1. Introduction
The present trend indicates that 3D printing has emerged as a viable substitute for traditional manufacturing approaches, particularly for fabricating complex and interconnected components. The widespread adoption and diverse applications of 3D printers have made them one of the most transformative technologies of the 21st century. Moreover, this technique offers several advantages, such as the capacity to produce customized products in smaller batches and decreased upfront costs, as it obviates the requirement for costly equipment or molds [
1,
2,
3,
4]. Stereolithography (SLA), Selective Laser Sintering (SLS), Selective Laser Melting (SLM), and Fused Filament Fabrication (FFF) are remarkable 3D printing techniques [
5,
6].
Among these, FFF is presently the most prevalent method worldwide due to its low cost and user-friendliness. First developed in the 1980s and refined over time, FFF has become a viable alternative to numerous conventional manufacturing methods. This method involves extruding material from a nozzle to build a component layer by layer, and it has found applications in a variety of fields, including medicine and aerospace engineering. Although many thermoplastic polymers can be used with FFF, Polylactic Acid (PLA) and Acrylonitrile butadiene styrene (ABS) are the most commonly used materials [
7,
8,
9].
PLA is a biodegradable thermoplastic polymer derived from cornstarch, cassava roots, or sugarcane. There are several advantages to using PLA raw filament in the FFF-based 3D printing process, including its biodegradability, ease of printing, eco-friendliness, non-toxicity, and low cost. Hence, this material can be found in a variety of applications, from kitchen utensils to medical implants [
10,
11,
12]. Because of various restrictions, such as a limited processing window and low mechanical characteristics, their usage in the FFF technology has encountered challenges. To alleviate the limitations associated with the application of PLA, diverse approaches are available, including cross-linking, copolymerization, and blending. Polymer blending involves making physical modifications that result in the creation of new properties. Thus, researchers recommend the incorporation of suitable additives in the preparation of PLA composites as a means of enhancing the properties of FFF-printed PLA. Numerous investigations have been carried out regarding the enhancement of the chemical, physical, and mechanical properties of FFF-printed PLA composite parts utilizing various filler materials, including metal powders, minerals, and natural fibers [
13,
14,
15,
16].
On the other hand, there are many parameters that can strongly affect the quality and properties of printed composite parts during FFF printing. Among these parameters, we can mention the infill pattern, raster angle, raster orientation, layer height, nozzle temperature, bed temperature, printing speed, etc. Therefore, it is necessary to investigate the effect of FFF process parameters on the properties of printed composite parts. However, performing multiple experiments to optimize the method can be expensive, time-consuming, and require more materials for each experiment. To address these issues, the implementation of Design of Experiments (DOE) can be beneficial [
17,
18,
19]. The statistical methodology known as DOE is utilized to optimize and enhance a process or system by designing experiments. One of the most commonly applied and practical DOE methods, particularly in engineering applications, is the Taguchi method. The Taguchi technique has been widely used by researchers to investigate FFF process settings in order to determine the best settings to optimize printed part output. Although FFF is promoted as the preferred method for producing 3D components, the quality and performance of printed parts using this method are still debatable as it does not yet meet industry standards. Previous research investigated a number of variables that could affect the method and thus the mechanical quality of the final product [
20,
21,
22]. Based on the preceding explanations, we will proceed with a review of research investigating PLA composites with the addition of various particles such as metal powder, minerals, and natural fibers. This review will examine the impact of these particles on the PLA matrix and resulting composite material properties, with a particular emphasis on mechanical properties. Furthermore, we will investigate how FFF parameters influence the properties of the composite materials.
In one of these investigations, Pavan et al. [
23] conducted an analysis of the impact and shear behavior of PLA/12% copper (Cu) composite samples reinforced by the FFF method. The researchers used experiments based on Taguchi’s L
9 orthogonal array to determine how printing conditions, including nozzle temperature, bed temperature, and layer height, influenced the composite samples. The study concluded that the impact and shear strength of the composite samples was affected by the dislocation of copper particles within the layers and the bonding strength between the layers. The researchers also found that nozzle temperature and layer height had a significant influence on impact and shear load conditions, respectively, but other factors should not be ignored.
In another paper, the impact of different infill patterns on the mechanical properties of 3D-printed PLA/Cu samples with varying compositions of Cu (25 and 80 wt.%) was examined by Kottasamy et al. [
24]. The study found notable variations in all mechanical properties between the samples with the two different Cu contents. Samples with 25 wt.% Cu and a concentric infill pattern exhibited the highest ultimate tensile strength and flexural strength, while the compressive strength was highest for samples with 25 wt.% Cu and a grid infill pattern. A study on the effects of print orientation and the addition of bronze particles on the tribological and mechanical characteristics of 3D-printed PLA/bronze composites using the FFF technique was carried out by Hanon et al. [
25]. The results showed that print orientation had a significant influence on the mechanical and tribological behavior of the products, with the On-Edge orientation exhibiting the highest tensile stress. The addition of bronze particles improved the tribological properties and also had a significant effect on the mechanical properties. The authors suggested that by enhancing the tribological properties of PLA, it could be utilized in various industrial applications such as bushings and bearings.
Selvamani et al. [
26] conducted a study on the tensile properties of PLA/brass composites produced by the FFF method with varying infill patterns and compositions (15% and 70%). Response surface methodology (RSM) was employed to identify the significant parameters that influence the mechanical properties. The findings revealed that a higher infill composition leads to a decrease in the tensile behavior of the composite. The authors further indicated that the concentric infill pattern exhibited the highest values for elastic modulus, ultimate tensile strength, and yield strength, whereas the octa-spiral pattern showed the weakest properties. Zhang et al. [
27] investigated the mechanical properties of PLA and aluminum (Al) fiber-reinforced PLA composite. The study showed that the PLA/Al composite had reduced tensile strength and Young’s modulus when compared to pure PLA, but had increased elongation-at-break due to the high elasticity and low tensile strength of Al fibers. The addition of Al fibers also enhanced the dynamic mechanical thermal properties of pure PLA by improving the interaction between the PLA matrix and the surrounding Al fibers.
Smirnov et al. [
28] examined the printability and rheological properties of ceramic-polymer filaments (PLA/alumina (Al
2O
3)) using FFF technology. They fabricated powder mixtures with an Al
2O
3 content ranging from 50 to 70 vol.% using a wet processing method, and conducted rheological tests within the temperature range recommended for PLA filaments. The findings indicated that as the ceramic content increased, the printability of the filaments decreased, with only the 50% Al
2O
3 composition being printable. However, 3D-printed objects produced from the ceramic-polymer filament had inferior quality compared to commercial PLA filament due to imperfect shapes and defects between layers.
Dou et al. [
29] conducted an investigation into the influence of key FFF parameters, namely layer height, extrusion width, printing temperature, and printing speed, on the tensile properties of continuous carbon fiber-reinforced PLA composites. The findings revealed that the relative fiber content significantly impacts the mechanical properties, with the ratio of carbon fibers in the composites being influenced by the layer height and extrusion width. The tensile mechanical properties of the continuous carbon fiber-reinforced composites were observed to gradually decrease as the layer height and extrusion width increased. Additionally, the printing temperature and speed were found to affect the fiber-matrix interface, whereby the tensile mechanical properties increased with an increase in printing temperature, while the tensile mechanical properties decreased as the printing speed increased. These results have important implications for the optimization of FFF parameters in the production of continuous carbon fiber-reinforced PLA composites with desired mechanical properties. Mihankhah et al. [
30] investigated the impact of nanoclay content (0, 2, and 4 wt.%), nozzle temperature (190, 210, and 230 °C), and raster angle (0, 45, and 90°) on the tensile strength of 3D-printed PLA/nanoclay parts using an L
9 orthogonal array of the Taguchi approach. The addition of 2 and 4 wt.% of nanoclay improved tensile strength by 4.6% and 15.3%, respectively, and the optimal conditions for achieving a tensile strength of 38.9 MPa were determined to be 4 wt.% of nanoclay, 230 °C nozzle temperature, and 0° raster angle.
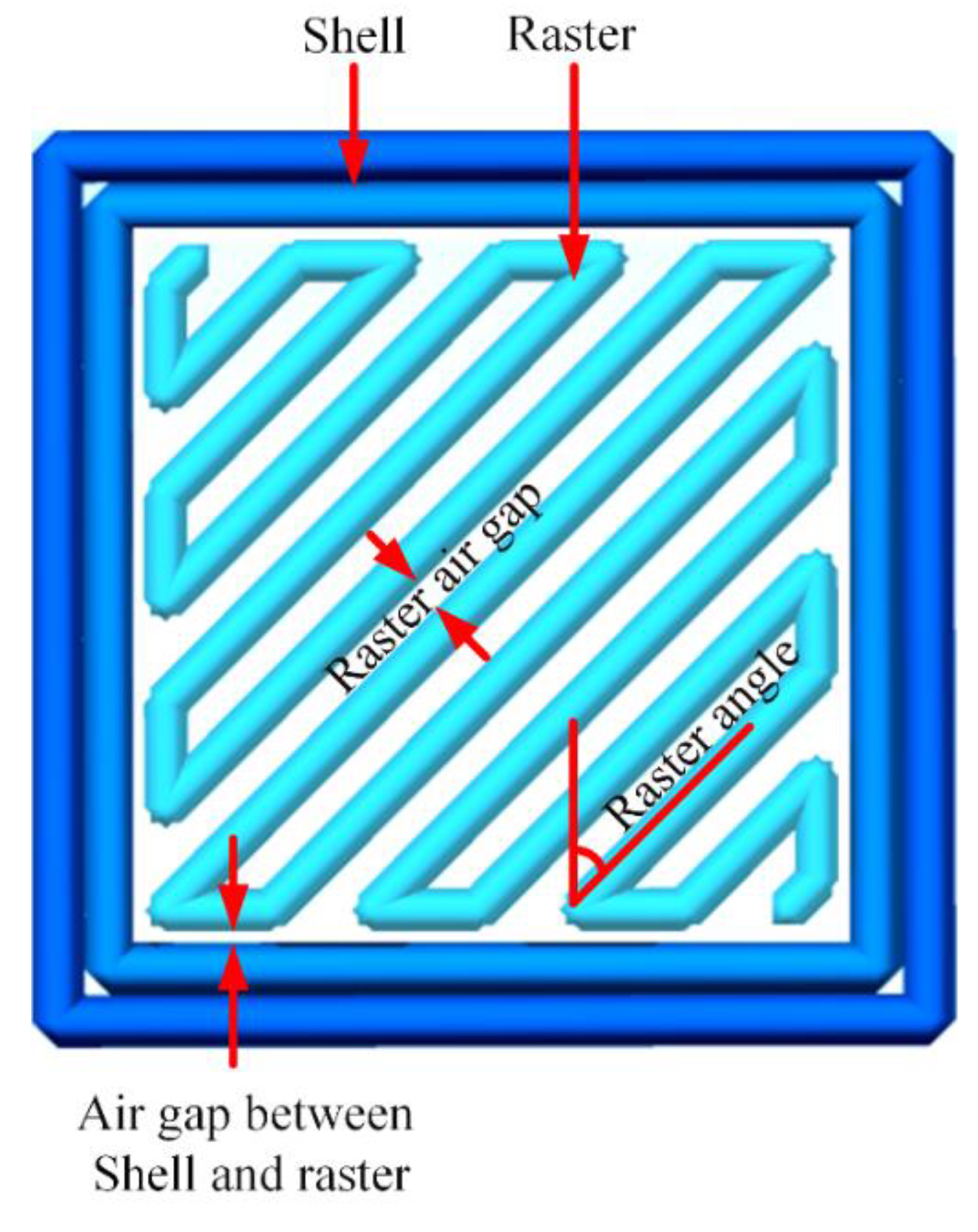
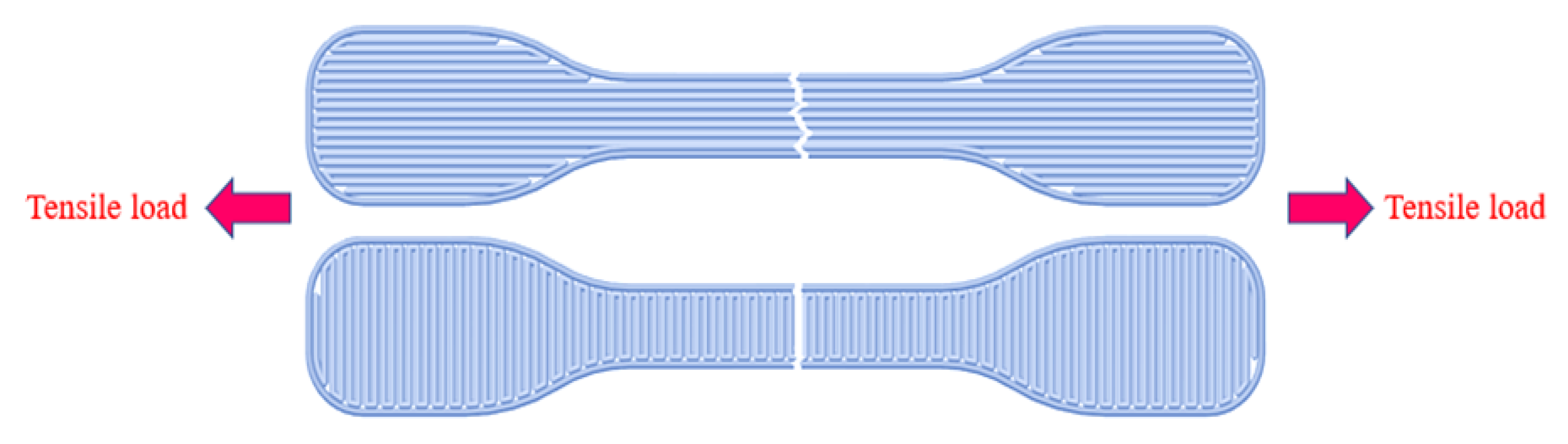
The current literature shows limited research on the impact of 3D printing parameters on the tensile properties of commercial PLA/Al filaments. This study focuses on PLA/Al as it has potential applications in aerospace, automotive, and biomedical engineering, where lightweight and robust materials are crucial. Commercial filaments were used for their reproducibility and availability. On the other hand, as mentioned, there are many parameters in the FFF process that can affect the strength and quality of printed parts. However, optimizing all parameters can be expensive and time-consuming, so the study focuses on two parameters which have a significant effect on the mechanical resistance of printed parts: printing speed and raster angle. Printing speed affects mechanical properties, quality, and production time, while the raster angle determines the orientation of the molecular structure, influencing mechanical properties such as tensile strength and elongation. This study uses the Taguchi method to investigate the impact of filament material parameters, printing speed, and raster angle on the tensile properties of commercial PLA/Al filaments and determine optimal parameter conditions. Results from both samples will be analyzed and compared.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}