
Die Design and Finite Element Analysis of Welding Seams during Aluminum Alloy Tube Extrusion
Abstract
:1. Introduction
2. Design of Extrusion Porthole Dies
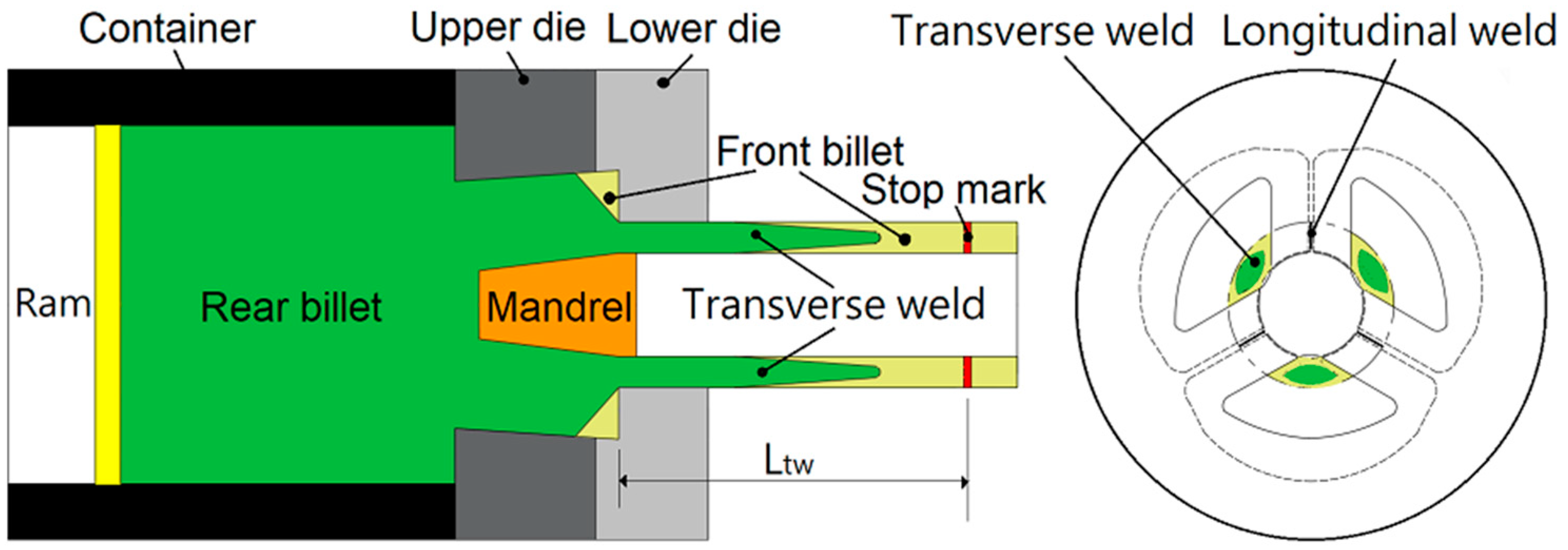
2.1. Definitions of Longitudinal and Transverse Welding Seams
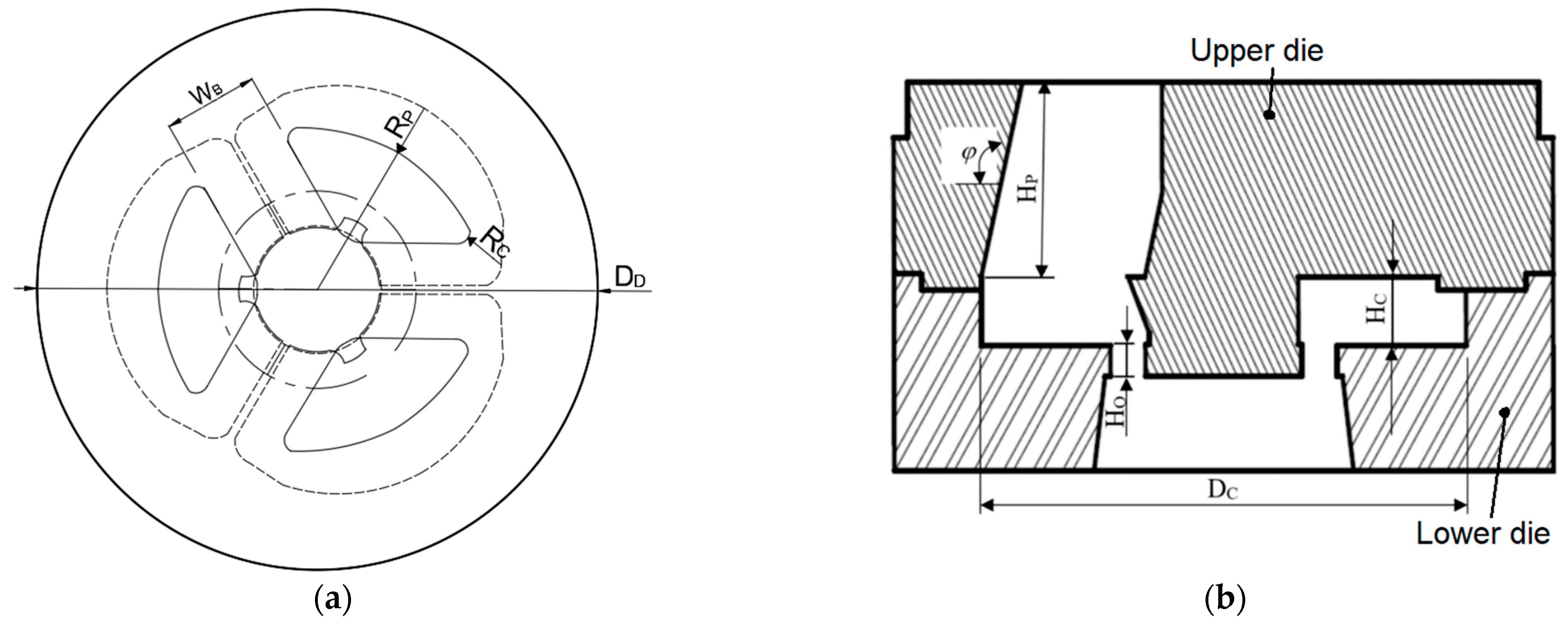
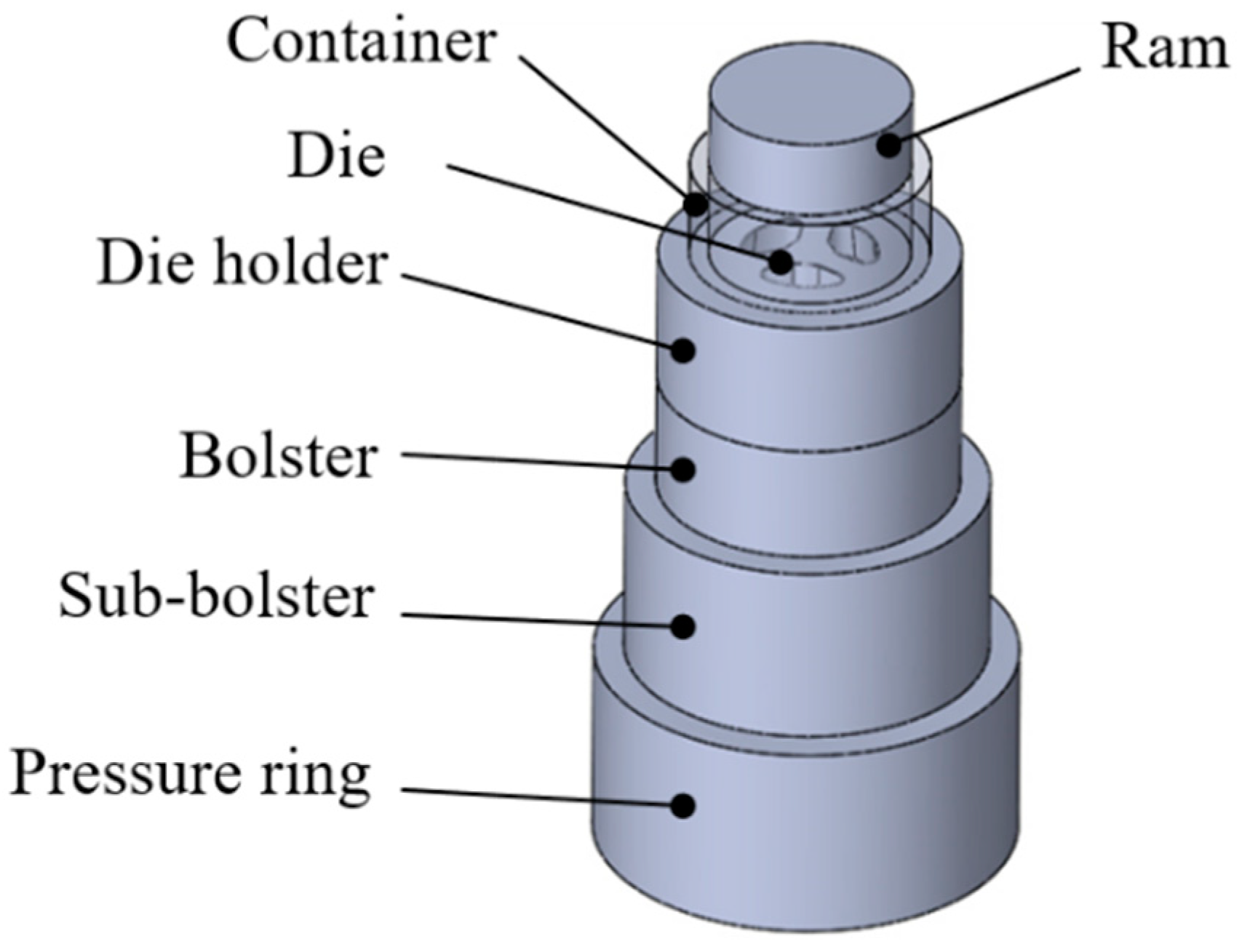
2.2. Configurations of Porthole Dies
3. Finite Element Simulations of Hot Extrusion of Aluminum Alloy Tubes
3.1. Finite Element Modelling and Simulation Parameters
3.2. Control Factors and Levels in Die Parameters
3.3. Simulation Results and Objective Function
3.4. Discussion
4. Experiments of Hot Extrusion of Aluminum Alloy Tubes
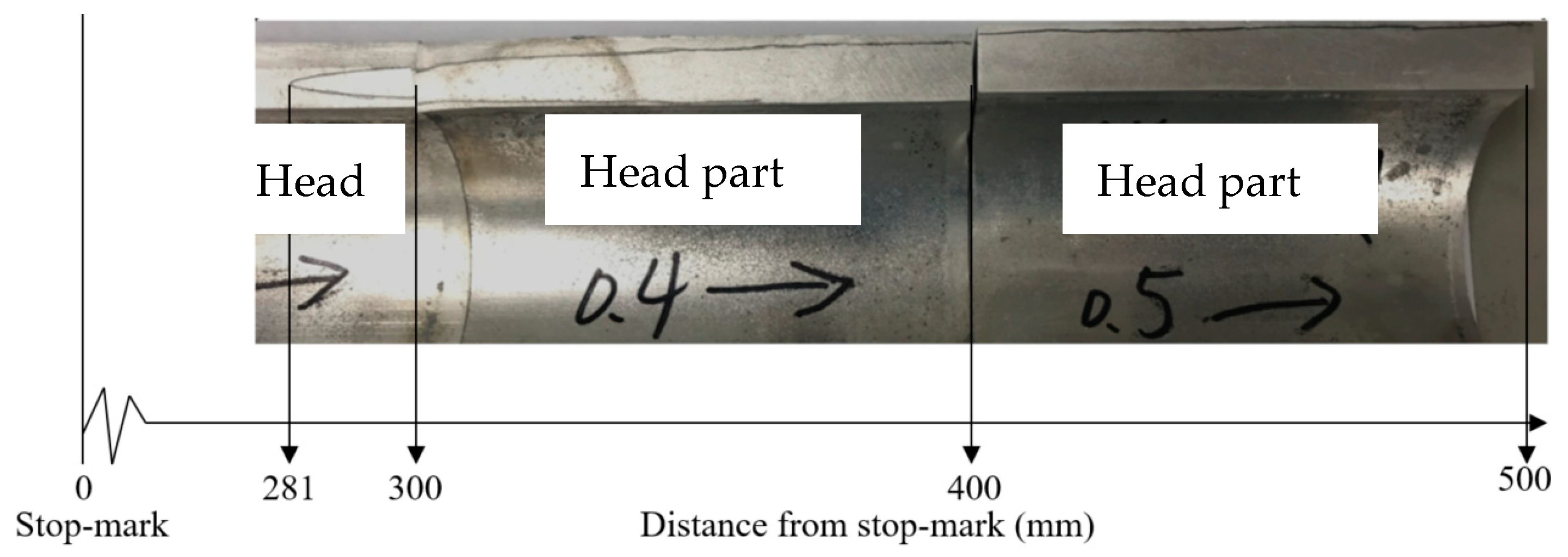
4.1. Measurements of Transverse Seam Length
4.2. Tube Expansion Tests
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Groover, M.P. Fundamentals of Modern Manufacturing, Materials, Processes, and Systems, 4th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 421–422. [Google Scholar]
- Wang, L.; Zhou, J.; Duszczyk, J.; Katgerman, L. Friction in aluminum extrusion—Part 1: A review of friction testing techniques for aluminum extrusion. Tribol. Int. 2012, 56, 89–98. [Google Scholar] [CrossRef]
- Wang, L.; Yang, H. Friction in aluminum extrusion—Part 2: A review of friction models for aluminum extrusion. Tribol. Int. 2012, 56, 99–106. [Google Scholar] [CrossRef]
- Marín, M.M.; Camacho, A.M.; Pérez, J.A. Influence of the temperature on AA6061 aluminum alloy in a hot extrusion process. Procedia Manuf. 2017, 13, 327–334. [Google Scholar] [CrossRef]
- Bandini, C.; Reggiani, B.; Donati, L.; Tomesani, L. Code Validation and Development of User Routines for Microstructural Prediction with Qform. Mater. Today Proc. 2015, 2, 4904–4914. [Google Scholar] [CrossRef]
- Chen, F.K.; Chuang, W.C.; Torng, S. Finite element analysis of multi-hole extrusion of aluminum-alloy tubes. J. Mater. Process. Technol. 2008, 201, 150–155. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, J.; Duszczyk, J. Finite Element Simulation of Magnesium Extrusion to Manufacture a Cross-Shaped Profile. J. Manuf. Sci. Eng. 2007, 129, 607–614. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, J.; Duszczyk, J. Process optimization diagram based on FEM simulation for extrusion of AZ31 profile. Trans. Nonferrous Met. Soc. China 2008, 18, 247–251. [Google Scholar] [CrossRef]
- Sikand, R.; Kumar, A.M.; Sachdev, A.K.; Luo, A.A.; Jain, V.; Gupta, A.K. AM30 porthole die extrusions—A comparison with circular seamless extruded tubes. J. Mater. Process. Technol. 2009, 209, 6010–6020. [Google Scholar] [CrossRef]
- Li, Q.; Harris, C.; Jolly, M.R. Finite element modelling simulation of transverse welding phenomenon in aluminum extrusion process. Mater. Des. 2003, 24, 493–496. [Google Scholar] [CrossRef]
- Mahmoodkhani, Y.; Wells, M.; Parson, N.; Jowett, C.; Poole, W. Modeling the formation of transverse weld during billet-on-billet extrusion. Materials 2014, 7, 3470–3480. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, Y.; Zhao, G.; Chen, L. Experimental and numerical investigation on transverse weld of hollow aluminum profile during porthole extrusion process. Procedia Eng. 2017, 207, 1653–1658. [Google Scholar] [CrossRef]
- den Bakker, A.J.; Katgerman, L.; van der Zwaag, S. Analysis of the structure and resulting mechanical properties of aluminium extrusions containing a charge weld interface. J. Mater. Process. Technol. 2016, 229, 9–21. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, Y.; Wang, C.; Zhao, G.; Chen, L.; Sun, W. Evolution of transverse weld during porthole extrusion of AA7N01 hollow profile. J. Mater. Process. Technol. 2017, 248, 103–114. [Google Scholar] [CrossRef]
- den Bakker, A.J.; Werkhoven, R.J.; Sillekens, W.H.; Katgerman, L. The origin of weld seam defects related to metal flow in the hot extrusion of aluminium alloys EN AW-6060 and EN AW-6082. J. Mater. Process. Technol. 2014, 214, 2349–2358. [Google Scholar] [CrossRef]
- Kim, K.J.; Lee, C.H.; Yang, D.Y. Investigation into the improvement of welding strength in three-dimensional extrusion of tubes using porthole dies. J. Mater. Process. Technol. 2002, 130–131, 426–431. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, B.; Yan, Z.; Zhang, X.; Pei, J. Microstructure and mechanical properties of extrusion welds in continuous extrusion of AA6063 aluminium alloy with double billets. J. Mater. Process. Technol. 2016, 235, 149–157. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L. The effect of die design on the production and seam weld quality of extruded aluminum profiles. J. Mater. Process. Technol. 2005, 164–165, 1025–1031. [Google Scholar] [CrossRef]
- Jo, H.H.; Jeong, C.S.; Lee, S.K.; Kim, B.M. Determination of welding pressure in the non-steady-state porthole die extrusion of improved Al7003 hollow section tubes. J. Mater. Process. Technol. 2003, 139, 428–433. [Google Scholar] [CrossRef]
- Choi, M.K.; Park, C.G.; Choi, Y.; Won, T.Y. Aluminum tube extrusion with the porthole die for deconcentrated welding lines. J. Mech. Sci. Technol. 2018, 32, 2245–2251. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Yi, J.; Li, S.; Wang, G. Influence of extrusion speed on the seam weld quality in the porthole die extrusion of AZ31 magnesium alloy tube. Int. J. Adv. Manuf. Technol. 2017, 92, 1039–1052. [Google Scholar] [CrossRef]
- Lin, G.Y.; Xiao, M.Q.; Feng, D.; Liu, X.Y.; Wang, H.Y.; Zhang, R. Microstructural and mechanical properties of ZA10 alloy tubes and their weld seams prepared by Conform continuous extrusion. Rare Met. 2020, 39, 707–715. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Die diameter, DD [mm] | 238 |
| Porthole radius, RP [mm] | 67.5 |
| Bridge width, WB [mm] | 31 |
| Corner radius, Rc [mm] | 12 |
| Inner bearing height HI [mm] | 7.5 |
| Outer bearing height HO [mm] | 7 |
| Porthole height HP [mm] | 65 |
| Die height HD [mm] | 140 |
| Welding chamber height HC [mm] | 25 |
| Material | Al 6061 |
| Extrusion type | Direct extrusion (die is filled) |
| Ram speed | 4.1 mm/s |
| Billet temperature | 510 °C |
| Billet length | 740 mm |
| Billet diameter | 177.8 mm |
| Die material | AISI H-13 |
| Die temperature | 480 °C |
| Bolster, Sub-bolster temperature | 25 °C |
| Ram temperature | 420 °C |
| Container temperature | 420 °C |
| Friction model | Default (Revanov friction) |
| Extrusion ratio | 9.7 |
| Factors | Levels | |||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| A | Bridge width WB (mm) | 31 | 34 | 37 |
| B | Porthole radius Rp (mm) | 67.5 | 72.5 | 77.5 |
| C | Welding chamber height Hc (mm) | 25 | 35 | 45 |
| D | Outer bearing height Ho (mm) | 3 | 7 | 11 |
| L9 | A | B | C | D | Average Welding Pressure PLW (MPa) | Transverse Welding Seam Length LTW (mm) |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 63.6 | 739 |
| 2 | 1 | 2 | 2 | 2 | 76.8 | 882 |
| 3 | 1 | 3 | 3 | 3 | 88.0 | 1133 |
| 4 | 2 | 1 | 2 | 3 | 74.1 | 750 |
| 5 | 2 | 2 | 3 | 1 | 74.7 | 1043 |
| 6 | 2 | 3 | 1 | 2 | 78.7 | 857 |
| 7 | 3 | 1 | 3 | 2 | 74.9 | 808 |
| 8 | 3 | 2 | 1 | 3 | 80.4 | 730 |
| 9 | 3 | 3 | 2 | 1 | 78.8 | 1064 |
| PMax | 3 | 3 | 3 | 3 | 88.6 | 1082 |
| Original | 1 | 1 | 1 | 2 | 72.0 | 664 |
| J | P’LW (MPa) | L’TW (mm) | α1/α2 | ||||
|---|---|---|---|---|---|---|---|
| Case | 0.5/0.5 | 0.6/0.4 | 0.7/0.3 | 0.8/0.2 | |||
| 1 | 63.6 | 739 | −0.11 | 0.08 | 0.28 | 0.48 | |
| 2 | 76.8 | 882 | −0.13 | 0.11 | 0.35 | 0.59 | |
| 3 | 88.0 | 1133 | −0.24 | 0.05 | 0.34 | 0.64 | |
| 4 | 74.1 | 750 | −0.05 | 0.17 | 0.38 | 0.60 | |
| 5 | 74.7 | 1043 | −0.27 | −0.01 | 0.26 | 0.52 | |
| 6 | 78.7 | 857 | −0.10 | 0.14 | 0.38 | 0.62 | |
| 7 | 74.9 | 808 | −0.09 | 0.14 | 0.36 | 0.59 | |
| 8 | 80.4 | 730 | 0.01 | 0.23 | 0.45 | 0.67 | |
| 9 | 78.8 | 1064 | −0.25 | 0.02 | 0.29 | 0.55 | |
| PMax | 88.6 | 1082 | −0.20 | 0.09 | 0.37 | 0.66 | |
| Original | 72.0 | 664 | 0.00 | 0.20 | 0.40 | 0.60 | |
| Ingredients | Si | Mg | Cu | Zn | Fe | Cr | Mn | Ti | Other | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Composition (wt%) | 0.5–0.8 | 0.7–1.2 | 0.15–0.4 | 0.25 | 0.7 | 0.02–0.35 | 0.15 | 0.15 | 0.15 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, Y.-M.; Hsu, I.-P. Die Design and Finite Element Analysis of Welding Seams during Aluminum Alloy Tube Extrusion. Metals 2023, 13, 911. https://doi.org/10.3390/met13050911
Hwang Y-M, Hsu I-P. Die Design and Finite Element Analysis of Welding Seams during Aluminum Alloy Tube Extrusion. Metals. 2023; 13(5):911. https://doi.org/10.3390/met13050911
Chicago/Turabian StyleHwang, Yeong-Maw, and I-Peng Hsu. 2023. "Die Design and Finite Element Analysis of Welding Seams during Aluminum Alloy Tube Extrusion" Metals 13, no. 5: 911. https://doi.org/10.3390/met13050911