
Comparative Assessment of Mechanical Properties and Fatigue Life of Conventional and Multistep Rolled Forged Connecting Rods of High Strength AISI/SAE 4140 Steel


Abstract
:1. Introduction
2. Applications and Novelty
3. Materials and Methods
3.1. Metallography
3.2. Hardness Test
3.3. Tensile Test
3.4. Impact Test
3.5. Fatigue Test
3.6. Scanning Electron Microscopy
4. Results and Discussion
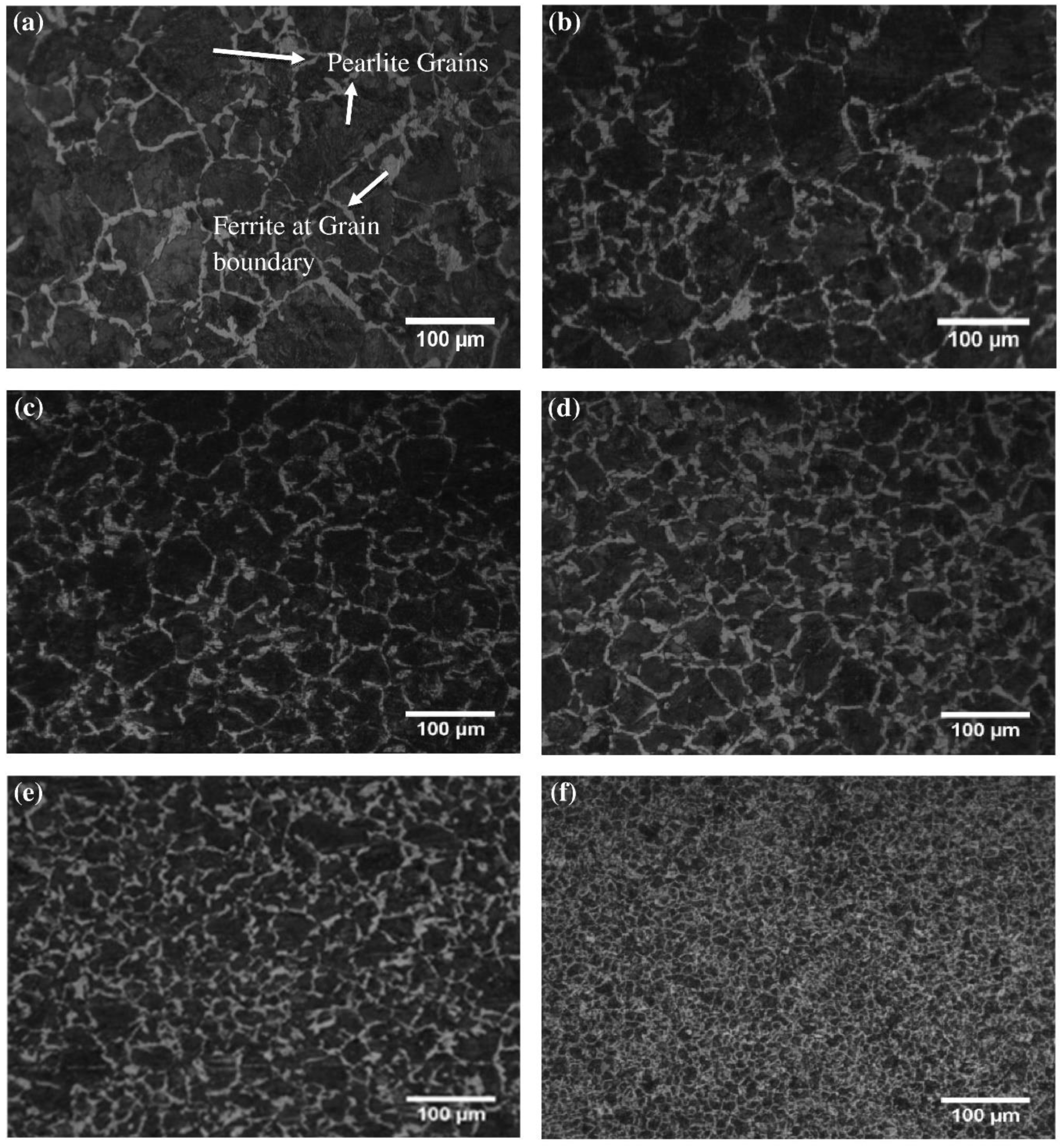
4.1. Grain Size Evolution
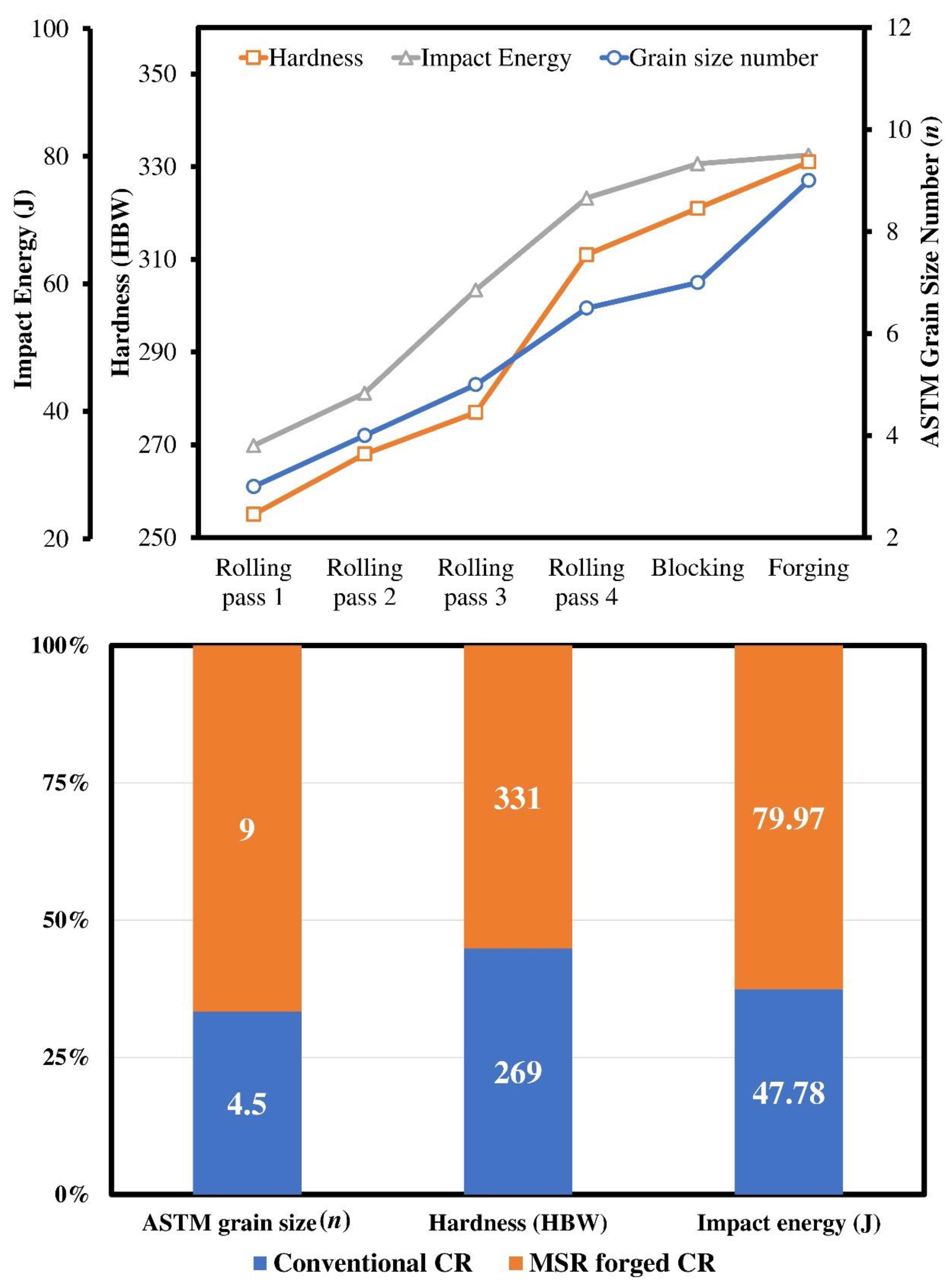
4.2. Effect on Hardness and Impact Strength
4.3. Tensile Test Properties
4.4. Fatigue Life
5. Conclusions
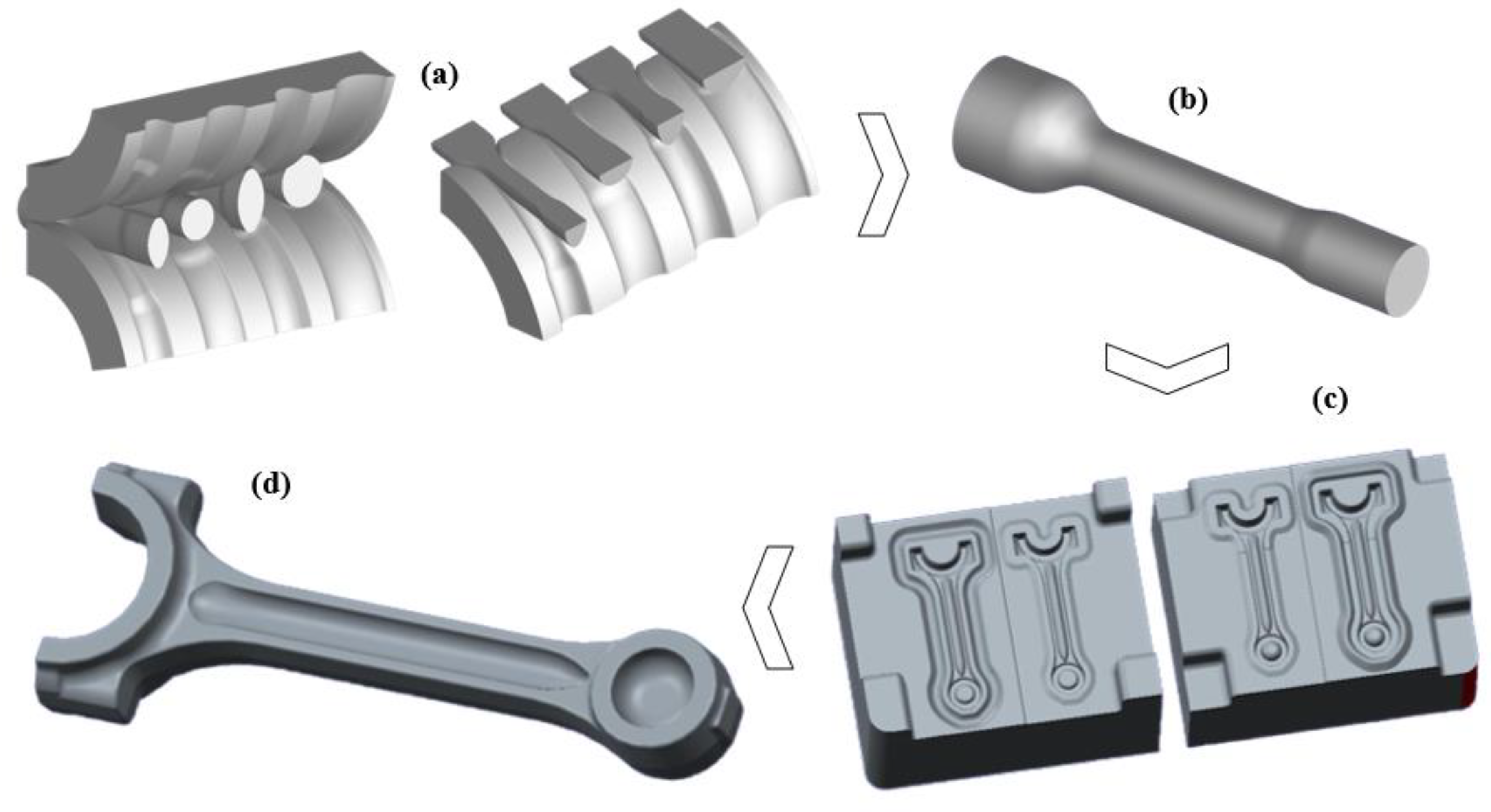
- The MSR compared to hammering /open die forging is a repeatable process, and allows more control not only over the preform geometry, but also upon the desired level of grain refinement. By adjusting the rolling parameters such as the reduction ratio and the number of passes, etc., a desired grain size, and hence, the desired properties may be achieved in the final product.
- A combined effect of an increase in hardness, tensile strength, impact strength, and ductility substantially improved the fatigue life of the component. Hence, compared to CCR, the MSR-CR resulted in a more than five-fold increase in fatigue life for the given loading conditions, which is of great practical importance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Q.; He, F. A review of developments in the forging of connecting rods in China. J. Mater. Process. Technol. 2004, 151, 192–195. [Google Scholar] [CrossRef]
- Jahazi, M.; Eghbali, B. The influence of hot forging conditions on the microstructure and mechanical properties of two microalloyed steels. J. Mater. Process. Technol. 2001, 113, 594–598. [Google Scholar] [CrossRef]
- Dornfeld, D.; Yuan, C.; Diaz, N.; Zhang, T.; Vijayaraghavan, A. Introduction to green manufacturing. In Green Manufacturing: Fundamentals and Applications; Springer: Boston, MA, USA, 2013; pp. 1–23. [Google Scholar]
- Altan, T.; Ngaile, G.; Shen, G. Cold and Hot Forging: Fundamentals and Applications; ASM International: Almere, The Netherlands, 2005; Volume 1. [Google Scholar]
- Takemasu, T.; Vazquez, V.; Painter, B.; Altan, T. Investigation of metal flow and preform optimization in flashless forging of a connecting rod. J. Mater. Process. Technol. 1996, 59, 95–105. [Google Scholar] [CrossRef]
- Hawryluk, M.; Jakubik, J. Analysis of forging defects for selected industrial die forging processes. Eng. Fail. Anal. 2016, 59, 396–409. [Google Scholar] [CrossRef]
- Hosford, W.F.; Caddell, R.M. Metal Forming: Mechanics and Metallurgy; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Baban Jadhav, V.; Kumar Jain, A.; Khan, A. Optimizing production of hot forging process with waste control and die life improvement. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Bauccio, M. ASM Metals Reference Book; ASM International: Almere, The Netherlands, 1993. [Google Scholar]
- Tanner, J.P.; Engineering, M. An Introduction to the Basic Functions, Revised and Expanded; CRC Press: Boca Raton, FL, USA, 1990; Volume 36. [Google Scholar]
- Weng, G. A micromechanical theory of grain-size dependence in metal plasticity. J. Mech. Phys. Solids 1983, 31, 193–203. [Google Scholar] [CrossRef]
- Sezen, B.; Çankaya, S.Y. Effects of green manufacturing and eco-innovation on sustainability preformance. Procedia-Soc. Behav. Sci. 2013, 99, 154–163. [Google Scholar] [CrossRef]
- Valiev, R.; Alexandrov, I.; Zhu, Y.; Lowe, T. Paradox of strength and ductility in metals processed bysevere plastic deformation. J. Mater. Res. 2002, 17, 5–8. [Google Scholar] [CrossRef]
- Arzt, E. Size effects in materials due to microstructural and dimensional constraints: A comparative review. Acta Mater. 1998, 46, 5611–5626. [Google Scholar] [CrossRef]
- Xiong, M.-X.; Liew, J.R. Mechanical properties of heat-treated high tensile structural steel at elevated temperatures. Thin-Walled Struct. 2016, 98, 169–176. [Google Scholar] [CrossRef]
- Fuertes, J.P.; Luis, C.J.; Luri, R.; Salcedo, D.; León, J.; Puertas, I. Design, simulation and manufacturing of a connecting rod from ultra-fine grained material and isothermal forging. J. Manuf. Process. 2016, 21, 56–68. [Google Scholar] [CrossRef]
- Lu, Y.; Peer, A.; Abke, T.; Kimchi, M.; Zhang, W. Subcritical heat affected zone softening in hot-stamped boron steel during resistance spot welding. Mater. Des. 2018, 155, 170–184. [Google Scholar] [CrossRef]
- Bramley, A.N.; Mynors, D. The use of forging simulation tools. Mater. Des. 2000, 21, 279–286. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S.R.; Musa, H. Manufacturing Engineering and Technology: Machining; China Machine Press: Beijing, China, 2011. [Google Scholar]
- Rahmati, S.; Rezaei, M.R.; Akbari, J. Design and manufacture of a wax injection tool for investment casting using rapid tooling. Tsinghua Sci. Technol. 2009, 14, 108–115. [Google Scholar] [CrossRef]
- Chryssolouris, G. Manufacturing Systems: Theory and Practice; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Kondaiah, E.V.; Kumaran, S.; Sundarrajan, S. Study on densification behaviour of sintered AISI 4135 steel through hot upset forging. Mater. Today Proc. 2018, 5, 6543–6549. [Google Scholar] [CrossRef]
- Ascari, A.; Fortunato, A. Laser Dissimilar Welding of Highly Reflective Materials for E-Mobility Applications, 1st ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Li, F.; Chen, P.; Han, J.; Deng, L.; Yi, J.; Liu, Y.; Eckert, J. Metal flow behavior of P/M connecting rod preform in flashless forging based on isothermal compression and numerical simulation. J. Mater. Res. Technol. 2020, 9, 1200–1209. [Google Scholar] [CrossRef]
- Zhao, N.; Ma, H.; Sun, Q.; Hu, Z.; Yan, Y.; Chen, T.; Hua, L. Microstructural evolutions and mechanical properties of 6082 aluminum alloy part produced by a solution-forging integrated process. J. Mater. Process. Technol. 2022, 308, 117715. [Google Scholar] [CrossRef]
- ASTM E112-10; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2010; Volume 13, No. Reapproved. pp. 1–27. [CrossRef]
- ASTM E10-18; Brinell Hardness of Metallic Materials: Standard Test Method for Brinell Hardness of Metallic Materials. Am. Assoc. State Highw. Transp. Off. Stand. AASHTO. No. T70-86; ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–32. [CrossRef]
- ASTM A370; Standard Test Methods and Definitions for Mechanical Testing of Steel Products. ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–50.
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials 1. Annu. B. ASTM Stand. 4, no. C; ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–27.
- Ijaz, H.; Zain-ul-Abdein, M.; Saleem, W.; Asad, M.; Mabrouki, T. Numerical simulation of the effects of elastic anisotropy and grain size upon the machining of AA2024. Mach. Sci. Technol. 2018, 22, 522–542. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Marchi, C.S.; Somerday, B.; Tang, X.; Schiroky, G. Effects of alloy composition and strain hardening on tensile fracture of hydrogen-precharged type 316 stainless steels. Int. J. Hydrogen Energy 2008, 33, 889–904. [Google Scholar]
- Fujita, H.; Tabata, T. The effect of grain size and deformation sub-structure on mechanical properties of polycrystalline aluminum. Acta Metall. 1973, 21, 355–365. [Google Scholar] [CrossRef]
- Ijaz, H.; Zain-ul-Abdein, M.; Saleem, W.; Asad, M.; Mabrouki, T. Modified Johnson-Cook Plasticity Model with Damage Evolution: Application to Turning Simulation of 2XXX Aluminium Alloy. J. Mech. 2017, 33, 777–788. [Google Scholar] [CrossRef]
- Gao, S.; Li, Y.; Yang, L.; Qiu, W. Microstructure and mechanical properties of laser-welded dissimilar DP780 and DP980 high-strength steel joints. Mater. Sci. Eng. A 2018, 720, 117–129. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Effect of grain refinement to 1μm on strength and toughness of dual-phase steels. Mater. Sci. Eng. A 2010, 527, 7832–7840. [Google Scholar] [CrossRef]
- Farhat, Z.; Ding, Y.; Northwood, D.; Alpas, A. Effect of grain size on friction and wear of nanocrystalline aluminum. Mater. Sci. Eng. A 1996, 206, 302–313. [Google Scholar] [CrossRef]
- Dieter, G.E.; Kuhn, H.A.; Semiatin, S.L. Handbook of Workability and Process Design; ASM International: Almere, The Netherlands, 2003. [Google Scholar]
- Armstrong, R.W. Engineering science aspects of the Hall--Petch relation. Acta Mech. 2014, 225, 1013–1028. [Google Scholar] [CrossRef]
- Taira, S.; Tanaka, K.; Hoshina, H. Fatigue Mechanisms. In Proceedings of the ASTM-NBS-NSF Symposium, Kansas City, MO, USA, 21–22 May 1978; Fong, J.T., Ed.; American Society for Testing and Materials: West Conshohocken, PA, USA, 1978; pp. 135–173. [Google Scholar]
- Saini, N.; Pandey, C.; Mahapatra, M.; Narang, H.; Mulik, R.; Kumar, P. A comparative study of ductile-brittle transition behavior and fractography of P91 and P92 steel. Eng. Fail. Anal. 2017, 81, 245–253. [Google Scholar] [CrossRef]
- Pandey, C.; Saini, N.; Mahapatra, M.; Kumar, P. Study of the fracture surface morphology of impact and tensile tested cast and forged (C&F) Grade 91 steel at room temperature for different heat treatment regimes. Eng. Fail. Anal. 2017, 71, 131–147. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample (wt. %) | C | Si | S | P | Mn | Cr | Cu | Ni | Mo |
|---|---|---|---|---|---|---|---|---|---|
| Standard | 0.38 ~0.43 | 0.15 ~0.35 | 0.05 max | 0.03 max | 0.75~1.00 | 0.80~1.1 | 0.30 max | 0.25 max | 0.15 ~0.25 |
| Actual | 0.41 | 0.30 | 0.008 | 0.0025 | 0.78 | 0.91 | 0.24 | 0.11 | 0.20 |
| Stage | Initial (as-Received) | Asymmetric Rolling Pass | Blocking | Forging | |||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||||
| n | 2 | 3 | 4 | 5 | 6.5 | 7 | 9 |
| d (µm) | 179.6 | 127.0 | 89.8 | 63.5 | 37.8 | 31.8 | 15.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, W.A.; Hayat, Q.; Ahmed, F.; Ali, M.; Zain-ul-Abdein, M. Comparative Assessment of Mechanical Properties and Fatigue Life of Conventional and Multistep Rolled Forged Connecting Rods of High Strength AISI/SAE 4140 Steel. Metals 2023, 13, 1035. https://doi.org/10.3390/met13061035
Khan WA, Hayat Q, Ahmed F, Ali M, Zain-ul-Abdein M. Comparative Assessment of Mechanical Properties and Fatigue Life of Conventional and Multistep Rolled Forged Connecting Rods of High Strength AISI/SAE 4140 Steel. Metals. 2023; 13(6):1035. https://doi.org/10.3390/met13061035
Chicago/Turabian StyleKhan, Wajid Ali, Qamar Hayat, Furqan Ahmed, Mohsin Ali, and Muhammad Zain-ul-Abdein. 2023. "Comparative Assessment of Mechanical Properties and Fatigue Life of Conventional and Multistep Rolled Forged Connecting Rods of High Strength AISI/SAE 4140 Steel" Metals 13, no. 6: 1035. https://doi.org/10.3390/met13061035