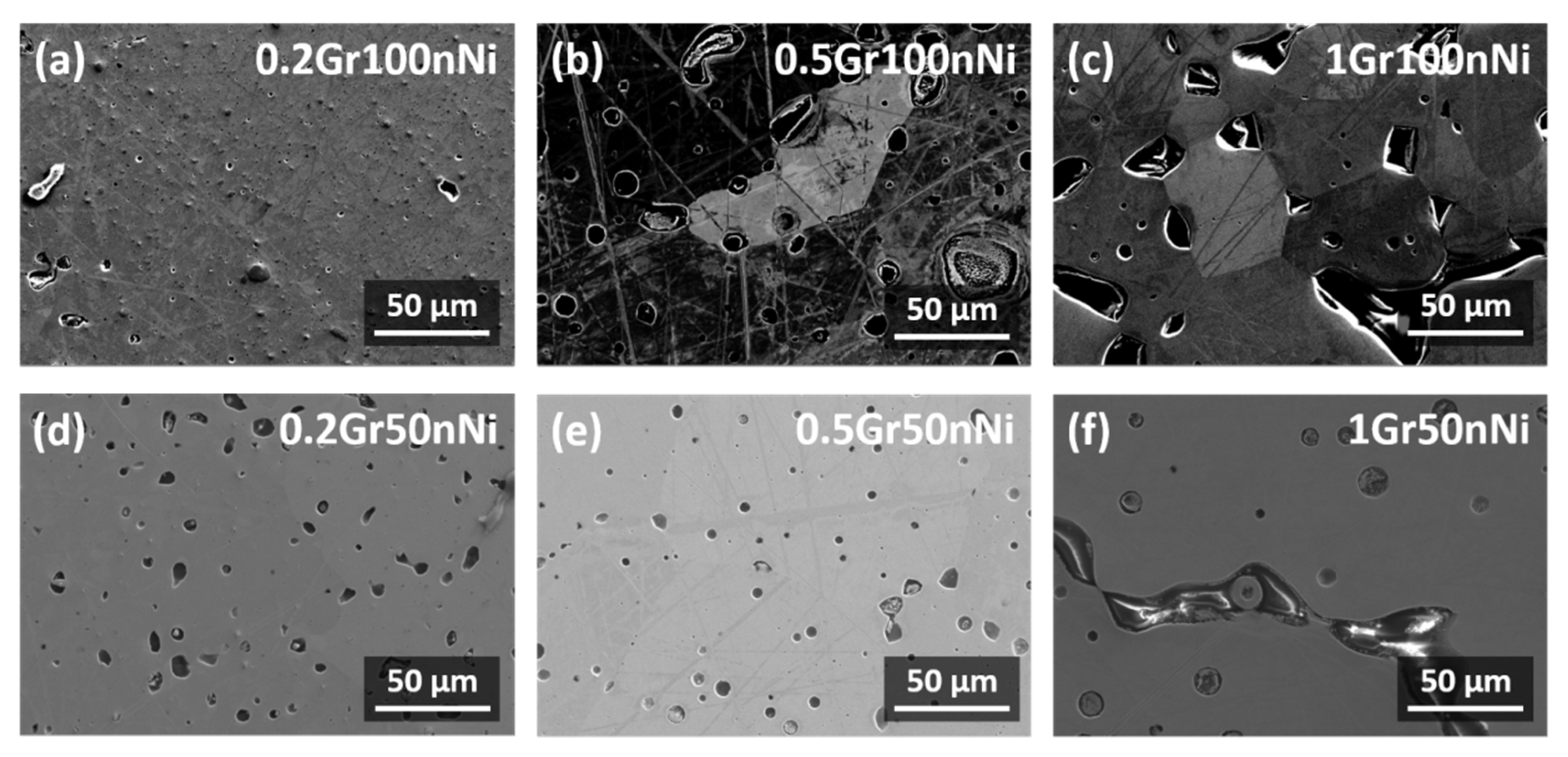
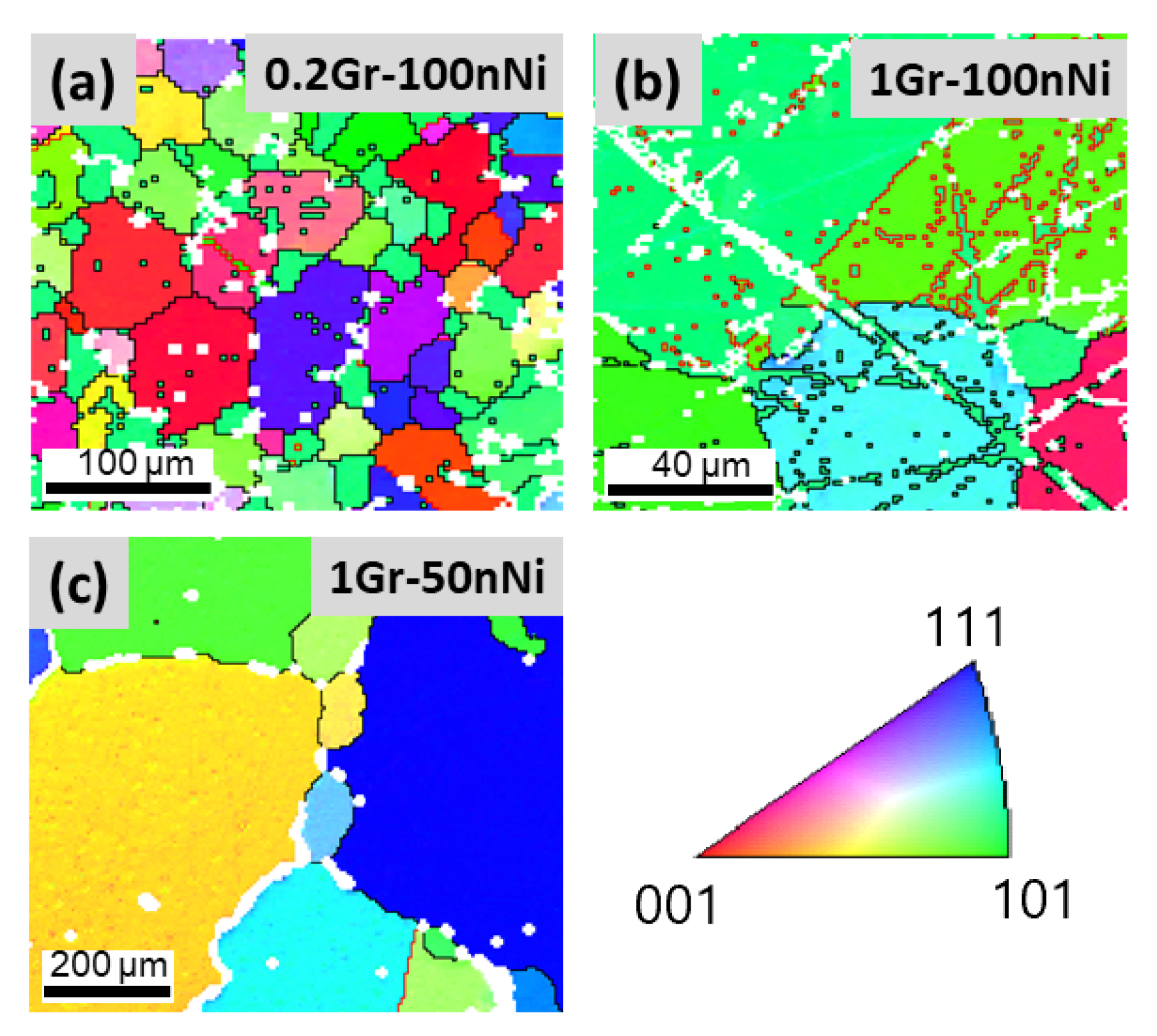
3.2. The Structure of Nickel-Graphene Composites
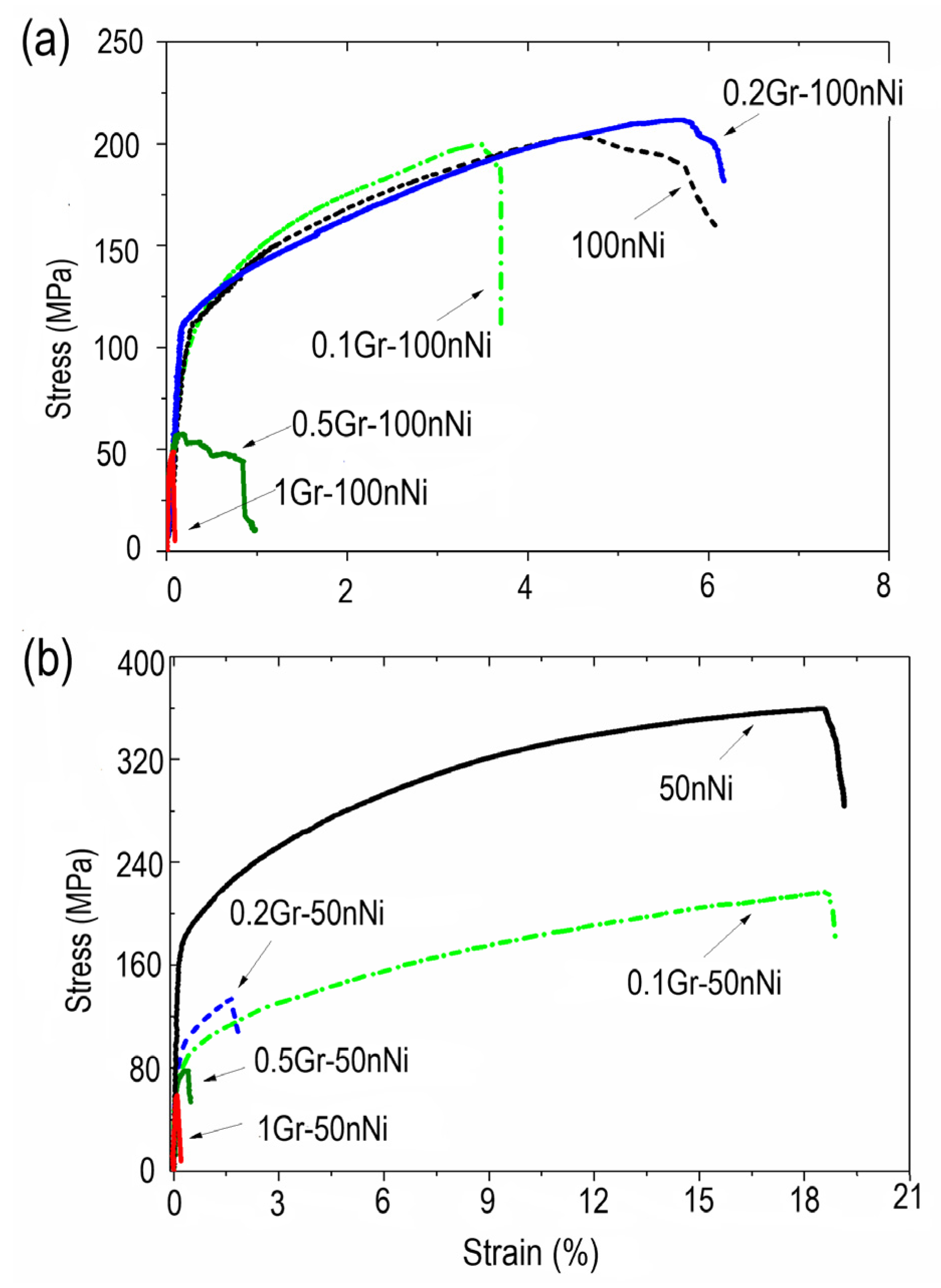
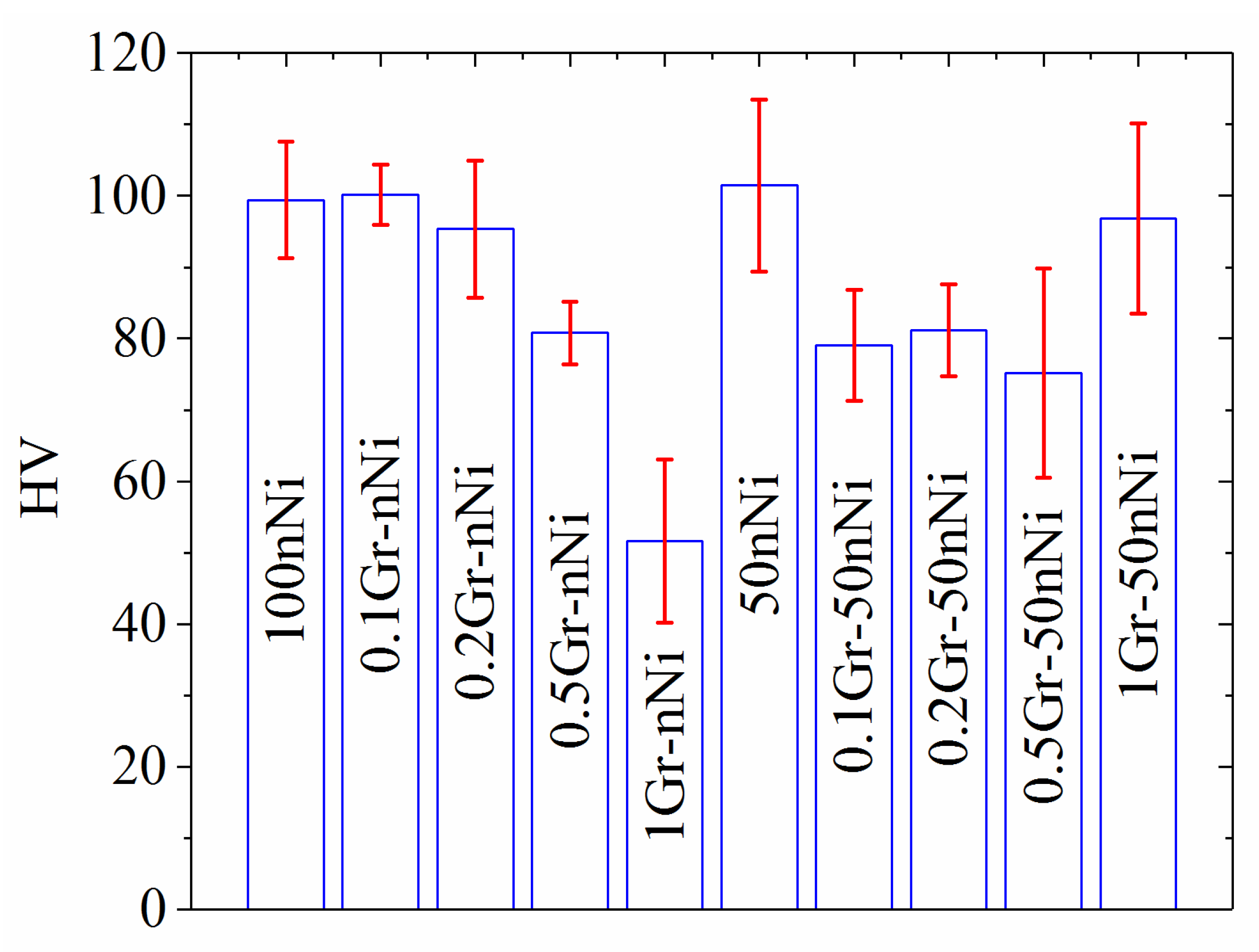
3.3. The Mechanical Properties of Gr-Ni Composites
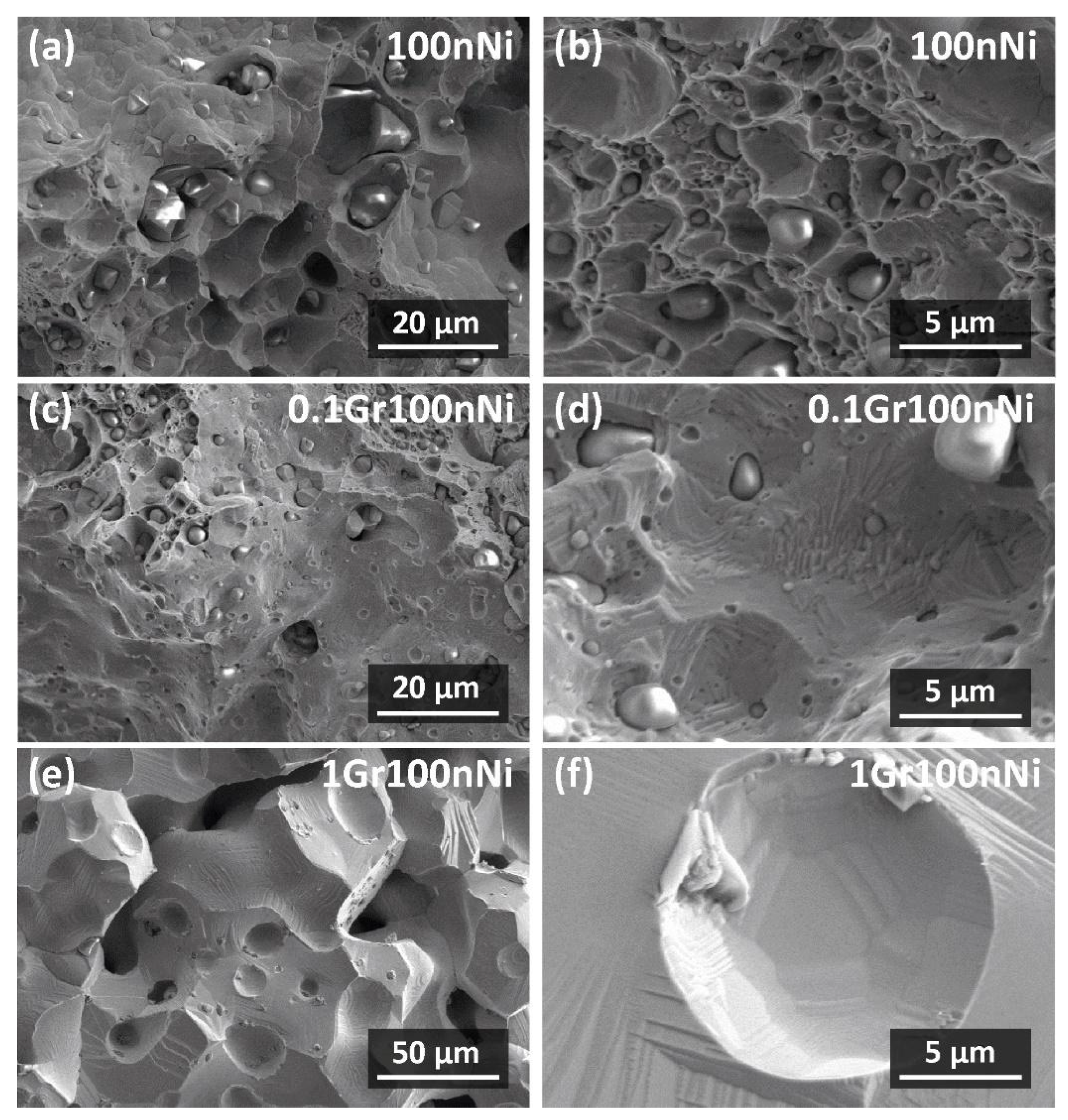
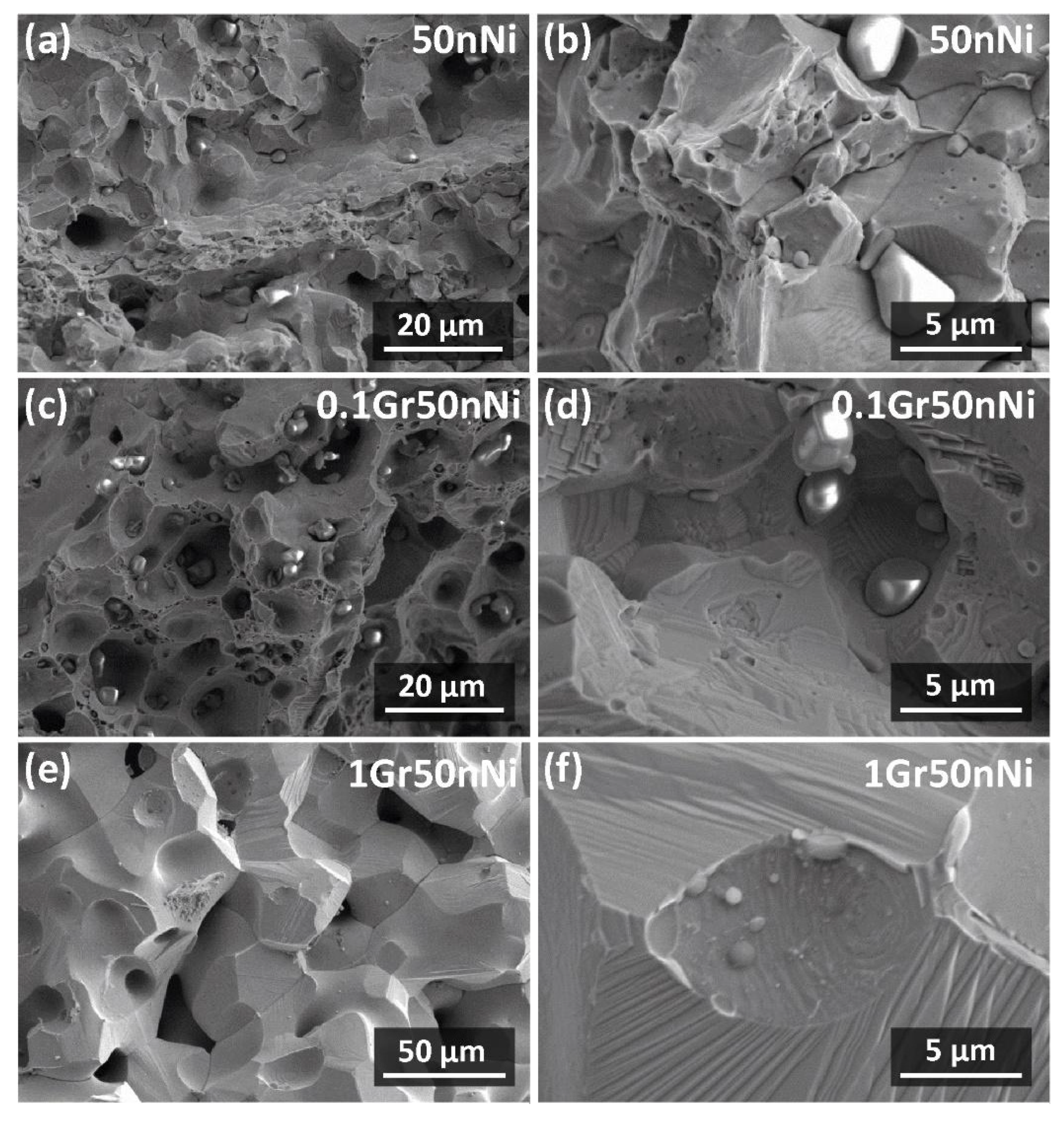
3.4. Fracture of Nickel-Graphene Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced Metal Matrix Nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef] [Green Version]
- Shin, S.E.; Choi, H.J.; Hwang, J.Y.; Bae, D.H. Strengthening Behavior of Carbon/Metal Nanocomposites. Sci. Rep. 2015, 5, 16114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the Elastic Properties and Intrinsic Strength of Monolayer Graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Shahil, K.M.F.; Balandin, A.A. Thermal Properties of Graphene and Multilayer Graphene: Applications in Thermal Interface Materials. Solid State Commun. 2012, 152, 1331–1340. [Google Scholar] [CrossRef]
- Mohan, V.B.; Brown, R.; Jayaraman, K.; Bhattacharyya, D. Characterisation of Reduced Graphene Oxide: Effects of Reduction Variables on Electrical Conductivity. Mater. Sci. Eng. B 2015, 193, 49–60. [Google Scholar] [CrossRef]
- Morozov, S.V.; Novoselov, K.S.; Katsnelson, M.I.; Schedin, F.; Elias, D.C.; Jaszczak, J.A.; Geim, A.K. Giant Intrinsic Carrier Mobilities in Graphene and Its Bilayer. Phys. Rev. Lett. 2008, 100, 016602. [Google Scholar] [CrossRef] [Green Version]
- Bolotin, K.I.; Sikes, K.J.; Jiang, Z.; Klima, M.; Fudenberg, G.; Hone, J.; Kim, P.; Stormer, H.L. Ultrahigh Electron Mobility in Suspended Graphene. Solid State Commun. 2008, 146, 351–355. [Google Scholar] [CrossRef] [Green Version]
- Zhao, C. Enhanced Strength in Reduced Graphene Oxide/Nickel Composites Prepared by Molecular-Level Mixing for Structural Applications. Appl. Phys. A 2015, 118, 409–416. [Google Scholar] [CrossRef]
- Kuang, D.; Xu, L.; Liu, L.; Hu, W.; Wu, Y. Graphene–Nickel Composites. Appl. Surf. Sci. 2013, 273, 484–490. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Reis, M.; Vieira, M. Aluminum and Nickel Matrix Composites Reinforced by CNTs: Dispersion/Mixture by Ultrasonication. Metals 2017, 7, 279. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, Í.; Viana, F.; Vieira, M.F.; Valdemar Fernandes, J.; Simões, S. Characterization of Ni–CNTs Nanocomposites Produced by Ball-Milling. Metals 2019, 10, 2. [Google Scholar] [CrossRef] [Green Version]
- Khanna, V.; Kumar, V.; Bansal, S.A. Mechanical Properties of Aluminium-Graphene/Carbon Nanotubes (CNTs) Metal Matrix Composites: Advancement, Opportunities and Perspective. Mater. Res. Bull. 2021, 138, 111224. [Google Scholar] [CrossRef]
- Nazaretyan, K.; Kirakosyan, H.; Zakaryan, M.; Abovyan, L.; Volobujeva, O.; Aydinyan, S. The Interaction Pathway in the Mechano-Ultrasonically Assisted and Carbon-Nanotubes Augmented Nickel–Aluminum System. Metals 2022, 12, 436. [Google Scholar] [CrossRef]
- Choudhary, M.; Sharma, A.; Aravind Raj, S.; Sultan, M.T.H.; Hui, D.; Shah, A.U.M. Contemporary Review on Carbon Nanotube (CNT) Composites and Their Impact on Multifarious Applications. Nanotechnol. Rev. 2022, 11, 2632–2660. [Google Scholar] [CrossRef]
- Zhang, M.; Ding, L.; Zheng, J.; Liu, L.; Alsulami, H.; Kutbi, M.A.; Xu, J. Surface Modification of Carbon Fibers with Hydrophilic Fe3O4 Nanoparticles for Nickel-Based Multifunctional Composites. Appl. Surf. Sci. 2020, 509, 145348. [Google Scholar] [CrossRef]
- Kurapova, O.Y.; Lomakin, I.V.; Solovieva, E.N.; Archakov, I.Y.; Konakov, V.G. Oxidation Resistance and Microhardness of NI-YSZ Composites, Manufactured by Powder Metallurgy Technique. Rev. Adv. Mater. Sci. 2017, 52, 118–123. [Google Scholar]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser Additive Manufacturing of Ultrafine TiC Particle Reinforced Inconel 625 Based Composite Parts: Tailored Microstructures and Enhanced Performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Wang, R.; Zhu, G.; Yang, C.; Wang, W.; Wang, D.; Dong, A.; Shu, D.; Zhang, L.; Sun, B. Nano-Size Carbide-Reinforced Ni Matrix Composite Prepared by Selective Laser Melting. Nano. Mater. Sci. 2020, 2, 316–322. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent Progress in the Development and Properties of Novel Metal Matrix Nanocomposites Reinforced with Carbon Nanotubes and Graphene Nanosheets. Mater. Sci. Eng. R Rep. 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Wang, R.; Wang, W.; Zhu, G.; Pan, W.; Zhou, W.; Wang, D.; Li, F.; Huang, H.; Jia, Y.; Du, D.; et al. Microstructure and Mechanical Properties of the TiN Particles Reinforced IN718C Composite. J. Alloy Compd. 2018, 762, 237–245. [Google Scholar] [CrossRef]
- Chen, W.; Yang, T.; Dong, L.; Elmasry, A.; Song, J.; Deng, N.; Elmarakbi, A.; Liu, T.; Lv, H.B.; Fu, Y.Q. Advances in Graphene Reinforced Metal Matrix Nanocomposites: Mechanisms, Processing, Modelling, Properties and Applications. Nanotechnol. Precis. Eng. 2021, 3, 189–210. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, J.; Wang, T.; Su, X.; Yang, S.; Chen, W.; Wang, J.; Sun, J.; Peng, J. High-Performance Microwave Absorption Epoxy Composites Filled with Hollow Nickel Nanoparticles Modified Graphene via Chemical Etching Method. Compos. Sci. Technol. 2019, 176, 54–63. [Google Scholar] [CrossRef]
- Dahal, A.; Batzill, M. Graphene–Nickel Interfaces: A Review. Nanoscale 2014, 6, 2548. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Wei, P.; Zhang, S.; Lu, B.; Zhang, L.; Yang, X.; Huang, K.; Huang, Y.; Li, X.; Zhao, Q. Graphene Reinforced Nickel-Based Superalloy Composites Fabricated by Additive Manufacturing. Mater. Sci. Eng. A 2020, 769, 138484. [Google Scholar] [CrossRef]
- Tabandeh-Khorshid, M.; Ajay, K.; Omrani, E.; Kim, C.; Rohatgi, P. Synthesis, Characterization, and Properties of Graphene Reinforced Metal-Matrix Nanocomposites. Compos. B Eng. 2020, 183, 107664. [Google Scholar] [CrossRef]
- Borkar, T.; Mohseni, H.; Hwang, J.; Scharf, T.W.; Tiley, J.S.; Hong, S.H.; Banerjee, R. Excellent Strength–Ductility Combination in Nickel-Graphite Nanoplatelet (GNP/Ni) Nanocomposites. J. Alloy Compd. 2015, 646, 135–144. [Google Scholar] [CrossRef]
- Fu, K.; Zhang, X.; Shi, C.; Liu, E.; He, F.; Li, J.; Zhao, N.; He, C. An Approach for Fabricating Ni@graphene Reinforced Nickel Matrix Composites with Enhanced Mechanical Properties. Mater. Sci. Eng. A 2018, 715, 108–116. [Google Scholar] [CrossRef]
- Kurapova, O.; Smirnov, I.; Solovyeva, E.; Archakov, I.; Konakov, V. The Effect of Reduced Graphene Oxide (RGO) and Thermally Exfoliated Graphite (TEFG) on the Mechanical Properties of “Nickel-Graphene” Composites. Lett. Mater. 2020, 10, 164–169. [Google Scholar] [CrossRef]
- Konakov, V.G.; Kurapova, O.Y.; Lomakin, I.V.; Archakov, I.Y.; Solovyeva, E.N.; Ovidko, I.A. Fabrication of Aluminum-Graphene and Metal-Ceramic Nanocomposites. A Selective Review. Rev. Adv. Mater. Sci. 2016, 44, 361–369. [Google Scholar]
- Kurapova, O.Y.; Lomakin, I.V.; Sergeev, S.N.; Solovyeva, E.N.; Zhilyaev, A.P.; Archakov, I.Y.; Konakov, V.G. Fabrication of Nickel-Graphene Composites with Superior Hardness. J. Alloy Compd. 2020, 835, 155463. [Google Scholar] [CrossRef]
- Archakov, I.Y.; Kazykhanov, V.U.; Konakov, V.G.; Kurapova, O.Y.; Medvedev, A.E.; Murashkin, M.Y.; Novik, N.N.; Ovid’Ko, I.A.; Solovyeva, E.N.; Valiev, R.Z. Microstructure and Mechanical Characteristics of Nanostructured Nickel-Graphene Composites Processed by High Pressure Torsion. Rev. Adv. Mater. Sci. 2017, 50, 13–23. [Google Scholar]
- Konakov, V.G.; Kurapova, O.Y.; Lomakin, I.V.; Novik, N.N.; Sergeev, S.N.; Solovyeva, E.N.; Zhilyaev, A.P.; Archakov, I.Y.; Ovid’Ko, I.A. Graphene-Modified Bulk Nickel Composite—Investigation of Structure and Mechanical Characteristics. Rev. Adv. Mater. Sci. 2017, 50, 1–12. [Google Scholar]
- Güler, Ö.; Bağcı, N. A Short Review on Mechanical Properties of Graphene Reinforced Metal Matrix Composites. J. Mater. Res. Technol. 2020, 9, 6808–6833. [Google Scholar] [CrossRef]
- Zhang, Y.; Heim, F.M.; Bartlett, J.L.; Song, N.; Isheim, D.; Li, X. Bioinspired, Graphene-Enabled Ni Composites with High Strength and Toughness. Sci. Adv. 2019, 5, eaav5577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jeon, C.-H.; Jeong, Y.-H.; Seo, J.-J.; Tien, H.N.; Hong, S.-T.; Yum, Y.-J.; Hur, S.-H.; Lee, K.-J. Material Properties of Graphene/Aluminum Metal Matrix Composites Fabricated by Friction Stir Processing. Int. J. Precis. Eng. Manuf. 2014, 15, 1235–1239. [Google Scholar] [CrossRef]
- Ren, Z.; Meng, N.; Shehzad, K.; Xu, Y.; Qu, S.; Yu, B.; Luo, J.K. Mechanical Properties of Nickel-Graphene Composites Synthesized by Electrochemical Deposition. Nanotechnology 2015, 26, 065706. [Google Scholar] [CrossRef]
- Konakov, V.G.; Kurapova, O.Y.; Novik, N.N.; Graschenko, A.S.; Osipov, A.V.; Archakov, I.Y. Approach for Electrochemical Deposition of Copper-Graphite Films and Their Mechanical Properties. Mater. Phys. Mech. 2015, 24, 61–71. [Google Scholar]
- Jyotheender, K.S.; Srivastava, C. Ni-Graphene Oxide Composite Coatings: Optimum Graphene Oxide for Enhanced Corrosion Resistance. Compos. B Eng. 2019, 175, 107145. [Google Scholar] [CrossRef]
- Szeptycka, B.; Gajewska-Midzialek, A.; Babul, T. Electrodeposition and Corrosion Resistance of Ni-Graphene Composite Coatings. J. Mater. Eng. Perform. 2016, 25, 3134–3138. [Google Scholar] [CrossRef] [Green Version]
- Tseluikin, V.; Dzhumieva, A.; Tikhonov, D.; Yakovlev, A.; Strilets, A.; Tribis, A.; Lopukhova, M. Pulsed electrodeposition and properties of nickel-based composite coatings modified with graphene oxide. Coatings 2022, 12, 656. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, W.; Ma, S.; Yang, Y.; Ren, W.; Shi, L.; Zhou, Q.; Liu, M. Fabricating Graphene Nanoplatelets/Nickel Composites of Balanced Strength and Ductility. Mater. Chem. Phys. 2021, 262, 124254. [Google Scholar] [CrossRef]
- Gao, Y.-X.; Zou, J.-W.; Wang, X.-F.; Yang, J.; Wang, H.-M. Anisotropic Mechanical Properties of Graphene Nanosheet–Reinforced Powder Metallurgy Nickel-Based Superalloy. Adv. Eng. Mater. 2020, 23, 2001061. [Google Scholar] [CrossRef]
- Jiang, J.; He, X.; Du, J.; Pang, X.; Yang, H.; Wei, Z. In-Situ Fabrication of Graphene-Nickel Matrix Composites. Mater. Lett. 2018, 220, 178–181. [Google Scholar] [CrossRef]
- Konakov, V.G.; Kurapova, O.Y.; Archakov, I.Y. Improvement of Copper–Graphene Composites Properties Due to the Lubricating Effect of Graphene in the Powder Metallurgy Fabrication Process. Met. Mater. Int. 2020, 26, 1899–1907. [Google Scholar] [CrossRef]
- Xiang, S.; Wang, X.; Gupta, M.; Wu, K.; Hu, X.; Zheng, M. Graphene Nanoplatelets Induced Heterogeneous Bimodal Structural Magnesium Matrix Composites with Enhanced Mechanical Properties. Sci. Rep. 2016, 6, 38824. [Google Scholar] [CrossRef] [PubMed]
- Konakov, V.G.; Ovid’ko, I.A.; Borisova, N.V.; Solovyeva, E.N.; Golubev, S.N.; Kurapova, O.Y.; Novik, N.N.; Archakov, I.Y. Synthesis of the Precursor for Aluminum-Graphene Composite. Rev. Adv. Mater. Sci. 2014, 39, 41–47. [Google Scholar]
- Childres, I.Y.; Jauregui, L.A.; Park, W.; Caoa, H.; Chena, Y.P. Raman Spectroscopy of Graphene and Related Materials. New Dev. Phot. Mater. Res. 2013, 1, 403–418. [Google Scholar]
- Henry, G.; Plateau, J.; Roesch, L.; Crussard, C. La Microfractographie; Editions Metaux: St. Germain en Laye, France, 1968. [Google Scholar]
- Han, R.Q.; Song, H.Y.; Wang, J.Y.; Li, Y.L. Strengthening Mechanism of Al Matrix Composites Reinforced by Nickel-Coated Graphene: Insights from Molecular Dynamics Simulation. Phys. B Condens Matter 2021, 601, 412620. [Google Scholar] [CrossRef]
- Zhao, S.; Zhao, Z.; Yang, Z.; Ke, L.; Kitipornchai, S.; Yang, J. Functionally Graded Graphene Reinforced Composite Structures: A Review. Eng. Struct. 2020, 210, 110339. [Google Scholar] [CrossRef]
- Bobylev, S.V.; Gutkin, M.Y.; Scheinerman, A.G. Yield Strength of Metal–Graphene Composites with a Homogeneous and Bimodal Grain Structure. Mech. Solids 2020, 55, 22–31. [Google Scholar] [CrossRef]
- Algul, H.; Tokur, M.; Ozcan, S.; Uysal, M.; Cetinkaya, T.; Akbulut, H.; Alp, A. The Effect of Graphene Content and Sliding Speed on the Wear Mechanism of Nickel–Graphene Nanocomposites. Appl. Surf. Sci. 2015, 359, 340–348. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | Composition of the Powder Mixture, wt.% | Abbreviation for Final Ni-Gr Composite |
|---|---|---|
| I | 100mNi–0nNi | 100mNi |
| 85mNi–15nNi | 15nNi | |
| 65mNi–35nNi | 35nNi | |
| 50mNi–50nNi | 50nNi | |
| 35mNi–65nNi | 65nNi | |
| 15mNi–85nNi | 85nNi | |
| 0mNi–100nNi | 100nNi | |
| II | 0.1Gr–99.9nNi | 0.1Gr–100nNi |
| 0.2Gr–99.8nNi | 0.2Gr–100nNi | |
| 0.5Gr–99.5nNi | 0.5Gr–100nNi | |
| 1.0Gr–99.0nNi | 1Gr–100nNi | |
| III | 0.1Gr–99.9(50mNi–50nNi) | 0.1Gr–50nNi |
| 0.2Gr–99.8(50mNi–50nNi) | 0.2Gr–50nNi | |
| 0.5Gr–99.5(50mNi–50nNi) | 0.5Gr–50nNi | |
| 1.0Gr–99.0(50mNi–50nNi) | 1Gr–50nNi |
| Specimen | Grain Boundary Fraction, % | ||
|---|---|---|---|
| LAB | CSL | HAB | |
| 100mNi | 72.9 | 5.9 | 21.2 |
| 15nNi | 35.7 | 25.7 | 38.6 |
| 35nNi | 8.9 | 40.4 | 50.7 |
| 50nNi | 17.8 | 30.7 | 51.5 |
| 65nNi | 26.8 | 29.8 | 43.4 |
| 85nNi | 10.5 | 10.7 | 68.8 |
| 100nNi | 5.0 | 28.6 | 66.40 |
| Composite | Ultimate Tensile Strength, UTS (MPa) | Yield Limit (MPa) | Uniform Elongation (%) | Maximum Elongation (%) | HV (-) | ID/IG Ratio |
|---|---|---|---|---|---|---|
| 100nNi | 203 ± 1 | 117 ± 7 | 4.1 ± 0.6 | 5.8 ± 0.4 | 99 ± 8 | - |
| 0.1Gr–nNi | 187 ± 10 | 119 ± 5 | 3.5 ± 0.1 | 3.9 ± 0.2 | 100 ± 4 | 0.67 |
| 0.2Gr–nNi | 202 ± 16 | 114 ± 4 | 4.7 ± 0.9 | 5.4 ± 0.8 | 95 ± 10 | 0.80 |
| 0.5Gr–nNi | 53 ± 12 | 52 ± 12 | 0.2 ± 0.1 | 0.6 ± 0.3 | 81 ± 4 | 0.82 |
| 1Gr–nNi | 52 ± 3 | - | 0.2 ± 0.03 | 0.2 ± 0.03 | 52 ± 11 | 0.99 |
| 50nNi | 366 ± 9 | 186 ± 3 | 19 ± 1 | 20.4 ± 1.5 | 101 ± 12 | - |
| 0.1Gr–50nNi | 193 ± 33 | 91 ± 6 | 17 ± 2 | 19.8 ± 1.3 | 79 ± 8 | 0.67 |
| 0.2Gr–50nNi | 126 ± 7 | 98 ± 4 | 1.6 ± 0.3 | 2.7 ± 0.8 | 81 ± 6 | - |
| 0.5Gr–50nNi | 73 ± 5 | 71 ± 4 | 0.4 ± 0.1 | 0.6 ± 0.2 | 75 ± 15 | - |
| 1Gr–50nNi | 60 ± 3 | - | 0.1 ± 0.03 | 0.3 ± 0.06 | 97 ± 13 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurapova, O.Y.; Smirnov, I.V.; Archakov, I.Y.; Chen, C.; Konakov, V.G. Towards Balanced Strength and Plasticity in Graphene-Nickel Composites: The Role of Graphene, Bimodal Metal Powder and Processing Conditions. Metals 2023, 13, 1037. https://doi.org/10.3390/met13061037
Kurapova OY, Smirnov IV, Archakov IY, Chen C, Konakov VG. Towards Balanced Strength and Plasticity in Graphene-Nickel Composites: The Role of Graphene, Bimodal Metal Powder and Processing Conditions. Metals. 2023; 13(6):1037. https://doi.org/10.3390/met13061037
Chicago/Turabian StyleKurapova, Olga Yu., Ivan V. Smirnov, Ivan Yu. Archakov, Chao Chen, and Vladimir G. Konakov. 2023. "Towards Balanced Strength and Plasticity in Graphene-Nickel Composites: The Role of Graphene, Bimodal Metal Powder and Processing Conditions" Metals 13, no. 6: 1037. https://doi.org/10.3390/met13061037