
Promoting Dynamic Recrystallization of Al-Zn-Mg-Cu Alloy via Electroshock Treatment
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
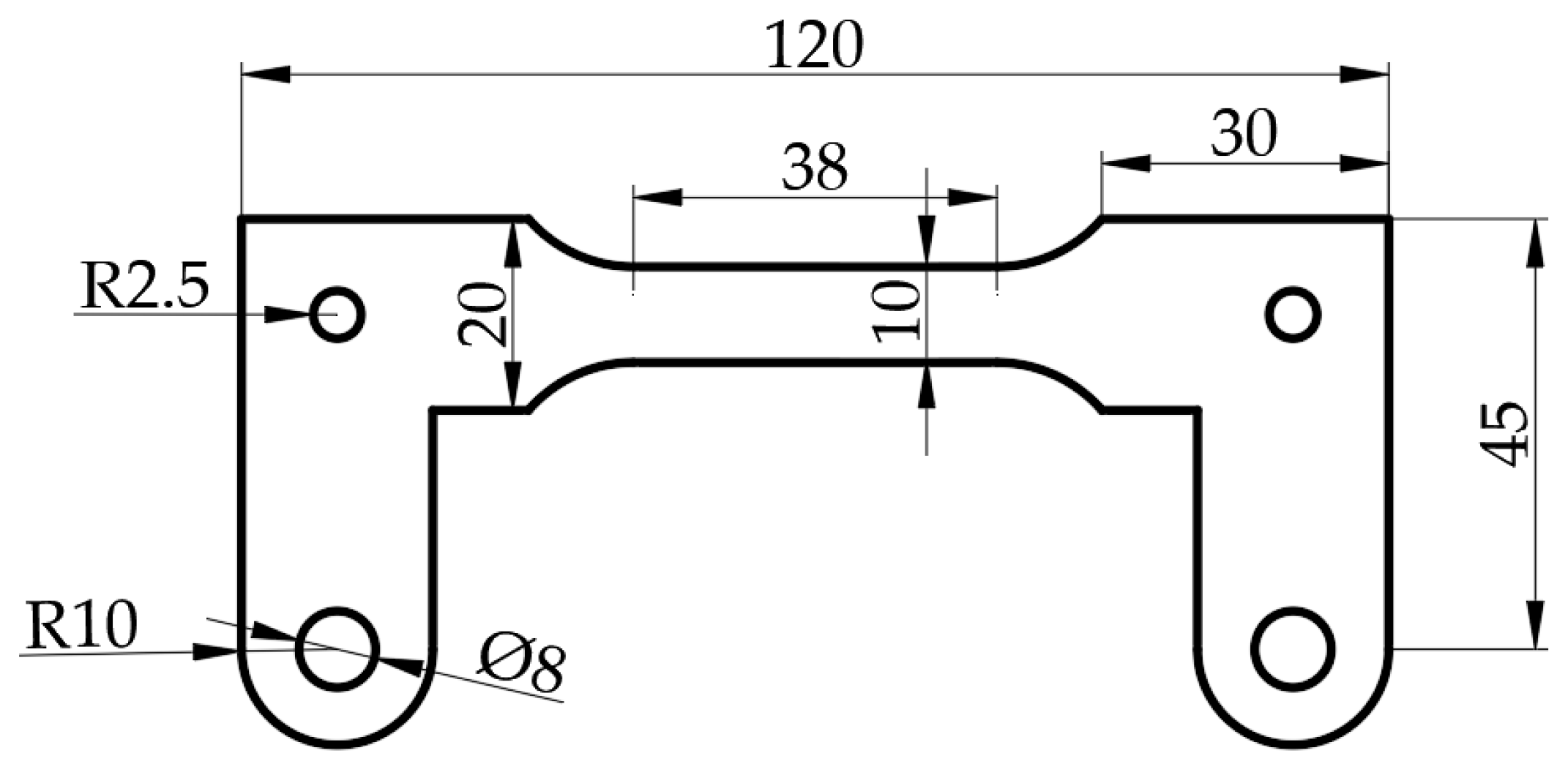
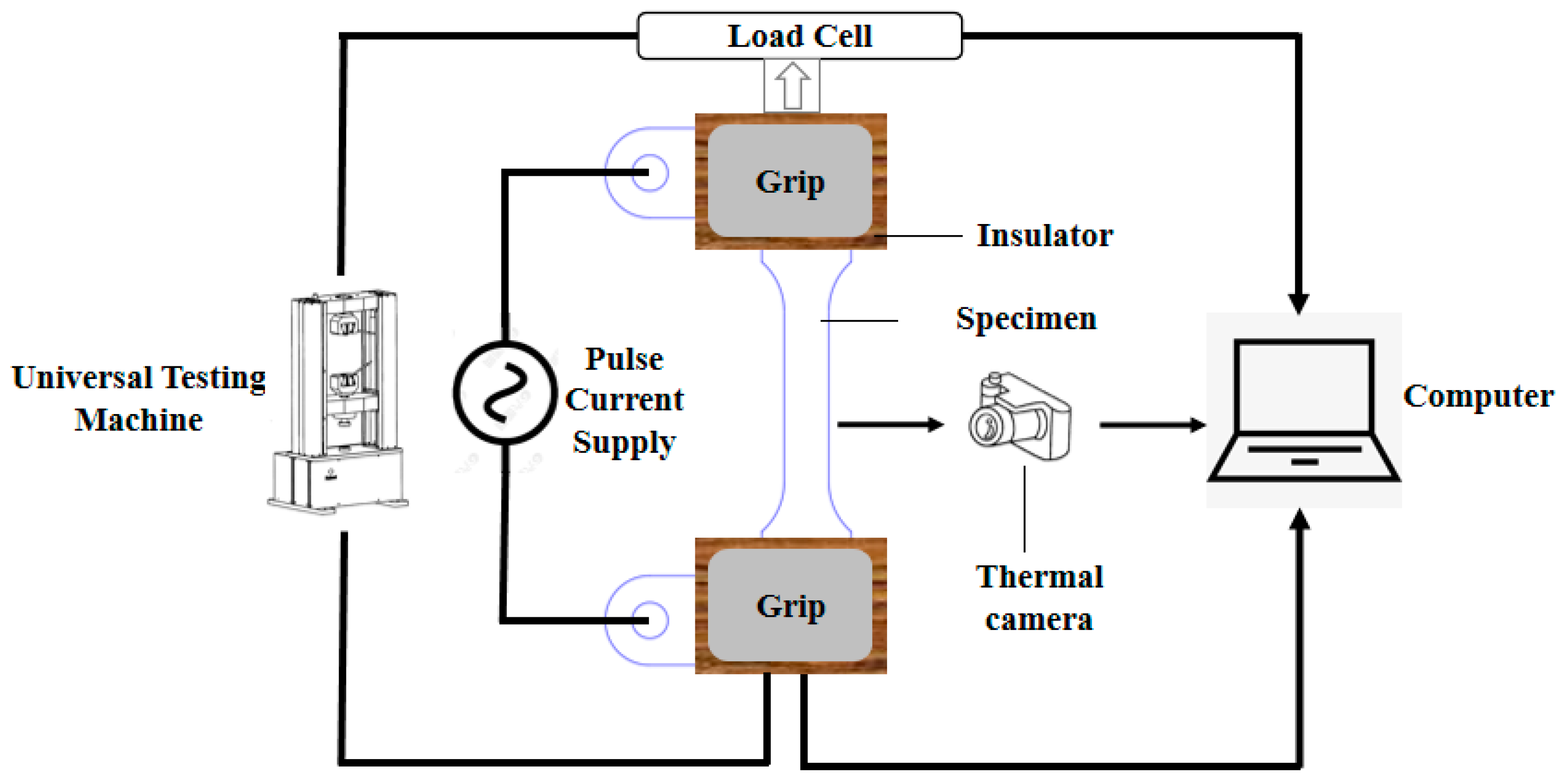
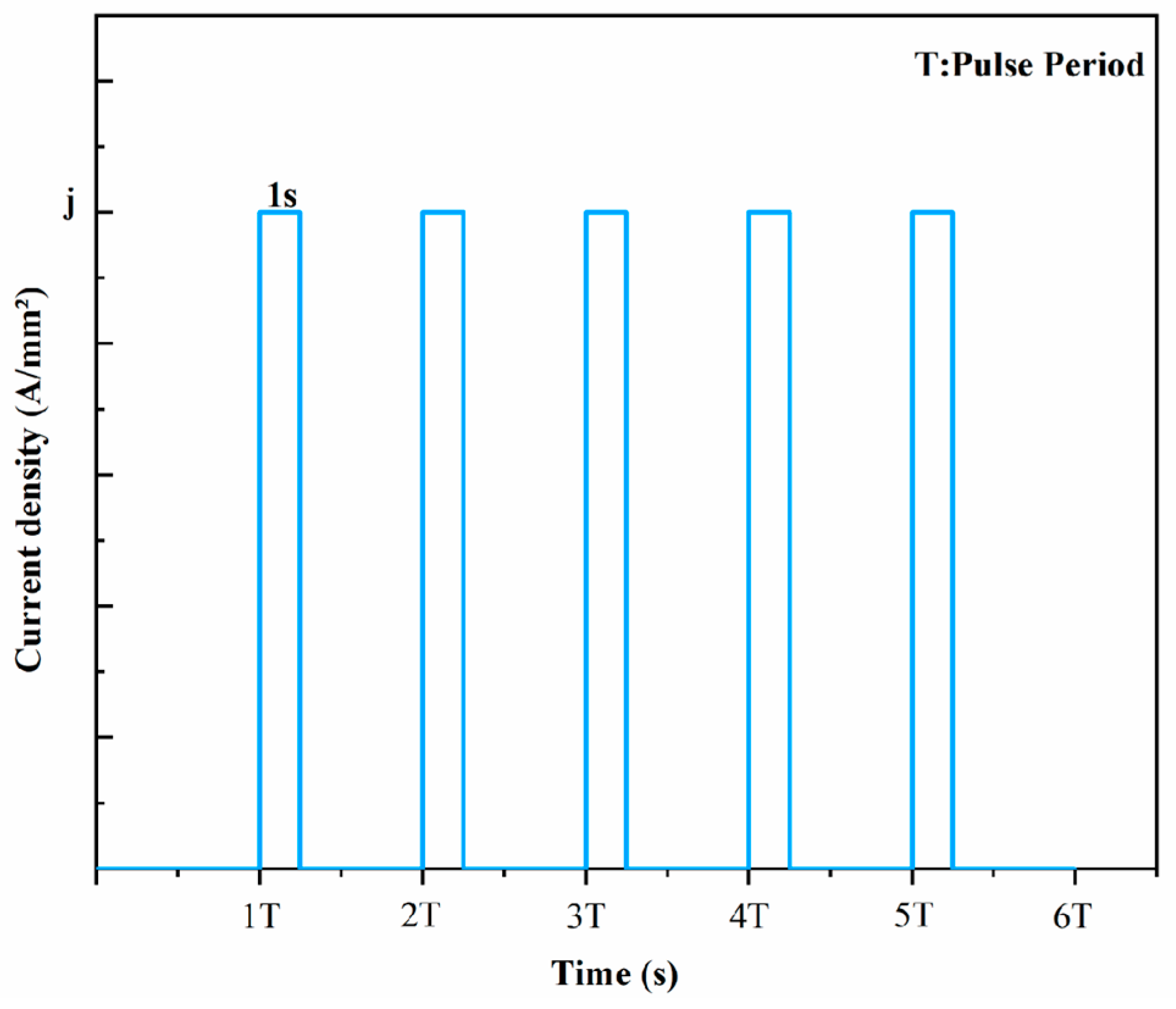
2.2. Electroshock-Assisted Tensile Test
2.3. Microstructure Characterization
3. Results and Discussion
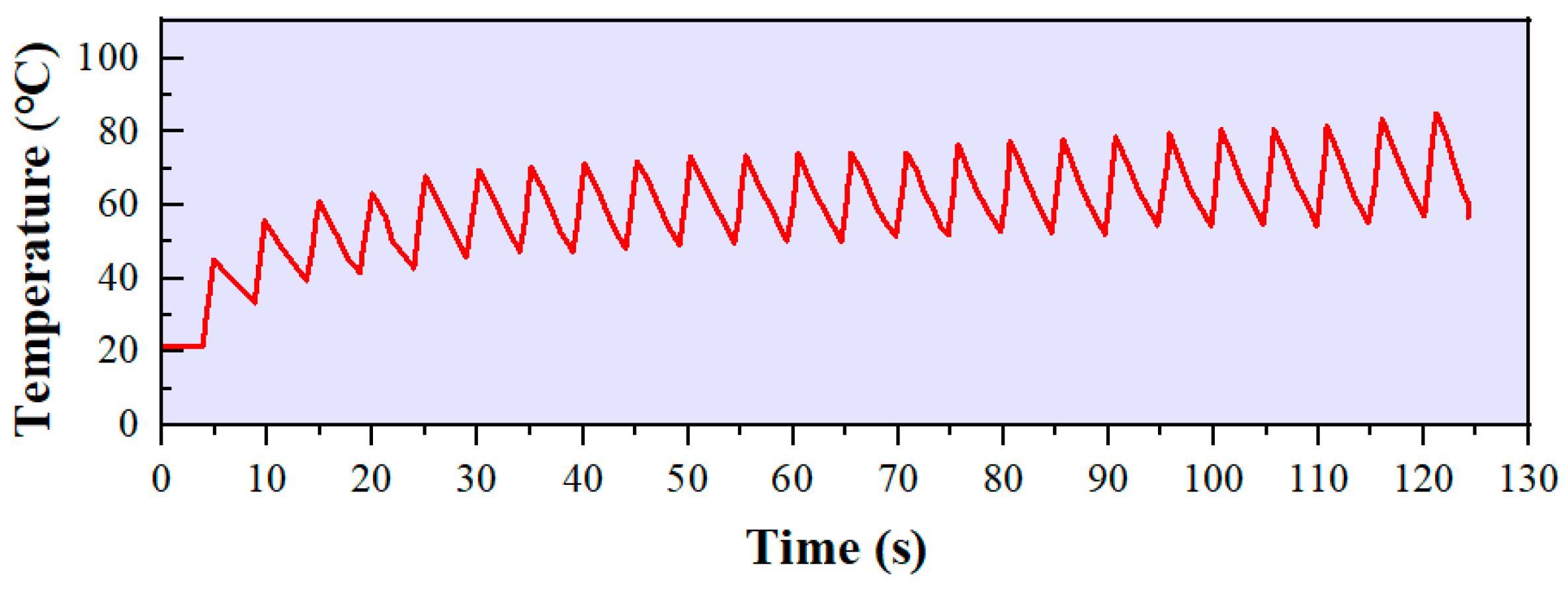
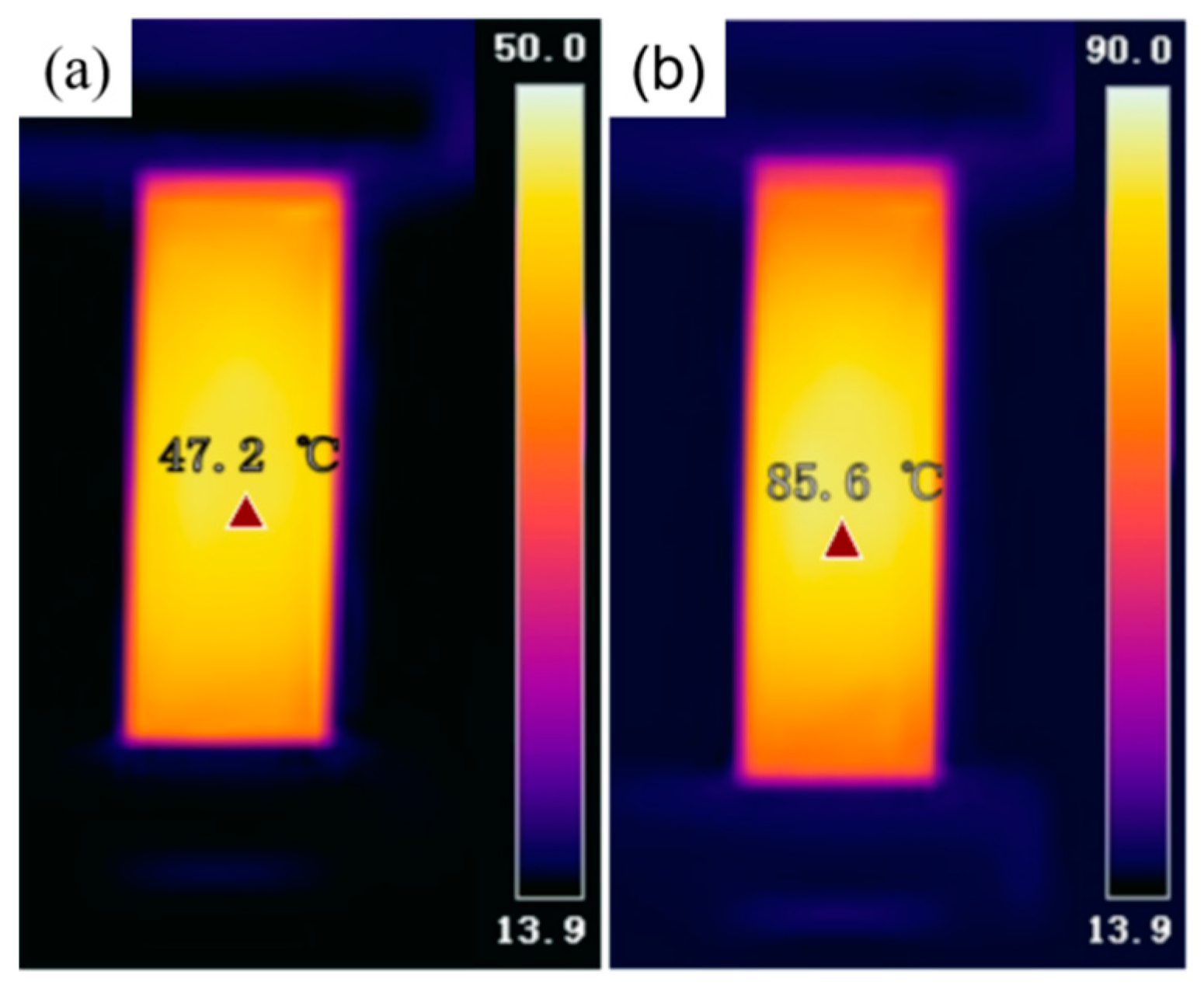
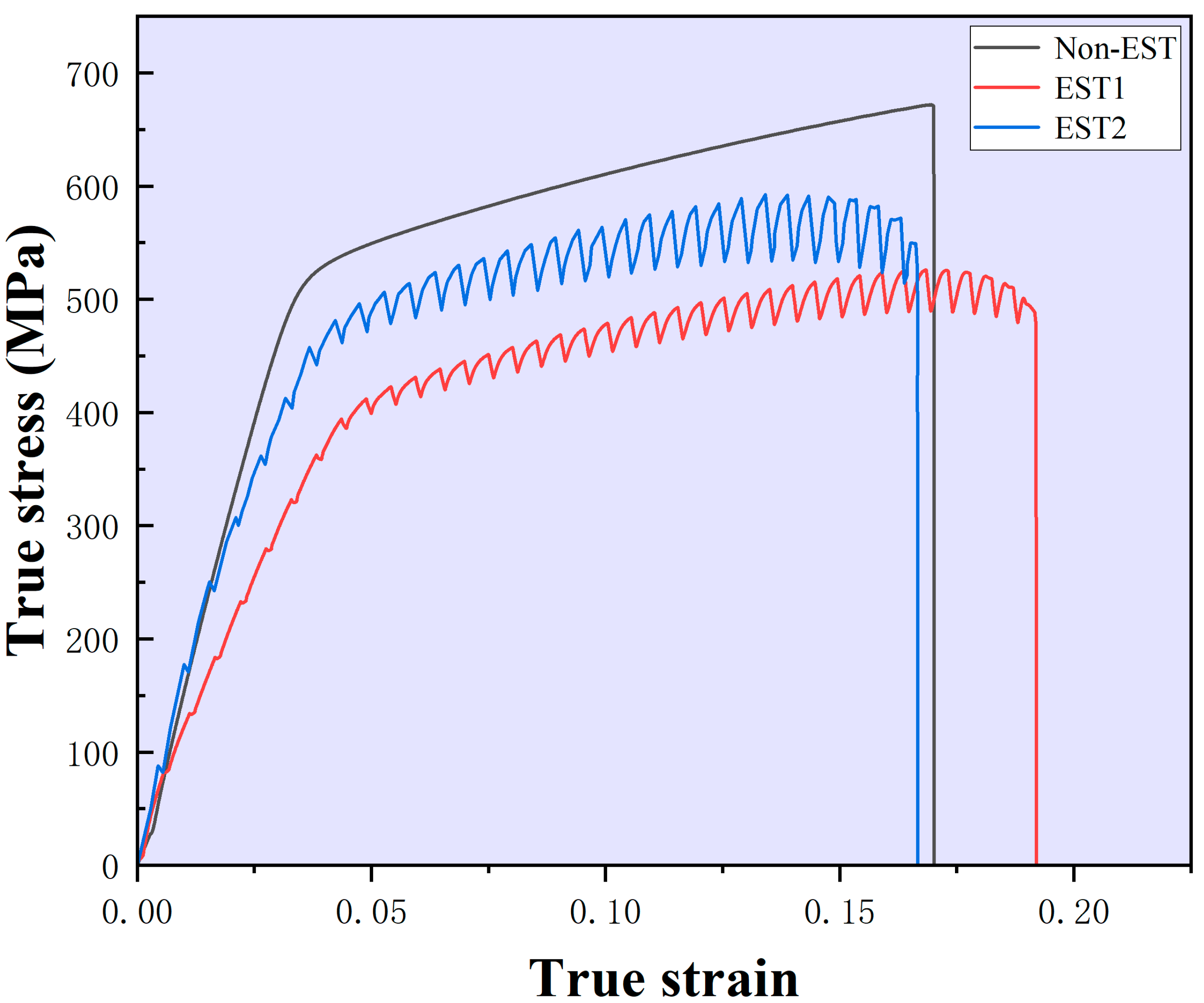
3.1. Analysis of Temperature and True Stress–Strain Curves
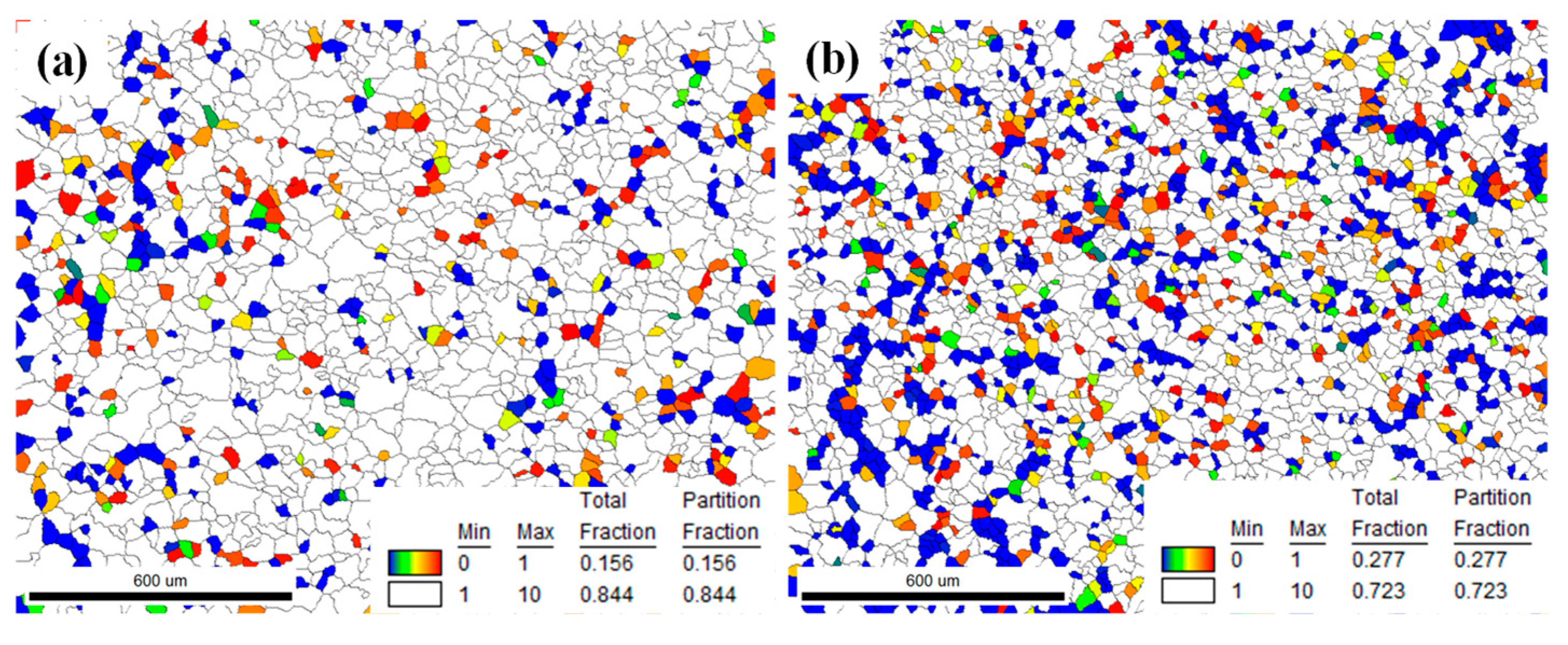
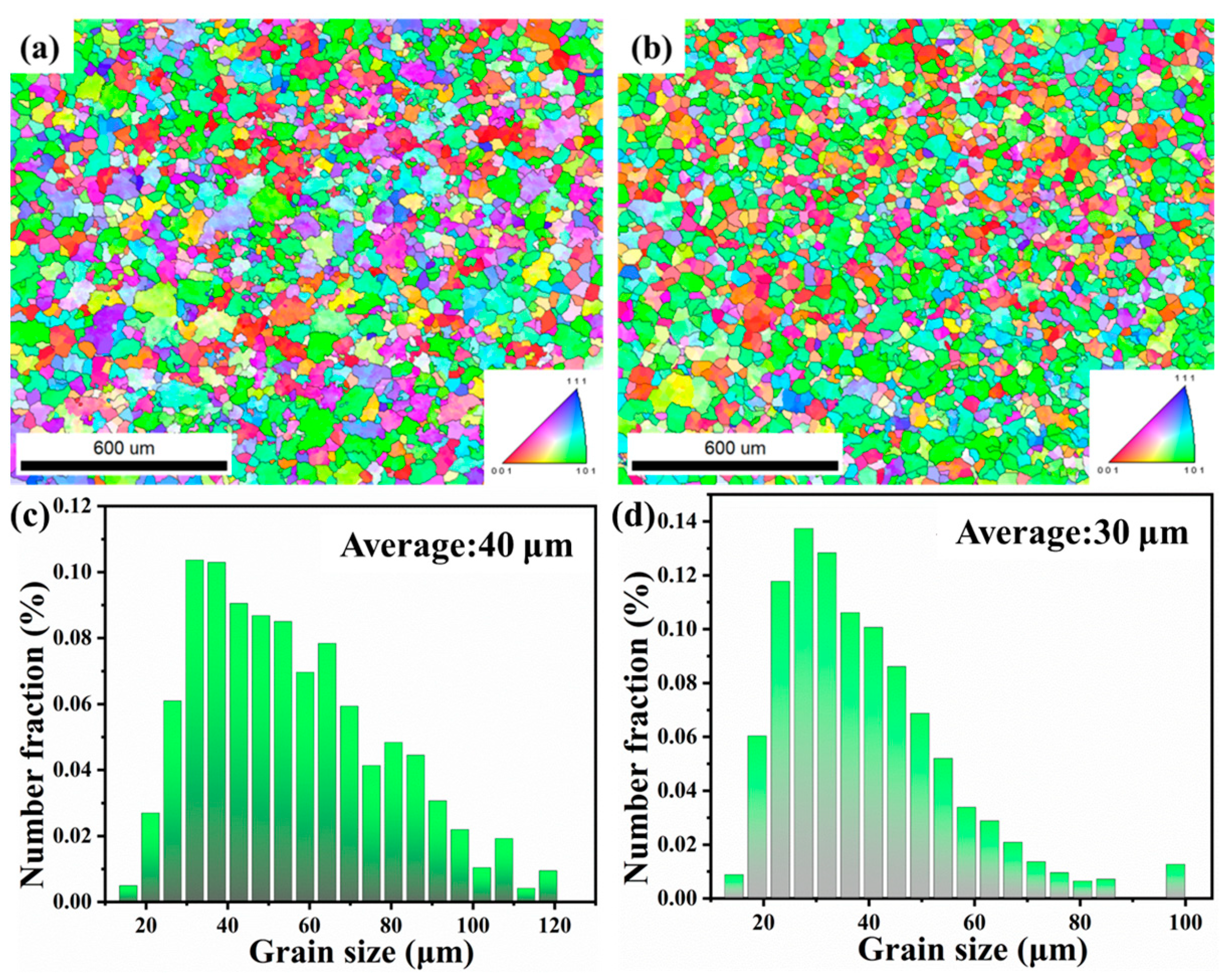
3.2. Effect of EST on Dynamic Recrystallization
3.3. High-Strength Aluminum Alloy Dynamic Recrystallization Mechanism via EST
4. Conclusions
- (1)
- The flow stress of Al-Zn-Mg-Cu alloy is greatly decreased by the effects of EST, which improves the elongation of the material. The findings demonstrate that when electroshocked with a current density of 30 A/mm2 and a period of 5 s, the elongation of the sample increased by 21.74%, and the percentage of dynamic recrystallization increased by 77.56% compared to the sample without EST.
- (2)
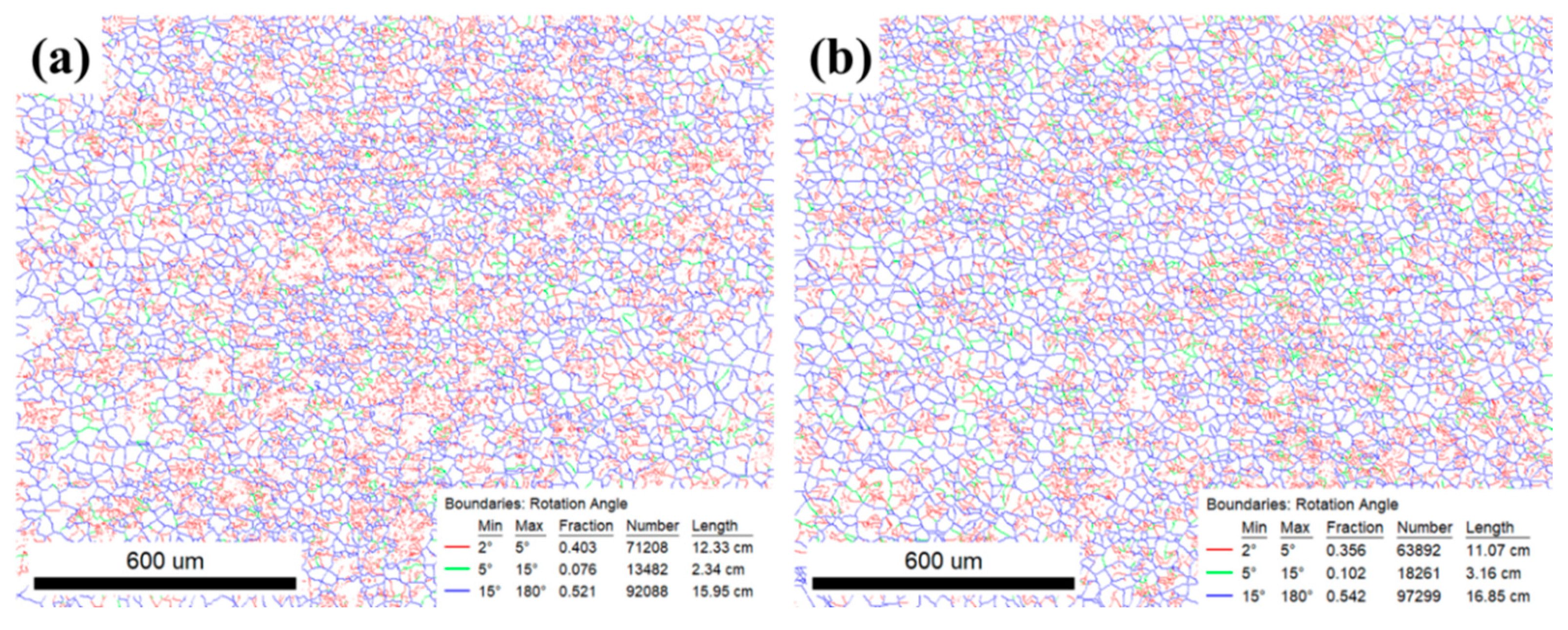
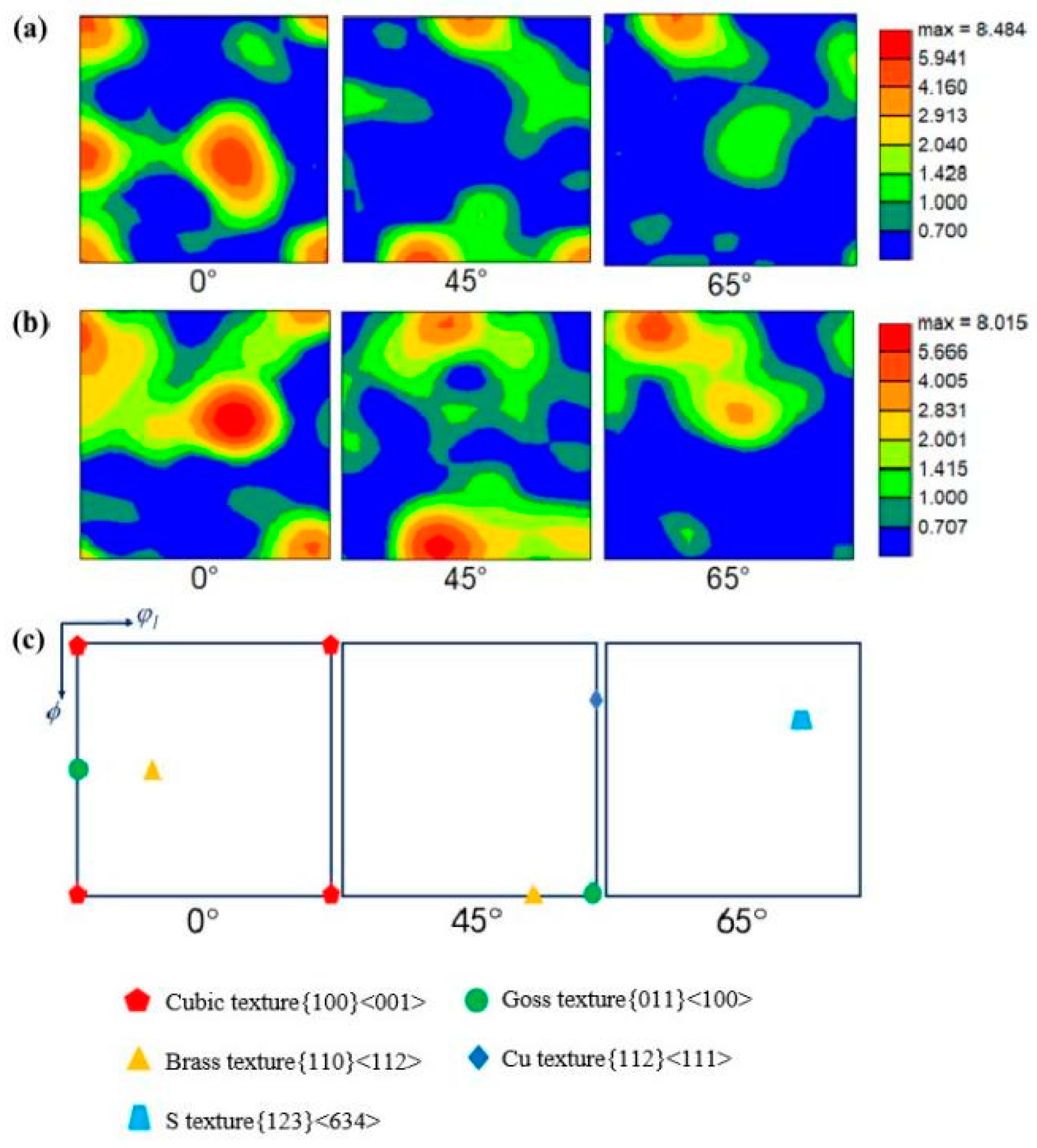
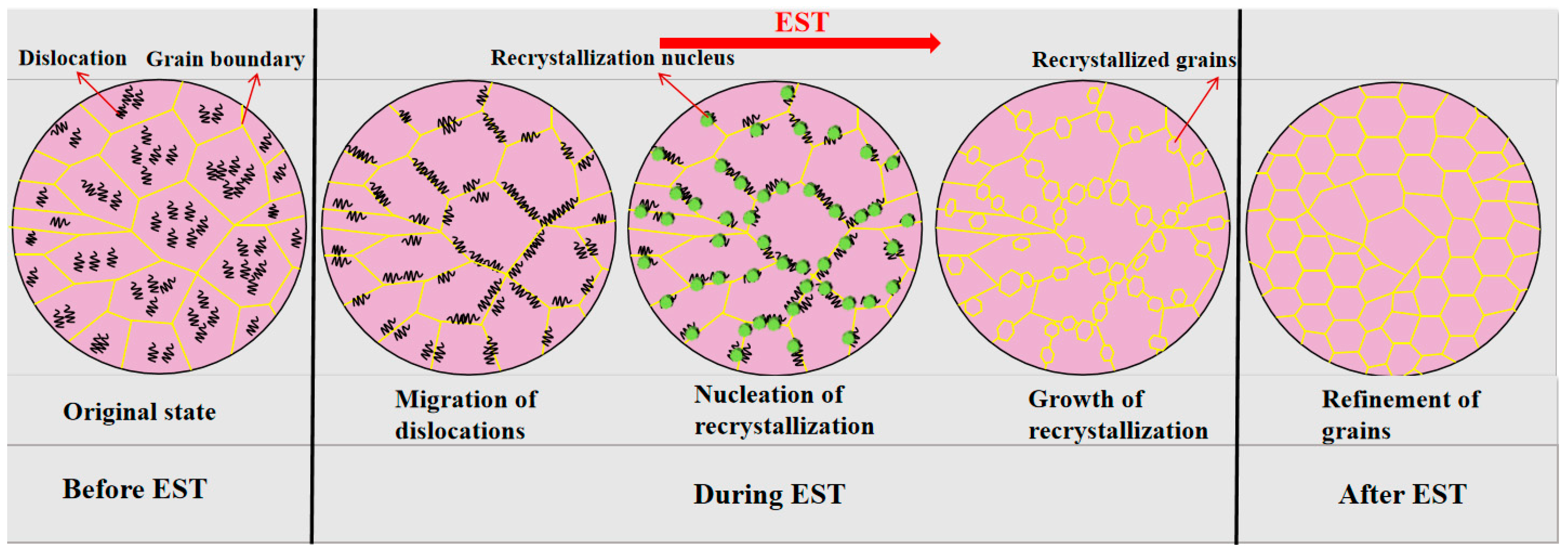
- After appropriate EST, the average grain size reduced from 40 μm to 30 μm, and the distribution of grain size became more uniform. The electron wind force produced by the electroshock drove the transformation of grain orientation, causing small-angle grain boundaries to gather on the grain boundaries, resulting in a finer and more uniform grain morphology. The total grain boundary angle will be larger, which is more favorable to the nucleation and growth of recrystallization.
- (3)
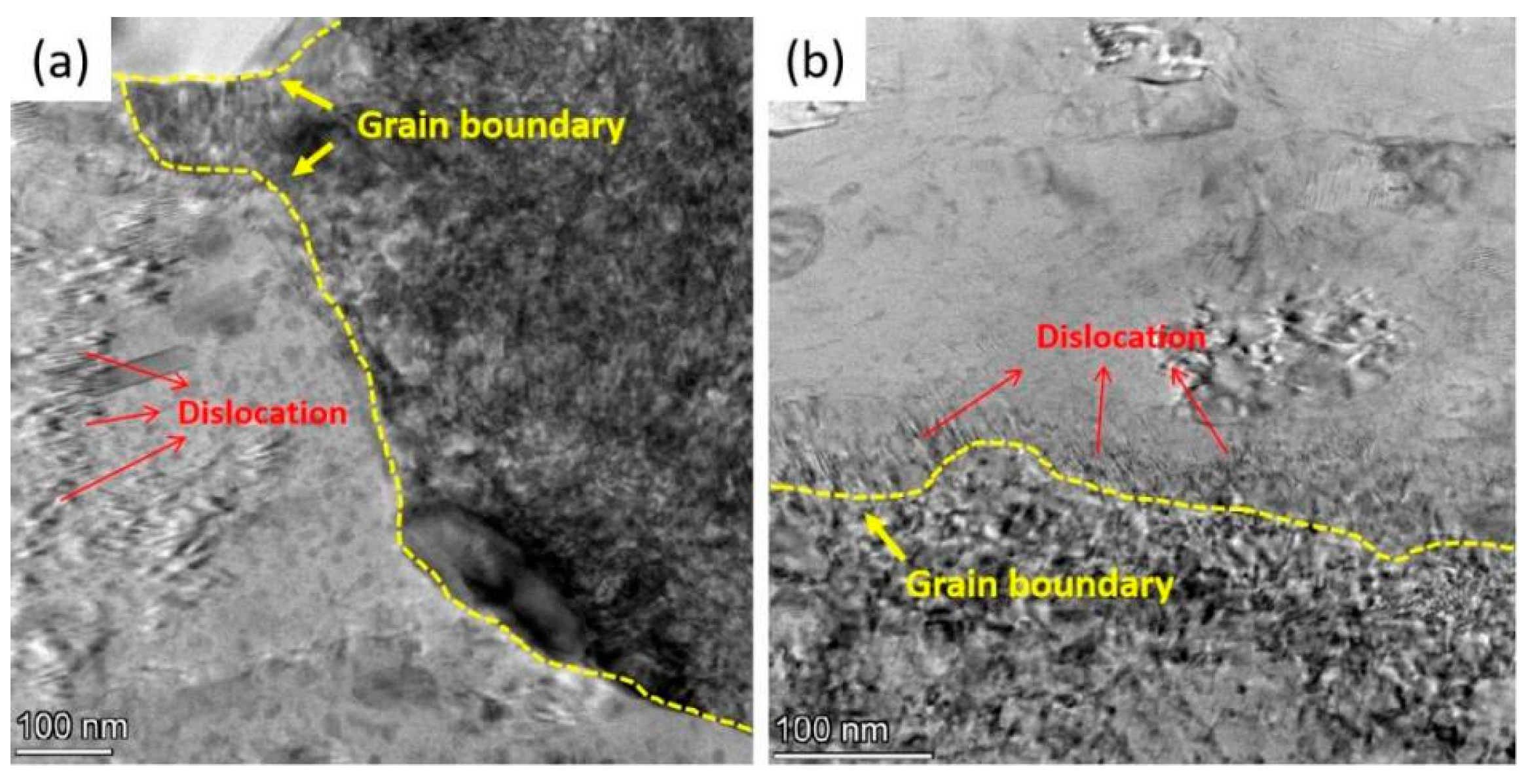
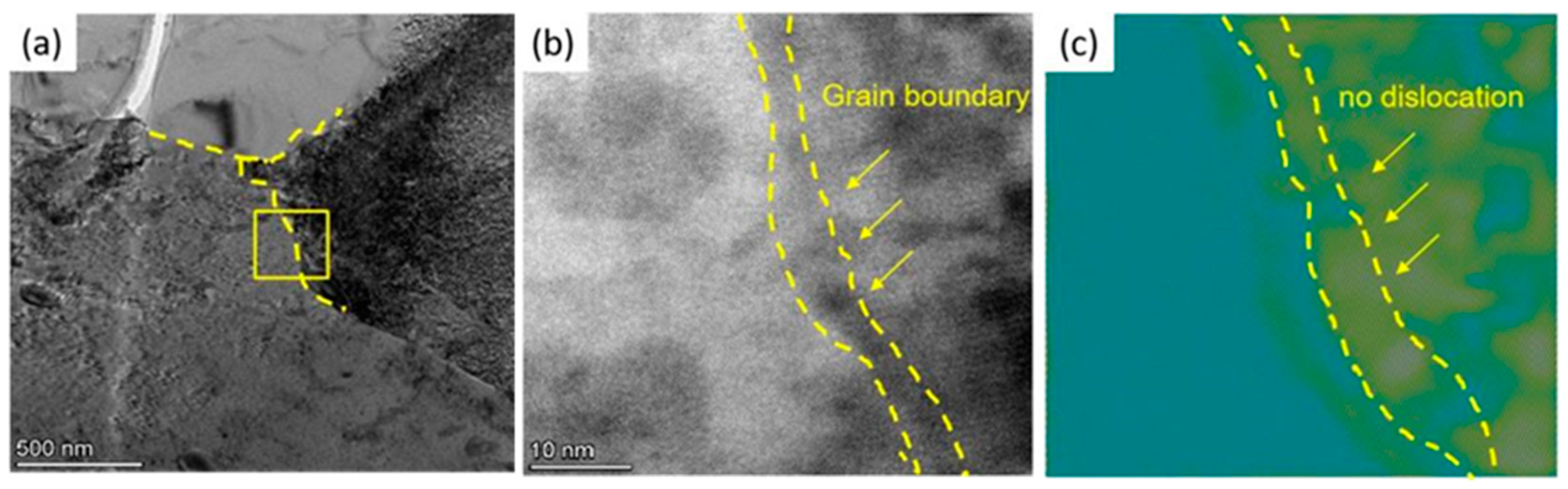
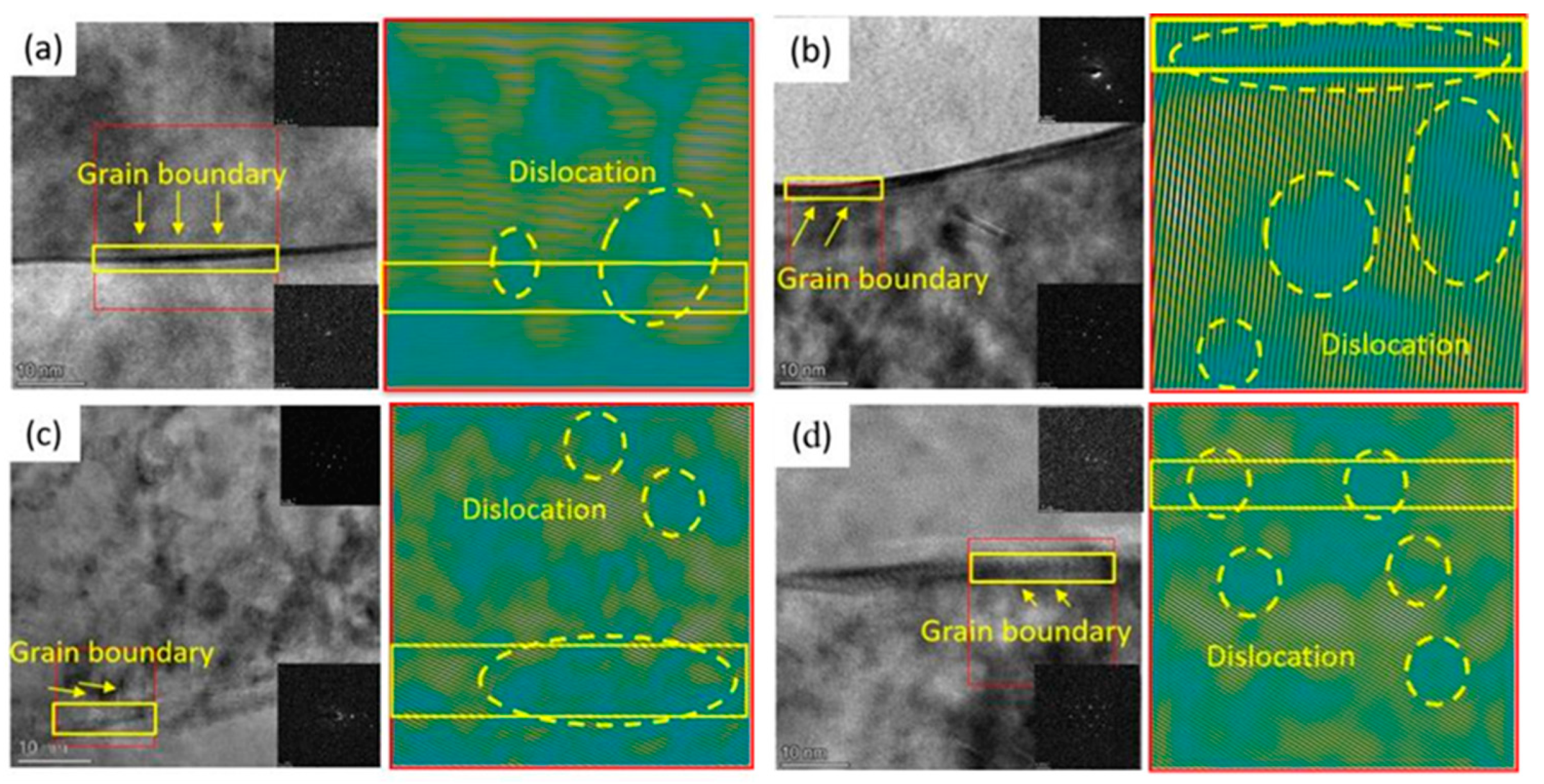
- Under the influence of electroshock, electron wind force promotes the movement of dislocations in Al-Zn-Mg-Cu alloy, causing the dislocations to become more concentrated at the grain boundaries, improving the ability to recrystallize at near ambient temperature, and enhancing the elongation of the alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, W.; Zhu, Y.; Marceau, R.; Wang, L.; Zhang, Q.; Gao, X.; Hutchinson, C. Precipitation strengthening of aluminum alloys by room-temperature cyclic plasticity. Science 2019, 363, 972–975. [Google Scholar] [CrossRef]
- Peng, X.; Liu, W.; Wu, G.; Ji, H.; Ding, W. Plastic deformation and heat treatment of Mg-Li alloys: A review. J. Mater. Sci. Technol. 2022, 99, 193–206. [Google Scholar] [CrossRef]
- Biesuz, M.; Saunders, T.; Ke, D.; Reece, M.J.; Hu, C.; Grasso, S. A review of electromagnetic processing of materials (EPM): Heating, sintering, joining and forming. J. Mater. Sci. Technol. 2021, 69, 239–272. [Google Scholar] [CrossRef]
- Zhu, Y.; To, S.; Lee, W.B.; Liu, X.; Jiang, Y.; Tang, G. Electropulsing-induced phase transformations in a Zn–Al-based alloy. J. Mater. Res. 2011, 24, 2661–2669. [Google Scholar] [CrossRef] [Green Version]
- Pan, D.; Wang, Y.; Guo, Q.; Zhang, D.; Xu, X.; Zhao, Y. Grain refinement of Al–Mg–Si alloy without any mechanical deformation and matrix phase transformation via cyclic electro-pulsing treatment. Mater. Sci. Eng. A 2021, 807, 140916. [Google Scholar] [CrossRef]
- Wang, S.; Sun, W.; Sun, X.; Ji, Y.; Yang, H.; Cui, X. Influence of non-thermal effect caused by pulse current on AZ31B magnesium alloy deformation. Mater. Sci. Eng. A 2023, 871, 144899. [Google Scholar] [CrossRef]
- Song, H.; Wang, Z.J.; He, X.D.; Duan, J. Self-healing of damage inside metals triggered by electropulsing stimuli. Sci. Rep. 2017, 7, 7097. [Google Scholar] [CrossRef] [Green Version]
- Ma, R.; Xiang, S.; Zhang, X. Repairing irreversible hydrogen–induced damages using electric current pulse. Int. J. Hydrogen Energy 2020, 45, 16909–16917. [Google Scholar] [CrossRef]
- Liu, Y.; Fan, J.; Zhang, H.; Jin, W.; Dong, H.; Xu, B. Recrystallization and microstructure evolution of the rolled Mg–3Al–1Zn alloy strips under electropulsing treatment. J. Alloys Compd. 2015, 622, 229–235. [Google Scholar] [CrossRef]
- Park, J.-W.; Jeong, H.-J.; Jin, S.-W.; Kim, M.-J.; Lee, K.; Kim, J.J.; Hong, S.-T.; Han, H.N. Effect of electric current on recrystallization kinetics in interstitial free steel and AZ31 magnesium alloy. Mater. Charact. 2017, 133, 70–76. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, R.; Chong, Y.; Li, X.; Abu-Odeh, A.; Rothchild, E.; Chrzan, D.C.; Asta, M.; Morris, J.W., Jr.; Minor, A.M. Defect reconfiguration in a Ti-Al alloy via electroplasticity. Nat. Mater. 2021, 20, 468–472. [Google Scholar] [CrossRef]
- Li, W.; Shen, Y.; Liu, H.; Wang, Y.; Zhu, W.; Xie, C. Non-octahedral-like dislocation glides in aluminum induced by athermal effect of electric pulse. J. Mater. Res. 2016, 31, 1193–1200. [Google Scholar] [CrossRef]
- Bumgardner, C.H.; Croom, B.P.; Song, N.; Zhang, Y.; Li, X. Low energy electroplasticity in aluminum alloys. Mater. Sci. Eng. A 2020, 798, 140235. [Google Scholar] [CrossRef]
- Kim, M.-J.; Lee, K.; Oh, K.H.; Choi, I.-S.; Yu, H.-H.; Hong, S.-T.; Han, H.N. Electric current-induced annealing during uniaxial tension of aluminum alloy. Scr. Mater. 2014, 75, 58–61. [Google Scholar] [CrossRef]
- Liang, P.; Lin, K.-L. Non-deformation recrystallization of metal with electric current stressing. J. Alloys Compd. 2017, 722, 690–697. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.; Xu, X.; Pan, D.; Jiang, W.; Chong, X. Simultaneously Enhanced Strength and Ductility of Al-Mg-Si Alloys during Aging Process Induced by Electro-Pulsing Treatment. Materials 2019, 12, 1383. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liang, C.-L.; Lin, K.-L. The microstructure and property variations of metals induced by electric current treatment: A review. Mater. Charact. 2018, 145, 545–555. [Google Scholar] [CrossRef]
- Song, Y.; Wang, Z.; Yu, Y.; Wu, W.; Wang, Z.; Lu, J.; Sun, Q.; Xie, L.; Hua, L. Fatigue life improvement of TC11 titanium alloy by novel electroshock treatment. Mater. Des. 2022, 221, 110902. [Google Scholar] [CrossRef]
- Liu, C.; Yin, F.; Xie, L.; Qian, D.; Song, Y.; Wu, W.; Wang, L.; Zhang, L.-C.; Hua, L. Evolution of grain boundary and texture in TC11 titanium alloy under electroshock treatment. J. Alloys Compd. 2022, 904, 163969. [Google Scholar] [CrossRef]
- Wu, W.; Song, Y.; Lu, J.; Yu, Y.; Hua, L. Novel strategy of electroshock treatment for improving mechanical performances of Al–Zn–Mg–Cu alloy by edge dislocation increment. Mater. Sci. Eng. A 2022, 854, 143805. [Google Scholar] [CrossRef]
- Guan, L.; Tang, G.; Chu, P.K.; Jiang, Y. Enhancement of ductility in Mg–3Al–1Zn alloy with tilted basal texture by electropulsing. J. Mater. Res. 2011, 24, 3674–3679. [Google Scholar] [CrossRef] [Green Version]
- Mei, M.; Song, Y.; Lu, J.; Chuanchuan, H.; Lechun, X. Modeling dynamic recrystallization behavior of Al-Zn-Mg-Cu alloy during electroshock assisted tension based on cellular automata. Mater. Res. Express 2022, 9, 036513. [Google Scholar] [CrossRef]
- Barrett, C.D.; Imandoust, A.; Oppedal, A.L.; Inal, K.; Tschopp, M.A.; El Kadiri, H. Effect of grain boundaries on texture formation during dynamic recrystallization of magnesium alloys. Acta Mater. 2017, 128, 270–283. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zheng, K.; Dai, D. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Kravchenko, V.Y. Effect of directed electron beam on moving dislocations. Sov. Phys. Dokl. 1975, 18, 787–788. [Google Scholar]
- Klimov, K.M.; Shnyrev, G.D.; Novikov, I.I. Electroplasticity of metals. Dokl. Akad. Nauk. SSSR 1974, 19, 787–788. [Google Scholar]
- Roshchupkin, A.M.; Miloshenko, V.E.; Kalinin, V.E. Electron drag of dislocations in metals. Fiz. Tverd. Tela 1979, 21, 532. [Google Scholar]
- Song, H.; Wang, Z. Grain refinement by means of phase transformation and recrystallization induced by electropulsing. Trans. Nonferrous Met. Soc. China 2011, 21, s353–s357. [Google Scholar] [CrossRef]
- Liu, Z.; Deng, X.; Weng, Y. Effects of electric current pulse on the dynamics of dynamic recrystallization in 2091 Al-Li alloy. Chin. J. Mater. Res. 2001, 15, 358–366. (In Chinese) [Google Scholar]
- Han, K.; Qin, S.; Li, H.; Liu, J.; Wang, Y.; Zhang, C.; Zhang, P.; Zhang, S.; Zhang, H.; Zhou, H. EBSD study of the effect of electropulsing treatment on the microstructure evolution in a typical cold-deformed Ni-based superalloy. Mater. Charact. 2019, 158, 109936. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Wt % | 0.07 | 0.35 | 1.52 | 0.092 | 2.66 | 0.22 | 5.28 | 0.029 | Bal |
| Sample Label | Pulse Current (A/mm2) | Pulse Period(s) |
|---|---|---|
| Non-EST | 0 | 0 |
| EST1 | 30 | 5 |
| EST2 | 40 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Y.; Wu, Y.; Lu, J.; Mei, M.; Xie, L.; Hao, C. Promoting Dynamic Recrystallization of Al-Zn-Mg-Cu Alloy via Electroshock Treatment. Metals 2023, 13, 944. https://doi.org/10.3390/met13050944
Song Y, Wu Y, Lu J, Mei M, Xie L, Hao C. Promoting Dynamic Recrystallization of Al-Zn-Mg-Cu Alloy via Electroshock Treatment. Metals. 2023; 13(5):944. https://doi.org/10.3390/met13050944
Chicago/Turabian StyleSong, Yanli, Yuhang Wu, Jue Lu, Manlin Mei, Lechun Xie, and Chuanchuan Hao. 2023. "Promoting Dynamic Recrystallization of Al-Zn-Mg-Cu Alloy via Electroshock Treatment" Metals 13, no. 5: 944. https://doi.org/10.3390/met13050944