
Investigation of the Interfacial Reactions between the CoCuFeNi High Entropy Alloy and Sn Solder

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
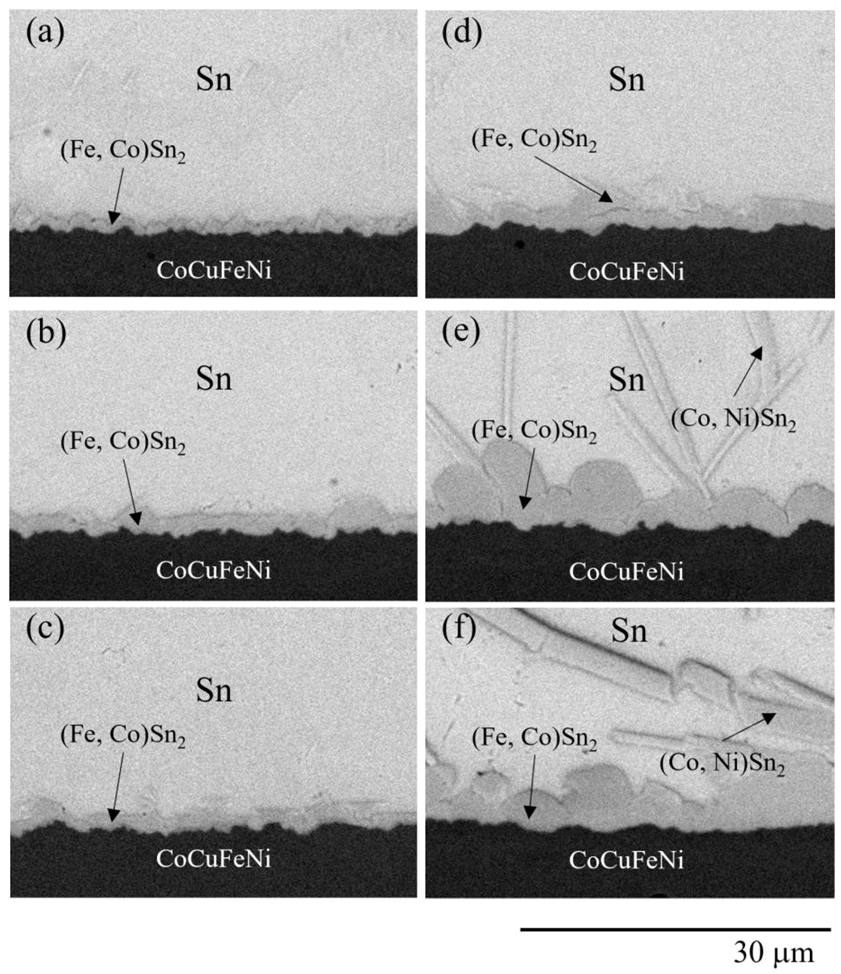
3.1. Interfacial Reactions in the Sn/CoCuFeNi Couples at 300 °C
3.2. Interfacial Reactions in the Sn/CoCuFeNi Couples at 375 °C
3.3. Interfacial Reactions in the Sn/CoCuFeNi Couples at 450 °C
4. Discussion
4.1. IMC in the CoCuFeNi/Sn Couple
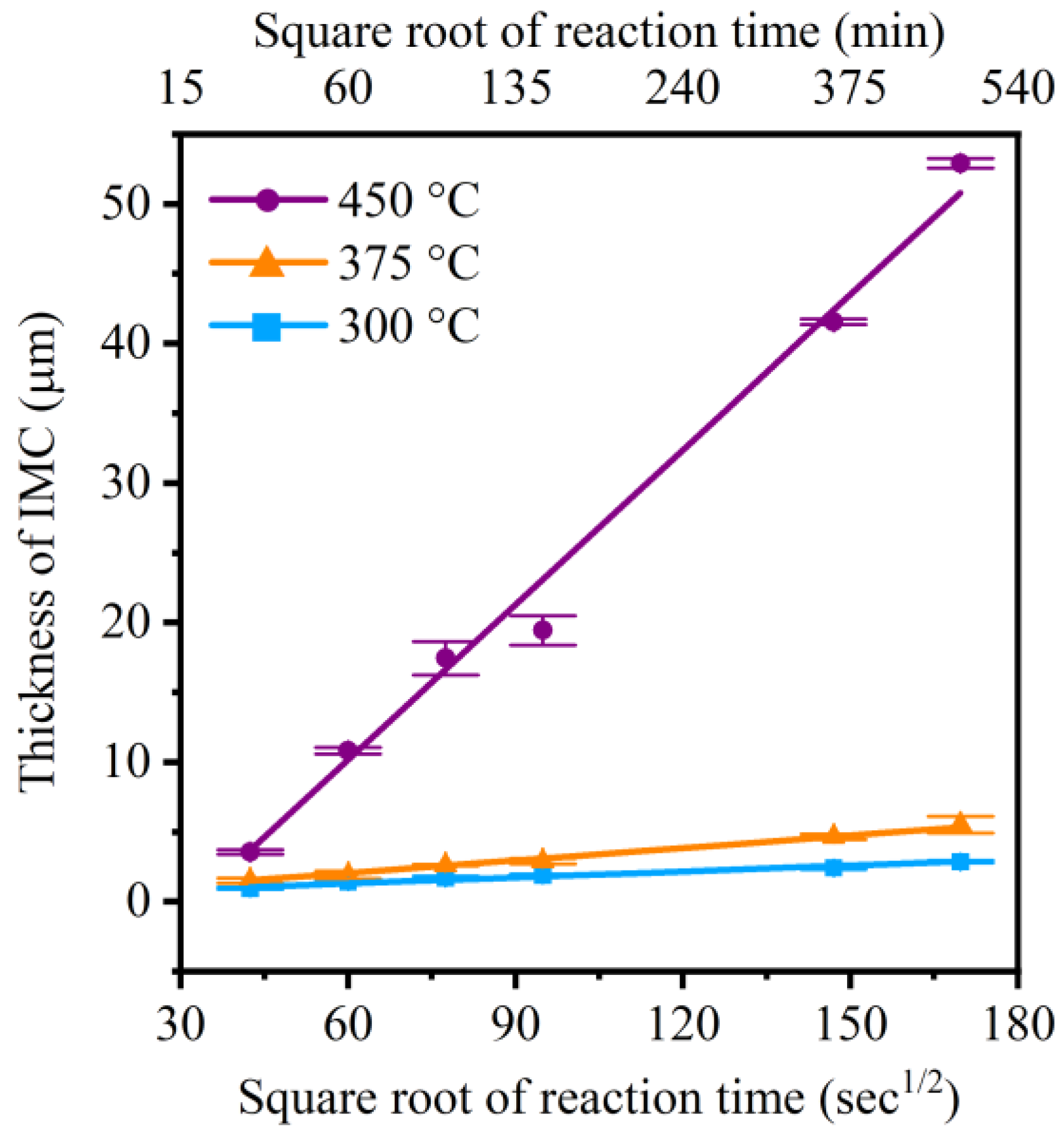
4.2. Reaction Kinetics in the CoCuFeNi/Sn Couple
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Breedis, J.F.; Chia, P.Y.; Goh, Y.G. Encyclopedia of Materials: Science and Technology, 1st ed.; Buschow, K.H.J., Ed.; Elsevier Science Ltd.: Houston, TX, USA, 2001; pp. 2683–2688. [Google Scholar]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, H.; Xie, Z. Effects of Y and Al additions on the microstructure and tensile properties of CoCr3Fe5Ni high entropy alloys. Mater. Lett. 2021, 299, 130110–130114. [Google Scholar] [CrossRef]
- Liu, L.; Zhu, J.B.; Zhang, C.; Li, J.C.; Jiang, Q. Microstructure and the properties of FeCoCuNiSnx high entropy alloys. Mater. Sci. Eng. A 2012, 548, 64–68. [Google Scholar] [CrossRef]
- Ma, H.; Shao, Y.; Shek, C.H. CoCuFeNi high entropy alloy reinforced by in-situ W particles. Mater. Sci. Eng. A 2020, 797, 140218–140226. [Google Scholar] [CrossRef]
- Geng, Y.; Ban, Y.; Wang, B.; Li, X.; Song, K.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Volinsky, A. A review of microstructure and texture evolution with nanoscale precipitates for copper alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]
- Shen, Y.A.; Yang, X.M.; Tsai, C.Y.; Ouyang, Y.H.; Tsai, M.H.; Shun, T.T. Effect of Cu on the interfacial reaction between Sn-based solders and FeCoNiCu alloys. Intermetallics 2022, 144, 107530–107535. [Google Scholar] [CrossRef]
- Xu, K.K.; Zhang, L.; Jiang, N. Effect of CNTs on the intermetallic compound growth between Sn solder and Cu substrate during aging and reflowing. Mater. Electron. 2021, 32, 2655–2666. [Google Scholar] [CrossRef]
- Li, Y.H. Investigation and Evaluation on Interfacial Reactions of High-Entropy Alloys with Lead-Free Solders. Master’s Thesis, Department of Chemical Engineering National Chung Cheng University, Chia-yi County, Taiwan, 2021. [Google Scholar]
- Ma, G.F.; Li, Z.K.; Ye, H.; He, C.L.; Zhang, H.F.; Hu, Z.Q. Wetting and interface phenomena in the molten Sn/CuFeNiCoCr high-entropy alloy system. Appl. Surf. Sci. 2015, 356, 460–466. [Google Scholar] [CrossRef]
- Ren, M.X.; Li, B.S.; Fu, H.Z. Formation condition of solid solution type high-entropy alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 991–995. [Google Scholar] [CrossRef]
- Okamoto, H. Phase Diagram of Binary Iron Alloys, 2nd ed.; ASM International: Novelty, OH, USA, 1993; pp. 85–392. [Google Scholar]
- Jedličková, V.; Zemanová, A.; Kroupa, A. The Thermodynamic Assessment of the Co-Sn System. J. Phase Equilib. Diffus. 2019, 40, 21–33. [Google Scholar] [CrossRef]
- Kumar, A.; Chen, Z. Interdependent Intermetallic Compound Growth in an Electroless Ni-P/Sn-3.5Ag Reaction Couple. J. Electron. Mater. 2011, 40, 213–223. [Google Scholar] [CrossRef]
- Li, Y.C.; Chang, C.H.; Pasana, A.S.; Hsiao, H.M.; Yen, Y.W. Interfacial Reactions in Lead-Free Solder/Cu-2.0Be (Alloy 25) Couples. J. Electron. Mater. 2021, 50, 903–913. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Time (min) | Co (at.%) | Cu (at.%) | Fe (at.%) | Ni (at.%) | Sn (at.%) |
|---|---|---|---|---|---|---|
| 300 °C | 30 | 6.8 | 2.6 | 24.7 | 2.1 | 63.8 |
| 60 | 4.5 | 5.4 | 26.1 | 1.3 | 65.8 | |
| 100 | 6.8 | 1.4 | 25.7 | 2.2 | 63.9 | |
| 150 | 11.9 | 0.8 | 25.5 | 4.4 | 57.4 | |
| 360 | 9.7 | 0.6 | 24.3 | 2.7 | 62.7 | |
| 480 | 12.5 | 0.3 | 19.8 | 3.0 | 64.3 | |
| 375 °C | 30 | 8.7 | 2.9 | 17.6 | 5.7 | 65.2 |
| 60 | 8.9 | 3.3 | 21.2 | 4.2 | 62.5 | |
| 100 | 18.0 | 3.7 | 16.1 | 6.3 | 59.1 | |
| 150 | 11.7 | 2.8 | 20.1 | 5.1 | 60.3 | |
| 360 | 14.0 | 2.4 | 12.3 | 5.3 | 63.3 | |
| 480 | 16.8 | 2.9 | 13.7 | 5.5 | 61.2 | |
| 450 °C | 30 | 4.3 | 0.2 | 28.8 | 0.8 | 65.9 |
| 60 | 5.9 | 0.0 | 26.0 | 2.2 | 65.8 | |
| 100 | 10.1 | 0.4 | 20.8 | 1.9 | 66.8 | |
| 150 | 11.6 | 0.4 | 19.0 | 2.8 | 66.2 | |
| 360 | 14.5 | 0.0 | 13.0 | 5.2 | 67.3 | |
| 480 | 15.8 | 0.9 | 14.6 | 3.1 | 65.6 |
| System | Growth Rate Constant k (×1016 m2/s) | Q (KJ/mole) | ||
|---|---|---|---|---|
| 300 °C | 375 °C | 450 °C | ||
| Sn/CoCuFeNi | 4.2 | 10.1 | 540 | 108 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiang, T.-Y.; Chang, Y.-C.; Wang, C.-H.; Laksono, A.D.; Yen, Y.-W. Investigation of the Interfacial Reactions between the CoCuFeNi High Entropy Alloy and Sn Solder. Metals 2023, 13, 710. https://doi.org/10.3390/met13040710
Chiang T-Y, Chang Y-C, Wang C-H, Laksono AD, Yen Y-W. Investigation of the Interfacial Reactions between the CoCuFeNi High Entropy Alloy and Sn Solder. Metals. 2023; 13(4):710. https://doi.org/10.3390/met13040710
Chicago/Turabian StyleChiang, Tzu-Yang, Yong-Chi Chang, Chao-Hong Wang, Andromeda Dwi Laksono, and Yee-Wen Yen. 2023. "Investigation of the Interfacial Reactions between the CoCuFeNi High Entropy Alloy and Sn Solder" Metals 13, no. 4: 710. https://doi.org/10.3390/met13040710