
Dynamic Modeling and Stability Prediction of Robot Milling Considering the Influence of Force-Induced Deformation on Regenerative Effect and Process Damping
 ,
,
Abstract
:1. Introduction
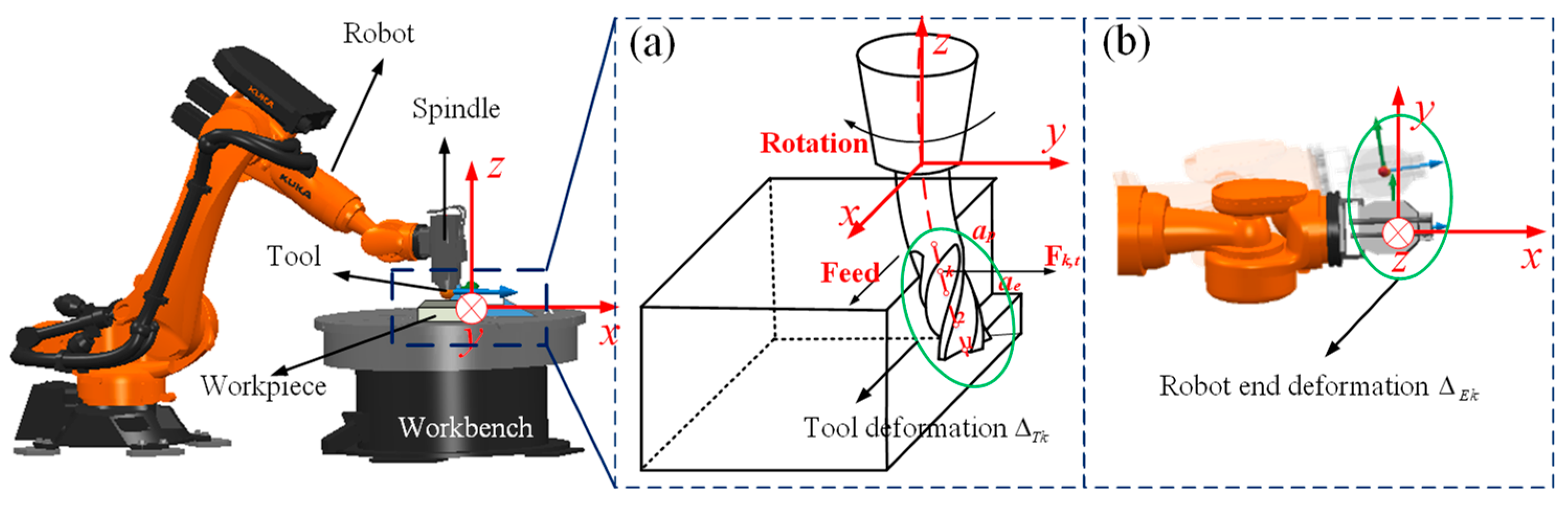
2. Analysis of Force-Induced Deformation in Robot Milling
3. Dynamic Modeling of Robot Milling
3.1. Multipoint Contact Dynamic Equation
3.2. Tool–Workpiece Interaction Force
4. Calculation Method of Force-Induced Deformation
4.1. Effect of Force-Induced Deformation on Robot Milling Stability
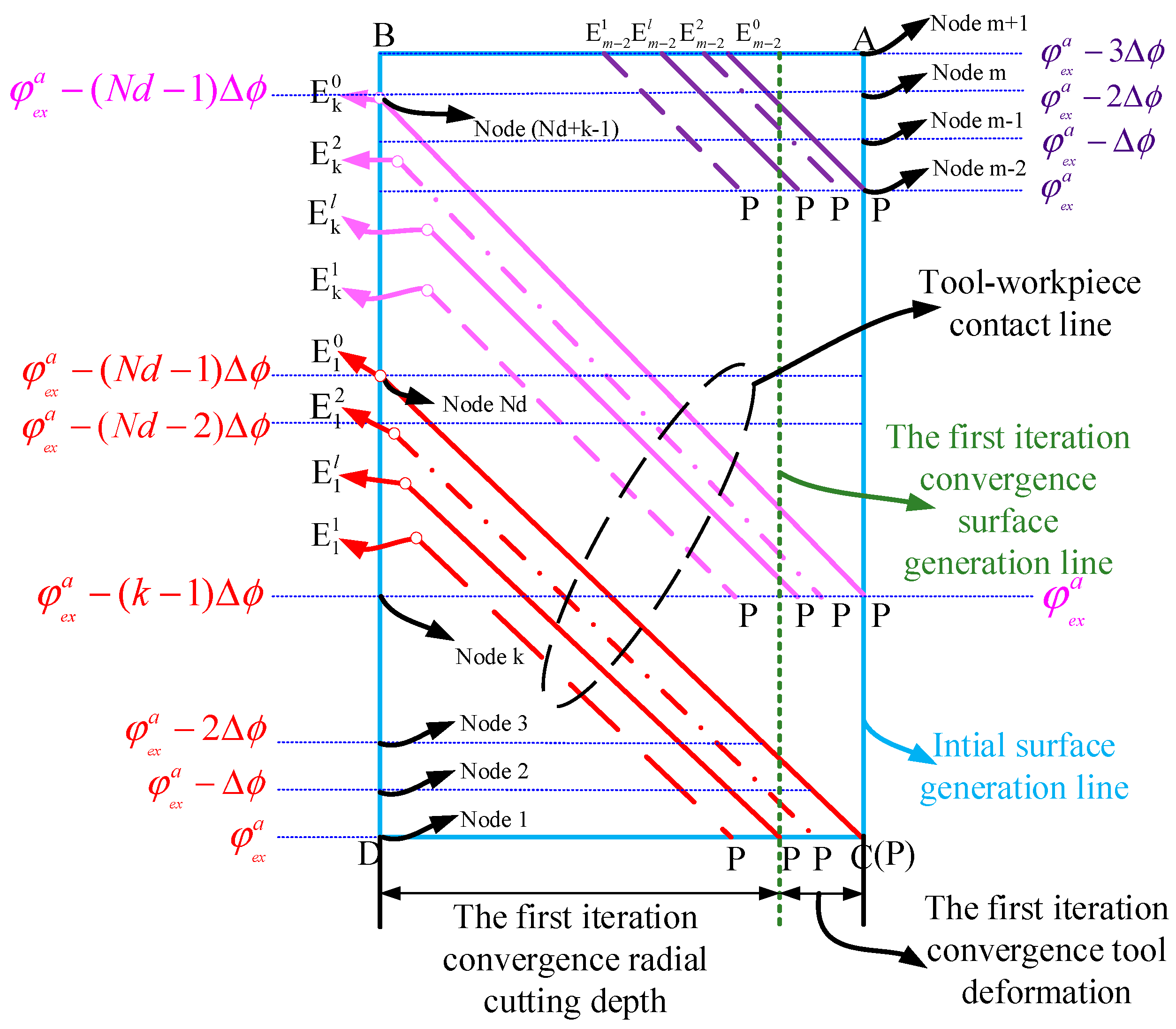
4.2. Iterative Strategy for Calculating Force-Induced Deformation
4.3. Calculation Flow of Force-Induced Deformation
- Step 1:
- Input the initial conditions such as joint stiffness matrix of the robot milling system, milling process parameters, structure parameters of the tool, material parameters of the tool and workpiece, and the tool–workpiece contact state is determined based on Equation (22).
- Step 2:
- The initial entry angle and the number of nodes in contact are calculated. If the tool–workpiece contact is as in Case 1, the number of contact nodes along the axis is calculated using Equation (24). If the tool–workpiece contact is as in Case 2, the number of contact nodes along the axis is calculated using Equation (30).
- Step 3:
- Equations (11) and (25) are used to calculate the engagement angle of each node, so that the contact force of each node can be obtained based on Equations (9)–(15).
- Step 4:
- According to the calculated node cutting force, the initial deformation of each node can be calculated by Equations (1)–(4). Furthermore, the deformation and entry angle of each iteration step are updated according to Equations (26)–(28).
- Step 5:
- According to Equation (29), whether the current iteration converges or not is judged. If the current iteration converges, the continuation of the current iteration is stopped. The tool rotates Δϕ to enter the next iteration, and steps 1 to 4 are repeated until all nodes are calculated.
5. Solution of Stability Lobe Diagram
6. Experimental Verification
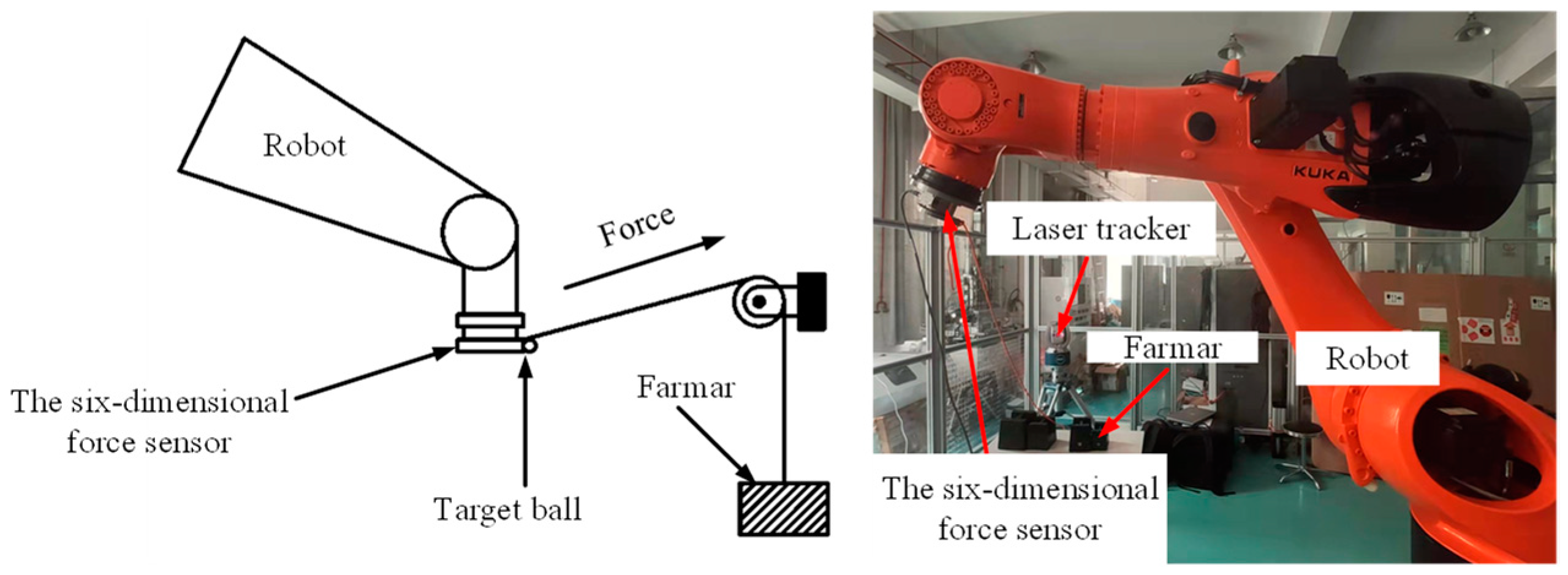
6.1. Robot Joint Stiffness Identification
6.2. Milling Force Coefficient Identification
6.3. Tool Dynamic Parameters Identification
6.4. Milling Experiment Verification
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liao, Z.; Li, J.; Xie, H.; Wang, Q.; Zhou, X. Region-based tool path generation for robot milling of freeform surfaces with stiffness optimization. Robot. Comput. Integr. Manuf. 2020, 64, 101953. [Google Scholar] [CrossRef]
- Zhu, D.; Feng, X.; Xu, X.; Yang, Z.; Ding, H. Robot grinding of complex components: A step towards efficient and intelligent machining—Challenges, solutions, and applications. Robot. Comput. Integr. Manuf. 2020, 65, 101908. [Google Scholar] [CrossRef]
- Zhu, Z.; Tang, X.; Chen, C.; Peng, F.; Wu, J. High precision and efficiency robot milling of complex parts: Challenges, approaches and trends. Chin. J. Aeronaut. 2022, 35, 22–46. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, C.; Hu, T.; Zhou, Y.; Ni, H.; Xue, X. Posture optimization in robotic machining based on comprehensive deformation index considering spindle weight and cutting force. Robot. Comput. Integr. Manuf. 2021, 74, 102290. [Google Scholar] [CrossRef]
- Lin, J.; Ye, C.; Yang, J.; Zhao, H.; Ding, H.; Luo, M. Contour error-based optimization of the end-effector pose of a 6 degree-of-freedom serial robot in milling operation. Robot. Comput. Integr. Manuf. 2021, 73, 102257. [Google Scholar] [CrossRef]
- Huynh, H.; Assadi, H.; Dambly, V.; Rivière-Lorphèvre, E.; Verlinden, O. Direct method for updating flexible multibody systems applied to a milling robot. Robot. Comput. Integr. Manuf. 2020, 68, 102049. [Google Scholar] [CrossRef]
- Maamar, L. Pose-dependent modal behavior of a milling robot in service. Int. J. Adv. Manuf. Technol. 2020, 107, 527–533. [Google Scholar] [CrossRef]
- Yuan, L.; Pan, Z.; Ding, D.; Sun, S.; Li, W. A Review on Chatter in Robotic Machining Process Regarding Both Regenerative and Mode Coupling Mechanism. IEEE/ASME Trans. Mechatron. 2018, 23, 2240–2251. [Google Scholar] [CrossRef]
- Tunc, T.; Gonul, B. Effect of quasi-static motion on the dynamics and stability of robotic milling. CIRP Ann. 2021, 70, 305–308. [Google Scholar] [CrossRef]
- Nguyen, V.; Johnson, J.; Melkote, S. Active vibration suppression in robotic milling using optimal control. Int. J. Mach. Tools Manuf. 2020, 152, 103541. [Google Scholar] [CrossRef]
- Faassen, R.P.H.; van de Wouw, N.; Oosterling, J.A.J.; Nijmeijer, H. Prediction of regenerative chatter by modelling and analysis of high-speed milling. Int. J. Mach. Tools. Manuf. 2003, 43, 1437–1446. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Budak, E. Mechanics and Dynamics of Milling Thin Walled Structures; University of British Columbia: Vancouver, BC, Canada, 1994. [Google Scholar]
- Eksioglu, C.; Kilic, Z.M.; Altintas, Y. Discrete-Time Prediction of Chatter Stability, Cutting Forces, and Surface Location Errors in Flexible Milling Systems. J. Manuf. Sci. Eng. 2012, 134, 061006. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi Frequency Solution of Chatter Stability for Low Immersion Milling. J. Manuf. Sci. Eng. 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Budak, E.; Altintas¸, Y. Analytical Prediction of Chatter Stability in Milling—Part I: General Formulation. J. Dyn. Syst. Meas. Control 1998, 120, 22–30. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int. J. Numer. Methods Eng. 2004, 61, 117–141. [Google Scholar] [CrossRef]
- Insperger, T. Full-discretization and semi-discretization for milling stability prediction: Some comments. Int. J. Mach. Tools Manuf. 2010, 50, 658–662. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Mousavi, S.; Gagnol, V.; Bouzgarrou, B.C.; Ray, P. Stability optimization in robotic milling through the control of functional redundancies. Robot. Comput. Integr. Manuf. 2018, 50, 181–192. [Google Scholar] [CrossRef]
- Mousavi, S.; Gagnol, V.; Bouzgarrou, B.C.; Ray, P. Control of a Multi Degrees Functional Redundancies Robotic Cell for Optimization of the Machining Stability. Procedia CIRP 2017, 58, 269–274. [Google Scholar] [CrossRef]
- Gonul, B.; Sapmaz, O.F.; Tunc, L.T. Improved stable conditions in robotic milling by kinematic redundancy. Procedia CIRP 2019, 82, 485–490. [Google Scholar] [CrossRef]
- Cordes, M.; Hintze, W.; Altintas, Y. Chatter stability in robotic milling. Robot. Comput. Integr. Manuf. 2019, 55, 11–18. [Google Scholar] [CrossRef]
- Mejri, S.; Gagnol, V.; Le, T.-P.; Sabourin, L.; Ray, P.; Paultre, P. Dynamic characterization of machining robot and stability analysis. Int. J. Adv. Manuf. Technol. 2016, 82, 351–359. [Google Scholar] [CrossRef]
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Xin, S.; Peng, F.; Tang, X.; Yan, R.; Li, Z.; Wu, J. Research on the influence of robot structural mode on regenerative chatter in milling and analysis of stability boundary improvement domain. Int. J. Mach. Tools Manuf. 2022, 179, 103918. [Google Scholar] [CrossRef]
- Li, J.; Li, B.; Shen, N.; Qian, H.; Guo, Z. Effect of the cutter path and the workpiece clamping position on the stability of the robotic milling system. Int. J. Adv. Manuf. Technol. 2017, 89, 2919–2933. [Google Scholar] [CrossRef]
- Mohammadi, Y.; Ahmadi, K. Effect of axial vibrations on regenerative chatter in robotic milling. Procedia CIRP 2019, 82, 503–508. [Google Scholar] [CrossRef]
- Wang, R.; Li, F.; Niu, J.; Sun, Y. Prediction of pose-dependent modal properties and stability limits in robotic ball-end milling. Robot. Comput. Integr. Manuf. 2022, 75, 102307. [Google Scholar] [CrossRef]
- Sun, Y.; Jiang, S. Predictive modeling of chatter stability considering force-induced deformation effect in milling thin-walled parts. Int. J. Mach. Tools Manuf. 2018, 135, 38–52. [Google Scholar] [CrossRef]
- Kang, Y.-G.; Wang, Z.-Q. Two efficient iterative algorithms for error prediction in peripheral milling of thin-walled workpieces considering the in-cutting chip. Int. J. Mach. Tools Manuf. 2013, 73, 55–61. [Google Scholar] [CrossRef]
- Wan, M.; Zhang, W.; Qin, G.; Wang, Z.-P. Strategies for error prediction and error control in peripheral milling of thin-walled workpiece. Int. J. Mach. Tools Manuf. 2008, 48, 1366–1374. [Google Scholar] [CrossRef]
- Li, Z.-L.; Tuysuz, O.; Zhu, L.-M.; Altintas, Y. Surface form error prediction in five-axis flank milling of thin-walled parts. Int. J. Mach. Tools Manuf. 2018, 128, 21–32. [Google Scholar] [CrossRef]
- Whitney, D.E. The Mathematics of Coordinated Control of Prosthetic Arms and Manipulators. J. Dyn. Syst. Meas. Control 1972, 94, 303–309. [Google Scholar] [CrossRef]
- Ahmadi, K.; Ismail, F. Stability lobes in milling including process damping and utilizing Multi-Frequency and Semi-Discretization Methods. Int. J. Mach. Tools Manuf. 2012, 54–55, 46–54. [Google Scholar] [CrossRef]
- Ji, Y.; Wang, X.; Liu, Z.; Wang, H.; Jiao, L.; Zhang, L.; Tao, H. Milling stability prediction with simultaneously considering the multiplefactors coupling effects—Regenerative effect, mode coupling, and process damping. Int. J. Adv. Manuf. Technol. 2018, 97, 2509–2527. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Peripheral milling conditions for improved dimensional accuracy. Int. J. Mach. Tools Manuf. 1994, 34, 907–918. [Google Scholar] [CrossRef]
- Wan, M.; Zhang, W.; Qiu, K.; Gao, T.; Yang, Y. Numerical Prediction of Static Form Errors in Peripheral Milling of Thin-Walled Workpieces with Irregular Meshes. J. Manuf. Sci. Eng. 2005, 127, 13–22. [Google Scholar] [CrossRef]
- Lakshmikantham, V.; Trigiante, D. Theory of Difference Equations, Numerical Methods and Applications; Academic Press: London, UK, 1988. [Google Scholar]
- Kolmanovskii, V.B.; Nosov, V.R. Stability of Functional Differential Equations; Academic Press: London, UK, 1986. [Google Scholar]
- Liang, Z.; Shi, G.; Du, Y.; Ye, Y.; Ji, Y.; Chen, S.; Qiu, T.; Liu, Z.; Zhou, T.; Wang, X. Research on Tooltip Frequency Response Prediction of Robot Milling System Considering the Characteristics of spindle-toolholder interface. China Mech. Eng. 2022, 34, 2. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Force | Deformation | Radial Cutting Depth |
|---|---|---|---|
| 1 | - | Increase ↑ | Decrease ↓ |
| 2 | Decrease ↓ | Decrease ↓ | Increase ↑ |
| 3 | Increase ↑ | Increase ↑ | Decrease ↓ |
| … | … | … | … |
| l | - | - | - |
| Direction | Natural Frequency (Hz) | Damping Ratio (%) | Normalized Mode Shapes ( ) |
|---|---|---|---|
| x | 2060.49 | 2.37 | P1x: 3.232 P2x: 2.264 P3x: 1.738 P4x: 1.075 |
| y | 2045.24 | 2.07 | P1y: 4.119 P2y: 3.347 P3y: 2.315 P4y: 1.755 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, Y.; Liang, Z.; Chen, S.; Huang, H.; Zheng, H.; Gao, Z.; Zhou, T.; Liu, Z.; Wang, X. Dynamic Modeling and Stability Prediction of Robot Milling Considering the Influence of Force-Induced Deformation on Regenerative Effect and Process Damping. Metals 2023, 13, 974. https://doi.org/10.3390/met13050974
Du Y, Liang Z, Chen S, Huang H, Zheng H, Gao Z, Zhou T, Liu Z, Wang X. Dynamic Modeling and Stability Prediction of Robot Milling Considering the Influence of Force-Induced Deformation on Regenerative Effect and Process Damping. Metals. 2023; 13(5):974. https://doi.org/10.3390/met13050974
Chicago/Turabian StyleDu, Yuchao, Zhiqiang Liang, Sichen Chen, Hao Huang, Haoran Zheng, Zirui Gao, Tianfeng Zhou, Zhibing Liu, and Xibin Wang. 2023. "Dynamic Modeling and Stability Prediction of Robot Milling Considering the Influence of Force-Induced Deformation on Regenerative Effect and Process Damping" Metals 13, no. 5: 974. https://doi.org/10.3390/met13050974