
Effects of Mold Temperature on the Microstructures and Tensile Properties of the Thixoforged Graphite/AZ91D Composite
 , and
, and
Abstract
:1. Introduction
2. Experimental
2.1. As-Cast Preparation
2.2. Thixoforging Process
2.3. Microstructure and Tensile Analysis
3. Results and Discussion
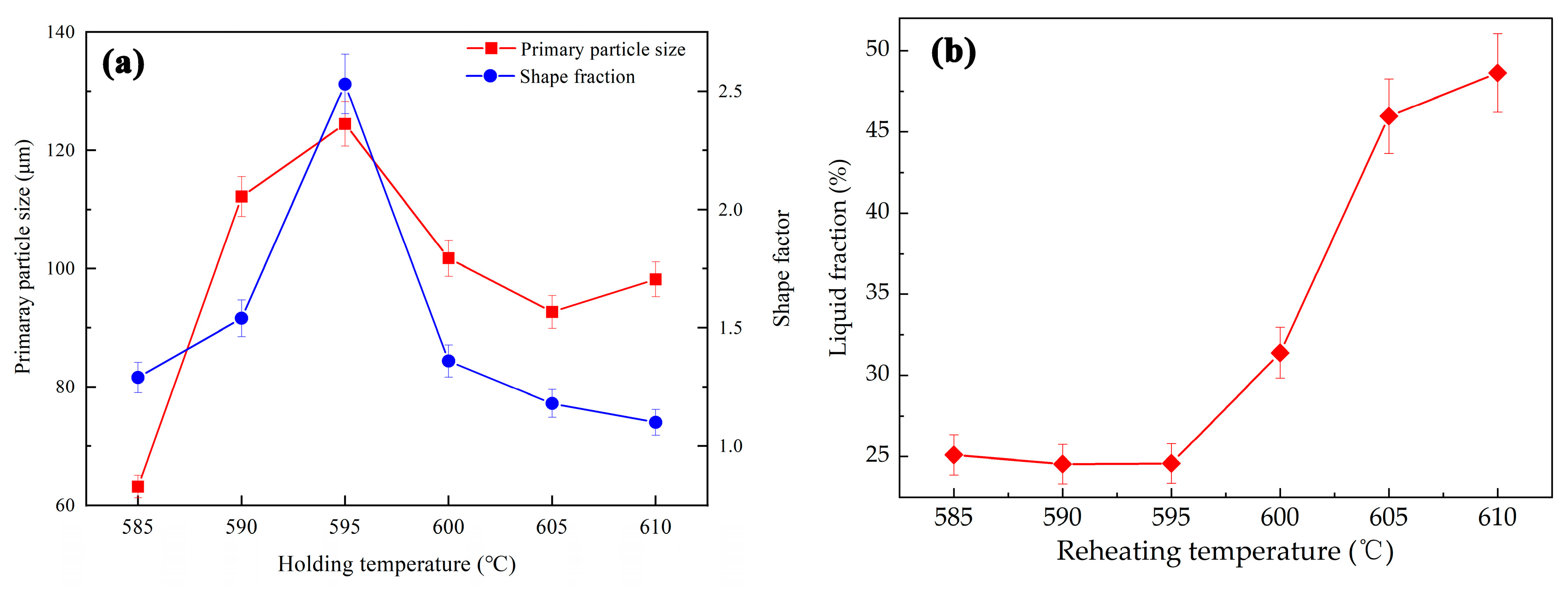
3.1. Effect of Holding Temperature on Semisolid Microstructures
3.2. Effect of Mold Temperature on Thixoforged Microstructure
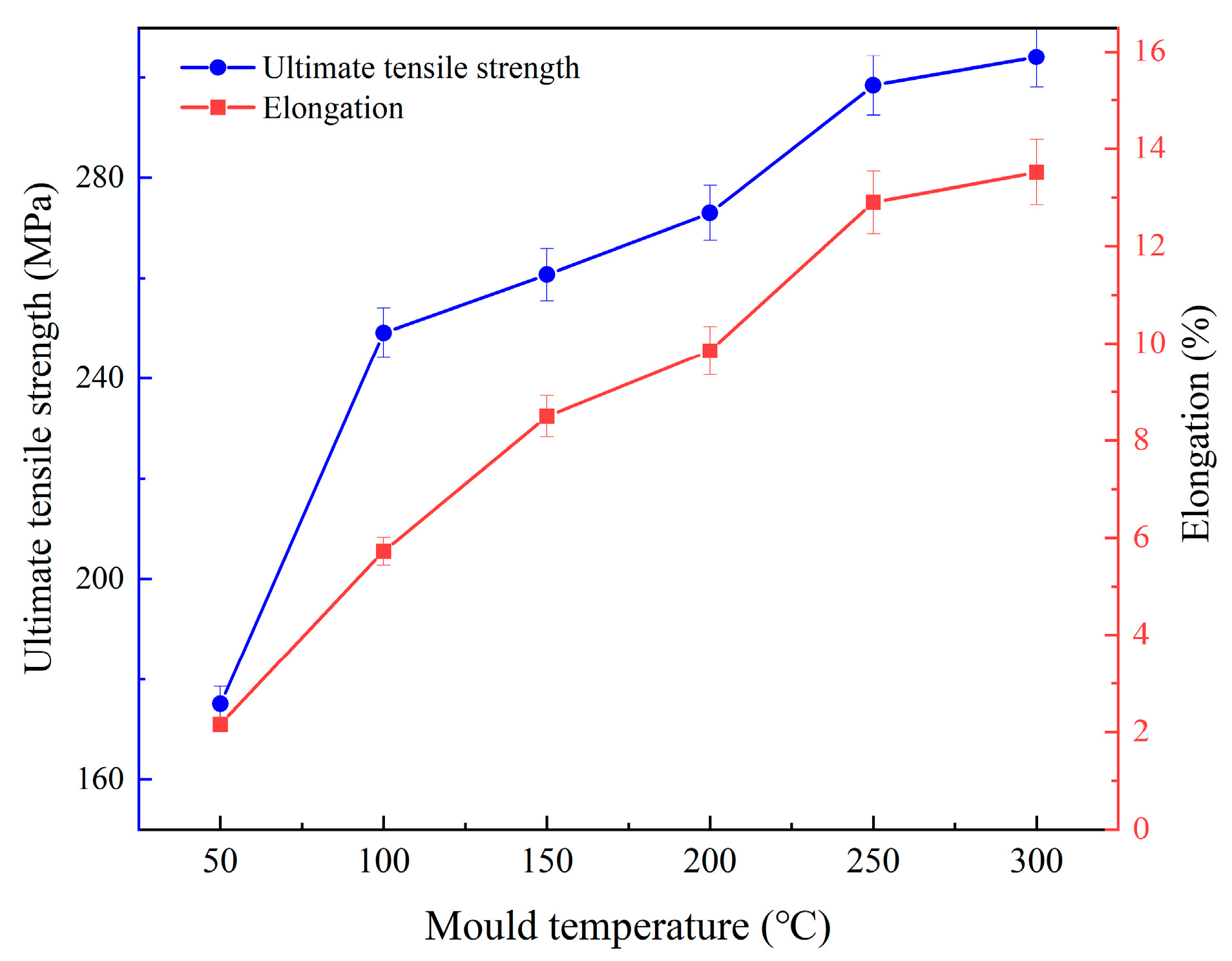
3.3. Effects of Mold Temperature on the Tensile Properties (UTS and Elongation) of Thixoforged Grp/AZ91D
3.4. Strengthening Mechanisms of Grp for Thixoforged Grp/AZ91D Composite
4. Conclusions
- (1)
- When the holding temperature is 300 °C for 60 min, it is shown that an ideal semi-solid structure can be obtained. The appropriate semi-solid structure with grain size, shape fraction, and liquid fraction is 101.1 µm, 1.36, and 31.3%, respectively.
- (2)
- When the mold temperature reaches 300 °C, the excellent mechanical properties of the Grp/AZ91D composite are obtained. The UTS and elongation are 304.1 MPa and 13.9%, respectively. On the one hand, the amount of β phase decreases and the relative compactness of the SSSs increases with the increase in mold temperature. On the other hand, due to the self-stabling mechanism of Grp and its relationships with the solidifying interface, Grp could improve its mechanical properties by dispersion strengthening and fine-grain strengthening.
- (3)
- In comparison with the identical AZ91D alloy, the UTS and elongation of the thixoforged Grp/AZ91D composite increase by 11.1% and 43.1%, respectively. The excellent tensile properties of the thixoforged Grp/AZ91D composite are attributed to the strengthening of the Grp. The thixoforged Grp/AZ91D composite is strengthened by the synergistic effect of the load transfer, dislocation strengthening, and Orowan looping mechanism.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mordike, B.; Ebert, T. Magnesium: Properties—Applications—Potential; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- Zhang, G.; Zhang, H.; Gao, M.; Wei, D. Mechanism of Effects of Rare Earths on Microstructure and Properties at Elevated Temperatures of AZ91 Magnesium Alloy. J. Rare Earths 2007, 25, 348–351. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloys 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Velmurugan, V.; Mohan, B. Characterization and strengthening mechanism of CNT/TiB2 particulates added AZ91D composites. Mater. Res. Express 2023, 10, 036504. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, T.; Cheng, F.; Li, L. Effects of mould temperature on microstructure and tensile properties of thixoforged Mg2 Si p/AM60B in-situ composites. J. Alloys Compd. 2016, 657, 582–592. [Google Scholar] [CrossRef]
- Guan, Z.-P.; Li, M.-Y.; Xia, K.-X.; Li, Z.-G.; Gao, D.; Zhao, P.; Ma, P.-K.; Song, J.-W. Microstructure, mechanical properties and wear resistance of SiCp/AZ91 composite prepared by vacuum pressure infiltration. Trans. Nonferrous Met. Soc. China 2022, 32, 104–121. [Google Scholar] [CrossRef]
- Yang, K.; Zhang, F.; Chen, Y.; Zhang, H.; Xiong, B.; Chen, H. Recent progress on carbon-based composites in multidimensional applications. Compos. Part A Appl. Sci. Manuf. 2022, 157, 106906. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Hu, H.; Asif, M.; Hussain, S.; She, J. Enhanced tensile properties of magnesium composites reinforced with graphene nanoplatelets. Mater. Sci. Eng. A 2015, 630, 36–44. [Google Scholar] [CrossRef]
- Gao, X.; Geng, K.; Sun, C.; Zhang, S.; Zhou, J.; Wu, J.; Zhang, X.; Wang, X. Effects of Graphite Particle Content and Holding Time on the Microstructure and Mechanical Properties of the Graphite/AZ91D Composite. Metals 2022, 13, 57. [Google Scholar] [CrossRef]
- Aatthisugan, I.; Rose, A.; Jebadurai, D. Mechanical and wear behaviour of AZ91D magnesium matrix hybrid composite reinforced with boron carbide and graphite. J. Magnes. Alloys 2017, 5, 20–25. [Google Scholar] [CrossRef]
- Chen, T.; Huang, L.; Huang, X.; Ma, Y.; Hao, Y. Effects of mould temperature and grain refiner amount on microstructure and tensile properties of thixoforged AZ63 magnesium alloy. J. Alloys Compd. 2013, 556, 167–177. [Google Scholar] [CrossRef]
- Chen, T.; Ma, Y.; Wang, R.; Li, Y.; Hao, Y. Microstructural evolution during partial remelting of AM60B magnesium alloy refined by MgCO3. Trans. Nonferrous Met. Soc. China 2010, 20, 1615–1621. [Google Scholar] [CrossRef]
- Dong, W.; Liu, Z.; Zhang, Y.; Quan, G. Effects of Semi-Solid Treatment Process Parameters on Microstructure of Extruded AZ91 Magnesium Alloy. Rare Met. Mater. Eng. 2014, 43, 2277–2280. [Google Scholar]
- Chen, T.J.; Huang, L.K.; Huang, X.F.; Ma, Y.; Hao, Y. Effects of reheating temperature and time on microstructure and tensile properties of thixoforged AZ63 magnesium alloy. Mater. Sci. Technol. 2014, 30, 96–108. [Google Scholar] [CrossRef]
- Okamoto, H.; Massalski, T. Binary Alloy Phase Diagrams; ASM International: Materials Park, OH, USA, 1990; Volume 3. [Google Scholar]
- Boostani, A.; Mousavian, R.; Tahamtan, S.; Yazdani, S.; Khosroshahi, R.; Wei, D.; Xu, J.; Gong, D.; Zhang, X.; Jiang, Z. Graphene sheets encapsulating SiC nanoparticles: A roadmap towards enhancing tensile ductility of metal matrix composites. Mater. Sci. Eng. A 2015, 648, 92–103. [Google Scholar] [CrossRef]
- Chen, L.; Xu, J.; Choi, H.; Pozuelo, M.; Li, X. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Zhang, A.; Hao, H.; Zhang, X. Grain refinement mechanism of Al-5C master alloy in AZ31 magnesium alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 3167–3172. [Google Scholar] [CrossRef]
- Li, C.; Wang, X.; Liu, W.; Wu, K.; Shi, H.; Ding, C.; Hu, X.; Zheng, M. Microstructure and strengthening mechanism of carbon nanotubes reinforced magnesium matrix composite. Mater. Sci. Eng. A 2014, 597, 264–269. [Google Scholar] [CrossRef]
- Erman, A.; Groza, J.; Li, X.; Choi, H.; Cao, G. Nanoparticle effects in cast Mg-1wt% SiC nano-composites. Mater. Sci. Eng. A 2012, 558, 39–43. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Li, P.; Cao, B.; Tan, W.; Gao, M. Microstructure and synergistic strengthening mechanisms of carbon nanotubes and Mg2Si nanoparticles hybrid reinforced Mg matrix composites prepared by powder thixoforming. J. Alloys Compd. 2020, 818, 152925. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (wt.%) | Al | Zn | Mn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ91D | 8.5–9.5 | 0.45–0.90 | 0.12–0.4 | 0.05 | 0.004 | 0.025 | 0.001 | Bal |
| Holding Temperature (°C) | Holding Time (min) | Mold Temperature (°C) | Protective Gas | Holding Time (s) | ||
|---|---|---|---|---|---|---|
| 600 | 60 | 50 100 | 150 200 | 250 300 | SF6 + CO2 | 15 |
| Mold Temperature (°C) | Compositions (wt.%) | ||
|---|---|---|---|
| Al | Zn | Mg | |
| 50 | 3.39 | 0.41 | 96.20 |
| 100 | 4.06 | 0.43 | 95.51 |
| 150 | 4.47 | 0.47 | 95.06 |
| 200 | 5.08 | 0.34 | 94.58 |
| 250 | 5.24 | 0.38 | 94.38 |
| 300 | 7.25 | 0.43 | 92.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, K.; Jiang, H.; Zhang, S.; Gao, X.; Wu, J.; Sun, C.; Zhou, J.; Zhang, X. Effects of Mold Temperature on the Microstructures and Tensile Properties of the Thixoforged Graphite/AZ91D Composite. Metals 2023, 13, 1000. https://doi.org/10.3390/met13051000
Geng K, Jiang H, Zhang S, Gao X, Wu J, Sun C, Zhou J, Zhang X. Effects of Mold Temperature on the Microstructures and Tensile Properties of the Thixoforged Graphite/AZ91D Composite. Metals. 2023; 13(5):1000. https://doi.org/10.3390/met13051000
Chicago/Turabian StyleGeng, Kejian, Haipeng Jiang, Suqing Zhang, Xin Gao, Jianhua Wu, Cuicui Sun, Jixue Zhou, and Xinfang Zhang. 2023. "Effects of Mold Temperature on the Microstructures and Tensile Properties of the Thixoforged Graphite/AZ91D Composite" Metals 13, no. 5: 1000. https://doi.org/10.3390/met13051000